TEMPRA IPER DRASTICA IN ACQUA DI ACCIAI LEGATI SENZA ROTTURE E DEFORMAZIONI. Gianotti Elio. Trattamenti Termici Ferioli & Gianotti Rivoli (Torino).
|
|
|
- Cristoforo Cara
- 8 anni fa
- Visualizzazioni
Transcript
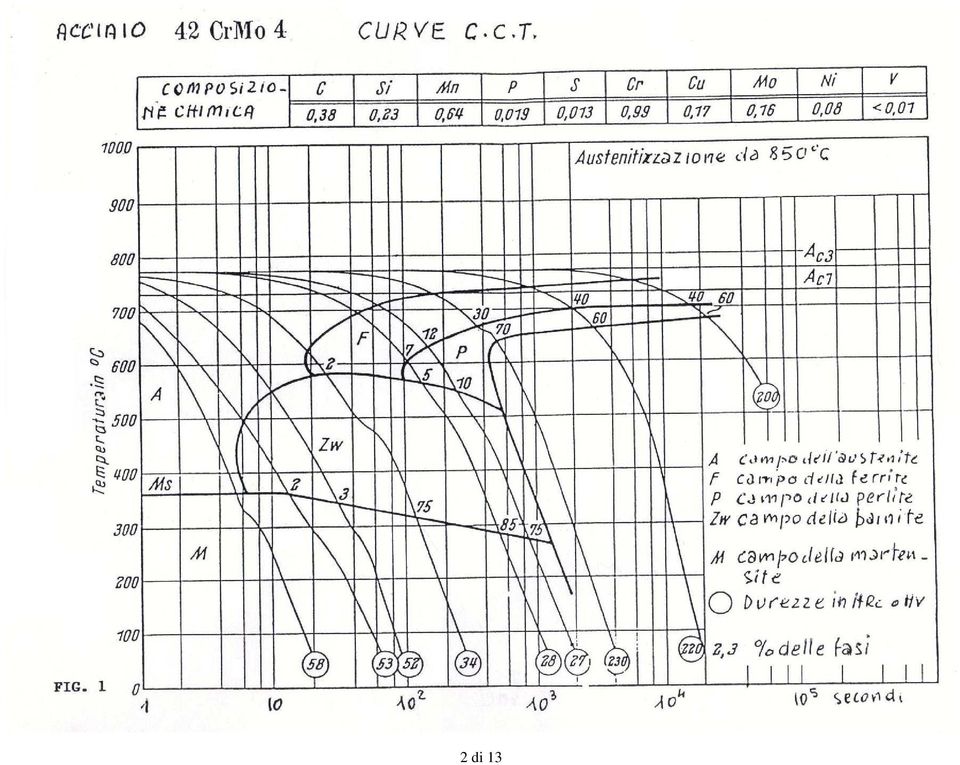
1 TEMPRA IPER DRASTICA IN ACQUA DI ACCIAI LEGATI SENZA ROTTURE E DEFORMAZIONI Gianotti Elio. Trattamenti Termici Ferioli & Gianotti Rivoli (Torino). Introduzione Nell ormai lontano 1930, Bain mise a punto la tecnica di registrazione delle trasformazioni microstrutturali nell acciaio quando viene raffreddato quasi istantaneamente dalla temperatura di austenitizzazione fino a temperature gradualmente sempre più basse, e mantenuto a tali temperature per tempi molto lunghi al fine di permetterne tutte le trasformazioni microstrutturali ed allotropiche possibili. Nascevano così i primi diagrammi TTT (Tempo, Temperatura, Trasformazione) con le trasformazioni isotermiche degli acciai che furono il primo e fondamentale passo verso la comprensione scientifica dei fenomeni che accadevano durante il raffreddamento dell acciaio. Successivamente i diagrammi CCT (Continuous Cooling Transformation) resero più aderenti alla realtà tecnologica le curve di trasformazione ricavandole non più da trasformazioni isoterme ma da osservazioni di variazioni microstrutturali che avvengono in situazioni di velocità di raffreddamento variabili. Le curve di Bain furono le prime che permisero di stabilire in termini scientifici quali potevano essere le curve di raffreddamento ideali per ottenere le migliori microstrutture di tempra evitando rotture e distorsioni. Le basi teoriche erano gettate, alla tecnologia spettava l arduo compito di realizzare nella pratica industriale i tipi di raffreddamento teoricamente previsti. A distanza di 70 anni possiamo affermare che il problema non è ancora stato risolto nella sua interezza. In questo lavoro si tenta di ottimizzare un tipo di raffreddamento di tempra realizzando velocità altissime prima del punto Ms e di rallentarle poi moltissimo intorno a tale punto, al fine di avvicinarsi il più possibile alle condizioni ideali previste dalle curve di Bain. In questo modo si tenta di ottenere strati superficiali durissimi, totalmente martensitici e quindi in compressione per ottimizzare le caratteristiche meccaniche dei pezzi, in modo particolare la resistenza a fatica ed allo stesso tempo si tende ad ottimizzare un mezzo di tempra totalmente compatibile con l ambiente come è l acqua. Premesse sperimentali L analisi delle curve di Bain fa supporre che mentre è necessaria una alta velocità di raffreddamento dalla temperatura di austenitizzazione per evitare il naso della bainite e della perlite, una volta raggiunta la temperatura Ms la velocità di raffreddamento non ha più influenza agli effetti della trasformazione martensitica che avviene comunque e solo in funzione della temperatura raggiunta nel raffreddamento (vedi fig.1). Nelle tecniche di tempra si tende quindi a rallentare il più possibile tale velocità al fine di evitare tensioni residue che possono portare a deformazioni e rotture nei pezzi temprati. Prove eseguite in laboratorio hanno però dimostrato che evitare alte velocità di raffreddamento nella zona di trasformazione martensitica non sempre è necessario od ottimale per ottenere le migliori proprietà. Tali prove infatti hanno evidenziato che velocità altissime di raffreddamento in tale fase possono evitare rotture e tensionamenti se condotte correttamente. 1 di 13

2 2 di 13
3 La fig.2 mostra i dati sperimentali ottenuti su un cilindretto di 6 mm di costruito in acciaio debolmente legato sottoposto a varie velocità di raffreddamento nella zona di formazione della martensite. La curva a campana mostra come le probabilità di rotture siano molto basse sia in caso di raffreddamenti lenti che in caso di raffreddamenti molto veloci, di conseguenza anche le tensioni interne sono in questi due casi, minime. Con un processo di tempra molto drastica si possono quindi ottenere ottime durezze superficiali con distorsioni contenute, anche se le velocità di raffreddamento necessarie sono molto difficili da realizzare. Infatti una volta che la superficie del pezzo ha raggiunto la temperatura del liquido di tempra, il raffreddamento della parte sottostante avviene solo più per il fenomeno di diffusione del calore dal cuore verso l esterno ed è quindi difficilmente influenzabile. 3 di 13

4 Spiegazione della diminuzione delle deformazioni Durante il raffreddamento provocato da una tempra classica assume rilevanza notevole, agli effetti dello spessore superficiale dello strato di martensite che si forma, la variazione degli spessori dei pezzi. La fig.3a) mostra schematicamente tale fenomeno: la variazione dello spessore della martensite, che ha un volume maggiore sia dell austenite che delle strutture ferriticoperlitiche non temprate, crea delle deformazioni e delle tensioni notevoli che possono anche sfociare in rotture. Nel caso di raffreddamenti molto veloci invece la martensite si forma in modo simultaneo su tutta la superficie del pezzo creando uno strato indurito uniforme, che mette in compressione tutta la superficie del pezzo, con benefici effetti sia sulla resistenza a fatica che sulla deformazione (vedi fig.3b). Infatti in queste condizioni la superficie del pezzo raggiunge la temperatura Ms tanto rapidamente che il cuore è ancora caldo, austenitico. Mentre la martensite si forma alla superficie, il cuore austenitico continua a raffreddarsi diminuendo di volume. Ma lo strato superficiale martensitico è ormai rigido e mantiene la forma iniziale del pezzo agendo come uno stampo esterno di contenimento delle deformazioni. L austenite raffreddandosi diminuisce di volume mettendo ulteriormente in compressione la superficie esterna. È da notare come l austenite sia ancora molto plastica per cui se nel raffreddamento le tensioni superano il suo limite di snervamento si deforma e mantiene l integrità del pezzo che la contiene. Se il raffreddamento veloce continua, in poco tempo anche il cuore del pezzo diventa martensitico e quindi aumenta di volume spingendo verso l esterno la primitiva corteccia martensitica che si trovava in forte stato di compressione. La spinta verso l esterno esercitata dal cuore martensitico è tale da lasciare però ancora sempre in compressione lo strato esterno perché il volume della martensite a temperatura ambiente è pur sempre 4 di 13

5 inferiore al volume dell austenite calda alla temperatura in cui è iniziata a formarsi la corteccia esterna martensitica. Esiste un preciso momento, nella fase di raffreddamento, in cui la compressione della corteccia esterna raggiunge il suo massimo valore; una delle tecniche di tempra adottate per evitare deformazioni e cricche consiste nell individuare esattamente questo istante ed estrarre dal liquido di tempra il pezzo per lasciarlo raffreddare all aria. La velocità di raffreddamento del cuore diminuirà ed a seconda dello spessore del pezzo si potrà formare bainite, oppure perlite e ferrite. Queste fasi hanno un volume minore della martensite e quindi la corteccia esterna martensitica resterà in forte compressione. Normalmente c è una finestra di alcuni secondi entro la quale si deve estrarre il pezzo dall acqua; questa finestra è tanto più grande quanto maggiore è lo spessore del pezzo. Il diagramma di fig.4 illustra schematicamente il comportamento delle tensioni superficiali di un pezzo temprato in funzione delle trasformazioni che avvengono nel cuore col passare del tempo. Fig.4 Diagramma delle variazioni delle tensioni superficiali al variare del tempo 1 Raffreddamento dalla temperatura di austenitizzazione ad inizio di formazione della martensite. 2 Massima formazione di martensite sulla pelle. 3 Fase di formazione della martensite a cuore. A. Tempra tradizionale poco drastica. B. Tempra drastica con formazione di martensite a cuore. C. Tempra drastica con formazione di strutture miste a cuore (bainite, perlite e ferrite). Una tempra poco drastica produce scarsa quantità di martensite nella superficie del pezzo, per cui il fenomeno di compressione è abbastanza limitato ed è molto probabile che quando la trasformazione avviene nel cuore la superficie passi addirittura in uno stato 5 di 13

6 di tensione. Infatti in questo caso, essendo il raffreddamento lento, quando inizia la formazione di martensite all esterno la temperatura all interno del pezzo non è più molto alta e nel raffreddamento finale la diminuzione del volume del cuore è abbastanza limitata per cui il fenomeno di compressione della superficie dovuto a tale ritiro è pure limitato e viene annullato o invertito dalla espansione del cuore quando questo raggiunge la temperatura della trasformazione martensitica. Questa tensione di trazione superficiale spiega le rotture che a volte avvengono nei pezzi temprati se non prontamente rinvenuti. Il variare del comportamento e dei risultati che si ottengono al variare della drasticità di tempra in termini di caratteristiche meccaniche, distorsioni e rotture sono rappresentati schematicamente nel diagramma di fig.5. Il diagramma illustra concettualmente i principi sperimentali; è chiaro che le tecnologie per l attuazione delle velocità di raffreddamento necessarie presentano delle difficoltà non sempre superabili. Fig.5 Miglioramento delle proprietà meccaniche con l aumentare della drasticità di tempra. Per ottenere i migliori risultati gli elementi leganti e quindi la temprabilità dell'acciaio, deve essere scelta in relazione alla geometria del pezzo in modo da assicurare che lo strato martensitico abbia una profondità ottimale. Un acciaio più temprabile o molto legato non sempre è la scelta necessaria per ottenere la migliore condizione di compressione nello strato martensitico. Molto sovente le proprietà richieste possono essere ottenute con acciai meno legati e meno costosi; un altro vantaggio di questa tecnologia è che si può utilizzare come mezzo di tempra l acqua che è decisamente meno inquinante e pericolosa dell olio, del sale e dei glicoli. 6 di 13

7 Tecniche di tempra iperdrastica L estrazione del calore da un pezzo immerso in acqua durante la tempra avviene secondo tre fasi distinte. 1 - formazione di uno strato di vapore sulla superficie dovuto alla alta temperatura del pezzo. Tale film di vapore fa da isolante alla trasmissione del calore ed essendo discontinuo e variabile rende il raffreddamento variabile e poco controllabile. 2 - al diminuire della temperatura il film di vapore si rompe ed inizia una fase di nucleazione di piccole bollicine di vapore che si originano ad una velocità di oltre 50 per secondo. Questa è la fase in cui è massima la velocità di estrazione del calore. 3 - infine si raggiunge una temperatura alla quale non possono più formarsi bollicine ed inizia la fase di raffreddamento per convezione che è la più lenta delle tre. Le tecniche adottabili per realizzare dei cicli tecnologici che possono mettere a frutto i principi teorici e sperimentali esaminati, utilizzando le capacità di raffreddamento dell acqua, sono essenzialmente due. La prima tecnica è una tempra a tre stadi che può essere così riassunta: a - raffreddamento veloce fino al raggiungimento della fase di raffreddamento per convezione; b - estrazione all aria per uniformare la temperatura fino a cuore; c - immersione in acqua per terminare il raffreddamento in fase di convezione. Al fine di minimizzare le distorsioni occorre realizzare un raffreddamento molto drastico nello stadio a- per cui non è sufficiente realizzare il raffreddamento in acqua pura ma occorre adottare acqua e sale a concentrazioni del 10% circa. Quando si arriva alla temperatura in cui cessa la formazione delle bollicine di vapore si estrae il pezzo dall acqua. Per gli acciai da bonifica tale punto è all incirca a metà delle temperature fra Ms e Mf per cui corrisponde alla formazione di circa il 50% di martensite. In queste condizioni lo strato superficiale avendo ancora circa il 50% di austenite non è fragile e si evita la formazione di cricche. Nella permanenza in aria la corteccia temprata è rinvenuta dal calore che esce dal cuore caldo del pezzo e la temperatura si uniforma; inoltre in questa fase la compressione della corteccia martensitica formatasi nel raffreddamento in acqua salata, si stabilizza. Questa tensione impedisce la formazione di cricche quando il pezzo viene di nuovo immerso nell acqua salata per completare lo stadio c- di raffreddamento per convezione fino alla temperatura ambiente (vedi fig.6). 7 di 13

8 Fig.6 Tempra iperdrastica a tre stradi. La seconda tecnica è una tempra a due stadi che produce uno strato di compressione superficiale, più intenso e profondo. In questo caso si tende a realizzare un agitazione dell acqua tanto drastica da eliminare sia la formazione dello strato di vapore che delle bollicine e rendere il raffreddamento completamente convettivo. Il raffreddamento deve essere continuo ed uniforme sull intera superficie fino a quando lo strato martensitico superficiale raggiunge il suo massimo grado di compressione ed il valore ottimale di spessore in relazione alla forma geometrica del pezzo, dopo di che si estrae il pezzo e lo si lascia raffreddare all aria, invece se dopo aver raggiunto questo stadio, il raffreddamento continua in acqua fino a raggiungere la temperatura del mezzo di tempra al cuore del pezzo, la tensione di compressione dello strato superficiale diminuirà. È quindi importante fermare il raffreddamento al momento ottimale (vedi fig.7) Non sempre la realizzazione di questo ciclo è possibile. Ci sono infatti forme di pezzi con geometria tale da rendere difficile l afflusso dell acqua in modo uniforme su tutta la superficie; oppure delle zone sottili che diventano martensitiche immediatamente fino a cuore ed infine se i pezzi sono temprati a lotti tendono a formarsi delle zone a minor agitazione nel liquido temprante che creano disuniformità nel raffreddamento. In questi casi è necessario ricorrere alla prima tecnica di ipertempra. 8 di 13

9 Fig.7 Tempra iperdrastica a due stadi. ATTREZZATURE PER LA IPERTEMPRA Ipertempra a tre stadi La vasca di tempra tradizionale non necessita di grosse modifiche. È necessario implementare l agitazione aumentando il numero delle eliche di dotazione od il diametro delle eliche stesse. È sconsigliabile invece aumentare il numero dei giri perché tendono a formarsi delle cavitazioni con disuniformità di movimento del liquido. L attrezzatura di immersione e riemersione dei pezzi deve essere abbastanza veloce e deve comunque avvenire in tempi costanti per garantire la ripetibilità del ciclo una volta messi a punto i tre stadi. In fig.8 sono schematizzati i controlli necessari sia per la messa a punto del ciclo che per la sua ripetibilità. 9 di 13

10 Legenda dell attrezzatura per la realizzazione della tempra iperdrastica C= gruppo di immersione e riemersione dei pezzi da temprare C1=cilindro e pistone per salita e discesa rapide. C2= centralina idraulica, C3= elettrovalvola di distribuzione olio pilotata. S= cestello; R= elica di agitazione acqua V= vasca P= pezzo da temprare TC= termocoppia CC= cavo compensato della TC PR= programmatore RE= registratore PC= personal computer Ipertempra a due stadi Può essere realizzata in due modi. Quando i pezzi hanno una geometria relativamente semplice, come ad esempio cilindri, anelli, forme piatte, ecc. un flusso di acqua molto veloce che sfiora le superfici delle parti può essere sufficiente per realizzare le velocità di raffreddamento necessarie. Per parti più complicate, come ad esempio alberi con flangia, in cui la flangia può bloccare il flusso d acqua lungo il gambo, è necessario creare dei sistemi di raffreddamento a doccia che possono coprire uniformemente tutta la superficie dei pezzi. In entrambi i casi una o più pompe provvedono al necessario flusso di acqua per ottenere il massimo di drasticità di tempra. 10 di 13

11 Risultati metallurgici e di forma I risultati che si ottengono con le tecniche di ipertempra sono illustrati nelle tabelle sottostanti. Tipo di tempra Durezza HRc 40 Cr (AISI 4140) bulloni M bulloni M H barra 30mm Olio Ipertempra Tab.1 Durezze superficiali. Differenza fra tempra in olio e ipertempra. Particolari 86B30, spessore 25X25mm denti di ruote 52100, anelli di cuscinetti spessore 19mm 4140, 45 X 264 mm perno sterzo 1045, 25,4X 254 mm alberi con chiavetta 4137, 110 X 116 mm suole forgiate 4130, 129 X 137 mm cunei denti di escavatore Durezza a cuore HRc Olio Ipertempra Tab.2 Durezze a cuore. Differenze fra tempra in olio e ipertempra. 11 di 13

12 Tab.3 Distribuzione della durezza a tutta tempra di un cilindro in acciaio mm. Acciai Russi (Acciai AISI) 40x (5140) 35XM (4130) 25X1M (4118) Tempra Trazione Snervamento Resilienza Durezza HRB In olio Ipertempra In olio Ipertempra In olio Ipertempra Tab.4 Proprietà meccaniche a cuore dopo tempra in olio e dopo ipertempra di campioni 50 mm. L ipertempra migliora tutte le proprietà meccaniche, la resilienza aumenta in alcuni casi addirittura di 2 o 3 volte.. 12 di 13

13 Particolari Proprietà Tempra in olio Ipertempra 1340 M22X123mm bulloni S5 38X56mm punzoni Resistenza a trazione, MPa Resilienza Nxm Tab.5 Miglioramento delle proprietà meccaniche di differenti particolari. L ipertempra migliora le proprietà meccaniche perché rende più fine la struttura martensitica. Riduzione delle deformazioni con l ipertempra Tempra in olio 1 pezzo alla volta Tempra in olio a lotti Ipertempra mm mm mm Tab.6 Misura delle deformazioni assiali di un albero con chiavetta (acciaio 1045, 25.4 mm con chiavetta di 6.4 x 6.4mm). L ipertempra deforma meno nei confronti della tempra in olio sia nel caso di pezzi singoli che nel caso di tempra in lotti. 13 di 13
.")
Trattamenti termici dei metalli
 Trattamenti termici dei metalli TRATTAMENTI TERMICI Trasformazioni di fase: termodinamica vs cinetica Trattamenti che portano le leghe verso le condizioni di equilibrio (es: ricottura) Trattamenti che
Trattamenti termici dei metalli TRATTAMENTI TERMICI Trasformazioni di fase: termodinamica vs cinetica Trattamenti che portano le leghe verso le condizioni di equilibrio (es: ricottura) Trattamenti che
Trattamenti termici degli acciai al carbonio
 Trattamenti termici Il trattamento termico è una lavorazione attuata mediante un ciclo termico, su un metallo o una sua lega, allo stato solido, al fine di variarne le proprietà e renderle adatte alla
Trattamenti termici Il trattamento termico è una lavorazione attuata mediante un ciclo termico, su un metallo o una sua lega, allo stato solido, al fine di variarne le proprietà e renderle adatte alla
Studio dei trattamenti termici per acciai speciali
 Università degli Studi di Brescia Facoltà di Ingegneria Corso di laurea in ingegneria dei materiali Studio dei trattamenti termici per acciai speciali Relatore: Ing. Marcello Gelfi Correlatore: Ing. Annalisa
Università degli Studi di Brescia Facoltà di Ingegneria Corso di laurea in ingegneria dei materiali Studio dei trattamenti termici per acciai speciali Relatore: Ing. Marcello Gelfi Correlatore: Ing. Annalisa
Il nuovo acciaio pre-bonificato per stampi di medie e grandi dimensioni
 Il nuovo acciaio pre-bonificato per stampi di medie e grandi dimensioni Generalità Analisi chimica KeyLos UP nasce dalla pluriennale esperienza di Lucchini RS nella produzione degli acciai dedicati al
Il nuovo acciaio pre-bonificato per stampi di medie e grandi dimensioni Generalità Analisi chimica KeyLos UP nasce dalla pluriennale esperienza di Lucchini RS nella produzione degli acciai dedicati al
Acciaio per lavorazioni a caldo
 Acciaio per lavorazioni a caldo Generalità BeyLos 2329 è un acciaio legato progettato per la realizzazione di matrici, stampi o punzoni o altri particolari che devono lavorare a temperature elevate. I
Acciaio per lavorazioni a caldo Generalità BeyLos 2329 è un acciaio legato progettato per la realizzazione di matrici, stampi o punzoni o altri particolari che devono lavorare a temperature elevate. I
FILIERA PRODUTTIVA COMPLETA
 2 FILIERA PRODUTTIVA COMPLETA TRATTAMENTO TERMICO LAVORAZIONI MECCANICHE LAMINAZIONE VERNICIATURA PRODUZIONE ACCIAIO MAGAZZINO L unione tra Esti e Acciaierie Venete ha dato luogo ad una nuova realtà, unica
2 FILIERA PRODUTTIVA COMPLETA TRATTAMENTO TERMICO LAVORAZIONI MECCANICHE LAMINAZIONE VERNICIATURA PRODUZIONE ACCIAIO MAGAZZINO L unione tra Esti e Acciaierie Venete ha dato luogo ad una nuova realtà, unica
L acciaio al carbonio per lo stampaggio della plastica
 L acciaio al carbonio per lo stampaggio della plastica Edizione Dicembre 2008 Generalità KeyLos 1730 é un acciaio per la realizzazione di stampi di piccole dimensioni, porta stampi o particolari meccanici
L acciaio al carbonio per lo stampaggio della plastica Edizione Dicembre 2008 Generalità KeyLos 1730 é un acciaio per la realizzazione di stampi di piccole dimensioni, porta stampi o particolari meccanici
Lezione 11 Trattamenti termici
 Lezione 11 Gerardus Janszen Dipartimento di Tel 02 2399 8366 janszen@aero.polimi.it . IL TRATTAMENTO TERMICO CONSISTE IN UN CICLO TERMICO CHE SERVE A MODIFICARE LA STRUTTURA DEL MATERIALE PER LA VARIAZIONE
Lezione 11 Gerardus Janszen Dipartimento di Tel 02 2399 8366 janszen@aero.polimi.it . IL TRATTAMENTO TERMICO CONSISTE IN UN CICLO TERMICO CHE SERVE A MODIFICARE LA STRUTTURA DEL MATERIALE PER LA VARIAZIONE
Capacità di assorbire una deformazione plastica senza rompersi: alta=duttile (es. oro) bassa=fragile (es. vetro)
 bassa=fragile (es. vetro)") Capacità di assorbire una deformazione plastica senza rompersi: alta=duttile (es. oro) bassa=fragile (es. vetro) E dipendente dalla temperatura:capacità di riposizionamento di difetti ed atomi (diffusione
Capacità di assorbire una deformazione plastica senza rompersi: alta=duttile (es. oro) bassa=fragile (es. vetro) E dipendente dalla temperatura:capacità di riposizionamento di difetti ed atomi (diffusione
TRATTAMENTI TERMICI IMPORTANZA DI ESEGUIRE IL TRATTAMENTO TERMICO NEL MOMENTO OPPORTUNO DEL PROCESSO DI REALIZZAZIONE DEL PEZZO
 TRATTAMENTI TERMICI IL TRATTAMENTO TERMICO CONSISTE IN UN CICLO TERMICO CHE SERVE A MODIFICARE LA STRUTTURA DEL MATERIALE PER LA VARIAZIONE DELLE SUE CARATTERISTICHE MECCANICHE: RESISTENZA DEFORMABILITA
TRATTAMENTI TERMICI IL TRATTAMENTO TERMICO CONSISTE IN UN CICLO TERMICO CHE SERVE A MODIFICARE LA STRUTTURA DEL MATERIALE PER LA VARIAZIONE DELLE SUE CARATTERISTICHE MECCANICHE: RESISTENZA DEFORMABILITA
L acciaio inossidabile per lo stampaggio della plastica
 L acciaio inossidabile per lo stampaggio della plastica Generalità KeyLos 2083 è un acciaio inossidabile martensitico, resistente alla corrosione, prodotto secondo la tecnologia "super clean" che assicura
L acciaio inossidabile per lo stampaggio della plastica Generalità KeyLos 2083 è un acciaio inossidabile martensitico, resistente alla corrosione, prodotto secondo la tecnologia "super clean" che assicura
L acciaio inossidabile per lo stampaggio della plastica
 L acciaio inossidabile per lo stampaggio della plastica Generalità KeyLos 2316 è un acciaio inossidabile martensitico, resistente alla corrosione, prodotto secondo la tecnologia "super clean" che assicura
L acciaio inossidabile per lo stampaggio della plastica Generalità KeyLos 2316 è un acciaio inossidabile martensitico, resistente alla corrosione, prodotto secondo la tecnologia "super clean" che assicura
TRATTAMENTI TERMICI DEGLI ACCIAI
 1. TEMPRA La tempra diretta: TRATTAMENTI TERMICI DEGLI ACCIAI - Aumenta la durezza degli acciai - Conferisce agli acciai la struttura denominata MARTENSITE (soluzione solida interstiziale sovrassatura
1. TEMPRA La tempra diretta: TRATTAMENTI TERMICI DEGLI ACCIAI - Aumenta la durezza degli acciai - Conferisce agli acciai la struttura denominata MARTENSITE (soluzione solida interstiziale sovrassatura
L acciaio pre-bonificato ad elevata lavorabilità
 L acciaio pre-bonificato ad elevata lavorabilità Generalità KeyLos 2312 é un acciaio pre-bonificato per la realizzazione di stampi di piccole e medie dimensioni. KeyLos 2312 rappresenta la scelta ideale
L acciaio pre-bonificato ad elevata lavorabilità Generalità KeyLos 2312 é un acciaio pre-bonificato per la realizzazione di stampi di piccole e medie dimensioni. KeyLos 2312 rappresenta la scelta ideale
I processi di tempra sono condotti sul manufatto finito per generare sforzi residui di compressione in superficie. Vengono sfruttate allo scopo
 I processi di tempra sono condotti sul manufatto finito per generare sforzi residui di compressione in superficie. Vengono sfruttate allo scopo diverse metodologie. 1 La tempra termica (o fisica) si basa
I processi di tempra sono condotti sul manufatto finito per generare sforzi residui di compressione in superficie. Vengono sfruttate allo scopo diverse metodologie. 1 La tempra termica (o fisica) si basa
Influenza dell ossidazione intergranularesul comportamento a fatica di acciai cementati per ingranaggeria al Mn-Cr e Ni-Cr-Mo
 AIM - 23 CONVEGNO NAZIONALE TRATTAMENTI TERMICI Verona 19-20-21 Ottobre 2011 Testo della memoria Rif. To N 02 Influenza dell ossidazione intergranularesul comportamento a fatica di acciai cementati per
AIM - 23 CONVEGNO NAZIONALE TRATTAMENTI TERMICI Verona 19-20-21 Ottobre 2011 Testo della memoria Rif. To N 02 Influenza dell ossidazione intergranularesul comportamento a fatica di acciai cementati per
Acciaio per lavorazioni a caldo
 Acciaio per lavorazioni a caldo Generalità BeyLos 2343 è un acciaio legato al cromo molibdeno, vanadio progettato per la realizzazione di matrici, stampi o punzoni o altri particolari che devono lavorare
Acciaio per lavorazioni a caldo Generalità BeyLos 2343 è un acciaio legato al cromo molibdeno, vanadio progettato per la realizzazione di matrici, stampi o punzoni o altri particolari che devono lavorare
Politecnico di Torino Dipartimento di Meccanica DAI PROVINI AI COMPONENTI
 DAI PROVINI AI COMPONENTI Vi sono molti fattori che influenzano la resistenza a fatica; fra i fattori che riguardano il componente hanno particolare importanza: le dimensioni (C S ) la presenza di intagli
DAI PROVINI AI COMPONENTI Vi sono molti fattori che influenzano la resistenza a fatica; fra i fattori che riguardano il componente hanno particolare importanza: le dimensioni (C S ) la presenza di intagli
TRATTAMENTI TERMICI DELLE GHISE
 TRATTAMENTI TERMICI DELLE GHISE Tenendo conto che le ghise hanno le stesse strutture degli acciai (perlite, cementite, ferrite), anche su di esse é possibile effettuare trattamenti termici. In particolare
TRATTAMENTI TERMICI DELLE GHISE Tenendo conto che le ghise hanno le stesse strutture degli acciai (perlite, cementite, ferrite), anche su di esse é possibile effettuare trattamenti termici. In particolare
condizioni per la posa su massetto riscaldante
 condizioni per la posa su massetto riscaldante Parchettificio Toscano s.r.l. - 56024 Corazzano - S. Miniato (PI) Italia - Tel. (0039) 0571 46.29.26 Fax (0039) 0571 46.29.39 info@parchettificiotoscano.it
condizioni per la posa su massetto riscaldante Parchettificio Toscano s.r.l. - 56024 Corazzano - S. Miniato (PI) Italia - Tel. (0039) 0571 46.29.26 Fax (0039) 0571 46.29.39 info@parchettificiotoscano.it
Il nuovo acciaio per stampi di medie e grandi dimensioni ad alte prestazioni.
 Il nuovo acciaio per stampi di medie e grandi dimensioni ad alte prestazioni. Generalità KeyLos Plus è un nuovo acciaio dedicato allo stampaggio delle materie plastiche che Lucchini RS propone ai clienti
Il nuovo acciaio per stampi di medie e grandi dimensioni ad alte prestazioni. Generalità KeyLos Plus è un nuovo acciaio dedicato allo stampaggio delle materie plastiche che Lucchini RS propone ai clienti
NOTA TECNICA : Metallurgia di base degli acciai speciali da costruzione
 NOTA TECNICA : Metallurgia di base degli acciai speciali da costruzione Indice : 1. INTRODUZIONE p. 1 2. FASI e COSTITUENTI STRUTTURALI p. 3 3. PUNTI CRITICI p. 4 4. TRATTAMENTI TERMICI MASSIVI p. 5 0
NOTA TECNICA : Metallurgia di base degli acciai speciali da costruzione Indice : 1. INTRODUZIONE p. 1 2. FASI e COSTITUENTI STRUTTURALI p. 3 3. PUNTI CRITICI p. 4 4. TRATTAMENTI TERMICI MASSIVI p. 5 0
3.6 DIAGRAMMI DI TRASFORMAZIONE CON RAFFREDDAMENTO CONTINUO
 3.6 DIAGRAMMI DI TRASFORMAZIONE CON RAFFREDDAMENTO CONTINUO I trattamenti termici isotermi non sono i più pratici da effettuare, infatti essi prevedono che una lega debba essere raffreddata rapidamente
3.6 DIAGRAMMI DI TRASFORMAZIONE CON RAFFREDDAMENTO CONTINUO I trattamenti termici isotermi non sono i più pratici da effettuare, infatti essi prevedono che una lega debba essere raffreddata rapidamente
RESISTENZA DEI MATERIALI TEST
 RESISTENZA DEI MATERIALI TEST 1. Nello studio della resistenza dei materiali, i corpi: a) sono tali per cui esiste sempre una proporzionalità diretta tra sollecitazione e deformazione b) sono considerati
RESISTENZA DEI MATERIALI TEST 1. Nello studio della resistenza dei materiali, i corpi: a) sono tali per cui esiste sempre una proporzionalità diretta tra sollecitazione e deformazione b) sono considerati
Corrado Patriarchi 1
 CorradoPatriarchi 1 2 PROGETTAZIONE SCELTA DELL ACCIAIO APPLICAZIONE QUALITA DELL ACCIAIO ESECUZIONE SUPERFICIALE 3 Per trattamento termico si intende una successione di operazioni mediante le quali una
CorradoPatriarchi 1 2 PROGETTAZIONE SCELTA DELL ACCIAIO APPLICAZIONE QUALITA DELL ACCIAIO ESECUZIONE SUPERFICIALE 3 Per trattamento termico si intende una successione di operazioni mediante le quali una
DRASTICITA DI TEMPRA DEI GAS E DEI LIQUIDI A CONFRONTO. Elio Gianotti Trattamenti Termici Ferioli e Gianotti SpA Rivoli To
 DRASTICITA DI TEMPRA DEI GAS E DEI LIQUIDI A CONFRONTO Elio Gianotti Trattamenti Termici Ferioli e Gianotti SpA Rivoli To INTRODUZIONE La gamma dei gas e dei liquidi di tempra commercialmente disponibili
DRASTICITA DI TEMPRA DEI GAS E DEI LIQUIDI A CONFRONTO Elio Gianotti Trattamenti Termici Ferioli e Gianotti SpA Rivoli To INTRODUZIONE La gamma dei gas e dei liquidi di tempra commercialmente disponibili
Materiali per alte temperature
 Materiali per alte temperature Prof. Barbara Rivolta Dipartimento di Meccanica Politecnico di Milano 14 Novembre 2013, Lecco Fenomeni metallurgici ad alta temperatura 2 Fenomeni meccanici: sovrasollecitazioni
Materiali per alte temperature Prof. Barbara Rivolta Dipartimento di Meccanica Politecnico di Milano 14 Novembre 2013, Lecco Fenomeni metallurgici ad alta temperatura 2 Fenomeni meccanici: sovrasollecitazioni
CURVE TRATTAMENTI TERMICI
 CURVE TRATTAMENTI TERMICI GENERALITÀ - Per conferire all'acciaio determinate caratteristiche in funzione del suo utilizzo finale si ricorre ai trattamenti termici. Di seguito trovate alcune note sui trattamenti
CURVE TRATTAMENTI TERMICI GENERALITÀ - Per conferire all'acciaio determinate caratteristiche in funzione del suo utilizzo finale si ricorre ai trattamenti termici. Di seguito trovate alcune note sui trattamenti
Gli Acciai Inossidabili
 Gli Acciai Inossidabili Bibliografia: Metals Handbook, vol. 1, IX ed. Gli acciai inossidabili G. Di Caprio Bib. Tec. Hoepli UNI-Euronorm Inossidabile? La resistenza alla corrosione degli acciai è funzione
Gli Acciai Inossidabili Bibliografia: Metals Handbook, vol. 1, IX ed. Gli acciai inossidabili G. Di Caprio Bib. Tec. Hoepli UNI-Euronorm Inossidabile? La resistenza alla corrosione degli acciai è funzione
ESERCITAZIONE Scrittura di un programma CNC per la fresatura di un componente dato
 ESERCITAZIONE Scrittura di un programma CNC per la fresatura di un componente dato Nella presente esercitazione si redige il programma CNC per la fresatura del pezzo illustrato nelle Figure 1 e 2. Figura
ESERCITAZIONE Scrittura di un programma CNC per la fresatura di un componente dato Nella presente esercitazione si redige il programma CNC per la fresatura del pezzo illustrato nelle Figure 1 e 2. Figura
CLASSIFICAZIONE DELLE LAVORAZIONI MECCANICHE
 CLASSIFICAZIONE DELLE LAVORAZIONI MECCANICHE Le lavorazioni meccaniche possono essere classificate secondo diversi criteri. Il criterio che si è dimostrato più utile, in quanto ha permesso di considerare
CLASSIFICAZIONE DELLE LAVORAZIONI MECCANICHE Le lavorazioni meccaniche possono essere classificate secondo diversi criteri. Il criterio che si è dimostrato più utile, in quanto ha permesso di considerare
Classificazione degli acciai da lavorare Scelta della punta in funzione del materiale da lavorare Parametri di taglio
 Materiali delle punte elicoidali Processi produttivi delle punte elicoidali Standard normativi Tipologia di affilatura Rivestimenti superficiali degli utensili Durezze Rockwell e Vickers Classificazione
Materiali delle punte elicoidali Processi produttivi delle punte elicoidali Standard normativi Tipologia di affilatura Rivestimenti superficiali degli utensili Durezze Rockwell e Vickers Classificazione
L acciaio può essere sottoposto a svariati trattamenti che agiscono sulla sua struttura cristallina, modificandone le caratteristiche fisiche e
 L acciaio può essere sottoposto a svariati trattamenti che agiscono sulla sua struttura cristallina, modificandone le caratteristiche fisiche e meccaniche in modo da renderlo idoneo a particolari impieghi.
L acciaio può essere sottoposto a svariati trattamenti che agiscono sulla sua struttura cristallina, modificandone le caratteristiche fisiche e meccaniche in modo da renderlo idoneo a particolari impieghi.
INVERTER PER ASCENSORI IDRAULICI
 INVERTER PER ASCENSORI IDRAULICI INVERTER ELMO ELMO, produttore di motori per ascensori idraulici da oltre 40 anni, presente con questo prodotto su tutti i mercati mondiali, ha realizzato una serie di
INVERTER PER ASCENSORI IDRAULICI INVERTER ELMO ELMO, produttore di motori per ascensori idraulici da oltre 40 anni, presente con questo prodotto su tutti i mercati mondiali, ha realizzato una serie di
CURVE DI BAIN. Curve di Bain TTT per un acciaio eutettoide
 CURVE DI BAIN Le strutture che appaiono nel diagramma Fe-C sono ottenute in seguito a raffreddamenti molto lenti. Quando i raffreddamenti sono di tipo diverso, si ottengono via via strutture non previste
CURVE DI BAIN Le strutture che appaiono nel diagramma Fe-C sono ottenute in seguito a raffreddamenti molto lenti. Quando i raffreddamenti sono di tipo diverso, si ottengono via via strutture non previste
Sistemi di bloccaggio idraulici -- Mandrini idraulici
 Sistemi di bloccaggio idraulici -- Mandrini idraulici La tecnologia del serraggio idraulico ad espansione si è evoluto fino a raggiungere livelli di precisione e di affidabilità tali da poter soddisfare
Sistemi di bloccaggio idraulici -- Mandrini idraulici La tecnologia del serraggio idraulico ad espansione si è evoluto fino a raggiungere livelli di precisione e di affidabilità tali da poter soddisfare
iglidur V400: Resistenza chimica e alle alte temperature
 iglidur : Resistenza chimica e alle alte temperature Produzione standard a magazzino Eccellente resistenza all usura anche con alberi teneri e temperature fino a +200 C Ottima resistenza agli agenti chimici
iglidur : Resistenza chimica e alle alte temperature Produzione standard a magazzino Eccellente resistenza all usura anche con alberi teneri e temperature fino a +200 C Ottima resistenza agli agenti chimici
Sinterizzazione. Il processo di sinterizzazione. π = D
 Sinterizzazione (M. Casalboni, F. De Matteis) La sinterizzazione è un processo che permette di ottenere corpi solidi di forma definita a partire da polveri di materiali diversi pastiglie di aspirina filamenti
Sinterizzazione (M. Casalboni, F. De Matteis) La sinterizzazione è un processo che permette di ottenere corpi solidi di forma definita a partire da polveri di materiali diversi pastiglie di aspirina filamenti
Proprietà meccaniche. Prove meccaniche. prova di trazione prova di compressione prova di piegamento prova di durezza prova di fatica prova di creep
 Proprietà meccaniche Prove meccaniche prova di trazione prova di compressione prova di piegamento prova di durezza prova di fatica prova di creep Prova di trazione provini di dimensione standard deformazione
Proprietà meccaniche Prove meccaniche prova di trazione prova di compressione prova di piegamento prova di durezza prova di fatica prova di creep Prova di trazione provini di dimensione standard deformazione
Descrizione dei Diversi Tipi di Polvere
 Descrizione dei Diversi Tipi di Polvere Polveri di Ferro-Spugna (Ferro Puro) NC100.24 è uno dei tipi di polvere più largamente impiegati in metallurgia delle polveri. Le resistenze al verde e degli spigoli
Descrizione dei Diversi Tipi di Polvere Polveri di Ferro-Spugna (Ferro Puro) NC100.24 è uno dei tipi di polvere più largamente impiegati in metallurgia delle polveri. Le resistenze al verde e degli spigoli
Capitolo quinto ACCIAI DA BONIFICA
 Capitolo quinto ACCIAI DA BONIFICA Il termine italiano bonifica trova corrispondenza soltanto nella lingua tedesca nel termine vergütun, mentre nella lingua anglosassone e francese corrisponde rispettivamente
Capitolo quinto ACCIAI DA BONIFICA Il termine italiano bonifica trova corrispondenza soltanto nella lingua tedesca nel termine vergütun, mentre nella lingua anglosassone e francese corrisponde rispettivamente
TECNICA DELLE COSTRUZIONI: PROGETTO DI STRUTTURE LE FONDAZIONI
 LE FONDAZIONI Generalità sulle fondazioni Fondazioni dirette Plinti isolati Trave rovescia Esecutivi di strutture di fondazione Generalità Le opere di fondazione hanno il compito di trasferire le sollecitazioni
LE FONDAZIONI Generalità sulle fondazioni Fondazioni dirette Plinti isolati Trave rovescia Esecutivi di strutture di fondazione Generalità Le opere di fondazione hanno il compito di trasferire le sollecitazioni
La scuola integra culture. Scheda3c
 Scheda3c Gli ELEMENTI DEL CLIMA che caratterizzano le condizioni meteorologiche di una regione sono: la temperatura, la pressione atmosferica, i venti, l umidità e le precipitazioni. La temperatura è data
Scheda3c Gli ELEMENTI DEL CLIMA che caratterizzano le condizioni meteorologiche di una regione sono: la temperatura, la pressione atmosferica, i venti, l umidità e le precipitazioni. La temperatura è data
PALO tipo SP VANTAGGI minima quantità di materiale di risulta Ridotto consumo di calcestruzzo
 PALO tipo SP Il Soil Displacement (SP) è una metodologia di esecuzione del palo di fondazione eseguita senza asportazione di terreno, quindi alternativa ai pali battuti, vibroinfissi e trivellati. La tecnologia
PALO tipo SP Il Soil Displacement (SP) è una metodologia di esecuzione del palo di fondazione eseguita senza asportazione di terreno, quindi alternativa ai pali battuti, vibroinfissi e trivellati. La tecnologia
CANDIDATO: William Berardi. RELATORE: Prof. Ing. Luca Piancastelli
 Alma Mater Studiorum Università di Bologna Facoltà di Ingegneria Corso di laurea in Ingegneria Meccanica A.A. 2010/2011 - Sessione III CANDIDATO: William Berardi RELATORE: Prof. Ing. Luca Piancastelli
Alma Mater Studiorum Università di Bologna Facoltà di Ingegneria Corso di laurea in Ingegneria Meccanica A.A. 2010/2011 - Sessione III CANDIDATO: William Berardi RELATORE: Prof. Ing. Luca Piancastelli
Effetto di elementi alliganti in Fe-C
 Effetto di elementi alliganti in Fe-C A: austenitizzanti (gammogeni), Ni, Co, Mn, C, N B: ferritizzanti (alfogeni), Cr, Mo, V, W, Ta, Si, P, La solubilità può essere limitata (B, P, S, Cu, Pb,,..) Effetto
Effetto di elementi alliganti in Fe-C A: austenitizzanti (gammogeni), Ni, Co, Mn, C, N B: ferritizzanti (alfogeni), Cr, Mo, V, W, Ta, Si, P, La solubilità può essere limitata (B, P, S, Cu, Pb,,..) Effetto
Classificazione delle pompe. Pompe rotative volumetriche POMPE ROTATIVE. POMPE VOLUMETRICHE si dividono in... VOLUMETRICHE
 Classificazione delle pompe Pompe rotative volumetriche POMPE VOLUMETRICHE si dividono in... POMPE ROTATIVE VOLUMETRICHE Pompe rotative volumetriche Principio di funzionamento Le pompe rotative sono caratterizzate
Classificazione delle pompe Pompe rotative volumetriche POMPE VOLUMETRICHE si dividono in... POMPE ROTATIVE VOLUMETRICHE Pompe rotative volumetriche Principio di funzionamento Le pompe rotative sono caratterizzate
La resistenza di un materiale dal comportamento fragile va analizzata attraverso gli strumenti della meccanica della frattura.
 La resistenza di un materiale dal comportamento fragile va analizzata attraverso gli strumenti della meccanica della frattura. Il sistema di riferimento è quello di un componente soggetto a carichi esterni
La resistenza di un materiale dal comportamento fragile va analizzata attraverso gli strumenti della meccanica della frattura. Il sistema di riferimento è quello di un componente soggetto a carichi esterni
Analisi eseguite su alcuni casi di rottura dimostrano che gli errori in questi metodi di lavorazione hanno un incidenza.
 Indicazioni per la lavorazione Rottura degli utensili a causa di rigature L economicità della fabbricazione di prodotti industriali è determinata, tra l altro, dalla efficienza degli utensili impiegati.
Indicazioni per la lavorazione Rottura degli utensili a causa di rigature L economicità della fabbricazione di prodotti industriali è determinata, tra l altro, dalla efficienza degli utensili impiegati.
L acciaio ESR per lavorazione a caldo
 L acciaio ESR per lavorazione a caldo Generalità EskyLos 2367 è un acciaio legato al cromo molibdeno, vanadio progettato per la realizzazione di matrici, stampi o punzoni o altri particolari che devono
L acciaio ESR per lavorazione a caldo Generalità EskyLos 2367 è un acciaio legato al cromo molibdeno, vanadio progettato per la realizzazione di matrici, stampi o punzoni o altri particolari che devono
Termodinamica. Sistema termodinamico. Piano di Clapeyron. Sistema termodinamico. Esempio. Cosa è la termodinamica? TERMODINAMICA
 Termodinamica TERMODINAMICA Cosa è la termodinamica? La termodinamica studia la conversione del calore in lavoro meccanico Prof Crosetto Silvio 2 Prof Crosetto Silvio Il motore dell automobile trasforma
Termodinamica TERMODINAMICA Cosa è la termodinamica? La termodinamica studia la conversione del calore in lavoro meccanico Prof Crosetto Silvio 2 Prof Crosetto Silvio Il motore dell automobile trasforma
Rapidamente al grado esatto Tarature di temperatura con strumenti portatili: una soluzione ideale per il risparmio dei costi
 Rapidamente al grado esatto Tarature di temperatura con strumenti portatili: una soluzione ideale per il risparmio dei costi Gli strumenti per la misura di temperatura negli impianti industriali sono soggetti
Rapidamente al grado esatto Tarature di temperatura con strumenti portatili: una soluzione ideale per il risparmio dei costi Gli strumenti per la misura di temperatura negli impianti industriali sono soggetti
Anno Scolastico 2014-2015. INDIRIZZO: Manutenzione e assistenza tecnica Sez.A. DISCIPLINA: Tecnologie meccaniche e applicazioni
 ISTITUTO PROFESSIONALE PER L INDUSTRIA E L ARTIGIANATO E. BERNARDI PADOVA Anno Scolastico 2014-2015 INDIRIZZO: Manutenzione e assistenza tecnica Sez.A DISCIPLINA: Tecnologie meccaniche e applicazioni CLASSI:
ISTITUTO PROFESSIONALE PER L INDUSTRIA E L ARTIGIANATO E. BERNARDI PADOVA Anno Scolastico 2014-2015 INDIRIZZO: Manutenzione e assistenza tecnica Sez.A DISCIPLINA: Tecnologie meccaniche e applicazioni CLASSI:
Sistema di infissi PVC Deuceuninck Inoutic Eforte
 Sistema di infissi PVC Deuceuninck Inoutic Eforte Il profilo Eforte, come tutti i profili della Deceuninck, viene estruso con materia prima senza additivi a base di piombo, cioè nel processo produttivo,
Sistema di infissi PVC Deuceuninck Inoutic Eforte Il profilo Eforte, come tutti i profili della Deceuninck, viene estruso con materia prima senza additivi a base di piombo, cioè nel processo produttivo,
CASI DI STUDIO e ANALISI TECNOLOGICA DELLE VARIABILITA
 CASI DI STUDIO e ANALISI TECNOLOGICA DELLE VARIABILITA Il mio obbiettivo per limitare il ponte termico del balcone è quello di garantire la continuità dell isolante tra la muratura e la partizione orizzontale
CASI DI STUDIO e ANALISI TECNOLOGICA DELLE VARIABILITA Il mio obbiettivo per limitare il ponte termico del balcone è quello di garantire la continuità dell isolante tra la muratura e la partizione orizzontale
Disegno di Macchine. corso per I anno della laurea in ing. meccanica Docente: ing. Francesca Campana
 Disegno di Macchine corso per I anno della laurea in ing. meccanica Docente: ing. Francesca Campana Lezione n 4 Componentistica di base: alberi, trasmissione per cinghie e catene, giunti Alberi Appunti
Disegno di Macchine corso per I anno della laurea in ing. meccanica Docente: ing. Francesca Campana Lezione n 4 Componentistica di base: alberi, trasmissione per cinghie e catene, giunti Alberi Appunti
Insegnamento di Progetto di Infrastrutture viarie
 Insegnamento di Progetto di Infrastrutture viarie Opere in terra Caratteristiche di un terreno Compressibilità e costipamento delle terre Portanza sottofondi e fondazioni stradali Instabilità del corpo
Insegnamento di Progetto di Infrastrutture viarie Opere in terra Caratteristiche di un terreno Compressibilità e costipamento delle terre Portanza sottofondi e fondazioni stradali Instabilità del corpo
TECHNICAL TOOLS VERNICIATURA A POLVERE E DECORAZIONE SUBLIMATICA SU CERAMICA. Informazioni: 1. Versatilità dei prodotti vernicianti
 TECHNICAL TOOLS Idee e applicazioni con i prodotti Decoral System VERNICIATURA A POLVERE E DECORAZIONE SUBLIMATICA SU CERAMICA Metodo per l applicazione di prodotti vernicianti in polvere su materiali
TECHNICAL TOOLS Idee e applicazioni con i prodotti Decoral System VERNICIATURA A POLVERE E DECORAZIONE SUBLIMATICA SU CERAMICA Metodo per l applicazione di prodotti vernicianti in polvere su materiali
 Funzionamento del motore 4 tempi I componenti fondamentali del motore 4 tempi I componenti ausiliari del motore 4 tempi La trasmissione del moto Le innovazioni motoristiche L influenza dell aerodinamica
Funzionamento del motore 4 tempi I componenti fondamentali del motore 4 tempi I componenti ausiliari del motore 4 tempi La trasmissione del moto Le innovazioni motoristiche L influenza dell aerodinamica
--- durezza --- trazione -- resilienza
 Proprietà meccaniche Necessità di conoscere il comportamento meccanico di un certo componente di una certa forma in una certa applicazione prove di laboratorio analisi del comportamento del componente
Proprietà meccaniche Necessità di conoscere il comportamento meccanico di un certo componente di una certa forma in una certa applicazione prove di laboratorio analisi del comportamento del componente
Automazione Industriale (scheduling+mms) scheduling+mms. adacher@dia.uniroma3.it
 scheduling+mms. adacher@dia.uniroma3.it") Automazione Industriale (scheduling+mms) scheduling+mms adacher@dia.uniroma3.it Introduzione Sistemi e Modelli Lo studio e l analisi di sistemi tramite una rappresentazione astratta o una sua formalizzazione
Automazione Industriale (scheduling+mms) scheduling+mms adacher@dia.uniroma3.it Introduzione Sistemi e Modelli Lo studio e l analisi di sistemi tramite una rappresentazione astratta o una sua formalizzazione
Effetto reddito ed effetto sostituzione.
 . Indice.. 1 1. Effetto sostituzione di Slutsky. 3 2. Effetto reddito. 6 3. Effetto complessivo. 7 II . Si consideri un consumatore che può scegliere panieri (x 1 ; ) composti da due soli beni (il bene
. Indice.. 1 1. Effetto sostituzione di Slutsky. 3 2. Effetto reddito. 6 3. Effetto complessivo. 7 II . Si consideri un consumatore che può scegliere panieri (x 1 ; ) composti da due soli beni (il bene
www.rodacciai.it PROVA DI TRAZIONE L 0 = 5.65 S 0 PROVE MECCANICHE
 PROVA DI TRAZIONE La prova, eseguita a temperatura ambiente o più raramente a temperature superiori o inferiori, consiste nel sottoporre una provetta a rottura per mezzo di uno sforzo di trazione generato
PROVA DI TRAZIONE La prova, eseguita a temperatura ambiente o più raramente a temperature superiori o inferiori, consiste nel sottoporre una provetta a rottura per mezzo di uno sforzo di trazione generato
Gli acciai inossidabili
 Gli acciai inossidabili Gli acciai inossidabili sono delle leghe a base di ferro, di cromo e di carbonio ed anche di altri elementi quali il nichel, il molibdeno, il silicio, il titanio, che li rendono
Gli acciai inossidabili Gli acciai inossidabili sono delle leghe a base di ferro, di cromo e di carbonio ed anche di altri elementi quali il nichel, il molibdeno, il silicio, il titanio, che li rendono
AUTODIFFUSIONE Autodiffusione
 DIFFUSIONE ATOMICA La diffusione è un processo importante che influenza il comportamento di un materiale alle alte temperature (creep, trattamenti termici superficiali, tempra chimica del vetro, ricristallizzazione,
DIFFUSIONE ATOMICA La diffusione è un processo importante che influenza il comportamento di un materiale alle alte temperature (creep, trattamenti termici superficiali, tempra chimica del vetro, ricristallizzazione,
352&(662',&20%867,21(
 352&(662',&20%867,21( Il calore utilizzato come fonte energetica convertibile in lavoro nella maggior parte dei casi, è prodotto dalla combustione di sostanze (es. carbone, metano, gasolio) chiamate combustibili.
352&(662',&20%867,21( Il calore utilizzato come fonte energetica convertibile in lavoro nella maggior parte dei casi, è prodotto dalla combustione di sostanze (es. carbone, metano, gasolio) chiamate combustibili.
I capicorda (terminali) per funi d acciaio forniscono una terminazione di testa alla fune stessa.
 per funi d acciaio forniscono una terminazione di testa alla fune stessa.") PRODOTTI INDUSTRIALI & NAVALI S.p.A. capicorda I capicorda (terminali) per funi d acciaio forniscono una terminazione di testa alla fune stessa. Si dividono in tre tipi: - A cuneo (autobloccanti) in cui
PRODOTTI INDUSTRIALI & NAVALI S.p.A. capicorda I capicorda (terminali) per funi d acciaio forniscono una terminazione di testa alla fune stessa. Si dividono in tre tipi: - A cuneo (autobloccanti) in cui
Blade cooling Gas Turbine. Impianti per l Energia l
 Blade cooling Gas Turbine Impianti per l Energia l 2010-2011 2011 Effetto della temperatura massima del ciclo sulle prestazioni dei turbogas Effetto della temperatura massima del ciclo sulle prestazioni
Blade cooling Gas Turbine Impianti per l Energia l 2010-2011 2011 Effetto della temperatura massima del ciclo sulle prestazioni dei turbogas Effetto della temperatura massima del ciclo sulle prestazioni
CORSO DI IMPIANTI DI PROPULSIONE NAVALE
 ACCADEMIA NAVALE 1 ANNO CORSO APPLICATIVO GENIO NAVALE CORSO DI IMPIANTI DI PROPULSIONE NAVALE Lezione 09 Motori diesel lenti a due tempi A.A. 2011 /2012 Prof. Flavio Balsamo Nel motore a due tempi l intero
ACCADEMIA NAVALE 1 ANNO CORSO APPLICATIVO GENIO NAVALE CORSO DI IMPIANTI DI PROPULSIONE NAVALE Lezione 09 Motori diesel lenti a due tempi A.A. 2011 /2012 Prof. Flavio Balsamo Nel motore a due tempi l intero
PROVE SU PISTA. Sensore pressione freno. Sensore pressione freno:
 Sensore pressione freno A N A L I S I T E C N I C A D E L T U O K A R T PROVE SU PISTA Sensore pressione freno: come integrare le valutazioni personali sulla frenata con un analisi basata su elementi oggettivi
Sensore pressione freno A N A L I S I T E C N I C A D E L T U O K A R T PROVE SU PISTA Sensore pressione freno: come integrare le valutazioni personali sulla frenata con un analisi basata su elementi oggettivi
Gli oggetti di plastica. Abilità interessate Conoscenze Nuclei coinvolti Collegamenti esterni Decodificare informazioni di tipo grafico.
 Gli oggetti di plastica Livello scolare: 1 biennio Abilità interessate Conoscenze Nuclei coinvolti Collegamenti esterni Decodificare informazioni di tipo grafico. Funzioni lineari. Pendenza di una retta.
Gli oggetti di plastica Livello scolare: 1 biennio Abilità interessate Conoscenze Nuclei coinvolti Collegamenti esterni Decodificare informazioni di tipo grafico. Funzioni lineari. Pendenza di una retta.
Lezione. Tecnica delle Costruzioni
 Lezione Tecnica delle Costruzioni 1 Materiali Caratteristiche dell acciaio Acciaio = lega ferro-carbonio Caratteristiche importanti: resistenza duttilità = capacità di deformarsi plasticamente senza rompersi
Lezione Tecnica delle Costruzioni 1 Materiali Caratteristiche dell acciaio Acciaio = lega ferro-carbonio Caratteristiche importanti: resistenza duttilità = capacità di deformarsi plasticamente senza rompersi
Corso di Componenti e Impianti Termotecnici LE RETI DI DISTRIBUZIONE PERDITE DI CARICO LOCALIZZATE
 LE RETI DI DISTRIBUZIONE PERDITE DI CARICO LOCALIZZATE 1 PERDITE DI CARICO LOCALIZZATE Sono le perdite di carico (o di pressione) che un fluido, in moto attraverso un condotto, subisce a causa delle resistenze
LE RETI DI DISTRIBUZIONE PERDITE DI CARICO LOCALIZZATE 1 PERDITE DI CARICO LOCALIZZATE Sono le perdite di carico (o di pressione) che un fluido, in moto attraverso un condotto, subisce a causa delle resistenze
Acciai inossidabili e corrosione
 Acciai inossidabili e corrosione (terza parte - versione novembre 2003) Appunti ad esclusivo uso interno ITIS VARESE - specializzazione meccanici. Bibliografia W. Nicodemi - METALLURGIA MASSON ITALIA EDITORI
Acciai inossidabili e corrosione (terza parte - versione novembre 2003) Appunti ad esclusivo uso interno ITIS VARESE - specializzazione meccanici. Bibliografia W. Nicodemi - METALLURGIA MASSON ITALIA EDITORI
- - - - - - - - - - RISPOSTE BREVI 2 QUADRIMESTRE - - - - - - - - -
 1 di 8 05/03/2014 15:40 - - - - - - - - - - RISPOSTE BREVI 2 QUADRIMESTRE - - - - - - - - - T3. Tempra martensitica + tempra differita martensitica e tempra bainitica T4. Rinvenimento e bonifica T5. Carbocementazione
1 di 8 05/03/2014 15:40 - - - - - - - - - - RISPOSTE BREVI 2 QUADRIMESTRE - - - - - - - - - T3. Tempra martensitica + tempra differita martensitica e tempra bainitica T4. Rinvenimento e bonifica T5. Carbocementazione
PROVE SU PISTA CAN LCU-ONE. LCU-ONE CAN su motori 2 Tempi. Per migliorare la tecnica di guida e per perfezionare la messa a punto del kart
 LCU-ONE CAN + TERMOCOPPIA GAS DI SCARICO CONTROLLO PUNTUALE DEL TUO MOTORE PROVE SU PISTA LA PROVA LCU-ONE CAN su motori 2 Tempi UNO STRUMENTO ESSENZIALE Per migliorare la tecnica di guida e per perfezionare
LCU-ONE CAN + TERMOCOPPIA GAS DI SCARICO CONTROLLO PUNTUALE DEL TUO MOTORE PROVE SU PISTA LA PROVA LCU-ONE CAN su motori 2 Tempi UNO STRUMENTO ESSENZIALE Per migliorare la tecnica di guida e per perfezionare
PAGINA 1 DI 5 MOLYKOTE
 PAGINA 1 DI 5 MOLYKOTE CARATTERISTICHE Le lacche Molykote sono dispersioni di sostanze lubrificanti solide, come ad esempio il bisolfuro di molibdeno, e di resine leganti organiche o inorganiche finemente
PAGINA 1 DI 5 MOLYKOTE CARATTERISTICHE Le lacche Molykote sono dispersioni di sostanze lubrificanti solide, come ad esempio il bisolfuro di molibdeno, e di resine leganti organiche o inorganiche finemente
Forze come grandezze vettoriali
 Forze come grandezze vettoriali L. Paolucci 23 novembre 2010 Sommario Esercizi e problemi risolti. Per la classe prima. Anno Scolastico 2010/11 Parte 1 / versione 2 Si ricordi che la risultante di due
Forze come grandezze vettoriali L. Paolucci 23 novembre 2010 Sommario Esercizi e problemi risolti. Per la classe prima. Anno Scolastico 2010/11 Parte 1 / versione 2 Si ricordi che la risultante di due
Campione sciolto in un solvente (deuterato) e. posto in un tubo. di vetro a pareti sottili di diametro di 5 mm e lungo circa 20 cm
 e. posto in un tubo. di vetro a pareti sottili di diametro di 5 mm e lungo circa 20 cm") posto in un tubo Campione sciolto in un solvente (deuterato) e di vetro a pareti sottili di diametro di 5 mm e lungo circa 20 cm o spettrometro NMR è formato da alcuni mponenti fondamentali: un magnete,
posto in un tubo Campione sciolto in un solvente (deuterato) e di vetro a pareti sottili di diametro di 5 mm e lungo circa 20 cm o spettrometro NMR è formato da alcuni mponenti fondamentali: un magnete,
4 TRATTAMENTI TERMICI DEI MATERIALI FERROSI
 4 TRATTAMENTI TERMICI DEI MATERIALI FERROSI 4.2 Curve di raffreddamento 4.2.1 Curve TTT (temperatura, tempo, trasformazione) I cicli termici Il diagramma TTT relativo a un generico acciaio ipoeutettoide
4 TRATTAMENTI TERMICI DEI MATERIALI FERROSI 4.2 Curve di raffreddamento 4.2.1 Curve TTT (temperatura, tempo, trasformazione) I cicli termici Il diagramma TTT relativo a un generico acciaio ipoeutettoide
1.2436 (X210CrW12) 1.2436
 1.2436") G1 AISI D6 Acciaio da utensili per lavorazioni a freddo adatto alla realizzazioni di utensili di taglio, piegatura, pressatura e incisione, punzoni, barre piegatrici e lame. Il 1.2436 è un acciaio ledeburitico
G1 AISI D6 Acciaio da utensili per lavorazioni a freddo adatto alla realizzazioni di utensili di taglio, piegatura, pressatura e incisione, punzoni, barre piegatrici e lame. Il 1.2436 è un acciaio ledeburitico
MACCHINE DA TINTURA VERTICALI MODELLO GS
 MACCHINE DA TINTURA VERTICALI MODELLO GS Queste macchine verticali di tintura ad alta temperatura e pressione sono il risultato di una costante e continua ricerca di miglioramenti, lavorando in stretto
MACCHINE DA TINTURA VERTICALI MODELLO GS Queste macchine verticali di tintura ad alta temperatura e pressione sono il risultato di una costante e continua ricerca di miglioramenti, lavorando in stretto
LE VALVOLE TERMOSTATICHE
 LE VALVOLE TERMOSTATICHE Per classificare ed individuare le valvole termostatiche si deve valutare che cosa si vuole ottenere dal loro funzionamento. Per raggiungere un risparmio energetico (cosa per la
LE VALVOLE TERMOSTATICHE Per classificare ed individuare le valvole termostatiche si deve valutare che cosa si vuole ottenere dal loro funzionamento. Per raggiungere un risparmio energetico (cosa per la
Dispositivi di rete. Ripetitori. Hub
 Ripetitori Dispositivi di rete I ripetitori aumentano la distanza che può essere ragginta dai dispositivi Ethernet per trasmettere dati l'uno rispetto all'altro. Le distanze coperte dai cavi sono limitate
Ripetitori Dispositivi di rete I ripetitori aumentano la distanza che può essere ragginta dai dispositivi Ethernet per trasmettere dati l'uno rispetto all'altro. Le distanze coperte dai cavi sono limitate
MATERIALI. Introduzione
 MATERIALI 398 Introduzione Gli acciai sono leghe metalliche costituite da ferro e carbonio, con tenore di carbonio (in massa) non superiore al 2%. Attenzione: la normazione sugli acciai è in fase di armonizzazione
MATERIALI 398 Introduzione Gli acciai sono leghe metalliche costituite da ferro e carbonio, con tenore di carbonio (in massa) non superiore al 2%. Attenzione: la normazione sugli acciai è in fase di armonizzazione
ALLEGATO A. RELAZIONE TECNICA Università degli Studi di Modena e Reggio Emilia
 ALLEGATO A RELAZIONE TECNICA Università degli Studi di Modena e Reggio Emilia 1 Prove sperimentali sull efficacia di supporti in polipropilene per piastrelle Nella presente relazione tecnica si riportano
ALLEGATO A RELAZIONE TECNICA Università degli Studi di Modena e Reggio Emilia 1 Prove sperimentali sull efficacia di supporti in polipropilene per piastrelle Nella presente relazione tecnica si riportano
SISTEMA BINARIO DI DUE LIQUIDI VOLATILI TOTALMENTE MISCIBILI che seguono Raoult
 SISTEM INRIO DI DUE IQUIDI OTII MENTE MISCIII che seguono Raoult Consideriamo due liquidi e totalmente miscibili di composizione χ e χ presenti in un contenitore ad una certa temperatura T=T 1. o strato
SISTEM INRIO DI DUE IQUIDI OTII MENTE MISCIII che seguono Raoult Consideriamo due liquidi e totalmente miscibili di composizione χ e χ presenti in un contenitore ad una certa temperatura T=T 1. o strato
RAPPORTO DI PROVA Venezia,. Foglio n. 1 di 7. Protocollo: Luogo e Data della prova: Richiedente: Materiale testato:
 Foglio n. 1 di 7 Protocollo: Luogo e Data della prova: Mestre, Richiedente: Materiale testato: Prova eseguita: Conducibilità termica Riferimento Normativo: UNI EN 12667 DESCRIZIONE DEL CAMPIONE SOTTOPOSTO
Foglio n. 1 di 7 Protocollo: Luogo e Data della prova: Mestre, Richiedente: Materiale testato: Prova eseguita: Conducibilità termica Riferimento Normativo: UNI EN 12667 DESCRIZIONE DEL CAMPIONE SOTTOPOSTO
Osteointegrazione. Definizione della American Academy of Implants Dentistry:
 Osteointegrazione 1 Osteointegrazione Definizione della American Academy of Implants Dentistry: "Contatto che interviene senza interposizione di tessuto non osseo tra osso normale rimodellato e un impianto
Osteointegrazione 1 Osteointegrazione Definizione della American Academy of Implants Dentistry: "Contatto che interviene senza interposizione di tessuto non osseo tra osso normale rimodellato e un impianto
Capitolo 3. Iniziamo col far vedere cosa si è ottenuto, per far comprendere le successive descrizioni, avendo in mente ciò che si vuole realizzare.
 Realizzazione meccanica Iniziamo col far vedere cosa si è ottenuto, per far comprendere le successive descrizioni, avendo in mente ciò che si vuole realizzare. - 37 - 3.1 Reperibilità dei pezzi La prima
Realizzazione meccanica Iniziamo col far vedere cosa si è ottenuto, per far comprendere le successive descrizioni, avendo in mente ciò che si vuole realizzare. - 37 - 3.1 Reperibilità dei pezzi La prima
CICLO FRIGORIFERO PER RAFFREDDAMENTO
 CICLO FRIGORIFERO PER RAFFREDDAMENTO REGIONE CALDA Liquido saturo o sottoraffreddato Q out 3 2 Vapore surriscaldato valvola di espansione condensatore compressore P c evaporatore 4 1 Miscela bifase liquidovapore
CICLO FRIGORIFERO PER RAFFREDDAMENTO REGIONE CALDA Liquido saturo o sottoraffreddato Q out 3 2 Vapore surriscaldato valvola di espansione condensatore compressore P c evaporatore 4 1 Miscela bifase liquidovapore
REALIZZAZIONE E STUDIO DI UN OSCILLATORE A DENTI DI SEGA
 REALIZZAZIONE E STUDIO DI UN OSCILLATORE A DENTI DI SEGA ATTENZIONE: PERICOLO! In questa esperienza si impiegano alte tensioni. E fatto obbligo di fare controllare i collegamenti al tecnico prima di accendere.
REALIZZAZIONE E STUDIO DI UN OSCILLATORE A DENTI DI SEGA ATTENZIONE: PERICOLO! In questa esperienza si impiegano alte tensioni. E fatto obbligo di fare controllare i collegamenti al tecnico prima di accendere.
Impianto Pneumatico. Capitolo 6 - 6.1 -
 Capitolo 6 Impianto Pneumatico - 6.1 - 6.1 Introduzione In diversi casi è conveniente sfruttare energia proveniente da aria compressa; questo è soprattutto vero quando il velivolo possiede dei motori a
Capitolo 6 Impianto Pneumatico - 6.1 - 6.1 Introduzione In diversi casi è conveniente sfruttare energia proveniente da aria compressa; questo è soprattutto vero quando il velivolo possiede dei motori a
REGIONE DEL VENETO. Impianto di messa in riserva e recupero di rifiuti speciali non pericolosi presso il Comune di San Pietro di Morubio
 REGIONE DEL VENETO PROVINCIA DI VERONA COMUNE DI SAN PIETRO DI MORUBIO Impianto di messa in riserva e recupero di rifiuti speciali non pericolosi presso il Comune di San Pietro di Morubio DITTA A.E.T.
REGIONE DEL VENETO PROVINCIA DI VERONA COMUNE DI SAN PIETRO DI MORUBIO Impianto di messa in riserva e recupero di rifiuti speciali non pericolosi presso il Comune di San Pietro di Morubio DITTA A.E.T.
Impianti per il trasferimento di energia
 Capitolo 2 Impianti per il trasferimento di energia 2.1 2.1 Introduzione In molte zone di un velivolo è necessario disporre di energia, in modo controllato; questo è necessario per molte attività, ad esempio
Capitolo 2 Impianti per il trasferimento di energia 2.1 2.1 Introduzione In molte zone di un velivolo è necessario disporre di energia, in modo controllato; questo è necessario per molte attività, ad esempio
Si classifica come una grandezza intensiva
 CAP 13: MISURE DI TEMPERATURA La temperatura È osservata attraverso gli effetti che provoca nelle sostanze e negli oggetti Si classifica come una grandezza intensiva Può essere considerata una stima del
CAP 13: MISURE DI TEMPERATURA La temperatura È osservata attraverso gli effetti che provoca nelle sostanze e negli oggetti Si classifica come una grandezza intensiva Può essere considerata una stima del
Diamo un'occhiata ad alcune delle caratteristiche fondamentali della E4: il Modello Elettrico DEFINITIVO!
 Lo scorso Ottobre 2006, Team Magic ha pubblicato su internet alcune foto del progetto E4, un nuovo modello elettrico, che anche se sempre un progetto, ha catturato le attenzioni del mondo modellistico.
Lo scorso Ottobre 2006, Team Magic ha pubblicato su internet alcune foto del progetto E4, un nuovo modello elettrico, che anche se sempre un progetto, ha catturato le attenzioni del mondo modellistico.
SPC e distribuzione normale con Access
 SPC e distribuzione normale con Access In questo articolo esamineremo una applicazione Access per il calcolo e la rappresentazione grafica della distribuzione normale, collegata con tabelle di Clienti,
SPC e distribuzione normale con Access In questo articolo esamineremo una applicazione Access per il calcolo e la rappresentazione grafica della distribuzione normale, collegata con tabelle di Clienti,
Fardellatrici Catalogo attrezzature, modifiche e revisioni
 Cod. Descrizione 301 Attrezzatura per fardellatrice con sistema di formazione del pacco a pioli meccanici comprensiva di carrello portacestello 305 Attrezzatura per fardellatrice con sistema di formazione
Cod. Descrizione 301 Attrezzatura per fardellatrice con sistema di formazione del pacco a pioli meccanici comprensiva di carrello portacestello 305 Attrezzatura per fardellatrice con sistema di formazione
G. M. La Vecchia Dipartimento di Ingegneria Meccanica Università di Brescia
 G. M. La Vecchia Dipartimento di Ingegneria Meccanica Università di Brescia Solubilizzazione Cementazione Nitrurazione Tempra di soluzione ed invecchiamento Coltre bianca cementato Nitrurazione 550 C x
G. M. La Vecchia Dipartimento di Ingegneria Meccanica Università di Brescia Solubilizzazione Cementazione Nitrurazione Tempra di soluzione ed invecchiamento Coltre bianca cementato Nitrurazione 550 C x