Dizionario. base materiale metallico dei pezzi da collegare con saldatura. Metallo d apporto:
|
|
|
- Amanda Pesce
- 8 anni fa
- Visualizzazioni
Transcript
1 TIG MIG MAG
2 Dizionario Metallo base: base materiale metallico dei pezzi da collegare con saldatura. Metallo d apporto: d apporto materiale metallico che viene interposto allo stato fuso tra i pezzi da collegare. Lembi: Lembi superfici dei pezzi che saranno collegati. Bagno di fusione: fusione quella parte del metallo che durante la saldatura si trova allo stato liquido. Giunto saldato: saldato risultato dell operazione di saldatura.

3 Generalità In generale, i processi di saldatura possono avvenire in due modi diversi: 1. Mediante contemporanea fusione dei lembi dei due pezzi metallici da unire; 2. Con metallo d apporto che in tal caso è uguale al metallo di base.

4 (Tungsten Inert Gas) SALDATURA A ELETTRODO INFUSIBILE IN ATMOSFERA GASSOSA

5 Principio generale di funzionamento La saldatura TIG sfrutta l elevata temperatura prodotta da un arco elettrico che scocca tra un elettrodo infusibile ed il pezzo da saldare. L elettrodo TIG è in tungsteno: materiale ad alta temperatura di fusione (3422 C).

6 Il metallo d apporto, sotto forma di bacchette (non sempre utilizzato), viene immesso nella zona di arco elettrico. Tutta la zona di saldatura si trova in un ambiente inerte (argon, elio, ecc.), Viene così impedita l ossidazione del giunto saldato.

7 Tipi di processo Manuale: Manuale lunghezza d arco ed elettrodo controllati dal saldatore. Semiautomatico: Semiautomatico lunghezza d arco ed elettrodo controllati dalla macchina, spostamento dell elettrodo controllato dal saldatore. Automatico: Automatico tutte le operazioni effettuate da un robot.

8 Caratteristiche e campi d applicazione Grande facilità di controllo dell arco; Valori di corrente regolabili entro ampi limiti; Sorgente termica potente e concentrata;

9 La versione manuale è quella che trova le maggiori applicazioni: Produzione di tubi ricavati da nastri saldati longitudinalmente; Saldatura di tubi alle piastre tubiere; Saldatura testa a testa di tubi da caldaie; Saldature in cui sia richiesta una notevole qualità estetica.

10 Preparazione dei lembi Per spessori s fino a ca 2,5mm, le preparazioni sono a lembi retti con distanza fino a 0-s/2mm, il giunto è eseguito generalmente con materiale d apporto. Per gli acciai l impiego del TIG è limitato a spessori di 6mm, con 2 o 3 passate (generalmente sopra i 4mm si usa il MIG). Per l alluminio il TIG è usato anche per spessori maggiori.
.")
11 La macchina per la saldatura Composizione e funzionamento

12

13 Elettrodo L elettrodo è realizzato essenzialmente in tungsteno, tre sono i tipi principali: 1. Tungsteno puro ( %): T di fusione: 3380 C. Usato in C.C.P.D. Nella saldatura di acciai, punta particolarmente affilata. Densità di corrente non troppo elevata, in quanto la resistenza alla contaminazione è bassa.

14 1. Elettrodi in tungsteno addizionato al 12% di torio: sono i più costosi. Emettono elevato numero di elettroni, sopportano densità di corrente più elevate, hanno vita più lunga. Più facile accensione dell arco che risulta anche più stabile. 2. Elettrodi di tungsteno addizionato di % di zirconio: utilizzato per condizioni intermedie tra le precedenti (discrete intensità di C.C. C.A. Di densità molto bassa). Vengono utilizzati principalmente in saldatura manuale con medio-bassa densità di corrente.
.")
15 Forma dell elettrodo Ha fondamentale importanza sulla stabilità dell arco e sulla penetrazione della saldatura. In corrente continua: estremità conica, altezza 1,5 volte il diametro; In corrente alternata: l estremità, preparata piana, fonde leggermente, assumendo una forma semi-sferica che è quella desiderata.

16 L arco elettrico L arco elettrico, che è la sorgente di calore, si genera fra l elettrodo ed il materiale base. L arco viene provocato dal passaggio di corrente elettrica attraverso il gas ionizzato. Il metodo migliore per accendere l arco è quello che prevede l impiego di una scintilla pilota che viene fatta scoccare tra elettrodo e pezzo per favorire l innesco dell arco.

17 Corrente di saldatura In base al tipo di materiale da saldare la corrente può essere continua, alternata, o ad impulsi.

18 Corrente continua in polarità diretta (CCPD): il polo positivo sta al pezzo, il calore è così concentrato sul materiale da saldare (ca il 70%); L anodo, cioè il materiale base, è quindi bombardato da elettroni che arrivano ad altissima velocità, producendo un bagno di fusione profondo e stretto. Usata per la maggior parte dei materiali, purtroppo non applicabile ad alluminio e magnesio (metalli fortemente soggetti ad ossidazione).

19 Corrente continua in polarità inversa (CCPI): polo positivo all elettrodo, quindi maggiore concentrazione di calore verso di esso (ca 70%); Molto efficace per l asportazione di ossidi dalle superfici da saldare sabbiatura ionica. Poco utilizzata a causa del fatto che non si possono superare i 100A, bagno largo e poco profondo, forte consumo dell elettrodo. Adatta a piccoli spessori di alluminio e/o magnesio.

20 Corrente alternata (CA): utilizzata per materiali che richiedono la rimozione dell ossido, è una combinazione dei due tipi di collegamento sopra citati. Il calore è distribuito al 50%, si sfrutta così la sabbiatura termoionica per eliminare gli ossidi infusibili ma al contempo si ottiene un bagno stretto e profondo. Presenta però due problemi: effetto di raddrizzamento, difficoltà di reinnesco dell arco. Soluzione più comune: scintilla pilota.

21 Corrente pulsante (o modulata): impiegata in certe applicazioni critiche (saldatura in posizione di piccoli spessori). Ottenuta sovrapponendo ad una corrente continua di fondo un onda di corrente, generalmente quadra. La corrente di fondo ha lo scopo di mantenere l arco acceso ed il bagno caldo e fluido. Cordone formato dalla sovrapposizione delle gocce depositate durante la pulsazione, buona penetrazione.
22 Gas Funzione principale: tener lontana l aria dal bagno, dall elettrodo e dall estremità della bacchetta di materiale d apporto.
23 I più comunemente usati sono argon ed elio: L argon si trova nell aria ed è ricavato con la distillazione frazionata. L elio viene estratto da gas naturali (poco usato per ragioni economiche). Possono anche essere usati gas protettivi, quali l azoto, azoto questo trova impiego principalmente nella protezione al rovescio.
24 In un processo di saldatura parte del metallo depositato sul lato opposto al bagno resta sottoposto all azione dell aria, necessita per cui di protezione: protezione al rovescio. rovescio Tale forma di protezione è richiesta soprattutto per piccoli spessori, in cui le conseguenze dell esposizione potrebbero essere più rilevanti.
25 Metallo d apporto Molto spesso simile se non identico al metallo base (tranne nel caso di saldature eterogenee); Frequentemente addizionato con limitate quantità di disossidanti; Necessità di una scrupolosa pulizia della bacchetta del filo e dei guanti del saldatore.
26 Principi operativi E necessario osservare alcune precauzioni operative: L arco viene acceso dopo che il gas inerte ha cominciato ad effluire; L arco elettrico viene innescato o dal contatto pezzo elettrodo, o più correttamente mediante scintilla pilota; Il materiale d apporto deve essere inclinato di circa 15 rispetto la superficie del pezzo, come in figura:
27 Quando si finisce o interrompe la saldatura, il materiale d apporto va tenuto sotto il flusso di gas per evitare che si ossidi la punta della bacchetta; La torcia viene portata fino all estremità della saldatura e sollevata quanto basta a spegnere l arco, ma non tanto da permettere l ossidazione; La protezione gassosa viene mantenuta fino al raffreddamento del bagno.
28 Applicazioni di saldatura automatica Le principali applicazioni del processo in forma automatica sono: Saldatura automatica di tubi con piastra tubiera; Saldatura testa a testa di tubi.
29 Vantaggi del TIG E' possibile saldare quasi tutti i tipi di materiali ferrosi ed anche materiali non ferrosi. Elevata qualità delle saldature. Utilizzabile in tutte le posizioni di saldatura. Non produce scoria. Zona termicamente alterata molto limitata.
30 Svantaggi del TIG Sensibile alle correnti d'aria. Elevati costi dei gas protettivi. Bassa produttività. Tecnica di difficile apprendimento.
31 Difetti principali Inclusioni di tungsteno. Ossidazione del cordone al rovescio (nel caso in cui non siano state adottate le precauzioni di protezione gassosa). Inclusioni di gas, dovute alla scarsa pulizia dei lembi e a tecnica operativa scadente nel movimento della torcia e della bacchetta. Contaminazione del gas di protezione.
32
33 Nomenclatura Saldatura a filo continuo in atmosfera gassosa di protezione MIG MAG (di uso corrente) MIG: Metal Inert Gas MAG: Metal Active Gas G.M.A.W. : Gas Metal Arc Welding (internazionale)
34 L impianto Torcia contenente il filo. Dispositivo di avanzamento del filo. Circuito di gas di protezione. Circuito elettrico. Circuito di raffreddamento ad acqua.
35 Torcia Il procedimento sfrutta l elevata temperatura prodotta da un arco elettrico che scocca tra un elettrodo fusibile ed il pezzo da saldare. la torcia contiene il filo e fornisce direttamente al filo l'energia elettrica di fusione L elettrodo è il filo continuo che costituisce il metallo d apporto.
36 Particolare attenzione va posta nei fili di materiale d apporto che introducono nel bagno di fusione gli elementi disossidanti: manganese, silicio ed, eventualmente, alluminio e titanio. La presenza di tali elementi è indispensabile dato che il gas di protezione non isola del tutto l arco voltaico dall atmosfera circostante
37 Dispositivo di avanzamento del filo L avanzamento del filo avviene tramite un meccanismo di spinta.
38 Il filo viene prelevato in modo continuo da un apposito gruppo di trascinamento controllato elettronicamente, cosicché si ha un sistema automatico di saldatura. Ad ogni valore di corrente deve corrispondere un unica velocità del filo.

39 Tale metodo di spinta è improponibile per l alluminio e le sue leghe perché il rischio di cedimento del filo è elevato. Per tali leghe il filo è sottoposto a trazione da parte di un meccanismo situato nella torcia. La velocità di avanzamento del filo può arrivare sino a 80 m/min, ed è correlata alla variazione di intensità di corrente dell arco.
40 Gas di protezione Nei procedimenti MIG-MAG la protezione del bagno è affidata ad un atmosfera gassosa che può essere passiva o attiva. Per il MIG i gas di protezione sono Argon ed Elio (che non presentano alcuna attività chimica nemmeno ad alta temperatura). Per il MAG, MAG invece, vengono usati dei gas che hanno una modesta attività chimica (CO2, miscele di argon e CO2).
41 Procedimento MAG Nella saldatura MAG si sostituiscono i gas inerti con il biossido di carbonio (puro al 99.5%), che per effetto dell elevatissima temperatura dà origine alla seguente reazione. 2CO2 2CO + O2 L O2 e il CO sono gas reattivi.
42 Circuito elettrico L arco elettrico può essere alimentato o con corrente continua o alternata. alternata La corrente continua fornisce un arco più stabile e si ottengono cordoni più regolari con notevoli velocità di lavoro Operando in corrente continua si ha la possibilità di scelta della polarità, cioè si può collegare l elettrodo al polo negativo e la massa al polo positivo e viceversa.
43 La corrente alternata viene utilizzata per materiali aventi ossidi superficiali con temperature di fusione decisamente superiori rispetto a quelle del materiale base. Affinché l arco risulti stabile è necessario sovrapporre alla corrente alternata normale fornita dal trasformatore una debole corrente ad alta frequenza
44 Impianto di raffreddamento Nella maggior parte degli impianti semiautomatici non vi è la necessità di un impianto di raffreddamento, poiché i tempi che trascorrono tra le varie fasi di saldatura sono piuttosto lunghi. Negli impianti a gestione automatica la necessità si fa sentire a causa dei tempi di raffreddamento sempre più brevi.
45 Le parti soggette a temperature particolarmente elevate sono: La pistola di saldatura a causa del calore irradiato dall arco. Il pezzo da saldare il quale se non è di dimensioni elevate non riesce a smaltire il calore per conduzione.
46 Per ovviare al primo problema in certe apparecchiature il raffreddamento avviene in un circuito chiuso (ad acqua) comandato automaticamente dalla corrente di saldatura. Le torce o le pistole di moderna concezione sono autoraffreddanti, nel senso che il gas di protezione provvede da solo ad evitare dannosi surriscaldamenti.

47 Per risolvere il secondo problema le tecniche sono molteplici ed ancora in fase di sviluppo Aiutandosi con opportuni sensori, che rilevano la temperatura sul pezzo, dei rele fanno partire dei ventilatori e bloccano l operazione di saldatura, che riprende solo quando la temperatura è scesa sotto il livello di guardia.
48 Impianto per saldatura MIG L immagine rappresenta una saldatrice MIG a controllo automatico impiegata nell industria automobilistica.
49 Parametri di saldatura Criteri di scelta Dimensione della saldatura Materiale saldato Profondità del giunto Campo di applicazione del prodotto finito Esperienza dell operatore
50 Parametri L operatore ha la possibilità di impostare sulla macchina una serie di valori che, in via generale, vanno a descrivere la geometria del pezzo. Il PLC, con un opportuno comando, trasforma questi parametri in dati da lui elaborabili. Quindi è in grado di trasformare questi dati in coordinate geometriche che governeranno gli organi meccanici.
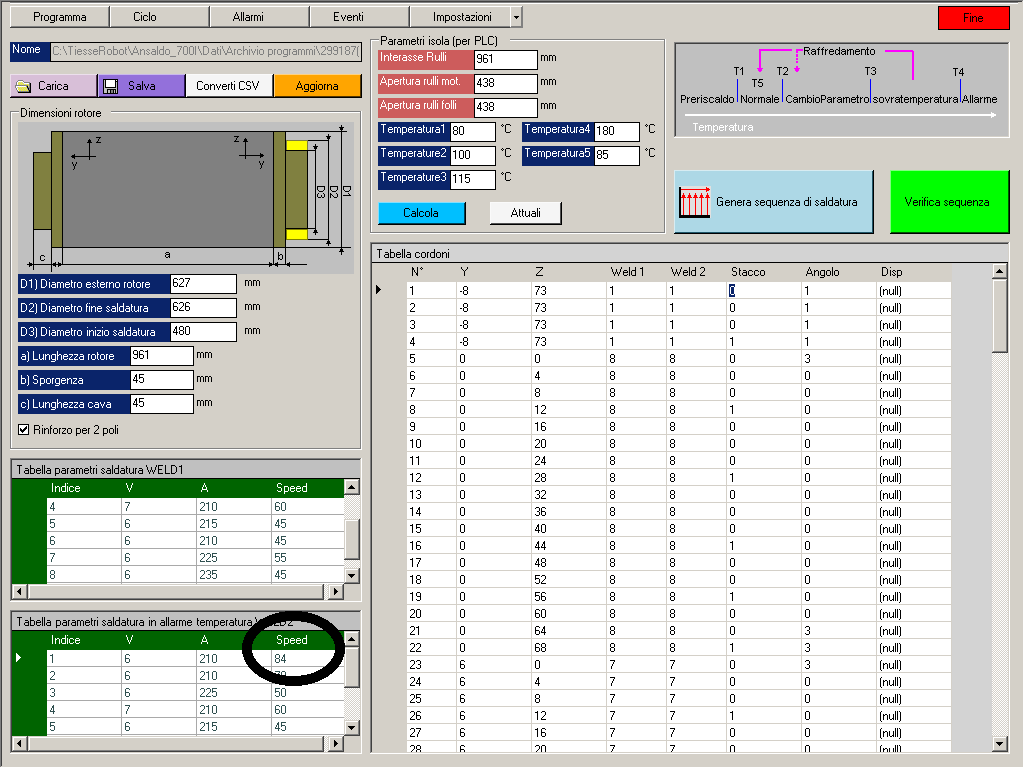
51 Esempio
52 Procedimenti In funzione dei parametri di saldatura adottati, con una stessa saldatrice si può ottenere il trasferimento del metallo di apporto dal filo-elettrodo al pezzo da saldare nei modi seguenti: procedimento Spray-arc procedimento Short-arc procedimento Puls-arc
53 Procedimento Spray-arc In questo procedimento le minutissime goccioline che si formano all estremità del filo si staccano dall elettrodo trascinate dalla corrente di plasma e percorrono la distanza corrispondente alla lunghezza d arco, entro il bagno di fusione. Il numero di gocce formatesi nell unità di tempo (=1s) dipende dall intensità di corrente e dal tipo di gas protettivo impiegato: di solito, da 20 a 150 gocce.
54 Il procedimento spray-arc si ottiene: Con correnti al di sopra di un certo valore che dipende dal particolare diametro del filo-elettrodo, in genere superiore a 0,2 ka (e sino ad un massimo di 1,5-2 ka). Con una tensione superiore a 25 V. Con questo procedimento il materiale d apporto che viene depositato è notevole: da 3 a 7 kg/h e quindi il procedimento è limitato alla posizione piano o poco inclinata.
55 Procedimento Short-arc Per intensità di corrente e tensione più basse si ottiene progressivamente una lunghezza d arco più corta sino a che l estremità del filo si immerge nel fuso; si forma così un cortocircuito per il quale aumenta bruscamente l intensità di corrente che per effetto joule fonde la zona di minor sezione collegante la goccia metallica (formatasi all estremità del filo) al filo stesso. Una volta staccatasi questa goccia il cortocircuito si interrompe, l arco si riaccende e il ciclo si riprende.
56 Short-arc si ottiene: Con correnti elettriche da 70 a 200 A; Le tensioni sono piuttosto basse (in base alle normative ISO dipendono da esse secondo la relazione V=14+0,05Is dove Is è la corrente di saldatura. Con fili sottili: diametro di circa 1 mm. Questa tecnica limita il trasferimento di calore sui pezzi da saldare, e pertanto si presta per la giunzione di lamiere di piccolissimo spessore in qualsiasi posizione.
57 Procedimento Pulsed-arc Si parte da una corrente Ib di bassa intensità, la quale garantisce il mantenimento dell arco tra due impulsi. Ad intervalli regolari alla corrente I b si sovrappongono degli impulsi Ip di maggiore intensità, ciascuno dei quali provoca la formazione di una goccia ed il suo trasferimento dal filo al bagno di saldatura senza l innesto del cortocircuito.
58 Vantaggi Bagno particolarmente freddo, che unitamente ad un accelerazione di trasferimento (che interessa una zona molto ristretta), porta ad un aumento della penetrazione senza alterare eccessivamente la condizione termica del pezzo da saldare. Non è richiesta la presenza di disossidanti, cosa molto importante nel caso delle leghe di alluminio e di magnesio.
59 Caratteristiche e campi di impiego della saldatura MIG - MAG Viene applicata a strutture di limitata qualità estetica dove invece è richiesta un alta produttività. Usato quando la produttività e la semplicità operativa sono importanti. E più semplice, più pratico, più veloce del TIG. Caratterizzato da elevate intensità di corrente ( A/mm2).
60 Caratteristiche e campi di impiego della saldatura MIG - MAG L automazione, soprattutto nel controllo della lunghezza dell arco è elevata. Maggior penetrazione e velocità di esecuzione rispetto a molti altri tipi di saldatura. Si possono saldare in modo automatico o semi automatico tutte le leghe di importanza industriale.
61 Svantaggi Macchine più costose e complesse. Non sono impiegabili per saldature in zone difficili da raggiungere. Le apparecchiature sono difficilmente trasportabili, poiché molto ingombranti.
62 Esempio di applicazione
63 Saldatura di una gabbia in alluminio di un motore asincrono.
SALDATURA AD ARCO SOMMERSO
 SALDATURA SALDATURA AD ARCO SOMMERSO La saldatura ad arco sommerso (SAW - Submerged Arc Welding nella terminologia AWS) è un saldatura ad arco a filo continuo sotto protezione di scoria. Il fatto che l
SALDATURA SALDATURA AD ARCO SOMMERSO La saldatura ad arco sommerso (SAW - Submerged Arc Welding nella terminologia AWS) è un saldatura ad arco a filo continuo sotto protezione di scoria. Il fatto che l
Corso di Tecnologia Meccanica ( ING/IND16) CF 8. Saldature. Sistemi di Produzione/ Tecnologia Meccanica
 CF 8. Saldature. Sistemi di Produzione/ Tecnologia Meccanica") Corso di Tecnologia ( ING/IND16) CF 8 Saldature Saldatura: Processo di unione permanente di due componenti meccanici. Variabili principali: Lega da saldare Spessore delle parti Posizione di saldatura Produzione
Corso di Tecnologia ( ING/IND16) CF 8 Saldature Saldatura: Processo di unione permanente di due componenti meccanici. Variabili principali: Lega da saldare Spessore delle parti Posizione di saldatura Produzione
Power Pulse 400/500 HSL
 400/500 HSL Italiano Power Pulse: Applicazioni Power Pulse 400/500 HSL è una saldatrice professionale ad inverter trifase (400A 100% a 40 C) con carrello traina-filo separato WF 104. Le modalità MIG/MAG
400/500 HSL Italiano Power Pulse: Applicazioni Power Pulse 400/500 HSL è una saldatrice professionale ad inverter trifase (400A 100% a 40 C) con carrello traina-filo separato WF 104. Le modalità MIG/MAG
La saldatura è un processo molto importante per garantire un prodotto finito di alta qualità.
 Saldatura 1 La saldatura è un processo molto importante per garantire un prodotto finito di alta qualità. TIPOLOGIE DI SALDATURA: - saldatura manuale MIG - saldatura manuale TIG - saldatura OSSICETILENICA
Saldatura 1 La saldatura è un processo molto importante per garantire un prodotto finito di alta qualità. TIPOLOGIE DI SALDATURA: - saldatura manuale MIG - saldatura manuale TIG - saldatura OSSICETILENICA
Lezione. Tecnica delle Costruzioni
 Lezione Tecnica delle Costruzioni Collegamenti saldati Procedimenti di saldatura Sorgente termica che produce alta temperatura in modo localizzato Fusione del materiale base più il materiale di apporto
Lezione Tecnica delle Costruzioni Collegamenti saldati Procedimenti di saldatura Sorgente termica che produce alta temperatura in modo localizzato Fusione del materiale base più il materiale di apporto
Saldatura ad arco Generalità
 Saldatura ad arco Saldatura ad arco Generalità Marchio CE: il passaporto qualità, conformità, sicurezza degli utenti 2 direttive europee Direttiva 89/336/CEE del 03 maggio 1989 applicabile dall 01/01/96.
Saldatura ad arco Saldatura ad arco Generalità Marchio CE: il passaporto qualità, conformità, sicurezza degli utenti 2 direttive europee Direttiva 89/336/CEE del 03 maggio 1989 applicabile dall 01/01/96.
REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA
 REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA SETTORE ECONOMICO PROFESSIONALE 1 SETTORE MECCANICA; PRODUZIONE E MANUTENZIONE DI MACCHINE; IMPIANTISTICA Processo Lavorazioni Meccaniche
REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA SETTORE ECONOMICO PROFESSIONALE 1 SETTORE MECCANICA; PRODUZIONE E MANUTENZIONE DI MACCHINE; IMPIANTISTICA Processo Lavorazioni Meccaniche
SENSORI E TRASDUTTORI
 SENSORI E TRASDUTTORI Il controllo di processo moderno utilizza tecnologie sempre più sofisticate, per minimizzare i costi e contenere le dimensioni dei dispositivi utilizzati. Qualsiasi controllo di processo
SENSORI E TRASDUTTORI Il controllo di processo moderno utilizza tecnologie sempre più sofisticate, per minimizzare i costi e contenere le dimensioni dei dispositivi utilizzati. Qualsiasi controllo di processo
¼¼DIGISTAR PULSE ¼¼DIGITECH VISION PULSE
 UN PASSO NEL FUTURO Con i generatori inverter CONVEX, DIGISTAR e DIGITECH vision PULSE si entra nel futuro della saldatura MIG/MAG: inneschi perfetti e bagno di saldatura sempre sotto controllo grazie
UN PASSO NEL FUTURO Con i generatori inverter CONVEX, DIGISTAR e DIGITECH vision PULSE si entra nel futuro della saldatura MIG/MAG: inneschi perfetti e bagno di saldatura sempre sotto controllo grazie
Welding Supervisor. Saldatura SMAW
 Welding Supervisor In questa sezione esamineremo un settore fondamentale che contribuisce in campo operativo al lavoro effettuato tutti i giorni da Saipem: "La saldatura" Per saldatura si intende un tipo
Welding Supervisor In questa sezione esamineremo un settore fondamentale che contribuisce in campo operativo al lavoro effettuato tutti i giorni da Saipem: "La saldatura" Per saldatura si intende un tipo
Corso di Tecnologia Meccanica
 Corso di Tecnologia Meccanica Modulo 5 Tecnologie di saldatura LIUC - Ingegneria Gestionale 1 La saldatura È un processo di unione permanente di due componenti meccanici effettuabile con diversi procedimenti
Corso di Tecnologia Meccanica Modulo 5 Tecnologie di saldatura LIUC - Ingegneria Gestionale 1 La saldatura È un processo di unione permanente di due componenti meccanici effettuabile con diversi procedimenti
Guida pratica. Saldatura MIG di alluminio e delle sue leghe.
 Guida pratica. Saldatura MIG di alluminio e delle sue leghe. Indice: 1. Gas di copertura 2. Fili d apporto 3. Impianto di saldatura 4. Regolazioni 5. Prevenzione degli errori 1. Gas di copertura L argon
Guida pratica. Saldatura MIG di alluminio e delle sue leghe. Indice: 1. Gas di copertura 2. Fili d apporto 3. Impianto di saldatura 4. Regolazioni 5. Prevenzione degli errori 1. Gas di copertura L argon
LAVORAZIONI NON CONVENZIONALI TECNOLOGIA LASER
 LAVORAZIONI NON CONVENZIONALI TECNOLOGIA LASER LASER = LIGHT AMPLIFICATION BY SIMULATED EMISSION OF RADIATION Amplificazione della luce mediante l emissione stimolata della radiazione Il LASER è una particolare
LAVORAZIONI NON CONVENZIONALI TECNOLOGIA LASER LASER = LIGHT AMPLIFICATION BY SIMULATED EMISSION OF RADIATION Amplificazione della luce mediante l emissione stimolata della radiazione Il LASER è una particolare
Sistemi di Protezione e Coordinamento. Impianti Elettrici in BT. Qualunque linea elettrica è caratterizzata da tre caratteristiche principali:
 Sistemi di Protezione e Coordinamento Impianti Elettrici in BT Qualunque linea elettrica è caratterizzata da tre caratteristiche principali: 1. carico elettrico da alimentare; 2. protezione (interruttore
Sistemi di Protezione e Coordinamento Impianti Elettrici in BT Qualunque linea elettrica è caratterizzata da tre caratteristiche principali: 1. carico elettrico da alimentare; 2. protezione (interruttore
PREMESSA AUTOMAZIONE E FLESSIBILITA'
 PREMESSA In questa lezione analizziamo i concetti generali dell automazione e confrontiamo le diverse tipologie di controllo utilizzabili nei sistemi automatici. Per ogni tipologia si cercherà di evidenziare
PREMESSA In questa lezione analizziamo i concetti generali dell automazione e confrontiamo le diverse tipologie di controllo utilizzabili nei sistemi automatici. Per ogni tipologia si cercherà di evidenziare
LA CORRENTE ELETTRICA Prof. Erasmo Modica erasmo@galois.it
 LA CORRENTE ELETTRICA Prof. Erasmo Modica erasmo@galois.it L INTENSITÀ DELLA CORRENTE ELETTRICA Consideriamo una lampadina inserita in un circuito elettrico costituito da fili metallici ed un interruttore.
LA CORRENTE ELETTRICA Prof. Erasmo Modica erasmo@galois.it L INTENSITÀ DELLA CORRENTE ELETTRICA Consideriamo una lampadina inserita in un circuito elettrico costituito da fili metallici ed un interruttore.
INTERVENTO DI CLAUDIA RICCARDI PLASMAPROMETEO - Dipartimento di Fisica Università degli Studi di Milano - Bicocca
 INTERVENTO DI CLAUDIA RICCARDI PLASMAPROMETEO - Dipartimento di Fisica Università degli Studi di Milano - Bicocca La ricerca come strumento per lo sviluppo aziendale: sinergia tra università e industria
INTERVENTO DI CLAUDIA RICCARDI PLASMAPROMETEO - Dipartimento di Fisica Università degli Studi di Milano - Bicocca La ricerca come strumento per lo sviluppo aziendale: sinergia tra università e industria
PANNELLI SOLARI TERMICI PANNELLI SOLARI FOTOVOLTAICI
 PANNELLI SOLARI I pannelli solari utilizzano l'energia solare per trasformarla in energia utile e calore per le attività dell'uomo. PANNELLI SOLARI FOTOVOLTAICI PANNELLI SOLARI TERMICI PANNELLI SOLARI
PANNELLI SOLARI I pannelli solari utilizzano l'energia solare per trasformarla in energia utile e calore per le attività dell'uomo. PANNELLI SOLARI FOTOVOLTAICI PANNELLI SOLARI TERMICI PANNELLI SOLARI
Riscaldatori a cartuccia
 Riscaldatori a cartuccia Cartuccia Pg01 di 14 2011-01 E.M.P. Srl - Italy - www.emp.it Riscaldatori a cartuccia HD Alta densità di potenza Descrizione La tecnologia costruttiva dei riscaldatori a cartuccia
Riscaldatori a cartuccia Cartuccia Pg01 di 14 2011-01 E.M.P. Srl - Italy - www.emp.it Riscaldatori a cartuccia HD Alta densità di potenza Descrizione La tecnologia costruttiva dei riscaldatori a cartuccia
una saldatura ad arco
 UTENSILERIA Realizzare una saldatura ad arco 0 1 Il tipo di saldatura Saldatrice ad arco La saldatura ad arco si realizza con un altissima temperatura (almeno 3000 c) e permette la saldatura con metallo
UTENSILERIA Realizzare una saldatura ad arco 0 1 Il tipo di saldatura Saldatrice ad arco La saldatura ad arco si realizza con un altissima temperatura (almeno 3000 c) e permette la saldatura con metallo
Materiali, Sviluppo, Soluzioni. Prodotti di Molibdeno per la industria del vetro
 Materiali, Sviluppo, Soluzioni Prodotti di Molibdeno per la industria del vetro H.C. Starck, Molibdeno Materiali come il molibdeno e il tungsteno, sono vitali per le applicazioni di fusione, omogeneizzazione
Materiali, Sviluppo, Soluzioni Prodotti di Molibdeno per la industria del vetro H.C. Starck, Molibdeno Materiali come il molibdeno e il tungsteno, sono vitali per le applicazioni di fusione, omogeneizzazione
Trieste 28 Febbraio 2011
 CERTIFICAZIONE DEL SISTEMA DI GESTIONE ISO 3834: 2009 Requisiti di qualità della saldatura per fusione dei materiali metallici Trieste 28 Febbraio 2011 Roberto Silvestrin I patentini per la saldatura I
CERTIFICAZIONE DEL SISTEMA DI GESTIONE ISO 3834: 2009 Requisiti di qualità della saldatura per fusione dei materiali metallici Trieste 28 Febbraio 2011 Roberto Silvestrin I patentini per la saldatura I
CONFORMAL COATING. srl Via Villoresi 64 20029 Turbigo Mi Tel. 0331 177 0676 Fax 0331 183 9425 email: info@geatrade.it
 CONFORMAL COATING COSA SONO I CONFORMAL COATING? I C.C. sono prodotti (RESINE) utilizzati per la protezione dei circuiti stampati dalle influenze dell ambiente in cui vanno ad operare Il film di protezione
CONFORMAL COATING COSA SONO I CONFORMAL COATING? I C.C. sono prodotti (RESINE) utilizzati per la protezione dei circuiti stampati dalle influenze dell ambiente in cui vanno ad operare Il film di protezione
SEMINARIO ATI IL SISTEMA FIACCOLA: esigenza operativa, sicurezza ed impatto ambientale. MEMORIA
 MEMORIA Relatore: Vincenzo Di Giovine Societa Combustion and Energy srl 1. Sommario L articolo contiene una panoramica sulla evoluzione dei sistemi di accensione piloti di torce. Si fa riferimento ai vari
MEMORIA Relatore: Vincenzo Di Giovine Societa Combustion and Energy srl 1. Sommario L articolo contiene una panoramica sulla evoluzione dei sistemi di accensione piloti di torce. Si fa riferimento ai vari
Forze come grandezze vettoriali
 Forze come grandezze vettoriali L. Paolucci 23 novembre 2010 Sommario Esercizi e problemi risolti. Per la classe prima. Anno Scolastico 2010/11 Parte 1 / versione 2 Si ricordi che la risultante di due
Forze come grandezze vettoriali L. Paolucci 23 novembre 2010 Sommario Esercizi e problemi risolti. Per la classe prima. Anno Scolastico 2010/11 Parte 1 / versione 2 Si ricordi che la risultante di due
Gli attuatori. Breve rassegna di alcuni modelli o dispositivi di attuatori nel processo di controllo
 Gli attuatori Breve rassegna di alcuni modelli o dispositivi di attuatori nel processo di controllo ATTUATORI Definizione: in una catena di controllo automatico l attuatore è il dispositivo che riceve
Gli attuatori Breve rassegna di alcuni modelli o dispositivi di attuatori nel processo di controllo ATTUATORI Definizione: in una catena di controllo automatico l attuatore è il dispositivo che riceve
IL RISPARMIO ENERGETICO E GLI AZIONAMENTI A VELOCITA VARIABILE L utilizzo dell inverter negli impianti frigoriferi.
 IL RISPARMIO ENERGETICO E GLI AZIONAMENTI A VELOCITA VARIABILE L utilizzo dell inverter negli impianti frigoriferi. Negli ultimi anni, il concetto di risparmio energetico sta diventando di fondamentale
IL RISPARMIO ENERGETICO E GLI AZIONAMENTI A VELOCITA VARIABILE L utilizzo dell inverter negli impianti frigoriferi. Negli ultimi anni, il concetto di risparmio energetico sta diventando di fondamentale
RAPPORTO DI PROVA Venezia,. Foglio n. 1 di 7. Protocollo: Luogo e Data della prova: Richiedente: Materiale testato:
 Foglio n. 1 di 7 Protocollo: Luogo e Data della prova: Mestre, Richiedente: Materiale testato: Prova eseguita: Conducibilità termica Riferimento Normativo: UNI EN 12667 DESCRIZIONE DEL CAMPIONE SOTTOPOSTO
Foglio n. 1 di 7 Protocollo: Luogo e Data della prova: Mestre, Richiedente: Materiale testato: Prova eseguita: Conducibilità termica Riferimento Normativo: UNI EN 12667 DESCRIZIONE DEL CAMPIONE SOTTOPOSTO
Esplosioni di polveri: prevenzione
 Esplosioni di polveri: prevenzione ing. Nicola Mazzei Stazione sperimentale per i Combustibili Divisione di Innovhub-Stazioni Sperimentali Industria Tel: 02-51604.256 Fax: 02-514286 Corso CINEAS: La ricerca
Esplosioni di polveri: prevenzione ing. Nicola Mazzei Stazione sperimentale per i Combustibili Divisione di Innovhub-Stazioni Sperimentali Industria Tel: 02-51604.256 Fax: 02-514286 Corso CINEAS: La ricerca
International Textil Education. Machinery Division. Manuale per la stampa a trasferimento termico
 Machinery Division Manuale per la stampa a trasferimento termico Manuale per la stampa a trasferimento termico STAMPA A TRASFERIMENTO TERMICO.....4 Principio di funzionamento.4 SRUTTURA INTERNA...5 Testina
Machinery Division Manuale per la stampa a trasferimento termico Manuale per la stampa a trasferimento termico STAMPA A TRASFERIMENTO TERMICO.....4 Principio di funzionamento.4 SRUTTURA INTERNA...5 Testina
Si classifica come una grandezza intensiva
 CAP 13: MISURE DI TEMPERATURA La temperatura È osservata attraverso gli effetti che provoca nelle sostanze e negli oggetti Si classifica come una grandezza intensiva Può essere considerata una stima del
CAP 13: MISURE DI TEMPERATURA La temperatura È osservata attraverso gli effetti che provoca nelle sostanze e negli oggetti Si classifica come una grandezza intensiva Può essere considerata una stima del
Termodinamica. Sistema termodinamico. Piano di Clapeyron. Sistema termodinamico. Esempio. Cosa è la termodinamica? TERMODINAMICA
 Termodinamica TERMODINAMICA Cosa è la termodinamica? La termodinamica studia la conversione del calore in lavoro meccanico Prof Crosetto Silvio 2 Prof Crosetto Silvio Il motore dell automobile trasforma
Termodinamica TERMODINAMICA Cosa è la termodinamica? La termodinamica studia la conversione del calore in lavoro meccanico Prof Crosetto Silvio 2 Prof Crosetto Silvio Il motore dell automobile trasforma
Dispositivo di conversione di energia elettrica per aerogeneratori composto da componenti commerciali.
 Sede legale: Viale Vittorio Veneto 60, 59100 Prato P.IVA /CF 02110810971 Sede operativa: Via del Mandorlo 30, 59100 Prato tel. (+39) 0574 550493 fax (+39) 0574 577854 Web: www.aria-srl.it Email: info@aria-srl.it
Sede legale: Viale Vittorio Veneto 60, 59100 Prato P.IVA /CF 02110810971 Sede operativa: Via del Mandorlo 30, 59100 Prato tel. (+39) 0574 550493 fax (+39) 0574 577854 Web: www.aria-srl.it Email: info@aria-srl.it
SALDATRICI A CONTATTO. Quickchange D1Q, D2Q, D3Q Saldatrice a contatto in argentografite
 SALDATRICI A CONTATTO Quickchange D1Q, D2Q, D3Q Saldatrice a contatto in argentografite SALDATRICI A CONTATTO per la tecnica di comando industriale Moduli di processo ad elevata capacità produttiva Le
SALDATRICI A CONTATTO Quickchange D1Q, D2Q, D3Q Saldatrice a contatto in argentografite SALDATRICI A CONTATTO per la tecnica di comando industriale Moduli di processo ad elevata capacità produttiva Le
Caratteristiche elettriche
 RWR10 / RWR 20 REGOLATORE DI CARICA Regolatore di carica Caratteristiche Per batterie al piombo ermetiche,acido libero Auto riconoscimento tensione di batteria(12/24v) Max corrente di ricarica 10A (WR10)
RWR10 / RWR 20 REGOLATORE DI CARICA Regolatore di carica Caratteristiche Per batterie al piombo ermetiche,acido libero Auto riconoscimento tensione di batteria(12/24v) Max corrente di ricarica 10A (WR10)
TRATTAMENTI PRE - VERNICIATURA
 TRATTAMENTI PRE - VERNICIATURA 1. Fosfosgrassanti no-rinse a bassa salinità 2. Fosfosgrassanti media salinità 3. Fosfatanti 4. Additivi per vasche di fosfatazione UTILIZZABILE SU: IDROPULITRICI LAVATRICI
TRATTAMENTI PRE - VERNICIATURA 1. Fosfosgrassanti no-rinse a bassa salinità 2. Fosfosgrassanti media salinità 3. Fosfatanti 4. Additivi per vasche di fosfatazione UTILIZZABILE SU: IDROPULITRICI LAVATRICI
METALLI FERROSI GHISA ACCIAIO
 METALLI FERROSI I metalli ferrosi sono i metalli e le leghe metalliche che contengono ferro. Le leghe ferrose più importanti sono l acciaio e la ghisa. ACCIAIO: lega metallica costituita da ferro e carbonio,
METALLI FERROSI I metalli ferrosi sono i metalli e le leghe metalliche che contengono ferro. Le leghe ferrose più importanti sono l acciaio e la ghisa. ACCIAIO: lega metallica costituita da ferro e carbonio,
Generatore radiologico
 Generatore radiologico Radiazioni artificiali alimentazione: corrente elettrica www.med.unipg.it/ac/rad/ www.etsrm.it oscar fiorucci. laurea.tecn.radiol@ospedale.perugia.it Impianto radiologico trasformatore
Generatore radiologico Radiazioni artificiali alimentazione: corrente elettrica www.med.unipg.it/ac/rad/ www.etsrm.it oscar fiorucci. laurea.tecn.radiol@ospedale.perugia.it Impianto radiologico trasformatore
Rapidamente al grado esatto Tarature di temperatura con strumenti portatili: una soluzione ideale per il risparmio dei costi
 Rapidamente al grado esatto Tarature di temperatura con strumenti portatili: una soluzione ideale per il risparmio dei costi Gli strumenti per la misura di temperatura negli impianti industriali sono soggetti
Rapidamente al grado esatto Tarature di temperatura con strumenti portatili: una soluzione ideale per il risparmio dei costi Gli strumenti per la misura di temperatura negli impianti industriali sono soggetti
Corso di Componenti e Impianti Termotecnici LE RETI DI DISTRIBUZIONE PERDITE DI CARICO LOCALIZZATE
 LE RETI DI DISTRIBUZIONE PERDITE DI CARICO LOCALIZZATE 1 PERDITE DI CARICO LOCALIZZATE Sono le perdite di carico (o di pressione) che un fluido, in moto attraverso un condotto, subisce a causa delle resistenze
LE RETI DI DISTRIBUZIONE PERDITE DI CARICO LOCALIZZATE 1 PERDITE DI CARICO LOCALIZZATE Sono le perdite di carico (o di pressione) che un fluido, in moto attraverso un condotto, subisce a causa delle resistenze
E INTERRUTTORI AUTOMATICI
 Corso di sist. elettrici per telecomunicazioni - 2 prova di laboratorio PROVE SU FUSIBILI E INTERRUTTORI AUTOMATICI Docente del corso: prof.ssa Angela Russo Galletti Riccardo Matr. 1265 Prove su fusibili
Corso di sist. elettrici per telecomunicazioni - 2 prova di laboratorio PROVE SU FUSIBILI E INTERRUTTORI AUTOMATICI Docente del corso: prof.ssa Angela Russo Galletti Riccardo Matr. 1265 Prove su fusibili
Lavorazioni e trattamenti superficiali dei metalli.
 Lavorazioni e trattamenti superficiali dei metalli. Cosa può offrire General Steel? General Steel rappresenta una realtà aziendale strategicamente diversificata in quanto l obbiettivo finale è quello di
Lavorazioni e trattamenti superficiali dei metalli. Cosa può offrire General Steel? General Steel rappresenta una realtà aziendale strategicamente diversificata in quanto l obbiettivo finale è quello di
PALO tipo SP VANTAGGI minima quantità di materiale di risulta Ridotto consumo di calcestruzzo
 PALO tipo SP Il Soil Displacement (SP) è una metodologia di esecuzione del palo di fondazione eseguita senza asportazione di terreno, quindi alternativa ai pali battuti, vibroinfissi e trivellati. La tecnologia
PALO tipo SP Il Soil Displacement (SP) è una metodologia di esecuzione del palo di fondazione eseguita senza asportazione di terreno, quindi alternativa ai pali battuti, vibroinfissi e trivellati. La tecnologia
Tipologie di profilati commerciali IPE
 HE A-B-M Acciai da costruzione o da carpenteria Tipologie di profilati commerciali IPE UPN L lati uguali IPE Sagomario o profilario Passaggi di lavorazione per un profilo a doppio T lavorato a caldo Nascita
HE A-B-M Acciai da costruzione o da carpenteria Tipologie di profilati commerciali IPE UPN L lati uguali IPE Sagomario o profilario Passaggi di lavorazione per un profilo a doppio T lavorato a caldo Nascita
Un Arco Elettrico avvia il dispositivo dal generatore escludendo l azione diretta dell Elettrodo. La Saldatura TIG puo essere manuale o automatica.
 SALDATURA TIG La saldatura TIG Tungsten Inert Gas e una saldatura per fusione. Anche questa saldatura viene protetta da un gas protettivo. Il principio della costruzione di un giunto saldato, si basa sull
SALDATURA TIG La saldatura TIG Tungsten Inert Gas e una saldatura per fusione. Anche questa saldatura viene protetta da un gas protettivo. Il principio della costruzione di un giunto saldato, si basa sull
LA CORRENTE ELETTRICA
 L CORRENTE ELETTRIC H P h Prima che si raggiunga l equilibrio c è un intervallo di tempo dove il livello del fluido non è uguale. Il verso del movimento del fluido va dal vaso a livello maggiore () verso
L CORRENTE ELETTRIC H P h Prima che si raggiunga l equilibrio c è un intervallo di tempo dove il livello del fluido non è uguale. Il verso del movimento del fluido va dal vaso a livello maggiore () verso
Classificazione dei Sensori. (raccolta di lucidi)
") Classificazione dei Sensori (raccolta di lucidi) 1 Le grandezze fisiche da rilevare nei processi industriali possono essere di varia natura; generalmente queste quantità sono difficili da trasmettere e
Classificazione dei Sensori (raccolta di lucidi) 1 Le grandezze fisiche da rilevare nei processi industriali possono essere di varia natura; generalmente queste quantità sono difficili da trasmettere e
ESERCITAZIONE Scrittura di un programma CNC per la fresatura di un componente dato
 ESERCITAZIONE Scrittura di un programma CNC per la fresatura di un componente dato Nella presente esercitazione si redige il programma CNC per la fresatura del pezzo illustrato nelle Figure 1 e 2. Figura
ESERCITAZIONE Scrittura di un programma CNC per la fresatura di un componente dato Nella presente esercitazione si redige il programma CNC per la fresatura del pezzo illustrato nelle Figure 1 e 2. Figura
TECNICA DELLE COSTRUZIONI: PROGETTO DI STRUTTURE LE FONDAZIONI
 LE FONDAZIONI Generalità sulle fondazioni Fondazioni dirette Plinti isolati Trave rovescia Esecutivi di strutture di fondazione Generalità Le opere di fondazione hanno il compito di trasferire le sollecitazioni
LE FONDAZIONI Generalità sulle fondazioni Fondazioni dirette Plinti isolati Trave rovescia Esecutivi di strutture di fondazione Generalità Le opere di fondazione hanno il compito di trasferire le sollecitazioni
La propagazione delle onde luminose può essere studiata per mezzo delle equazioni di Maxwell. Tuttavia, nella maggior parte dei casi è possibile
 Elementi di ottica L ottica si occupa dello studio dei percorsi dei raggi luminosi e dei fenomeni legati alla propagazione della luce in generale. Lo studio dell ottica nella fisica moderna si basa sul
Elementi di ottica L ottica si occupa dello studio dei percorsi dei raggi luminosi e dei fenomeni legati alla propagazione della luce in generale. Lo studio dell ottica nella fisica moderna si basa sul
MANUALE DI ISTRUZIONE ED USO SCHEDE ELETTRONICHE DI FRENATURA PER MOTORI C.A. FRENOMAT-2, FRENOSTAT R
 MANUALE DI ISTRUZIONE ED USO SCHEDE ELETTRONICHE DI FRENATURA PER MOTORI C.A. FRENOMAT-2, FRENOSTAT R Utilizzo: Le schede di frenatura Frenomat2 e Frenostat sono progettate per la frenatura di motori elettrici
MANUALE DI ISTRUZIONE ED USO SCHEDE ELETTRONICHE DI FRENATURA PER MOTORI C.A. FRENOMAT-2, FRENOSTAT R Utilizzo: Le schede di frenatura Frenomat2 e Frenostat sono progettate per la frenatura di motori elettrici
IMPIANTO AUTOMATICO PER LA SALDATURA DI ESTRUSI DI ALLUMINIO PER APPLICAZIONI NAVALI.
 IMPIANTO AUTOMATICO PER LA SALDATURA DI ESTRUSI DI ALLUMINIO PER APPLICAZIONI NAVALI. Tube Tech Machinery Marcello Filippini Il settore dei trasporti, specialmente i trasporti passeggeri con treni e navi,
IMPIANTO AUTOMATICO PER LA SALDATURA DI ESTRUSI DI ALLUMINIO PER APPLICAZIONI NAVALI. Tube Tech Machinery Marcello Filippini Il settore dei trasporti, specialmente i trasporti passeggeri con treni e navi,
Sistemi di bloccaggio idraulici -- Mandrini idraulici
 Sistemi di bloccaggio idraulici -- Mandrini idraulici La tecnologia del serraggio idraulico ad espansione si è evoluto fino a raggiungere livelli di precisione e di affidabilità tali da poter soddisfare
Sistemi di bloccaggio idraulici -- Mandrini idraulici La tecnologia del serraggio idraulico ad espansione si è evoluto fino a raggiungere livelli di precisione e di affidabilità tali da poter soddisfare
Regole della mano destra.
 Regole della mano destra. Macchina in continua con una spira e collettore. Macchina in continua con due spire e collettore. Macchina in continua: schematizzazione di indotto. Macchina in continua. Schematizzazione
Regole della mano destra. Macchina in continua con una spira e collettore. Macchina in continua con due spire e collettore. Macchina in continua: schematizzazione di indotto. Macchina in continua. Schematizzazione
Università di Roma Tor Vergata SALDATURA
 SALDATURA La saldatura è un tipo di giunzione che consente di unire permanentemente parti solide, realizzando la continuità del materiale. Materiale d apporto Materiale base Materiale base = Materiale
SALDATURA La saldatura è un tipo di giunzione che consente di unire permanentemente parti solide, realizzando la continuità del materiale. Materiale d apporto Materiale base Materiale base = Materiale
DISTILLAZIONE: PREMESSE
 DISTILLAZIONE: PREMESSE PROCESSO DI ELEZIONE NELLA PREPARAZIONE DI ACQUA PER PREPARAZIONI INIETTABILI PROCESSO GENERALMENTE APPLICATO COME STADIO FINALE DI PURIFICAZIONE AD UN ACQUA GIA TRATTATA IL TIPO
DISTILLAZIONE: PREMESSE PROCESSO DI ELEZIONE NELLA PREPARAZIONE DI ACQUA PER PREPARAZIONI INIETTABILI PROCESSO GENERALMENTE APPLICATO COME STADIO FINALE DI PURIFICAZIONE AD UN ACQUA GIA TRATTATA IL TIPO
Il neutro, un conduttore molto "attivo" (3)
") 1 Il neutro, un conduttore molto "attivo" (3) 3. I sistemi elettrici in relazione al modo di collegamento a terra del neutro e delle masse In funzione della messa a terra del neutro e delle masse, un sistema
1 Il neutro, un conduttore molto "attivo" (3) 3. I sistemi elettrici in relazione al modo di collegamento a terra del neutro e delle masse In funzione della messa a terra del neutro e delle masse, un sistema
Esame sezione Brevetti 2003-2004 Prova Pratica di meccanica
 Esame sezione Brevetti 2003-2004 Prova Pratica di meccanica OGGETVO: Brevettazione dl un perfezionamento riguardante I pressatori per mescolatori dl gomma Egregio dottore, Le invio una breve relazione
Esame sezione Brevetti 2003-2004 Prova Pratica di meccanica OGGETVO: Brevettazione dl un perfezionamento riguardante I pressatori per mescolatori dl gomma Egregio dottore, Le invio una breve relazione
Operatore TIG automatica (orbitale)
") Operatore TIG automatica (orbitale) GTAW(TIG) MANUALE E ORBITALE Parametri che influenzano la saldatura TIG TUNGSTEN INERT GAS, ovvero saldatura con elettrodo di tungsteno in atmosfera di gas inerte Diametro
Operatore TIG automatica (orbitale) GTAW(TIG) MANUALE E ORBITALE Parametri che influenzano la saldatura TIG TUNGSTEN INERT GAS, ovvero saldatura con elettrodo di tungsteno in atmosfera di gas inerte Diametro
Saldatura MIG/MAG. Linee generali del procedimento
 Page 1 of 5 Saldatura MIG/MAG Da Wikipedia, l'enciclopedia libera. La saldatura MIG (Metal-arc Inert Gas) o MAG (Metal-arc Active Gas) (l'unica differenza fra le due è il gas che viene usato per la protezione
Page 1 of 5 Saldatura MIG/MAG Da Wikipedia, l'enciclopedia libera. La saldatura MIG (Metal-arc Inert Gas) o MAG (Metal-arc Active Gas) (l'unica differenza fra le due è il gas che viene usato per la protezione
Rappresentazione delle saldature
 TIPI DI GIUNTI SALDATI (UNI 1307-2a parte) Si definisce giunto saldato la zona in cui avviene il collegamento dei pezzi mediante saldatura. Le superfici minori dei pezzi, vicine e interessate alla saldatura,
TIPI DI GIUNTI SALDATI (UNI 1307-2a parte) Si definisce giunto saldato la zona in cui avviene il collegamento dei pezzi mediante saldatura. Le superfici minori dei pezzi, vicine e interessate alla saldatura,
Soluzioni per il risparmio idrico per i WC
 Soluzioni per il risparmio idrico per i WC Per un utenza standard di tipo residenziale che utilizza cassette di risciacquo di tipo convenzionale (da 9 a 12 litri per risciacquo), il 30% dei consumi di
Soluzioni per il risparmio idrico per i WC Per un utenza standard di tipo residenziale che utilizza cassette di risciacquo di tipo convenzionale (da 9 a 12 litri per risciacquo), il 30% dei consumi di
FILIERA PRODUTTIVA COMPLETA
 2 FILIERA PRODUTTIVA COMPLETA TRATTAMENTO TERMICO LAVORAZIONI MECCANICHE LAMINAZIONE VERNICIATURA PRODUZIONE ACCIAIO MAGAZZINO L unione tra Esti e Acciaierie Venete ha dato luogo ad una nuova realtà, unica
2 FILIERA PRODUTTIVA COMPLETA TRATTAMENTO TERMICO LAVORAZIONI MECCANICHE LAMINAZIONE VERNICIATURA PRODUZIONE ACCIAIO MAGAZZINO L unione tra Esti e Acciaierie Venete ha dato luogo ad una nuova realtà, unica
La candela accesa. Descrizione generale. Obiettivi. Sequenza didattica e metodo di lavoro. Esperimenti sulla crescita delle piante
 Esperimenti sulla crescita delle piante unità didattica 1 La candela accesa Durata 60 minuti Materiali per ciascun gruppo - 1 candela - 1 vaso di vetro - 1 cronometro - 1 cannuccia - fiammiferi - 1 pezzo
Esperimenti sulla crescita delle piante unità didattica 1 La candela accesa Durata 60 minuti Materiali per ciascun gruppo - 1 candela - 1 vaso di vetro - 1 cronometro - 1 cannuccia - fiammiferi - 1 pezzo
I METALLI. I metalli sono materiali strutturali costituiti ciascuno da un singolo elemento. Hanno tra loro proprietà molto simili.
 M et 1 all I METALLI I metalli sono materiali strutturali costituiti ciascuno da un singolo elemento. Hanno tra loro proprietà molto simili. Proprietà Le principali proprietà dei metalli sono le seguenti:
M et 1 all I METALLI I metalli sono materiali strutturali costituiti ciascuno da un singolo elemento. Hanno tra loro proprietà molto simili. Proprietà Le principali proprietà dei metalli sono le seguenti:
I processi di tempra sono condotti sul manufatto finito per generare sforzi residui di compressione in superficie. Vengono sfruttate allo scopo
 I processi di tempra sono condotti sul manufatto finito per generare sforzi residui di compressione in superficie. Vengono sfruttate allo scopo diverse metodologie. 1 La tempra termica (o fisica) si basa
I processi di tempra sono condotti sul manufatto finito per generare sforzi residui di compressione in superficie. Vengono sfruttate allo scopo diverse metodologie. 1 La tempra termica (o fisica) si basa
Filtri per la saldatura e tecniche connesse requisiti di trasmissione e utilizzazioni raccomandate
 allegato 3 - protezione personale degli occhi Allegato 3 (*) Si riportano di seguito le appendici delle norme UNI EN 169 (1993), UNI EN 170 (1993) e UNI EN 171 (1993) Protezione personale degli occhi (*)
allegato 3 - protezione personale degli occhi Allegato 3 (*) Si riportano di seguito le appendici delle norme UNI EN 169 (1993), UNI EN 170 (1993) e UNI EN 171 (1993) Protezione personale degli occhi (*)
NTC E MISURA DELLA TEMPERATURA CON ARDUINO
 NTC E MISURA DELLA TEMPERATURA CON ARDUINO Una NTC (Negative Temperature Coefficient resistenza a coefficiente di temperatura negativo) è una resistenza che cambia il suo valore con il variare della temperatura.
NTC E MISURA DELLA TEMPERATURA CON ARDUINO Una NTC (Negative Temperature Coefficient resistenza a coefficiente di temperatura negativo) è una resistenza che cambia il suo valore con il variare della temperatura.
INDICAZIONI SU GIUNTI DEI NASTRI TRASPORTATORI
 GIAVA sas Manutenzione e Gestione Impianti Industriali www.giavasas.it INDICAZIONI SU GIUNTI DEI NASTRI TRASPORTATORI interventi di giunzione La giunzione di un nastro si rende necessaria quando bisogna
GIAVA sas Manutenzione e Gestione Impianti Industriali www.giavasas.it INDICAZIONI SU GIUNTI DEI NASTRI TRASPORTATORI interventi di giunzione La giunzione di un nastro si rende necessaria quando bisogna
Strutture in acciaio. Unioni
 Strutture in acciaio Unioni Tipologie di unioni Chiodi o bulloni Sono puntuali Indeboliscono le sezioni Ripristinano solo parzialmente la continuità Si eseguono in opera con relativa facilità Saldatura
Strutture in acciaio Unioni Tipologie di unioni Chiodi o bulloni Sono puntuali Indeboliscono le sezioni Ripristinano solo parzialmente la continuità Si eseguono in opera con relativa facilità Saldatura
Trasportatori a nastro
 Trasportatori a nastro Realizzano un trasporto di tipo continuo, in orizzontale o in pendenza, di materiali alla rinfusa e di carichi concentrati leggeri. incastellatura di sostegno Trasporti interni 1
Trasportatori a nastro Realizzano un trasporto di tipo continuo, in orizzontale o in pendenza, di materiali alla rinfusa e di carichi concentrati leggeri. incastellatura di sostegno Trasporti interni 1
 IL TRASFORMATORE Prof. S. Giannitto Il trasformatore è una macchina in grado di operare solo in corrente alternata, perché sfrutta i principi dell'elettromagnetismo legati ai flussi variabili. Il trasformatore
IL TRASFORMATORE Prof. S. Giannitto Il trasformatore è una macchina in grado di operare solo in corrente alternata, perché sfrutta i principi dell'elettromagnetismo legati ai flussi variabili. Il trasformatore
Pericoli della corrente elettrica! 2. Generi degli impianti elettrici! 2. Sistemi di protezione! 2
 Comandi Indice Pericoli della corrente elettrica 2 Generi degli impianti elettrici 2 Sistemi di protezione 2 Interruttore a corrente di difetto (FI o salvavita) 3 Costituzione: 3 Principio di funzionamento
Comandi Indice Pericoli della corrente elettrica 2 Generi degli impianti elettrici 2 Sistemi di protezione 2 Interruttore a corrente di difetto (FI o salvavita) 3 Costituzione: 3 Principio di funzionamento
SICUREZZA GUIDA PRATICA SULLE VERIFICHE PERIODICHE DELLE ATTREZZATURE DI SOLLEVAMENTO
 SICUREZZA GUIDA PRATICA SULLE VERIFICHE PERIODICHE DELLE ATTREZZATURE DI SOLLEVAMENTO Il datore di lavoro deve provvedere affinché le attrezzature di lavoro la cui sicurezza dipende dalle condizioni di
SICUREZZA GUIDA PRATICA SULLE VERIFICHE PERIODICHE DELLE ATTREZZATURE DI SOLLEVAMENTO Il datore di lavoro deve provvedere affinché le attrezzature di lavoro la cui sicurezza dipende dalle condizioni di
Fusar Bassini Astorre e C. Snc BRUCIATORI SERIE HV. Fusar Bassini Astorre e C. Snc
 BRUCIATORI SERIE HV APPLICAZIONI I bruciatori della serie HV sono adatti per applicazioni su forni industriali, per combustioni ad impulsi a rapporto stechiometrico o con eccesso d'aria; sono particolarmente
BRUCIATORI SERIE HV APPLICAZIONI I bruciatori della serie HV sono adatti per applicazioni su forni industriali, per combustioni ad impulsi a rapporto stechiometrico o con eccesso d'aria; sono particolarmente
PROCESSO DI ASSEMBLAGGIO
 PROCESSO DI ASSEMBLAGGIO La fabbricazione degli elementi meccanici seguita dalla loro unione sono i principali compiti dell industria produttiva. Essenzialmente l assemblaggio consiste nel collegare degli
PROCESSO DI ASSEMBLAGGIO La fabbricazione degli elementi meccanici seguita dalla loro unione sono i principali compiti dell industria produttiva. Essenzialmente l assemblaggio consiste nel collegare degli
tecnologia PROPRIETÀ DEI METALLI Scuola secondaria primo grado. classi prime Autore: Giuseppe FRANZÈ
 tecnologia PROPRIETÀ DEI METALLI Scuola secondaria primo grado. classi prime Autore: Giuseppe FRANZÈ LE PROPRIETÀ DEI MATERIALI DA COSTRUZIONE Si possono considerare come l'insieme delle caratteristiche
tecnologia PROPRIETÀ DEI METALLI Scuola secondaria primo grado. classi prime Autore: Giuseppe FRANZÈ LE PROPRIETÀ DEI MATERIALI DA COSTRUZIONE Si possono considerare come l'insieme delle caratteristiche
Classe 3 D Bucci Arianna Evangelista Andrea Palombo Leonardo Ricci Alessia Progetto di Scienze a.s. 2013/2014. Prof.ssa Piacentini Veronica
 Classe 3 D Bucci Arianna Evangelista Andrea Palombo Leonardo Ricci Alessia Progetto di Scienze a.s. 2013/2014 Prof.ssa Piacentini Veronica La corrente elettrica La corrente elettrica è un flusso di elettroni
Classe 3 D Bucci Arianna Evangelista Andrea Palombo Leonardo Ricci Alessia Progetto di Scienze a.s. 2013/2014 Prof.ssa Piacentini Veronica La corrente elettrica La corrente elettrica è un flusso di elettroni
Istruzioni per l uso ed il montaggio. Montaggio ADS
 ADS La serie ADS è stata progettata sulla base della comprovata serie di ammortizzatori per carichi pesanti LDS da utilizzare su ascensori per persone e carichi. La prova di omologazione garantisce che
ADS La serie ADS è stata progettata sulla base della comprovata serie di ammortizzatori per carichi pesanti LDS da utilizzare su ascensori per persone e carichi. La prova di omologazione garantisce che
Cold Plate BREVETTATO
 L uso di dissipatori ad acqua si sta sempre più diffondendo per rispondere all esigenza di dissipare elevate potenze in spazi contenuti e senza l adozione di ventole con elevate portate d aria. Infatti,
L uso di dissipatori ad acqua si sta sempre più diffondendo per rispondere all esigenza di dissipare elevate potenze in spazi contenuti e senza l adozione di ventole con elevate portate d aria. Infatti,
Product note Migrazione da Emax ad Emax 2 mantenendo la certificazione in base alle norme serie IEC 61439 per i quadri di bassa tensione
 Product note Migrazione da Emax ad Emax 2 mantenendo la certificazione in base alle norme serie IEC 61439 per i quadri di bassa tensione Generalità SACE Emax 2 è il nuovo interruttore aperto di ABB SACE
Product note Migrazione da Emax ad Emax 2 mantenendo la certificazione in base alle norme serie IEC 61439 per i quadri di bassa tensione Generalità SACE Emax 2 è il nuovo interruttore aperto di ABB SACE
Gestione dei segnali analogici nei sistemi di automazione industriale con PLC.
 Gestione dei segnali analogici nei sistemi di automazione industriale con PLC. Nelle automazioni e nell industria di processo si presenta spesso il problema di gestire segnali analogici come temperature,
Gestione dei segnali analogici nei sistemi di automazione industriale con PLC. Nelle automazioni e nell industria di processo si presenta spesso il problema di gestire segnali analogici come temperature,
Cenni sui trasduttori. Con particolare attenzione al settore marittimo
 Cenni sui trasduttori Con particolare attenzione al settore marittimo DEFINIZIONI Un Trasduttore è un dispositivo che converte una grandezza fisica in un segnale di natura elettrica Un Sensore è l elemento
Cenni sui trasduttori Con particolare attenzione al settore marittimo DEFINIZIONI Un Trasduttore è un dispositivo che converte una grandezza fisica in un segnale di natura elettrica Un Sensore è l elemento
Trattamenti termici degli acciai al carbonio
 Trattamenti termici Il trattamento termico è una lavorazione attuata mediante un ciclo termico, su un metallo o una sua lega, allo stato solido, al fine di variarne le proprietà e renderle adatte alla
Trattamenti termici Il trattamento termico è una lavorazione attuata mediante un ciclo termico, su un metallo o una sua lega, allo stato solido, al fine di variarne le proprietà e renderle adatte alla
RIPARI DI PROTEZIONE TIPI E CRITERI DI SCELTA
 RIPARI DI PROTEZIONE TIPI E CRITERI DI SCELTA Tipologia: fisso a segregazione totale barriera distanziatrice - a tunnel mobile motorizzato a chiusura automatica regolabile interbloccato interbloccato con
RIPARI DI PROTEZIONE TIPI E CRITERI DI SCELTA Tipologia: fisso a segregazione totale barriera distanziatrice - a tunnel mobile motorizzato a chiusura automatica regolabile interbloccato interbloccato con
LEZIONE 6. PROGETTO DI COSTRUZIONI IN ACCIAIO Progetto di giunzioni saldate. Corso di TECNICA DELLE COSTRUZIONI Chiara CALDERINI A.A.
 Corso di TECNICA DELLE COSTRUZIONI Chiara CALDERINI A.A. 2007-2008 Facoltà di Architettura Università degli Studi di Genova LEZIONE 6 PROGETTO DI COSTRUZIONI IN ACCIAIO Progetto di giunzioni saldate ASPETTI
Corso di TECNICA DELLE COSTRUZIONI Chiara CALDERINI A.A. 2007-2008 Facoltà di Architettura Università degli Studi di Genova LEZIONE 6 PROGETTO DI COSTRUZIONI IN ACCIAIO Progetto di giunzioni saldate ASPETTI
GUIDA ALL INSTALLAZIONE DI UN SISTEMA FISSO AUTOMATICO DI RIVELAZIONE E ALLARME D INCENDIO
 GUIDA ALL INSTALLAZIONE DI UN SISTEMA FISSO AUTOMATICO DI RIVELAZIONE E ALLARME D INCENDIO La presente guida mette in risalto solo alcuni punti salienti estrapolati dalla specifica norma UNI 9795 con l
GUIDA ALL INSTALLAZIONE DI UN SISTEMA FISSO AUTOMATICO DI RIVELAZIONE E ALLARME D INCENDIO La presente guida mette in risalto solo alcuni punti salienti estrapolati dalla specifica norma UNI 9795 con l
SL 27-IM Sensore di livello piezoresistivo INSTALLAZIONE E MANUTENZIONE
 SL 27-IM Sensore di livello piezoresistivo INSTALLAZIONE E MANUTENZIONE DESCRIZIONE... 3 Generalità... 3 Principio di misura... 3 Tipologia del sensore... 3 INSTALLAZIONE... 4 Aerazione... 4 Montaggio
SL 27-IM Sensore di livello piezoresistivo INSTALLAZIONE E MANUTENZIONE DESCRIZIONE... 3 Generalità... 3 Principio di misura... 3 Tipologia del sensore... 3 INSTALLAZIONE... 4 Aerazione... 4 Montaggio
COMANDO E PROTEZIONE DEI MOTORI ELETTRICI NEGLI AZIONAMENTI INDUSTRIALI
 COMANDO E PROTEZONE DE MOTOR ELETTRC NEGL AZONAMENT NDUSTRAL l comando e la protezione dei motori asincroni possono essere ottenuti in diversi modi: a) interruttore automatico magnetotermico salvamotore;
COMANDO E PROTEZONE DE MOTOR ELETTRC NEGL AZONAMENT NDUSTRAL l comando e la protezione dei motori asincroni possono essere ottenuti in diversi modi: a) interruttore automatico magnetotermico salvamotore;
SENS. DOPPIO PIR E DT EFFETTO TENDA FILARE
 30008007 30008008 SENS. DOPPIO PIR E DT EFFETTO TENDA FILARE 2 DESCRIZIONE 30008007 30008008 è un sensore a doppia tecnologia filare a tenda unico nel suo genere. Integra infatti due moduli sensori ad
30008007 30008008 SENS. DOPPIO PIR E DT EFFETTO TENDA FILARE 2 DESCRIZIONE 30008007 30008008 è un sensore a doppia tecnologia filare a tenda unico nel suo genere. Integra infatti due moduli sensori ad
LE STRATEGIE DI COPING
 Il concetto di coping, che può essere tradotto con fronteggiamento, gestione attiva, risposta efficace, capacità di risolvere i problemi, indica l insieme di strategie mentali e comportamentali che sono
Il concetto di coping, che può essere tradotto con fronteggiamento, gestione attiva, risposta efficace, capacità di risolvere i problemi, indica l insieme di strategie mentali e comportamentali che sono
Il sensore rilevatore di presenza modalità d uso
 SENSORE RILEVATORE DI PRESENZA Il sensore rilevatore di presenza modalità d uso I moduli pic-sms seriali e le versioni professionali con gsm integrato sono di fatto anche dei veri e propri sistemi d allarme
SENSORE RILEVATORE DI PRESENZA Il sensore rilevatore di presenza modalità d uso I moduli pic-sms seriali e le versioni professionali con gsm integrato sono di fatto anche dei veri e propri sistemi d allarme
Sez. J.1 Sistemi e tecnologie ad aria compressa, di ausilio alla produzione SISTEMI DI RAFFREDDAMENTO TUBI VORTEX FRIGID-X TM VORTEX TUBE
 Sez. J.1 Sistemi e tecnologie ad aria compressa, di ausilio alla produzione SISTEMI DI RAFFREDDAMENTO DC COOLING TUBI VORTEX FRIGID-X TM VORTEX TUBE Documentazione non registrata, soggetta a modifiche
Sez. J.1 Sistemi e tecnologie ad aria compressa, di ausilio alla produzione SISTEMI DI RAFFREDDAMENTO DC COOLING TUBI VORTEX FRIGID-X TM VORTEX TUBE Documentazione non registrata, soggetta a modifiche
Recuperatore di Calore
 Recuperatore di Calore I recuperatori di calore tipo PRG sono il frutto dell alta professionalità ed esperienza nel settore della società SIDAN. Con la qualità della costruzione, con l alta tecnologia
Recuperatore di Calore I recuperatori di calore tipo PRG sono il frutto dell alta professionalità ed esperienza nel settore della società SIDAN. Con la qualità della costruzione, con l alta tecnologia
Generazione diesel-elettrica ad alta efficienza con sistemi di accumulo
 Generazione diesel-elettrica ad alta efficienza con sistemi di accumulo Giordano Torri Fondazione Megalia 8 Giornata sull efficienza energetica nelle industrie Milano, 18 Maggio 2016 18 Maggio 2016 Pg.
Generazione diesel-elettrica ad alta efficienza con sistemi di accumulo Giordano Torri Fondazione Megalia 8 Giornata sull efficienza energetica nelle industrie Milano, 18 Maggio 2016 18 Maggio 2016 Pg.
INTRODUZIONE: PERDITE IN FIBRA OTTICA
 INTRODUZIONE: PERDITE IN FIBRA OTTICA Il nucleo (o core ) di una fibra ottica è costituito da vetro ad elevatissima purezza, dal momento che la luce deve attraversare migliaia di metri di vetro del nucleo.
INTRODUZIONE: PERDITE IN FIBRA OTTICA Il nucleo (o core ) di una fibra ottica è costituito da vetro ad elevatissima purezza, dal momento che la luce deve attraversare migliaia di metri di vetro del nucleo.
Fibra Ceramica. Catalogo generale
 Fibra Ceramica Catalogo generale La storia della società KERAUNION Nel 1, in Bohemia (oggi Repubblica Ceca) viene fondata la ditta Keraunion per produrre vasellame ed oggetti in vetro e cristallo. Dal
Fibra Ceramica Catalogo generale La storia della società KERAUNION Nel 1, in Bohemia (oggi Repubblica Ceca) viene fondata la ditta Keraunion per produrre vasellame ed oggetti in vetro e cristallo. Dal
Effetti fisiopatologici della corrente elettrica
 Sicurezza elettrica: Effetti fisiopatologici della corrente elettrica Effetti della corrente sul corpo umano folgorazione ed arco elettrico - Protezione dai contatti elettrici - Aspetti costruttivi degli
Sicurezza elettrica: Effetti fisiopatologici della corrente elettrica Effetti della corrente sul corpo umano folgorazione ed arco elettrico - Protezione dai contatti elettrici - Aspetti costruttivi degli
CORRENTE E TENSIONE ELETTRICA LA CORRENTE ELETTRICA
 CORRENTE E TENSIONE ELETTRICA La conoscenza delle grandezze elettriche fondamentali (corrente e tensione) è indispensabile per definire lo stato di un circuito elettrico. LA CORRENTE ELETTRICA DEFINIZIONE:
CORRENTE E TENSIONE ELETTRICA La conoscenza delle grandezze elettriche fondamentali (corrente e tensione) è indispensabile per definire lo stato di un circuito elettrico. LA CORRENTE ELETTRICA DEFINIZIONE:
Componenti elettronici. Condensatori
 Componenti elettronici Condensatori Condensatori DIELETTRICO La proprietà fondamentale del condensatore, di accogliere e di conservare cariche elettriche, prende il nome di capacità. d S C = Q V Q è la
Componenti elettronici Condensatori Condensatori DIELETTRICO La proprietà fondamentale del condensatore, di accogliere e di conservare cariche elettriche, prende il nome di capacità. d S C = Q V Q è la