Prototipazione Rapida
|
|
|
- Bonifacio Marinelli
- 8 anni fa
- Visualizzazioni
Transcript
1 Introduzione Prototipo Prototipazione rapida Tecniche di prototipazione rapida I processi consolidati Stereolitografia Solid Ground Curing Selective Laser Sintering Fused Deposition Modeling Laminated Object Manufacturing Le tecniche emergenti Multi Jet Modelling (MJM) Ballistic Particle Manufacturing (MJM) Sanders Prototype Inc (SPI) Three Dimensional Printing (3DP) I sistemi in fase di sviluppo Caratteristiche riepilogative Rapid Tooling 1
 Three Dimensional Printing (3DP) I sistemi in fase di sviluppo Caratteristiche")
2 Introduzione Modi generali di classificare una tecnologia: Interazione energetica pezzo-sistema: Forma d energia Caratteristiche pezzo durante la trasformazione: Stato della materia Variazione di massa Tipo di interazione: Superficiale Volumetrica 2

3 Criteri di classificazione di una tecnologia di produzione in funzione della variazione di massa: Asportazione di materiale: asportazione di truciolo lavorazioni non convenzionali Formatura di materiale: fusione deformazione plastica Aggiunta di materiale: prototipazione rapida 3

4 PROTOTIPO E la prima esplicitazione dell idea progettuale, quindi rappresenta il primo oggetto di una serie, ma ha valenze diverse in relazione alle tipologie di prodotto per un azienda che produce satelliti il prototipo è il prodotto finale per un azienda che produce penne a sfera lo sviluppo del prodotto può richiedere alcune decine di prototipi Scopo: verifiche di stile (analisi visive, studi di tipo ergonomico, etc) prove funzionali prove di montaggio (verifica degli accoppiamenti tra le parti) realizzazione di un master da utilizzare per la creazione di uno stampo per la replica dell oggetto 4
 realizzazione di un master da utilizzare per la creazione di uno stampo per la replica dell")
5 TIPOLOGIE di Prototipi Prototipi concettuali Prototipi funzionali Prototipi tecnici Prototipi preserie Obiettivi Valutazione della forma Verifiche di montaggio Analisi delle difficoltà tecnologiche Analisi delle sollecitazioni con metodi fotoelastici Valutazione delle prestazioni con prove funzionali Ottimizzazione del prodotto per la funzione Valutazione delle prestazioni del prodotto e del ciclo di fabbricazione Ottimizzazione delle tecnologie di fabbricazione Valutazione finale del prodotto (sono ammesse poche modifiche marginali) Materiale qualsiasi simile Molto simile definitivo Tecnologia di fabbricazione non è considerato non è considerato simile definitiva 5
 Materiale qualsiasi simile Molto simile definitivo Tecnologia di fabbricazione non è considerato non è considerato simile definitiva")
6 PROTOTIPAZIONE RAPIDA Tradizionalmente la realizzazione di prototipi è assegnata a modellisti, che sulla base delle indicazioni dei progettisti e dei disegnatori, li realizzano manualmente con costi e tempi assai elevati. La PROTOTIPAZIONE RAPIDA (RP) è una tecnologia innovativa che rende possibile la produzione, in poche ore e senza l uso di utensili, di oggetti di geometria comunque complessa, direttamente dal modello matematico dell oggetto realizzato su di un sistema CAD tridimensionale. Concetto base Ogni elemento può essere pensato come un unione di tante sezioni di spessore infinitesimo. Il prototipo viene così realizzato sezione dopo sezione, trasformando in tal modo il problema tridimensionale in bidimensionale. 6

7 CRONOLOGIA: fine anni Settanta: gli americani Herbert e Hull e il giapponese Kodama sviluppano indipendentemente un sistema di solidificazione selettiva di un fotopolimero per costruire un oggetto tridimensionale per strati successivi 1986: Hull brevetta un sistema che chiama stereolitografia : si sviluppa la maggior parte dei sistemi alternativi di RP 1987: la 3D System presenta la prima macchina (SLA1) 1989: la macchina SLA 250 viene posta in commercio dalla 3D System : vengono commercializzate le macchine Cubital, DTM, EOS, Helysys, Stratasys con tecnologie alternative alla stereolitografia 1994: la Sanders commercializza la prima macchina RP avente un costo inferiore ai $ 1996: la 3D System e la Stratasys introducono sul mercato i modellatori concettuali da destinare all ufficio tecnico dal 1996 ad oggi: diffusione in tutto il mondo di nuove tecniche RP 7

8 Altre denominazioni di Rapid prototyping Fast Prototyping Direct Cad Manufacturing Instant Manufacturing Rapid Manufacturing Solid Freeform Fabrication Material Incress Manufacturing Layer by layer Manufacturing Desktop Manufacturing 8

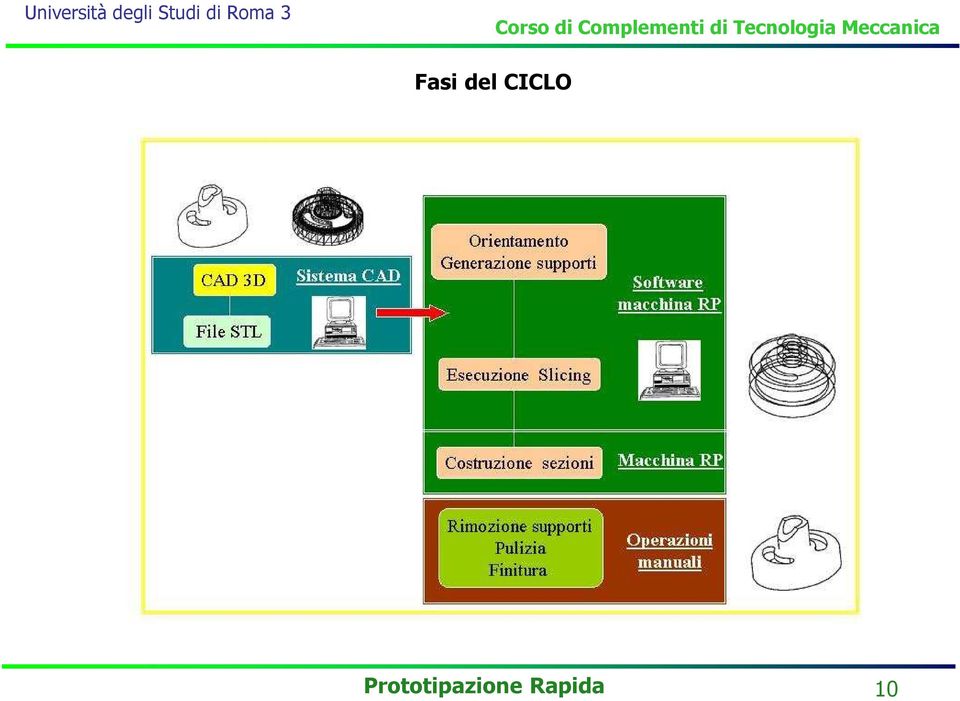
9 Fasi del CICLO 1. Trasformazione dell oggetto progettato al CAD in un formato compatibile con il SW di gestione della macchina RP (lo standard grafico tipico è.stl) 2. Lettura del file.stl da parte del SW della macchina RP per l esecuzione di: orientamento del pezzo per costruzione ottimale in termini di precisione dimensionale e rugosità superficiale generazione dei supporti, operazione necessaria per sostenere le parti sporgenti del pezzo 3. Esecuzione slicing per la definizione delle sezioni di costruzione 4. Definizione del file dati da inviare al calcolatore di gestione della macchina 5. Costruzione fisica delle varie sezioni del prototipo sulla macchina RP 6. Esecuzione dell eventuale post-trattamento 7. Rimozione dei supporti e finitura manuale del pezzo 9

10 Fasi del CICLO 10
11 File.STL Lo standard grafico.stl (Solid To Layer) è stato introdotto dalla società americana 3D System. Permette di rappresentare in maniera semplificata le superfici interne ed esterne del pezzo tramite faccette triangolari che per definizione sono piane. Pericolo di cracking del modello Si possono commettere degli errori nella realizzazione del file e quindi generare delle strutture che non possono essere costruite in quanto non hanno un senso dal punto di vista fisico. Occorre porre attenzione particolare alla chiusura ed alla connessione di tutte le superfici. 11

12 Orientamento: è importante sia per la rugosità superficiale sia per ridurre i tempi macchina. Oggetto da realizzare 12

13 Generazione dei supporti: evitano fenomeni di distorsione (ad es. curl distorsion) evitano l ancoraggio diretto sull elevatore che renderebbe difficoltosa la rimozione del modello devono essere robusti per sostenere il peso proprio del modello facilmente identificabili ed asportabili devono richiedere un consumo ridotto di resina disponibili procedure automatiche (mediante software) 13

14 Slicing: Intersezione del modello, completo di supporti, con una serie di piani la cui normale è parallela alla direzione di costruzione, per ottenere le singole sezioni ( s = 0,05 0,5 mm) Dalle fasi precedentemente descritte derivano due sorgenti di errore (da sommare ai limiti di precisione della macchina RP) : Facetting (o faccettatura): Errore dovuto alla approssimazione delle superfici con una serie di triangoli. L effetto può essere contenuto andando ad aumentare il numero di triangoli. Si appesantisce il modello CAD il tempo necessario alla elaborazione del file. 14

15 Staircase (o effetto scala): Errore dovuto alla costruzione di sezioni di spessore finito che determinano la rugosità superficiale del particolare. Attualmente i sistemi RP, operano con slicing fisso (a) e non con slicing adattivo (b). Consente la modifica dello spessore degli strati in funzione della curvatura La superficie reale è tenuta all interno dall operazione di slicing. 15

16 Tecniche di prototipazione rapida 16

17 17

18 Confronto tra sistemi di prototipazione convenzionale e rapida * * Studio condotto dalla Swinburne University of Technology 18

19 Vantaggi derivanti dalla introduzione di tecniche RP Vantaggi strategici: Costi e tempi inferiori per la realizzazione di modelli Riduzione del tempo di lancio del prodotto Possibilità di realizzare produzione simultanea Rapidità nello sviluppo e nella gestione delle modifiche del progetto Capacità di trovare errori e problemi di progetto nelle fasi di sviluppo Maggiore flessibilità Maggiore soddisfazione del cliente Maggiore competitività Vantaggi di produzione: Nella produzione di oggetti complessi le tecniche RP permettono di trovare errori prima di preparare e disegnare le attrezzature principali e ausiliarie I modelli possono essere usati per fusione a cera persa, per ottenere stampi in silicone o di metallo per oggetti in plastica Si riduce il numero complessivo di attrezzature di prova perché esse entrano in produzione solo quando è stato creato il prototipo Il modello matematico realizzato con un CAD 3D può essere interfacciato con altri sistemi di produzione assistita La qualità finale del manufatto migliora rispetto alle tecniche tradizionali 19

20 Svantaggi derivanti dalla introduzione di tecniche RP Svantaggi: I costi delle macchine sono attualmente elevati La velocità di fabbricazione del particolare è piuttosto bassa l integrità strutturale e la finitura superficiale sono ancora inferiori rispetto alle tecniche tradizionali 20

21 Classificazione delle Tecniche di PROCESSI CONSOLIDATI TECNICHE EMERGENTI SISTEMI IN FASE DI SVILUPPO 21
22 I processi consolidati Principali produttori Stereolitografia (SLA): basata sulla fotopolimerizzazione di una resina liquida sensibile alla radiazione ultravioletta emessa da una sorgente laser e focalizzata sul pelo liquido con un sistema di specchi. Solid Ground Curing (SGC): basata sulla fotopolimerizzazione di un fotopolimero ma utilizza un lampada ad ultravioletti che permette l indurimento contemporaneo dell intera sezione. Selective Laser Sintering (SLS): viene sfruttata la radiazione emessa da una sorgente laser CO 2 per sinterizzare polveri precompresse di materiali differenti su di una struttura di supporto. Fused Deposition Modeling (FDM): ciascuna sezione del prototipo viene realizzata mediante la deposizione di un polimero termoplastico mediante un ugello di estrusione. Laminated Object Manufacturing (LOM): basata sull incollaggio o sul taglio di fogli di carta per la costruzione del prototipo. Si utilizza carta prerivestita su un lato con politene per realizzare l incollaggio allo stato precedente e la radiazione laser per il taglio della sezione. 3D System e EOS Cubital DTM e EOS Stratasys Helysis 22
23 Stereolitografia (SLA) il primo brevetto di stereolitografia viene depositato nel 1986 da Charles Hull primo sistema di RP reso commercialmente disponibile dalla società californiana 3D Systems (1987) il più diffuso sul mercato mondiale (oltre 700 installazioni) SLA è l abbreviazione di StereoLitographic Apparatus coinvolge quattro differenti tecnologie: laser, ottica, chimica dei fotopolimeri, software Si basa sulla polimerizzazione mediante una sorgente laser di una resina liquida fotosensibile 23
24 Una resina fotopolimerica viene investita da una sorgente laser che fa solidificare il profilo voluto. La radiazione giunge al materiale dopo essere stata riflessa da prismi a partire da un laser di qualche decina di watt. Al termine di questa fase una lama livellatrice rende uniforme il piano solido che viene abbassato e successivamente ricoperto con nuova resina. L oggetto viene costruito strato per strato dal basso verso l alto. I supporti devono essere integrati nel progetto (con l aiuto del software di gestione) e vengono rimossi al termine della lavorazione 24
25 IL PROCESSO preparazione del file macchina, fotopolimerizzazione, pulizia, post-trattamento, finitura a partire dal file.stl del modello CAD tridimensionale PREPARAZIONE del file macchina Avviene su workstation, e prevede: - l esecuzione dello slicing, per ricavare le sezioni del modello - la generazione dei supporti, ove necessari, per il sostegno del modello durante la fase di costruzione 25
26 FOTOPOLIMERIZZAZIONE Il fascio di una sorgente laser (P decine di mw) viene focalizzato, sotto il controllo del calcolatore, mediante un opportuno sistema di ottica, sulla superficie della vasca contenente la resina liquida Sorgenti laser a gas HeCd : bassi costi di acquisto e gestione, basso assorbimento, limitata potenza di uscita, limitata produttività, macchine più piccole Ar+ : potenza di uscita più elevata e costi di acquisto e gestione maggiori, macchine più grandi Sorgenti laser allo stato solido Nd:YVO: lavora in modalità pulsata, garantisce maggiore durata di vita rispetto alle altre sorgenti 26
27 L interazione sorgente laser - fotopolimero innesca una reazione chimica a catena che ha per effetto la solidificazione di esso. Per ragioni di tempo di polimerizzazione, il laser non può solidificare integralmente la sezione ma si limita al suo profilo e ad un certo numero di linee che congiungono il perimetro (hatch). La loro geometria influenza la distorsione del modello. 27
28 Una volta realizzata la prima sezione del pezzo, su una piastra di acciaio forata denominata elevatore, questa si abbassa di una quantità pari allo spessore di fotopolimero solidificato ( mm). Inizia quindi la fase di ricoprimento e livellamento: una lama ricopre la sezione appena costruita con uno strato di fotopolimero liquido. Alcuni µm dello strato indurito a contatto con l atmosfera rimangono liquidi, poiché l ossigeno inibisce la reazione chimica, e questo agevola la successiva adesione tra gli strati. Il pezzo prodotto (green part) contiene liquido intrappolato al suo interno e anche le pareti non sono completamente polimerizzate. 28
29 PULIZIA - estrazione del pezzo dalla vasca. - eliminazione della resina liquida con isopropanolo - successiva applicazione di acetone. POST-TRATTAMENTO - esposizione ad una lampada a raggi ultravioletti per completare il processo di fotopolimerizzazione sia delle parti già solidificate che della resina liquida intrappolata all interno del pezzo (red part). Durata del post-trattamento: 1 12 ore in funzione del tipo di resina utilizzata, della complessità del pezzo e delle sue dimensioni FINITURA - asportazione dei supporti - finitura manuale del prototipo. - successiva verniciatura, sabbiatura o altra finitura superficiale 29
30 Elevatore e sistema di livellamento (3D System) A: abbassamento elevatore e attesa perché vengano riempite tutte le cavità B: sollevamento sopra il pelo libero C: livellamento. La lama è ad una distanza dal pezzo pari allo spessore degli strati 30
31 Elevatore e sistema di livellamento (3D System) D: posizionamento per la formazione dello strato successivo E: attesa per il ritorno del livello naturale della resina F: il processo può riprendere. Una sequenza così complessa ( 45 s per strato) è necessaria per limitare la formazione di cavità all interno del prototipo 31
32 Elevatore e sistema di livellamento (EOS) A: abbassamento elevatore di uno spessore B: distribuzione resina liquida C: livellamento D: il processo può riprendere Questa strategia attiva riduce i tempi di questa fase ( 20 s per strato) e limita la probabilità di produrre vuoti 32
33 Fattori che influenzano la qualità del prodotto 33
34 Proprietà del materiale influenti sulla qualità del prodotto viscosità: influenza l uniformità e la precisione del ricoprimento ed è legata al ritiro volumetrico bassa alta elevati ritiri elevati tempi di ricoprimento tensione superficiale: capacità della resina liquida di bagnare lo strato polimerizzato uniformità e stabilità: la seperazione dei componenti della resina determina un comportamento non uniforme, pregiudicando la qualità del pezzo 34
35 Parametri macchina influenti sulla qualità del prodotto potenza del laser: la distribuzione dell irraggiamento deve essere gaussiana per ottenere una perfetta polimerizzazione sistema di focalizzazione del laser precisione e ripetibilità di posizionamento dell elevatore garantiscono la costanza dello spessore e l allineamento delle sezioni sequenza di ricoprimento (altezza costante, velocità) 35
36 Parametri di processo influenti sulla qualità del prodotto spessore dello strato: compromesso tra la rugosità ed i tempi di costruzione velocità di scansione: compromesso tra gli errori del sistema di focalizzazione ed i tempi di costruzione strategia di scansione: la polimerizzazione degli strati sempre nella stessa direzione causa il concentramento del ritiro in certe zone hatch (strategia di riempimento) compensazione: parametri per compensare ritiro e distorsioni, funzione del materiale e della geometria del pezzo 36
37 Curl distorsion Si verifica in presenza di parti sporgenti come conseguenza del ritiro di ciascuno strato Il primo strato è libero di ritirarsi Il ritiro del secondo strato è vincolato dallo strato sottostante Introduce grosse deformazioni del pezzo, rotture e delaminazioni Può essere ridotto con appositi supporti che vincolano il primo strato 37
38 I MATERIALI fotopolimero acrilico (bassa viscosità) produzione di modelli estetici o repliche anatomiche, dove il tempo di costruzione è più importante della precisione del pezzo fotopolimero epossidico (elevata viscosità) produzione di prototipi funzionali, dove è fondamentale minimizzare gli errori geometrici resine per la produzione di elementi assimilabili ad elastomeri resine viniliche per applicazioni di microfusione Principali caratteristiche : elevata reattività alla radiazione laser utilizzata viscosità stabile e controllabile limitata volatilità limitata tossicità basso ritiro bassa energia di attivazione buone proprietà meccaniche dopo la polimerizzazione 38
39 LE MACCHINE Macchine 3D System SLA190 SLA250 SLA350 SLA500 Dimensioni max del pezzo (mm) 190x190 x x250 x x350 x x508 x584 Tipo laser HeCd HeCd Nd:YV04 Ar+ Durata min laser (h) Potenza del laser (mw) Dimensioni dello spot (mm) Velocità di scansione (m/s) Risoluzione elevatore (mm) Ripetibilità pos. elevatore (mm) Max peso sopportato (kg) Capacità della vasca (l) Spessore min strato (mm) Ingombro (m) 0.7x1.2 x x1.2 x x 1.02x2 3.5x1.8 x1.8 Peso (kg) Precisione dichiarata (mm) ±0.2 ±0.2 ±0.1 ±0.2 Costo di massima ($)
40 LE MACCHINE Macchine EOS Stereos Desktop Stereo max 600 Dimensioni massime del pezzo (mm) 250x250 x x600 x400 Tipo di laser HeCd Nd:YAG Durata minima laser (h) Potenza del laser (mw) Dimensioni dello spot (mm) Velocità di scansione (m/s) Fino a 2 Fino a 10 Spessore minimo strato (mm) Capacità della vasca (l) Ingombro (m) 1.25x0.7x x2x2.2 Peso (kg) Precisione dichiarate (mm) ±0.1 ±0.1 Costo di massima ($)
41 Solid Ground Curing (SGC) è stata sviluppata dalla Cubital Ltd., una società di ricerca e sviluppo del gruppo Scitex fondata nel 1987 dalla Harwix GmbH, dalla Cial Electronics Industries, dalla stessa Scitex Corporation e da una gruppo di investitori privati unico produttore e depositario dei brevetti è la società israeliana Cubital (sedi sussidiarie: Stati Uniti e Germania) l obiettivo è quello di eliminare i due inconvenienti della stereolitografia: la generazione dei supporti ed il post-trattamento Si basa sulla polimerizzazione mediante una lampada ad ultravioletti di un fotopolimero 41
42 IL PROCESSO PREPARAZIONE del file macchina Fase 1 un sottile strato di fotopolimero liquido viene deposto su di una tavola portapezzo movimentata da un elevatore la sezione generata dal software viene utilizzata per produrre, su un una lastra di vetro, una maschera che riproduce in negativo la sezione stessa (simile al toner nelle fotocopiatrici) la lastra di vetro viene posizionata al di sopra dell elevatore e la successiva esposizione alle radiazioni ultraviolette generate da una lampada consente la solidificazione dell intera sezione del prototipo 42
43 Fase 2 l elevatore trasla sotto una stazione di aspirazione per eliminare la resina non polimerizzata Fase 3 sull'intera superficie viene deposto uno strato di cera liquida che immediatamente dopo verrà solidificata impiegando una piastra raffreddata Fase 4 lo strato costituito da cera e resina solidificate viene fresato per ottenere una sezione di spessore costante; i trucioli vengono asportati con un dispositivo a depressione 43
44 Fase 5 l'elevatore si abbassa di una quantità pari allo spessore della sezione costruita, la lastra di vetro viene ripulita, un nuovo sottile strato di fotopolimero viene deposto sull'elevatore e il processo riprende fino al completamento del prototipo CICLO Al termine si ottiene un blocco compatto di cera e resina solidificata. La cera viene eliminata mediante lavaggio finale con miscela di acqua e acido citrico a
45 Vantaggi rispetto alla stereolitografia Assenza di supporti Solidificazione contemporanea di tutta la sezione e quindi: tempi minori non necessaria la definizione dei riempimenti software più semplice riduzione deformazioni Assenza del post-trattamento Spessore delle sezioni più uniforme per effetto della lavorazione meccanica di ciascuno strato E possibile utilizzare resine ad alta viscosità che permettono di ridurre i ritiri di solidificazione Tempi di generazione di uno strato ( 70s) indipendenti dalla sezione Sorgente a ultravioletti meno costosa e di maggiore durata Assenza del sistema di focalizzazione 45
46 Svantaggi rispetto alla stereolitografia La divergenza delle radiazioni determina una leggera inclinazione del profilo della sezione Il blocco di cera ha sempre le stesse dimensioni. Per ridurre gli sprechi è imperativo ottimizzare il volume di lavoro producendo più elementi contemporaneamente La resina scartata, essendo mista a cera, non può essere recuperata Il sistema di aspirazione può causare bolle d aria tra gli strati Macchina più complessa rispetto alle altre tecniche 46
47 I MATERIALI 1. Fotopolimero: su base acrilica ad alta viscosità. Periodo di conservazione 6 mesi se protetti dalla luce e a T<50 C 2. Cera: solubile in acqua con punto di rammollimento di 65 C, densità di 1,2 g/cm 3, viscosità di 1500mPa/s a 67 C. Periodo di conservazione illimitato a T< 90 C 3. Toner: di tipo ionografico solido, sotto forma di polvere nera fine (10 20 µm), peso specifico 1,5 1,7 g/cm 3, punto di fusione superiore a 100 C. Periodo di conservazione illimitato 47
48 LE MACCHINE Sono attualmente in produzione due tipi di macchine: Solider 4600 Solider
49 Selective Laser Sintering (SLS) è stata sviluppata da Carl Deckard presso l'università del Texsas a Austin. Nel 1986 Paul F. McClure, venuto a conoscenza del lavoro di Deckard, fondò la Dtm Corporation. La società mise in commercio la prima macchina basata su questa tecnologia (la SLS Model 125) nel La Dtm inoltre collabora con le strutture del proprio socio di maggioranza, la BF Goodrich Company, per sviluppare nuovi materiali da utilizzare con questa tecnologia. Si basa sulla sinterizzazione mediante laser di polveri metalliche, polimeriche e sabbie rivestite 49
50 IL PROCESSO preparazione del file macchina, sinterizzazione delle sezioni, pulizia e finitura a partire dal file.stl del modello CAD tridimensionale PREPARAZIONE del file macchina Avviene su workstation, e prevede: - l esecuzione dello slicing, per ricavare la geometria delle singole sezioni del modello Non è necessaria la predisposizione di supporti per il sostegno delle parti sporgenti 50
51 SINTERIZZAZIONE DELLE SEZIONI Uno strato di polvere viene depositato dal rullo e pressato sull elevatore La camera è mantenuta in atmosfera inerte e a temperatura prossima a quella di fusione della polvere per: minimizzare l energia richiesta dal laser minimizzare gli effetti del cambiamento del volume indotto dal cambiamento di fase prevenire fenomeni di ossidazione del materiale 51
52 Il laser sinterizza i granelli di polvere dando origine al profilo della sezione. La polvere in eccesso viene recuperata ed utilizzata per lo strato successivo. Uso improprio della parola sinterizzazione : - fusione delle polveri in tempi rapidi - manca l effetto della pressione Raffreddamento lento per evitare fenomeni di distorsione. 52
53 PULIZIA E FINITURA Il pezzo viene estratto dal letto di polvere che lo circonda e pulito La finitura del pezzo non può essere effettuata con tela abrasiva, per eliminare la porosità delle superfici si ricorre quindi ad infiltrazioni di cera o a verniciatura con resina epossidica 53
54 I MATERIALI Cera per microfusione: costruzione di elementi destinati alla microfusione, problemi per la bassa temperatura di fusione Policarbonato: migliori precisioni dimensionali, non consente la costruzione di prototipi funzionali Nylon: elevate rugosità superficiali, consente la costruzione di prototipi funzionali Metallo rivestisto: polvere di acciaio rivestita di uno strato sottile di resina termoplastica True-Form: polvere costituita da particelle sferiche molto piccole di una particolare e brevettata resina termoplastica. Ottima finitura superficiale, buone tolleranze dimensionali, semplicità di finitura. Consente la costruzione di prototitpi concettuali precisi, master per stampi in silicone, applicazioni di microfusione 54
55 LE MACCHINE Soluzione costruttiva della DTM Può sinterizzare polveri di materiali aventi punto di fusione fino a 200 C. E dotata di un sistema per il cambio manuale rapido degli alimentatori della polvere Può essere impiegata per la costruzione di attrezzaggi metallici (rapid tooling) Sintestation 2000 Dimensioni massime pezzo (mm) F304x410 Sorgente laser CO 2 da 50 W Durata sorgente laser (h) Tempo di costruzione (mm/h) 5-30 Tempo per deposito polvere (s) 8-10 Precisione dichiarata (mm) ±0.25 Spessore strato (mm) Risoluzione piano XY (mm) 0.1 Ingombro (m) 2.9x1.5x1.9 Peso (kg) 4000 Potenza assorbita (kw) 4 Costo sistema base ($)
56 LE MACCHINE Soluzione costruttiva della EOS Il sistema differisce : nella geometria della camera di lavoro nel sistema di alimentazione e pressatura nel sistema di focalizzazione 56
57 LE MACCHINE Soluzione costruttiva della EOS P 350 M 250 S 350 S 700 Dimensioni massime pezzo (mm) 340x340 x x250 x x320 x x350 x350 Tipo laser CO2 CO2 CO2 CO2 Potenza laser (W) da 50 Velocità scansione (m/s) <2 <2 <2.5 <2.5 Precisione posizionamento spot (mm) ±0.1 ±0.05 ±0.1 ±0.1 Spessore strato (mm) Ingombro (m) 2x1.2x x1.1x2 2x1.2x1.9 2x2x1.6 Peso (kg) Precisione dichiarata (mm) ±0.2 ±0.2 ±0.2 ±0.2 Costo di massima ($) P 350 M 250 S 350 Polveri di materiali termoplastici Polveri metalliche sabbie prerivestite 57
58 Fused Deposition Modelling (FDM) sviluppata da Scott Crump, presidente della Stratasys Inc. di Minneapolis nel 1988 la prima macchina (la 3D Modeler) è stata introdotta sul mercato nel 1992 in base ad un accordo tra Stratasys e IBM nel marzo 1996 viene annunciato un nuovo prodotto, battezzato Genesys, pubblicizzato come stampante tridimensionale è una tecnologia che utilizza materiali differenti (termoplastici, cera per microfusione) sottoforma di fili per la costruzione del proptotipo Si basa sulla deposizione a filo di polimeri termoplastici 58
59 IL PROCESSO preparazione del file macchina, costruzione delle sezioni, pulizia e finitura a partire dal file.stl del modello CAD tridimensionale PREPARAZIONE del file macchina Avviene su workstation, e prevede: - la predisposizione dei supporti, ove necessari, per il sostegno delle parti sporgenti - l esecuzione dello slicing, per ricavare la geometria delle singole sezioni del modello 59
60 COSTRUZIONE DELLE SEZIONI Sotto il controllo del calcolatore di processo, la testa di estrusione deposita il filo allo stato fuso muovendosi nel piano XY La temperatura di estrusione è tale che lo strato appena deposto si aggrappa stabilmente alla sezione inferiore Una volta realizzati i perimetri interni ed esterni della sezione questi vengono collegati con un certo numero di nervature, per incrementare la resistenza meccanica del prototipo Dopo che una sezione è stata costruita il piano di lavoro si abbassa e ricomincia il ciclo 60
61 PULIZIA E FINITURA E sufficiente eliminare i supporti ed eseguire la finitura manuale per migliorare la rugosità delle superfici del pezzo Sono possibili lavorazioni successive e la verniciatura È un processo pulito dal punto di vista dell impatto ambientale e non sono necessarie precauzioni per la sicurezza degli operatori La qualità del prodotto è fortemente legata alla temperatura della testa di estrusione e della camera di lavoro Ottimo rapporto qualità/prezzo 61
62 I MATERIALI Termoplastici avvolti sottoforma di fili su bobine: Cera Poliammina P301 ABS P400 cera per microfusione poliamide P301 ABS P400 MABS Elastomero Per ogni materiale ne esiste un secondo con proprietà termo-meccaniche leggermente inferiori e colore diverso destinato ai supporti. Per non avere distorsioni nel prototipo le temperature di fusione dei due materiali non possono essere troppo diverse. Caratteristiche generali Colore Materiali termoplastici Marron e Trasparente Bianco Densità specifica a 20 (g/cm 3 ) Temperatura di rammollimento ( C) Temperatura di fusione ( C) Carico di rottura (MPa) Resistenza a flessione (MPa) Modulo elastico (MPa) Modulo di flessione (MPa) Allungamento a rottura (%) > Resilienza (J/m) Durezza (Shore D) Costo ($/kg)
63 LE MACCHINE La camera di lavoro è termicamente isolata e durante la fase di costruzione viene mantenuta a temperatura costante. Il cuore del sistema è la testa di estrusione che fonde il materiale e lo deposita tramite un ugello calibrato. La testa di estrusione è specifica per ogni coppia di materiali del modello e dei supporti. FDM 1650 FDM 8000 Dimensioni massime del pezzo (mm) 254 x 254 x x 421 x 610 Larghezza strato (mm) Da a 2.54 Da a 2.54 Spessore dello strato (mm) Da 0.05 a Da 0.05 a Temperatura ugello estrusione ( C) Ingombro (m) 0.66 x 0.93 x Peso (kg) Precisione dichiarata (mm) ± ± Costo di massima ($) Le macchine sono dotate di un sistema per il cambio rapido delle teste e dei materiali di costruzione. Le macchine sono progettate per funzionare stabilmente in condizioni di non presidio. 63
64 Laminated Object Manufacturing (LOM) sviluppata nel 1985 da Michael Feygin, presidente della Hydronetics, Inc., la cui sede si trovava allora a Chigago tecnologia scarsamente diffusa per la lentezza, per problemi dimensionali di notevole imprecisione e per la deperibilità dei prototipi tecnica idonea a costruire prototipi di grandi dimensioni in tempi ridotti rispetto a quanto si può ottenere con gli altri sistemi rp Si basa sull incollaggio progressivo di fogli di carta 64
Per Prototipazione Rapida (Rapid Prototyping) si intende la realizzazione in poco tempo di un prototipo con costi molto contenuti.
 si intende la realizzazione in poco tempo di un prototipo con costi molto contenuti.") La Prototipazione Rapida Per Prototipazione Rapida (Rapid Prototyping) si intende la realizzazione in poco tempo di un prototipo con costi molto contenuti. Un prototipo può essere usato per: o Verifiche
La Prototipazione Rapida Per Prototipazione Rapida (Rapid Prototyping) si intende la realizzazione in poco tempo di un prototipo con costi molto contenuti. Un prototipo può essere usato per: o Verifiche
Definizione. Tecniche di prototipazione rapida. Layer Manufacturing. Confronto. Applicabilità delle tecniche RP. Caratteristiche delle tecniche RP
 Tecniche di prototipazione rapida Definizione Prototipazione rapida (RP): classe di tecnologie che consentono di costruire modelli fisici anche complessi partendo direttamente dalle rappresentazioni CAD
Tecniche di prototipazione rapida Definizione Prototipazione rapida (RP): classe di tecnologie che consentono di costruire modelli fisici anche complessi partendo direttamente dalle rappresentazioni CAD
FABBRICAZIONE ADDITIVA: L ARTIGIANATO DEL FUTURO?
 FABBRICAZIONE ADDITIVA: L ARTIGIANATO DEL FUTURO? Prof. Ing. Monica Carfagni Replicatore Star Trek La Prototipazione Rapida è una tecnologia innovativa che consente la produzione di oggetti di geometria
FABBRICAZIONE ADDITIVA: L ARTIGIANATO DEL FUTURO? Prof. Ing. Monica Carfagni Replicatore Star Trek La Prototipazione Rapida è una tecnologia innovativa che consente la produzione di oggetti di geometria
CLASSIFICAZIONE DELLE TECNICHE
 CLASSIFICAZIONE DELLE TECNICHE Tecniche FA Polvere Liquido Solido 1 Componente 1 Componente + legante Selective Laser Sintering 3 Dimensional Printing Incollaggio Laminate Object Man. Estrusione Fused
CLASSIFICAZIONE DELLE TECNICHE Tecniche FA Polvere Liquido Solido 1 Componente 1 Componente + legante Selective Laser Sintering 3 Dimensional Printing Incollaggio Laminate Object Man. Estrusione Fused
ITIS OTHOCA ORISTANO PROGRAMMAZIONE AUTOMATICA CAM. Prof. Ignazio Peddis A.S. 2007/08
 ITIS OTHOCA ORISTANO PROGRAMMAZIONE AUTOMATICA CAM Prof. Ignazio Peddis A.S. 2007/08 Programmazione automatica CAM Il CAM (Computer Aided Manufacturing) è una tecnologia mediante la quale si realizza l'integrazione
ITIS OTHOCA ORISTANO PROGRAMMAZIONE AUTOMATICA CAM Prof. Ignazio Peddis A.S. 2007/08 Programmazione automatica CAM Il CAM (Computer Aided Manufacturing) è una tecnologia mediante la quale si realizza l'integrazione
Stampa 3D per le imprese P rototipazione e produzione. Cinetica 3d Marika Rugani - Cristian Serafini Dott. Daniele Boschi
 Stampa 3D per le imprese P rototipazione e produzione Cinetica 3d Marika Rugani - Cristian Serafini Dott. Daniele Boschi Cos'è la stampa 3d Trasformare un'idea progettuale in un modello fisico in tempi
Stampa 3D per le imprese P rototipazione e produzione Cinetica 3d Marika Rugani - Cristian Serafini Dott. Daniele Boschi Cos'è la stampa 3d Trasformare un'idea progettuale in un modello fisico in tempi
Progettazione CAD/CAM II
 Università degli Studi di Ferrara Facoltà di Scienze MM.FF.NN. CdL in Tecnologie Fisiche Innovative Progettazione CAD/CAM II Prof. Nicola Baldanza Prof. Michele Benedetti Prototipazione Rapida La prototipazione
Università degli Studi di Ferrara Facoltà di Scienze MM.FF.NN. CdL in Tecnologie Fisiche Innovative Progettazione CAD/CAM II Prof. Nicola Baldanza Prof. Michele Benedetti Prototipazione Rapida La prototipazione
La stampa 3D non è quindi possibile senza il disegno CAD 3D dell'oggetto.
 COS È LA STAMPA 3D https://www.youtube.com/watch?v=n1nrcb8p18y La STAMPA 3D è la denominazione di un insieme di varie tecnologie di produzione automatica additiva, a strati, grazie alle quali si rende
COS È LA STAMPA 3D https://www.youtube.com/watch?v=n1nrcb8p18y La STAMPA 3D è la denominazione di un insieme di varie tecnologie di produzione automatica additiva, a strati, grazie alle quali si rende
TECNOLOGIE INNOVATIVE RAPID PROTOTYPING & MANUFACTURING
 TECNOLOGIE INNOVATIVE RAPID PROTOTYPING & MANUFACTURING I.P.S.I.A. Amantea & EUROCOMIND DALL IDEA AL PRODOTTO FINITO Il Ciclo Di Sviluppo Tradizionale il secolo XX, con la rivoluzione industriale e la
TECNOLOGIE INNOVATIVE RAPID PROTOTYPING & MANUFACTURING I.P.S.I.A. Amantea & EUROCOMIND DALL IDEA AL PRODOTTO FINITO Il Ciclo Di Sviluppo Tradizionale il secolo XX, con la rivoluzione industriale e la
Periferiche di hardcopy 2D e 3D
 Knowledge Aided Engineering Manufacturing and Related Technologies Dipartimento di Ingegneria Industriale Università di Parma Periferiche di hardcopy 2D e 3D Motivazione sono necessari documenti permanenti,
Knowledge Aided Engineering Manufacturing and Related Technologies Dipartimento di Ingegneria Industriale Università di Parma Periferiche di hardcopy 2D e 3D Motivazione sono necessari documenti permanenti,
Sviluppo dei sistemi 3D
 Sviluppo dei sistemi 3D Istituto Berenini Fidenza, 24 maggio 2016 IERI Dal disegno 2D al disegno 3D È sempre stato necessario disegnare il profilo dell oggetto da realizzare indicando dimensioni e tolleranze
Sviluppo dei sistemi 3D Istituto Berenini Fidenza, 24 maggio 2016 IERI Dal disegno 2D al disegno 3D È sempre stato necessario disegnare il profilo dell oggetto da realizzare indicando dimensioni e tolleranze
PROTOTIPAZIONE RAPIDA (RP)
") Università degli Studi di Lecce Facoltà di Ingegneria Corso di Laurea in Ingegneria dei Materiali PROTOTIPAZIONE RAPIDA (RP) Carola Esposito Corcione DEFINIZIONI La prototipazione rapida (RP) è una tecnologia
Università degli Studi di Lecce Facoltà di Ingegneria Corso di Laurea in Ingegneria dei Materiali PROTOTIPAZIONE RAPIDA (RP) Carola Esposito Corcione DEFINIZIONI La prototipazione rapida (RP) è una tecnologia
DI LUCE SEGNALI. FUTURi. di John Borell, Stephen Lee (*) (*)John Borell lavora alla Steel Art Company, costruttore Americano di insegne luminose.
 (*)John Borell lavora alla Steel Art Company, costruttore Americano di insegne luminose.") FUTURi SEGNALI DI LUCE I SISTEMI PER TAGLIO LASER OFFRONO IMPORTANTI VANTAGGI RISPETTO ALLE TECNICHE TRADIZIONALI NELLA LAVORAZIONE DI MATERIALI ACRILICI CON CUI VENGONO REALIZZATE GRAN PARTE DELLE MODERNE
FUTURi SEGNALI DI LUCE I SISTEMI PER TAGLIO LASER OFFRONO IMPORTANTI VANTAGGI RISPETTO ALLE TECNICHE TRADIZIONALI NELLA LAVORAZIONE DI MATERIALI ACRILICI CON CUI VENGONO REALIZZATE GRAN PARTE DELLE MODERNE
La Fabbricazione Additiva e Industria 4.0
 La Fabbricazione Additiva e Industria 4.0 Una rivoluzione tecnologica già alle nostre porte Piero Mattirolo AdMil srl Strada Savonesa 9, 15057 Tortona AL www.fabbricaverde.it Metalli: le principali tecnologie
La Fabbricazione Additiva e Industria 4.0 Una rivoluzione tecnologica già alle nostre porte Piero Mattirolo AdMil srl Strada Savonesa 9, 15057 Tortona AL www.fabbricaverde.it Metalli: le principali tecnologie
METODI DI PROTOTIPAZIONE RAPIDA E ATTREZZAGGIO RAPIDO
 METODI DI PROTOTIPAZIONE RAPIDA E ATTREZZAGGIO RAPIDO La moderna industria, sotto la spinta della globalizzazione, è costretta oggi a tempi di sviluppo ed industrializzazione dei prodotti sempre minori.
METODI DI PROTOTIPAZIONE RAPIDA E ATTREZZAGGIO RAPIDO La moderna industria, sotto la spinta della globalizzazione, è costretta oggi a tempi di sviluppo ed industrializzazione dei prodotti sempre minori.
La Stampa 3D e la. Rapida
 La Stampa 3D e la Prototipazione Rapida CENNI STORICI FOCUS TECNOLOGIE RP PER USO PROFESSIONALE Index SLA, SLS, FDM, OBJET, Prototipi in metallo, Finiture BOOM DELLA STAMPA 3D INSTALLAZIONI DI STAMPANTI
La Stampa 3D e la Prototipazione Rapida CENNI STORICI FOCUS TECNOLOGIE RP PER USO PROFESSIONALE Index SLA, SLS, FDM, OBJET, Prototipi in metallo, Finiture BOOM DELLA STAMPA 3D INSTALLAZIONI DI STAMPANTI
Prototipazione rapida: tecniche e applicazioni
 Prototipazione rapida: tecniche e applicazioni Piano della presentazione La Prototipazione Rapida Classificazione delle tecniche di P.R. in funzione dell utilizzo Classificazione delle tecniche di P.R.
Prototipazione rapida: tecniche e applicazioni Piano della presentazione La Prototipazione Rapida Classificazione delle tecniche di P.R. in funzione dell utilizzo Classificazione delle tecniche di P.R.
Lavorazioni e trattamenti superficiali dei metalli.
 Lavorazioni e trattamenti superficiali dei metalli. Cosa può offrire General Steel? General Steel rappresenta una realtà aziendale strategicamente diversificata in quanto l obbiettivo finale è quello di
Lavorazioni e trattamenti superficiali dei metalli. Cosa può offrire General Steel? General Steel rappresenta una realtà aziendale strategicamente diversificata in quanto l obbiettivo finale è quello di
Riscaldatori a cartuccia
 Riscaldatori a cartuccia Cartuccia Pg01 di 14 2011-01 E.M.P. Srl - Italy - www.emp.it Riscaldatori a cartuccia HD Alta densità di potenza Descrizione La tecnologia costruttiva dei riscaldatori a cartuccia
Riscaldatori a cartuccia Cartuccia Pg01 di 14 2011-01 E.M.P. Srl - Italy - www.emp.it Riscaldatori a cartuccia HD Alta densità di potenza Descrizione La tecnologia costruttiva dei riscaldatori a cartuccia
00_about us. Via Console Marcello 8, 20156 Milano 02 39217037
 00_about us La nostra visione della stampa 3d Utilizziamo le tecnologie di stampa 3d in ambiti che vanno anche al di fuori della semplice prototipazione; Sfruttiamo i processi di stampa anche per la realizzazione
00_about us La nostra visione della stampa 3d Utilizziamo le tecnologie di stampa 3d in ambiti che vanno anche al di fuori della semplice prototipazione; Sfruttiamo i processi di stampa anche per la realizzazione
IL PROBLEMA DEL PRODURRE
 IL PROBLEMA DEL PRODURRE IL CICLO TECNOLOGICO E I PROCESSI PRIMARI E SECONDARI Ing. Produzione Industriale - Tecnologia Meccanica Processi primari e secondari - 1 IL CICLO TECNOLOGICO Il ciclo tecnologico
IL PROBLEMA DEL PRODURRE IL CICLO TECNOLOGICO E I PROCESSI PRIMARI E SECONDARI Ing. Produzione Industriale - Tecnologia Meccanica Processi primari e secondari - 1 IL CICLO TECNOLOGICO Il ciclo tecnologico
International Textil Education. Machinery Division. Manuale per la stampa a trasferimento termico
 Machinery Division Manuale per la stampa a trasferimento termico Manuale per la stampa a trasferimento termico STAMPA A TRASFERIMENTO TERMICO.....4 Principio di funzionamento.4 SRUTTURA INTERNA...5 Testina
Machinery Division Manuale per la stampa a trasferimento termico Manuale per la stampa a trasferimento termico STAMPA A TRASFERIMENTO TERMICO.....4 Principio di funzionamento.4 SRUTTURA INTERNA...5 Testina
Stampanti 3D Analisi settoriale
 Analisi settoriale Analisi della concorrenza Rapid Prototyping Dati macroeconomici Secondo dati Wholers Associates, nell anno 2011 il comparto delle stampanti 3D è cresciuto globalmente del 29,4%. Nel
Analisi settoriale Analisi della concorrenza Rapid Prototyping Dati macroeconomici Secondo dati Wholers Associates, nell anno 2011 il comparto delle stampanti 3D è cresciuto globalmente del 29,4%. Nel
Die-casting Steel Solution
 Die-casting Steel Solution for Corrado Patriarchi 1 Acciai da utensili destinati alla deformazione a caldo di metalli e le loro leghe mediante procedimenti di stampaggio, estrusione, pressofusione. Vengono
Die-casting Steel Solution for Corrado Patriarchi 1 Acciai da utensili destinati alla deformazione a caldo di metalli e le loro leghe mediante procedimenti di stampaggio, estrusione, pressofusione. Vengono
GMG s.n.c. di Moretti Massimo & c. via XX settembre n 15 48024 Massa Lombarda (RA Tel/fax 0545 82966
 Oggetto: progetto stampante solida per materiali ceramici Punti da rispettare 1) apparato a controllo numerico per formare oggetti tridimensionali in materiali sinterizzabili ad alta temperatura 2) sviluppo
Oggetto: progetto stampante solida per materiali ceramici Punti da rispettare 1) apparato a controllo numerico per formare oggetti tridimensionali in materiali sinterizzabili ad alta temperatura 2) sviluppo
SETTORI DI APPLICAZIONE
 SETTORI DI APPLICAZIONE TECNOLOGIA DI FUSIONE Le richieste che arrivano dal settore della pressofusione sono sempre più esigenti in termini di assenza di porosità, riduzione del peso, alta resistenza e
SETTORI DI APPLICAZIONE TECNOLOGIA DI FUSIONE Le richieste che arrivano dal settore della pressofusione sono sempre più esigenti in termini di assenza di porosità, riduzione del peso, alta resistenza e
Servizio di Prototipazione Rapida 3D Printer
 Servizio di Prototipazione Rapida 3D Printer La Prototipazione Rapida (RP) è una tecnologia innovativa che rende possibile la produzione, in poche ore e senza l'uso di utensili, di oggetti di geometria
Servizio di Prototipazione Rapida 3D Printer La Prototipazione Rapida (RP) è una tecnologia innovativa che rende possibile la produzione, in poche ore e senza l'uso di utensili, di oggetti di geometria
CLASSIFICAZIONE DELLE LAVORAZIONI MECCANICHE
 CLASSIFICAZIONE DELLE LAVORAZIONI MECCANICHE Le lavorazioni meccaniche possono essere classificate secondo diversi criteri. Il criterio che si è dimostrato più utile, in quanto ha permesso di considerare
CLASSIFICAZIONE DELLE LAVORAZIONI MECCANICHE Le lavorazioni meccaniche possono essere classificate secondo diversi criteri. Il criterio che si è dimostrato più utile, in quanto ha permesso di considerare
METODOLOGIA DI REALIZZAZIONE DI UN PORTAMOZZO: DALLA FUSIONE IN GRAVITA ALLA FUSIONE IN BASSA PRESSIONE
 UNIVERSITA DEGLI STUDI DI BERGAMO FACOLTA DI INGEGNERIA MECCANICA METODOLOGIA DI REALIZZAZIONE DI UN PORTAMOZZO: DALLA FUSIONE IN GRAVITA ALLA FUSIONE IN BASSA PRESSIONE Sommario Obiettivo Il progetto
UNIVERSITA DEGLI STUDI DI BERGAMO FACOLTA DI INGEGNERIA MECCANICA METODOLOGIA DI REALIZZAZIONE DI UN PORTAMOZZO: DALLA FUSIONE IN GRAVITA ALLA FUSIONE IN BASSA PRESSIONE Sommario Obiettivo Il progetto
mediante l aggiunta localizzata di materiale metallico e/o ceramico (vedi foto) strato per strato.
 strato per strato.") L ATTREZZATURA: Presso il laboratorio Te.Si. sono presenti 4 tecnologie di Additive Manufacturing (AM): una sinterizzatrice per polveri metalliche/ceramiche, due stampanti 3D per il macro-additive Manufacturing,
L ATTREZZATURA: Presso il laboratorio Te.Si. sono presenti 4 tecnologie di Additive Manufacturing (AM): una sinterizzatrice per polveri metalliche/ceramiche, due stampanti 3D per il macro-additive Manufacturing,
CHE COSA CAMBIA CON LA NUOVA NORMA EUROPEA PER PROFILI IN PVC UNI EN 12608
 COSTRUIRE SERRAMENTI IN PVC CHE COSA CAMBIA CON LA NUOVA NORMA EUROPEA PER PROFILI IN PVC UNI EN 12608 1 La norma europea rivolta alla definizione delle caratteristiche dei profili in PVC per finestre
COSTRUIRE SERRAMENTI IN PVC CHE COSA CAMBIA CON LA NUOVA NORMA EUROPEA PER PROFILI IN PVC UNI EN 12608 1 La norma europea rivolta alla definizione delle caratteristiche dei profili in PVC per finestre
Capacità di assorbire una deformazione plastica senza rompersi: alta=duttile (es. oro) bassa=fragile (es. vetro)
 bassa=fragile (es. vetro)") Capacità di assorbire una deformazione plastica senza rompersi: alta=duttile (es. oro) bassa=fragile (es. vetro) E dipendente dalla temperatura:capacità di riposizionamento di difetti ed atomi (diffusione
Capacità di assorbire una deformazione plastica senza rompersi: alta=duttile (es. oro) bassa=fragile (es. vetro) E dipendente dalla temperatura:capacità di riposizionamento di difetti ed atomi (diffusione
Materiali, Sviluppo, Soluzioni. Prodotti di Molibdeno per la industria del vetro
 Materiali, Sviluppo, Soluzioni Prodotti di Molibdeno per la industria del vetro H.C. Starck, Molibdeno Materiali come il molibdeno e il tungsteno, sono vitali per le applicazioni di fusione, omogeneizzazione
Materiali, Sviluppo, Soluzioni Prodotti di Molibdeno per la industria del vetro H.C. Starck, Molibdeno Materiali come il molibdeno e il tungsteno, sono vitali per le applicazioni di fusione, omogeneizzazione
I supporti dei sistemi fotovoltaici
 I supporti per il montaggio dei moduli Su tetto a falda: retrofit e integrazione A terra o su tetti piani: vasche, supporti metallici, Girasole, Gazebo A parete: frangisole, in verticale Sistemi retrofit
I supporti per il montaggio dei moduli Su tetto a falda: retrofit e integrazione A terra o su tetti piani: vasche, supporti metallici, Girasole, Gazebo A parete: frangisole, in verticale Sistemi retrofit
Trasportatori a nastro
 Trasportatori a nastro Realizzano un trasporto di tipo continuo, in orizzontale o in pendenza, di materiali alla rinfusa e di carichi concentrati leggeri. incastellatura di sostegno Trasporti interni 1
Trasportatori a nastro Realizzano un trasporto di tipo continuo, in orizzontale o in pendenza, di materiali alla rinfusa e di carichi concentrati leggeri. incastellatura di sostegno Trasporti interni 1
CHRYSO Flexò la tecnologia avanzata per pannelli a taglio termico
 la tecnologia avanzata per pannelli a taglio termico CHRYSO Flexò: la tecnologia avanzata per pannelli a taglio termico IL SISTEMA, COPERTO DA BREVETTO INTERNAZIONALE, PER OTTIMIZZARE LA PRESTAZIONE TERMICA
la tecnologia avanzata per pannelli a taglio termico CHRYSO Flexò: la tecnologia avanzata per pannelli a taglio termico IL SISTEMA, COPERTO DA BREVETTO INTERNAZIONALE, PER OTTIMIZZARE LA PRESTAZIONE TERMICA
Scheda. Descrizione della macchina
 Scheda 1 Lavorazione: Macchina: TORNITURA TORNIO PARALLELO Descrizione della macchina I torni sono macchine che eseguono l asportazione di truciolo: lo scopo è ottenere superfici esterne e interne variamente
Scheda 1 Lavorazione: Macchina: TORNITURA TORNIO PARALLELO Descrizione della macchina I torni sono macchine che eseguono l asportazione di truciolo: lo scopo è ottenere superfici esterne e interne variamente
CONFORMAL COATING. srl Via Villoresi 64 20029 Turbigo Mi Tel. 0331 177 0676 Fax 0331 183 9425 email: info@geatrade.it
 CONFORMAL COATING COSA SONO I CONFORMAL COATING? I C.C. sono prodotti (RESINE) utilizzati per la protezione dei circuiti stampati dalle influenze dell ambiente in cui vanno ad operare Il film di protezione
CONFORMAL COATING COSA SONO I CONFORMAL COATING? I C.C. sono prodotti (RESINE) utilizzati per la protezione dei circuiti stampati dalle influenze dell ambiente in cui vanno ad operare Il film di protezione
SCIENZA E TECNOLOGIA DEI MATERIALI COMPOSITI A MATRICE POLIMERICA
 Università degli studi di Messina Corso di laurea in INGEGNERIA DEI MATERIALI SCIENZA E TECNOLOGIA DEI MATERIALI COMPOSITI A MATRICE POLIMERICA Prof. A.M.Visco Lezione T 2 : Processi di realizzazione di
Università degli studi di Messina Corso di laurea in INGEGNERIA DEI MATERIALI SCIENZA E TECNOLOGIA DEI MATERIALI COMPOSITI A MATRICE POLIMERICA Prof. A.M.Visco Lezione T 2 : Processi di realizzazione di
RICOSTRUZIONE UNGHIE
 RICOSTRUZIONE UNGHIE Santolo Testa Le unghie non hanno una resistenza infinita, gli agenti patogeni, lo stress e le carenze alimentari (calcio, ferro, vitamine D-B6-B12) possono disidratarle,indebolirle,
RICOSTRUZIONE UNGHIE Santolo Testa Le unghie non hanno una resistenza infinita, gli agenti patogeni, lo stress e le carenze alimentari (calcio, ferro, vitamine D-B6-B12) possono disidratarle,indebolirle,
PAGINA 1 DI 5 MOLYKOTE
 PAGINA 1 DI 5 MOLYKOTE CARATTERISTICHE Le lacche Molykote sono dispersioni di sostanze lubrificanti solide, come ad esempio il bisolfuro di molibdeno, e di resine leganti organiche o inorganiche finemente
PAGINA 1 DI 5 MOLYKOTE CARATTERISTICHE Le lacche Molykote sono dispersioni di sostanze lubrificanti solide, come ad esempio il bisolfuro di molibdeno, e di resine leganti organiche o inorganiche finemente
TRONCATRICE DOPPIA TESTA ELETTRONICA 600 TSE
 TRONCATRICE DOPPIA TESTA ELETTRONICA 600 TSE 600 TSE/TSP - 550 TSE/TSP Troncatrice doppia testa elettronica Troncatrice doppia testa a 3 assi controllati per alluminio, PVC e leghe leggere, ideale per
TRONCATRICE DOPPIA TESTA ELETTRONICA 600 TSE 600 TSE/TSP - 550 TSE/TSP Troncatrice doppia testa elettronica Troncatrice doppia testa a 3 assi controllati per alluminio, PVC e leghe leggere, ideale per
condizioni per la posa su massetto riscaldante
 condizioni per la posa su massetto riscaldante Parchettificio Toscano s.r.l. - 56024 Corazzano - S. Miniato (PI) Italia - Tel. (0039) 0571 46.29.26 Fax (0039) 0571 46.29.39 info@parchettificiotoscano.it
condizioni per la posa su massetto riscaldante Parchettificio Toscano s.r.l. - 56024 Corazzano - S. Miniato (PI) Italia - Tel. (0039) 0571 46.29.26 Fax (0039) 0571 46.29.39 info@parchettificiotoscano.it
"Rapid Prototyping: studio delle possibili sorgenti di errore"
 "Rapid Prototyping: studio delle possibili sorgenti di errore" Facoltà di Ingegneria Civile ed Industriale Corso di laurea in Ingegneria Meccanica Laureando: Daniele Cortis Relatore: Ing. Francesca Campana
"Rapid Prototyping: studio delle possibili sorgenti di errore" Facoltà di Ingegneria Civile ed Industriale Corso di laurea in Ingegneria Meccanica Laureando: Daniele Cortis Relatore: Ing. Francesca Campana
REGIONE DEL VENETO. Impianto di messa in riserva e recupero di rifiuti speciali non pericolosi presso il Comune di San Pietro di Morubio
 REGIONE DEL VENETO PROVINCIA DI VERONA COMUNE DI SAN PIETRO DI MORUBIO Impianto di messa in riserva e recupero di rifiuti speciali non pericolosi presso il Comune di San Pietro di Morubio DITTA A.E.T.
REGIONE DEL VENETO PROVINCIA DI VERONA COMUNE DI SAN PIETRO DI MORUBIO Impianto di messa in riserva e recupero di rifiuti speciali non pericolosi presso il Comune di San Pietro di Morubio DITTA A.E.T.
Osteointegrazione. Definizione della American Academy of Implants Dentistry:
 Osteointegrazione 1 Osteointegrazione Definizione della American Academy of Implants Dentistry: "Contatto che interviene senza interposizione di tessuto non osseo tra osso normale rimodellato e un impianto
Osteointegrazione 1 Osteointegrazione Definizione della American Academy of Implants Dentistry: "Contatto che interviene senza interposizione di tessuto non osseo tra osso normale rimodellato e un impianto
INTERVENTO DI CLAUDIA RICCARDI PLASMAPROMETEO - Dipartimento di Fisica Università degli Studi di Milano - Bicocca
 INTERVENTO DI CLAUDIA RICCARDI PLASMAPROMETEO - Dipartimento di Fisica Università degli Studi di Milano - Bicocca La ricerca come strumento per lo sviluppo aziendale: sinergia tra università e industria
INTERVENTO DI CLAUDIA RICCARDI PLASMAPROMETEO - Dipartimento di Fisica Università degli Studi di Milano - Bicocca La ricerca come strumento per lo sviluppo aziendale: sinergia tra università e industria
IMPIANTO AUTOMATICO PER LA SALDATURA DI ESTRUSI DI ALLUMINIO PER APPLICAZIONI NAVALI.
 IMPIANTO AUTOMATICO PER LA SALDATURA DI ESTRUSI DI ALLUMINIO PER APPLICAZIONI NAVALI. Tube Tech Machinery Marcello Filippini Il settore dei trasporti, specialmente i trasporti passeggeri con treni e navi,
IMPIANTO AUTOMATICO PER LA SALDATURA DI ESTRUSI DI ALLUMINIO PER APPLICAZIONI NAVALI. Tube Tech Machinery Marcello Filippini Il settore dei trasporti, specialmente i trasporti passeggeri con treni e navi,
Sardegna Ricerche. Laboratorio di Prototipazione Rapida
 Sardegna Ricerche Laboratorio di Prototipazione Rapida 1 Il Laboratorio di Prototipazione Rapida Laboratorio nato per diventare un punto di riferimento per le imprese che operano nel campo della ricerca,
Sardegna Ricerche Laboratorio di Prototipazione Rapida 1 Il Laboratorio di Prototipazione Rapida Laboratorio nato per diventare un punto di riferimento per le imprese che operano nel campo della ricerca,
3DLPrinter-HD. Nota Tecnica 04_1/14. Dimensione oggetti
 3DLPrinter-HD Nota Tecnica 04_1/14 Dimensione oggetti 16 Settembre 2014 Come ottenere una dimensione corrispondente al disegno Poiché sono molti i fattori che possono determinare nelle stampanti 3DLPrinter,
3DLPrinter-HD Nota Tecnica 04_1/14 Dimensione oggetti 16 Settembre 2014 Come ottenere una dimensione corrispondente al disegno Poiché sono molti i fattori che possono determinare nelle stampanti 3DLPrinter,
1 PREMESSE E SCOPI... 3 2 DESCRIZIONE DEI SUPPORTI SOTTOPOSTI A PROVA... 3 3 PROGRAMMA DELLE PROVE SPERIMENTALI... 5
 DI UN SISTEMA DI FISSAGGIO PER FACCIATE CONTINUE 2 INDICE 1 PREMESSE E SCOPI... 3 2 DESCRIZIONE DEI SUPPORTI SOTTOPOSTI A PROVA... 3 3 PROGRAMMA DELLE PROVE SPERIMENTALI... 5 3.1 STRUMENTAZIONE UTILIZZATA...
DI UN SISTEMA DI FISSAGGIO PER FACCIATE CONTINUE 2 INDICE 1 PREMESSE E SCOPI... 3 2 DESCRIZIONE DEI SUPPORTI SOTTOPOSTI A PROVA... 3 3 PROGRAMMA DELLE PROVE SPERIMENTALI... 5 3.1 STRUMENTAZIONE UTILIZZATA...
PICAGEL PC 500/A. Scheda Tecnica
 REV. A PICAGEL PC 500/A Descrizione Caratteristiche generali Campi di applicazione Proprietà fisiche Preparazione Applicazione Confezioni Conservazione Precauzioni ed avvertenze DESCRIZIONE Picagel PC
REV. A PICAGEL PC 500/A Descrizione Caratteristiche generali Campi di applicazione Proprietà fisiche Preparazione Applicazione Confezioni Conservazione Precauzioni ed avvertenze DESCRIZIONE Picagel PC
Linee Guida AICQ Incollaggio Parte 5 Manutenzione e Riparazione
 Direzione Tecnica Ingegneria Rotabili e Tecnologie di Base Tecnologie Meccaniche e Sistemi Frenanti - Sistemi e Componenti Meccanici - Sistemi Frenanti - Processi Speciali Autori: Nannini Andrea e-mail:
Direzione Tecnica Ingegneria Rotabili e Tecnologie di Base Tecnologie Meccaniche e Sistemi Frenanti - Sistemi e Componenti Meccanici - Sistemi Frenanti - Processi Speciali Autori: Nannini Andrea e-mail:
LYNX FL. Macchina da taglio laser fibra LVDGROUP.COM LAVORAZIONE LASER A PORTATA DI MANO
 Macchina da taglio laser fibra LYNX FL LAVORAZIONE LASER A PORTATA DI MANO LVDGROUP.COM LYNX FL ENTRA NEL MONDO DEL TAGLIO LASER Progettato per lavorazioni laser economicamente vantaggiose, il Lynx offre
Macchina da taglio laser fibra LYNX FL LAVORAZIONE LASER A PORTATA DI MANO LVDGROUP.COM LYNX FL ENTRA NEL MONDO DEL TAGLIO LASER Progettato per lavorazioni laser economicamente vantaggiose, il Lynx offre
SymCAD/C.A.T.S. modulo Canali Schema
 SymCAD/C.A.T.S. modulo Canali Schema Il modulo Ventilazione Standard permette di effettuare la progettazione integrata (disegno e calcoli) in AutoCAD di reti di canali aria (mandata e ripresa). Il disegno
SymCAD/C.A.T.S. modulo Canali Schema Il modulo Ventilazione Standard permette di effettuare la progettazione integrata (disegno e calcoli) in AutoCAD di reti di canali aria (mandata e ripresa). Il disegno
RADIATORI A CONFRONTO
 RADIATORI A CONFRONTO Alluminio Ghisa Rendimento Prezzo Magazzino Finitura Estetica Adattamento RADIATORI A CONFRONTO Il confronto tra radiatori in alluminio pressofuso e radiatori in ghisa denominati
RADIATORI A CONFRONTO Alluminio Ghisa Rendimento Prezzo Magazzino Finitura Estetica Adattamento RADIATORI A CONFRONTO Il confronto tra radiatori in alluminio pressofuso e radiatori in ghisa denominati
INDICE. introduzione prodotti capacità produttiva macchina macchine commerciali. macchine per quotidiano gruppo alimentazione.
 ROTOOFFSET INDICE introduzione prodotti capacità produttiva macchina macchine commerciali macchine per quotidiano gruppo alimentazione gruppo bagnatura gruppo inchiostrazione sovrastruttura gruppo piega
ROTOOFFSET INDICE introduzione prodotti capacità produttiva macchina macchine commerciali macchine per quotidiano gruppo alimentazione gruppo bagnatura gruppo inchiostrazione sovrastruttura gruppo piega
7.2 Controlli e prove
 7.2 Controlli e prove Lo scopo dei controlli e delle verifiche è quello di: assicurare che l ascensore sia stato installato in modo corretto e che il suo utilizzo avvenga in modo sicuro; tenere sotto controllo
7.2 Controlli e prove Lo scopo dei controlli e delle verifiche è quello di: assicurare che l ascensore sia stato installato in modo corretto e che il suo utilizzo avvenga in modo sicuro; tenere sotto controllo
ESERCITAZIONE Scrittura di un programma CNC per la fresatura di un componente dato
 ESERCITAZIONE Scrittura di un programma CNC per la fresatura di un componente dato Nella presente esercitazione si redige il programma CNC per la fresatura del pezzo illustrato nelle Figure 1 e 2. Figura
ESERCITAZIONE Scrittura di un programma CNC per la fresatura di un componente dato Nella presente esercitazione si redige il programma CNC per la fresatura del pezzo illustrato nelle Figure 1 e 2. Figura
PROGETTO DI RICERCA RAPID TOOLING PER STAMPI DI MATERIE PLASTICHE
 PROGETTO DI RICERCA RAPID TOOLING PER STAMPI DI MATERIE PLASTICHE Il progetto di ricerca e sperimentazione realizzato è la diretta evoluzione tecnologica delle metodologie di Rapid Prototyping: un progetto
PROGETTO DI RICERCA RAPID TOOLING PER STAMPI DI MATERIE PLASTICHE Il progetto di ricerca e sperimentazione realizzato è la diretta evoluzione tecnologica delle metodologie di Rapid Prototyping: un progetto
IL RISPARMIO ENERGETICO E GLI AZIONAMENTI A VELOCITA VARIABILE L utilizzo dell inverter negli impianti frigoriferi.
 IL RISPARMIO ENERGETICO E GLI AZIONAMENTI A VELOCITA VARIABILE L utilizzo dell inverter negli impianti frigoriferi. Negli ultimi anni, il concetto di risparmio energetico sta diventando di fondamentale
IL RISPARMIO ENERGETICO E GLI AZIONAMENTI A VELOCITA VARIABILE L utilizzo dell inverter negli impianti frigoriferi. Negli ultimi anni, il concetto di risparmio energetico sta diventando di fondamentale
Macchina. Futura. Macchina essiccazione legno Futura è sotto la protezione di brevetti nazionali in tutto il mondo.
 Macchina Brevetto europeo legno anche Futura Drying Kiln Futura presentation in tutto il mondo. Macchina anche anche in 26 punti di Drying Kiln Futura presentation Futura, premi internazionali di innovazione
Macchina Brevetto europeo legno anche Futura Drying Kiln Futura presentation in tutto il mondo. Macchina anche anche in 26 punti di Drying Kiln Futura presentation Futura, premi internazionali di innovazione
TRONCATRICE DOPPIA TESTA ELETTRONICA 500 TS
 TRONCATRICE DOPPIA TESTA ELETTRONICA 500 TS 500 TS - 500 CD - 500 D2K Troncatrice doppia testa elettronica Le troncatrici a doppia testa Pertici vantano caratteristiche uniche in quanto a robustezza e
TRONCATRICE DOPPIA TESTA ELETTRONICA 500 TS 500 TS - 500 CD - 500 D2K Troncatrice doppia testa elettronica Le troncatrici a doppia testa Pertici vantano caratteristiche uniche in quanto a robustezza e
DAL 1947 DÀ VITA AI TUOI PROGETTI. Sezione Rulli Gommati. Rullo Inchiostratore NSPS. www.atag-europe.com
 Sezione Rulli Gommati NSPS Rullo inchiostratore realizzato in Nylon Sinterizzato Poroso Speciale Materiale - lo speciale materiale utilizzato per questi rulli si distingue per: il peso specifico particolarmente
Sezione Rulli Gommati NSPS Rullo inchiostratore realizzato in Nylon Sinterizzato Poroso Speciale Materiale - lo speciale materiale utilizzato per questi rulli si distingue per: il peso specifico particolarmente
Campo d'impiego Struttura Cambio utensile/pallet Caratteristiche tecniche
 Campo d'impiego Struttura Cambio utensile/pallet Caratteristiche tecniche Meccaniche Arrigo Pecchioli Via di Scandicci 221-50143 Firenze (Italy) - Tel. (+39) 055 70 07 1 - Fax (+39) 055 700 623 e-mail:
Campo d'impiego Struttura Cambio utensile/pallet Caratteristiche tecniche Meccaniche Arrigo Pecchioli Via di Scandicci 221-50143 Firenze (Italy) - Tel. (+39) 055 70 07 1 - Fax (+39) 055 700 623 e-mail:
I processi di tempra sono condotti sul manufatto finito per generare sforzi residui di compressione in superficie. Vengono sfruttate allo scopo
 I processi di tempra sono condotti sul manufatto finito per generare sforzi residui di compressione in superficie. Vengono sfruttate allo scopo diverse metodologie. 1 La tempra termica (o fisica) si basa
I processi di tempra sono condotti sul manufatto finito per generare sforzi residui di compressione in superficie. Vengono sfruttate allo scopo diverse metodologie. 1 La tempra termica (o fisica) si basa
Copertura metallica e sistema fotovoltaico: il gioco di squadra si vede sul campo.
 Copertura metallica e sistema fotovoltaico: il gioco di squadra si vede sul campo. solar roofing Garantire per 20 anni un sistema fotovoltaico se non poggia su solide basi? Il tetto sul quale sono installati
Copertura metallica e sistema fotovoltaico: il gioco di squadra si vede sul campo. solar roofing Garantire per 20 anni un sistema fotovoltaico se non poggia su solide basi? Il tetto sul quale sono installati
Concreo può essere tagliato, fresato, forato, lavorato a folding e in ogni altra maniera con le stesse macchine, lame e utensili del legno.
 Concreo è un rivoluzionario pannello effetto cemento, Made in Italy, con caratteristiche tecniche uniche sul mercato. Ideale per realizzare innovative ed esclusive forme di arredo, mobili e oggetti di
Concreo è un rivoluzionario pannello effetto cemento, Made in Italy, con caratteristiche tecniche uniche sul mercato. Ideale per realizzare innovative ed esclusive forme di arredo, mobili e oggetti di
Campo d'impiego Struttura Cambio utensile/pallet Caratteristiche tecniche
 Campo d'impiego Struttura Cambio utensile/pallet Caratteristiche tecniche Meccaniche Arrigo Pecchioli Via di Scandicci 221-50143 Firenze (Italy) - Tel. (+39) 055 70 07 1 - Fax (+39) 055 700 623 e-mail:
Campo d'impiego Struttura Cambio utensile/pallet Caratteristiche tecniche Meccaniche Arrigo Pecchioli Via di Scandicci 221-50143 Firenze (Italy) - Tel. (+39) 055 70 07 1 - Fax (+39) 055 700 623 e-mail:
ANCOR PRIMER. Scheda Tecnica
 Rev. A ANCOR PRIMER Descrizione Caratteristiche generali Campi di applicazione Proprietà fisiche Preparazione Applicazione Confezioni Conservazione Precauzioni e avvertenze DESCRIZIONE Primer inertizzante
Rev. A ANCOR PRIMER Descrizione Caratteristiche generali Campi di applicazione Proprietà fisiche Preparazione Applicazione Confezioni Conservazione Precauzioni e avvertenze DESCRIZIONE Primer inertizzante
FORM 1000 GFAC_Flyer_FORM 1000.indd 1 23.9.2009 9:57:42
 FORM 1000 Gamma d applicazione Micro applicazioni Una parola in più piccola dimensione Che cosa è la tecnologia micro? E utilizzato, in generale, per designare la produzione o l integrazione di componenti
FORM 1000 Gamma d applicazione Micro applicazioni Una parola in più piccola dimensione Che cosa è la tecnologia micro? E utilizzato, in generale, per designare la produzione o l integrazione di componenti
3DE Modeling Professional
 3DE Modeling Professional 3DE Modeling Professional è la parte di 3DE Modeling Suite che si occupa della modellazione 3D automatica di oggetti ed edifici a partire da nuvole di punti ottenute con scanner
3DE Modeling Professional 3DE Modeling Professional è la parte di 3DE Modeling Suite che si occupa della modellazione 3D automatica di oggetti ed edifici a partire da nuvole di punti ottenute con scanner
Orac Decor Illuminazione
 Orac Decor Illuminazione Sezione 1 Informazioni generali 1. Quale è la temperatura massima per i profili Orac Decor abbinati all illuminazione? I profili Orac Decor possono raggiungere la temperatura massima
Orac Decor Illuminazione Sezione 1 Informazioni generali 1. Quale è la temperatura massima per i profili Orac Decor abbinati all illuminazione? I profili Orac Decor possono raggiungere la temperatura massima
Le graniglie sono classificabili, secondo il materiale di cui sono composte, come segue :
 Cos è la graniglia? L utensile della granigliatrice : la graniglia La graniglia è praticamente l utensile della granigliatrice: si presenta come una polvere costituita da un gran numero di particelle aventi
Cos è la graniglia? L utensile della granigliatrice : la graniglia La graniglia è praticamente l utensile della granigliatrice: si presenta come una polvere costituita da un gran numero di particelle aventi
I collettori solari termici
 I collettori solari termici a cura di Flavio CONTI, ing. LUVINATE (Varese) Tel. 0332 821398 Collettori solari a BASSA temperatura I collettori solari a bassa temperatura utilizzati normalmente negli impianti
I collettori solari termici a cura di Flavio CONTI, ing. LUVINATE (Varese) Tel. 0332 821398 Collettori solari a BASSA temperatura I collettori solari a bassa temperatura utilizzati normalmente negli impianti
Resina FT0607. La resina riempitiva creata per isolare, sigillare e proteggere circuiti elettrici ed elettronici
 Via Oberdan, 7 20059 Vimercate (MI) Tel.: +39 039 6612297 Fax : +39 039 6612297 E-mail: info@fiortech.com Partita IVA: 02916370139 Resina FT0607 La resina riempitiva creata per isolare, sigillare e proteggere
Via Oberdan, 7 20059 Vimercate (MI) Tel.: +39 039 6612297 Fax : +39 039 6612297 E-mail: info@fiortech.com Partita IVA: 02916370139 Resina FT0607 La resina riempitiva creata per isolare, sigillare e proteggere
TECNOLOGIE DI LIQUID MOULDING
 TECNOLOGIE DI LIQUID MOULDING Tecniche legate alla produzione di materiali compositi, caratterizzate dal flusso di una matrice polimerica termoindurente (resina) attraverso un rinforzo asciutto a base
TECNOLOGIE DI LIQUID MOULDING Tecniche legate alla produzione di materiali compositi, caratterizzate dal flusso di una matrice polimerica termoindurente (resina) attraverso un rinforzo asciutto a base
Sistemi di montaggio Conergy
 Sistemi di montaggio» Robusti, flessibili, facili da montare « Estrema sicurezza con offre una gamma completa di componenti integrati per impianti fotovoltaici, rappresentando un unico punto di acquisto
Sistemi di montaggio» Robusti, flessibili, facili da montare « Estrema sicurezza con offre una gamma completa di componenti integrati per impianti fotovoltaici, rappresentando un unico punto di acquisto
Una Gamma Versatile. YalosKer è disponibile nei seguenti formati di base: - 120x150 cm - 150x250 cm - altri formati sono disponibili su richiesta
 Materiale MATERIA Vetroceramica e luce si fondono in YalosKer in una nuova e raffinata traslucenza, che consente agli architetti e ai progettisti di realizzare ambienti suggestivi grazie all attraversamento
Materiale MATERIA Vetroceramica e luce si fondono in YalosKer in una nuova e raffinata traslucenza, che consente agli architetti e ai progettisti di realizzare ambienti suggestivi grazie all attraversamento
Instruzioni per la lavorazione
 Pagina 1 di 16 302299 Data Nome Red. 2 Elab. 21.04.2006 Hegel Nome Jas Contr. 03.08.2012 Wiegen Data 02.08.12 Pagina 2 di 16 Descrizione delle modifiche Edizione Modifica apportata 1 Cambio di denominazione
Pagina 1 di 16 302299 Data Nome Red. 2 Elab. 21.04.2006 Hegel Nome Jas Contr. 03.08.2012 Wiegen Data 02.08.12 Pagina 2 di 16 Descrizione delle modifiche Edizione Modifica apportata 1 Cambio di denominazione
Lezione. Tecnica delle Costruzioni
 Lezione Tecnica delle Costruzioni Collegamenti saldati Procedimenti di saldatura Sorgente termica che produce alta temperatura in modo localizzato Fusione del materiale base più il materiale di apporto
Lezione Tecnica delle Costruzioni Collegamenti saldati Procedimenti di saldatura Sorgente termica che produce alta temperatura in modo localizzato Fusione del materiale base più il materiale di apporto
SL 27-IM Sensore di livello piezoresistivo INSTALLAZIONE E MANUTENZIONE
 SL 27-IM Sensore di livello piezoresistivo INSTALLAZIONE E MANUTENZIONE DESCRIZIONE... 3 Generalità... 3 Principio di misura... 3 Tipologia del sensore... 3 INSTALLAZIONE... 4 Aerazione... 4 Montaggio
SL 27-IM Sensore di livello piezoresistivo INSTALLAZIONE E MANUTENZIONE DESCRIZIONE... 3 Generalità... 3 Principio di misura... 3 Tipologia del sensore... 3 INSTALLAZIONE... 4 Aerazione... 4 Montaggio
NOBILIUM VEL. Velo per armatura di fibra NOBILIUM SCHEDA TECNICO-COMPARATIVA
 NOBILIUM VEL Velo per armatura di fibra NOBILIUM SCHEDA TECNICO-COMPARATIVA Origine: Il velo è un prodotto relativamente nuovo nel settore edilizio ed è principalmente associato alla fibra di vetro e/o
NOBILIUM VEL Velo per armatura di fibra NOBILIUM SCHEDA TECNICO-COMPARATIVA Origine: Il velo è un prodotto relativamente nuovo nel settore edilizio ed è principalmente associato alla fibra di vetro e/o
Pensilina Parcheggio Fotovoltaica
 Pensilina Parcheggio Fotovoltaica STRUTTURE PER IL FOTOVOLTAICO PREMESSA Alcoa, multinazionale Svedese con 3 siti produttivi in Italia, è particolarmente sensibile al tema delle energie rinnovabili: fotovoltaico,
Pensilina Parcheggio Fotovoltaica STRUTTURE PER IL FOTOVOLTAICO PREMESSA Alcoa, multinazionale Svedese con 3 siti produttivi in Italia, è particolarmente sensibile al tema delle energie rinnovabili: fotovoltaico,
macchina serigrafica automatica UNIGLASS MC2
 Via A. Marino 15/17 20090 Fizzonasco di Pieve Emanuele (Milano) Italia Tel: +39 02 90420257 - +39 02 90723468 Fax: +39 02 90723469 Skype: mismatic E-mail: info@mismatic.com Website: www.mismatic.com settore
Via A. Marino 15/17 20090 Fizzonasco di Pieve Emanuele (Milano) Italia Tel: +39 02 90420257 - +39 02 90723468 Fax: +39 02 90723469 Skype: mismatic E-mail: info@mismatic.com Website: www.mismatic.com settore
Dispositivo di conversione di energia elettrica per aerogeneratori composto da componenti commerciali.
 Sede legale: Viale Vittorio Veneto 60, 59100 Prato P.IVA /CF 02110810971 Sede operativa: Via del Mandorlo 30, 59100 Prato tel. (+39) 0574 550493 fax (+39) 0574 577854 Web: www.aria-srl.it Email: info@aria-srl.it
Sede legale: Viale Vittorio Veneto 60, 59100 Prato P.IVA /CF 02110810971 Sede operativa: Via del Mandorlo 30, 59100 Prato tel. (+39) 0574 550493 fax (+39) 0574 577854 Web: www.aria-srl.it Email: info@aria-srl.it
La stretta collaborazione con il cliente ci porta a studiare e realizzare nuove soluzione richieste.
 PMSISTEM srl Progettazione, consulenza, impianti e sistemi completi per la movimentazione dei materiali La ns. società affronta le richieste del mercato proponendo soluzioni all avanguardia per l industria,
PMSISTEM srl Progettazione, consulenza, impianti e sistemi completi per la movimentazione dei materiali La ns. società affronta le richieste del mercato proponendo soluzioni all avanguardia per l industria,
Rotta verso il successo con la bihlership
 Rotta verso il successo con la bihlership Facciamo rotta insieme verso il successo, con una partnership forte, caratterizzata da competenza, rispetto e fiducia reciproca e che noi definiamo bihlership.
Rotta verso il successo con la bihlership Facciamo rotta insieme verso il successo, con una partnership forte, caratterizzata da competenza, rispetto e fiducia reciproca e che noi definiamo bihlership.
Dichiarazione di conformità per caldaie a carica manuale
 Ufficio di contatto marchio di qualità: Moritz Dreher Neugasse 6 CH-8005 Zürich Tel.: +41 (0)44 250 88 16 Fax.: +41 (0)44 250 88 22 Email: dreher@holzenergie.ch Marchio di qualità Energia leg Svizzera
Ufficio di contatto marchio di qualità: Moritz Dreher Neugasse 6 CH-8005 Zürich Tel.: +41 (0)44 250 88 16 Fax.: +41 (0)44 250 88 22 Email: dreher@holzenergie.ch Marchio di qualità Energia leg Svizzera
EasyPLAST. Siamo riusciti a trasferire in EasyPLAST tutte le informazioni e le procedure che prima erano gestite con fogli excel
 Abbiamo completamente eliminato i costi di personalizzazione e di continuo sviluppo per cercare di adattare un prodotto software orizzontale e generalista alle problematiche del nostro settore Un software
Abbiamo completamente eliminato i costi di personalizzazione e di continuo sviluppo per cercare di adattare un prodotto software orizzontale e generalista alle problematiche del nostro settore Un software
Aeronautica Privata. Arredamento. Funiviario
 AdHoc Aeronautica Privata Arredamento Funiviario Grandi Formati Illuminazione Nautica Ristorazione Dal 1966 Trasparenze che si vedono... Limp srl, azienda specializzata in componenti termoplastici, di
AdHoc Aeronautica Privata Arredamento Funiviario Grandi Formati Illuminazione Nautica Ristorazione Dal 1966 Trasparenze che si vedono... Limp srl, azienda specializzata in componenti termoplastici, di
Una quarta dimensione per la costruzione di componenti in metallo
 Una quarta dimensione per la costruzione di componenti in metallo piccolo quantità > 100² complesso La tecnologia MIM è un procedimento di ottenimento di forme complesse da una polvere metallica. La prerogativa
Una quarta dimensione per la costruzione di componenti in metallo piccolo quantità > 100² complesso La tecnologia MIM è un procedimento di ottenimento di forme complesse da una polvere metallica. La prerogativa
Il nuovo V-ECO 1700 FOCUS V-ECO 1700 IL MIGLIORE PER IL RICICLAGGIO DELLE MATERIE PLASTICHE
 Il nuovo V-ECO 1700 FOCUS V-ECO 1700 IL MIGLIORE PER IL RICICLAGGIO DELLE MATERIE PLASTICHE L ENERGIA SOSTENIBLIE NEL RICICLAGGIO DELLA PLASTICA V ARIOUS MATERIALS E FFICIENT PROCESS C OMPACT DESIGN O
Il nuovo V-ECO 1700 FOCUS V-ECO 1700 IL MIGLIORE PER IL RICICLAGGIO DELLE MATERIE PLASTICHE L ENERGIA SOSTENIBLIE NEL RICICLAGGIO DELLA PLASTICA V ARIOUS MATERIALS E FFICIENT PROCESS C OMPACT DESIGN O
RIPETITORE DI SEGNALE WIRELESS PER SISTEMA VIA RADIO ART. 45RPT000
 RIPETITORE DI SEGNALE WIRELESS PER SISTEMA VIA RADIO ART. 45RPT000 Leggere questo manuale prima dell uso e conservarlo per consultazioni future 1 DESCRIZIONE GENERALE L espansore senza fili è un modulo
RIPETITORE DI SEGNALE WIRELESS PER SISTEMA VIA RADIO ART. 45RPT000 Leggere questo manuale prima dell uso e conservarlo per consultazioni future 1 DESCRIZIONE GENERALE L espansore senza fili è un modulo
RAPPORTO DI PROVA Venezia,. Foglio n. 1 di 7. Protocollo: Luogo e Data della prova: Richiedente: Materiale testato:
 Foglio n. 1 di 7 Protocollo: Luogo e Data della prova: Mestre, Richiedente: Materiale testato: Prova eseguita: Conducibilità termica Riferimento Normativo: UNI EN 12667 DESCRIZIONE DEL CAMPIONE SOTTOPOSTO
Foglio n. 1 di 7 Protocollo: Luogo e Data della prova: Mestre, Richiedente: Materiale testato: Prova eseguita: Conducibilità termica Riferimento Normativo: UNI EN 12667 DESCRIZIONE DEL CAMPIONE SOTTOPOSTO
COS'E' UN IMPIANTO FOTOVOLTAICO E COME FUNZIONA
 COS'E' UN IMPIANTO FOTOVOLTAICO E COME FUNZIONA Il principio di funzionamento: la cella fotovoltaica Le celle fotovoltaiche consentono di trasformare direttamente la radiazione solare in energia elettrica,
COS'E' UN IMPIANTO FOTOVOLTAICO E COME FUNZIONA Il principio di funzionamento: la cella fotovoltaica Le celle fotovoltaiche consentono di trasformare direttamente la radiazione solare in energia elettrica,
Tecniche di Prototipazione. Introduzione
 Tecniche di Prototipazione Introduzione Con il termine prototipo si intende il primo esempio di un prodotto che deve essere sviluppato e che consente di poter effettuare considerazioni preliminari prima
Tecniche di Prototipazione Introduzione Con il termine prototipo si intende il primo esempio di un prodotto che deve essere sviluppato e che consente di poter effettuare considerazioni preliminari prima
integrat evolution teco vario
 integrat evolution teco vario Condizionamento dinamico delle cavità dello stampo Condizionamento Variotherm dello stampo Controllo del processo di condizionamento Introduzione ed applicazioni Lo stampaggio
integrat evolution teco vario Condizionamento dinamico delle cavità dello stampo Condizionamento Variotherm dello stampo Controllo del processo di condizionamento Introduzione ed applicazioni Lo stampaggio
3D SIMO. Stampante 3D per creazioni a mano libera
 3D SIMO Stampante 3D per creazioni a mano libera La 3D Simo è la nuova generazione di penna stampante 3D. Design ergonomico, completo controllo su display dei parametri di stampa, stesso filo di stampa
3D SIMO Stampante 3D per creazioni a mano libera La 3D Simo è la nuova generazione di penna stampante 3D. Design ergonomico, completo controllo su display dei parametri di stampa, stesso filo di stampa
generatori di vuoto monostadio 15 01 10 e 15 03 10
 generatori di vuoto monostadio 15 01 10 e 15 03 10 Il funzionamento del generatore di vuoto monostadio è basato sul principio Venturi. Alimentando il generatore con aria compressa in P, alla connessione
generatori di vuoto monostadio 15 01 10 e 15 03 10 Il funzionamento del generatore di vuoto monostadio è basato sul principio Venturi. Alimentando il generatore con aria compressa in P, alla connessione