METODOLOGIA DI REALIZZAZIONE DI UN PORTAMOZZO: DALLA FUSIONE IN GRAVITA ALLA FUSIONE IN BASSA PRESSIONE
|
|
|
- Mattia Innocenti
- 8 anni fa
- Visualizzazioni
Transcript
1 UNIVERSITA DEGLI STUDI DI BERGAMO FACOLTA DI INGEGNERIA MECCANICA METODOLOGIA DI REALIZZAZIONE DI UN PORTAMOZZO: DALLA FUSIONE IN GRAVITA ALLA FUSIONE IN BASSA PRESSIONE

2 Sommario Obiettivo Il progetto in gravità Il progetto in bassa pressione Confronto metallurgico delle due tecnologie Confronto economico delle due tecnologie Conclusioni

3 Obiettivo Questo lavoro di tesi ha lo scopo di fornire una metodologia di confronto tra due diverse tecnologie di fusione, per la realizzazione di un portamozzo di un gruppo sospensione auto, sia dal punto di vista delle caratteristiche meccaniche del pezzo ottenuto, che dal punto di vista economico, attraverso: l analisi dell industrializzazione del portamozzo ottenuto per fusione in gravità; la formulazione di ipotesi per adattare il pezzo ai vincoli progettuali della tecnologia in bassa pressione, con conseguente svolgimento di prove di fusione mediante l impiego di un software di simulazione di colata.

4 La gravità L azienda ha progettato il portamozzo per la fusione in gravità. L industrializzazione si è sviluppata attraverso le seguenti fasi: progettazione del pezzo meccanico secondo le esigenze del cliente; PORTAMOZZO MONTANTE DISCO FRENO messa a punto del pezzo per la tecnologia di fusione in gravità con il supporto del simulatore di colata ProCAST ;

5 progettazione e produzione dello stampo; preparazione e controllo dello stampo; svolgimento di prove di fusione per mettere a punto i parametri di processo che ottimizzano la qualità metallurgica del getto;

6 esecuzione di controlli qualitativi e prove tecnologiche sul getto; Liquidi Penetranti Raggi X Prove di Trazione Micrografie svolgimento di diverse riunioni tecniche per migliorare il processo fino alla validazione dello stesso.

7 Per il portamozzo in analisi sono state effettuate tre campionature con conseguenti prove e controlli; i principali problemi riscontrati con le relative soluzioni sono: Problema1: presenza di ossidi e di una linea di giunzione. OSSIDO LINEA DI GIUNZIONE Soluzione: Modifica dei rami di colata per ottenere un lavaggio della figura Aggiunta di arie di sfogo nelle zone sensibili Abbassamento della base della montantatura

8 Problema2: nel braccio dello sterzo i risultati delle prove di trazione sono ai limiti richiesti e la dimensione dello S.D.A.S. è troppo elevata. Soluzione: aggiunta di un raffreddamento nella zona sensibile. Le micrografie e le prove di trazione, effettuate su getti della prima e della seconda campionatura, sono servite per affermare l effetto positivo dell aggiunta del raffreddamento sul braccio sterzo. DIMINUITI ZONA S.D.A.S.[µm] AUMENTATI ZONA S.D.A.S.[µm] Rm=285MPa Rm=300MPa Prima campionatura Rs=200MPa Rs=214MPa 4 49 Seconda campionatura

9 Problema3: il sistema di estrazione non è completamente efficace, il getto tende a restare nella metà stampo superiore. Soluzione: trattenute. creazione di zone accessorie con funzione di TRATTENUTA ESPULSORE

10 La preserie Al termine delle tre campionature, dopo aver effettuato tutti i controlli e le prove necessarie, ha inizio l attività di preserie. Pertanto tutte le attività di industrializzazione del progetto sono da considerarsi concluse. Dopo aver analizzato in ogni sua fase l industrializzazione del portamozzo prodotto in gravità, si è deciso di proporre e studiare, mediante simulazione di colata, una tecnologia alternativa di fusione: la bassa pressione.

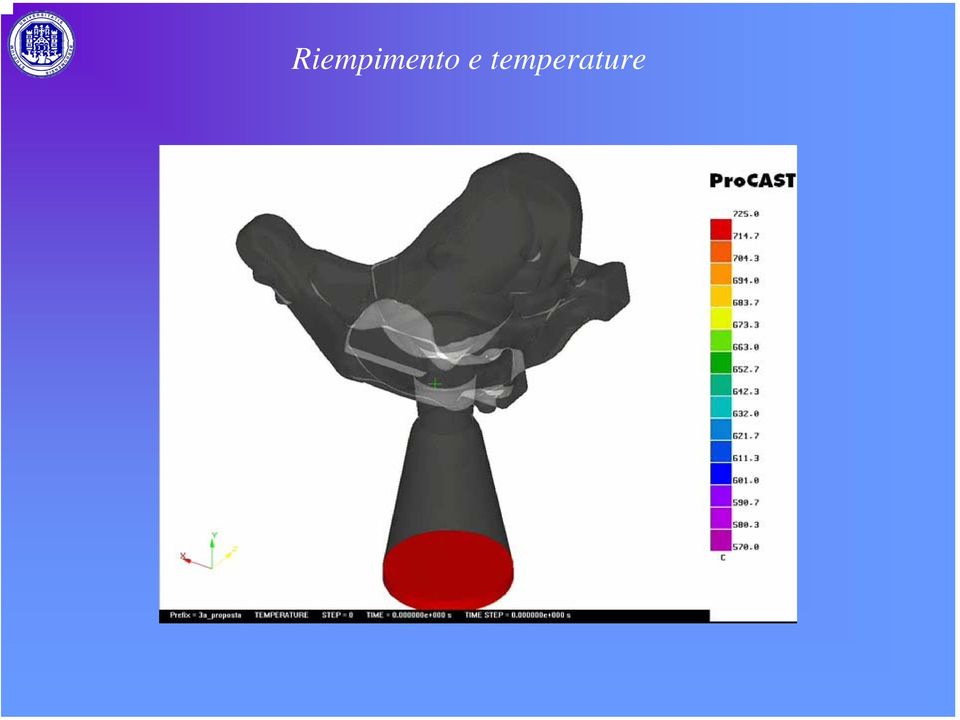
11 Il simulatore ProCAST La simulazione di colata consente di analizzare: il riempimento dell impronta, velocità, pressioni e temperature; solidificazione, raffreddamento e frazione solida; l andamento dello S.D.A.S (Secondary Dendrite Arm Space) indicatore della dimensione del grano cristallino. Nel simulatore vanno impostati diversi parametri: assegnamento del materiale: X37CrMoV51KU(AISI H11), AlSi7 (designazione UNI); impostazione dell interfaccia: traduce lo scambio termico tra le varie parti costituenti lo stampo (coefficiente di scambio termico [W/m 2 K]) impostazione condizioni al contorno: traducono l interazione con l ambiente, i raffreddamenti e le condizioni iniziali dello stampo nel ciclo di fusione.
 impostazione condizioni al contorno: traducono l interazione con l ambiente, i")
12 Riempimento e temperature
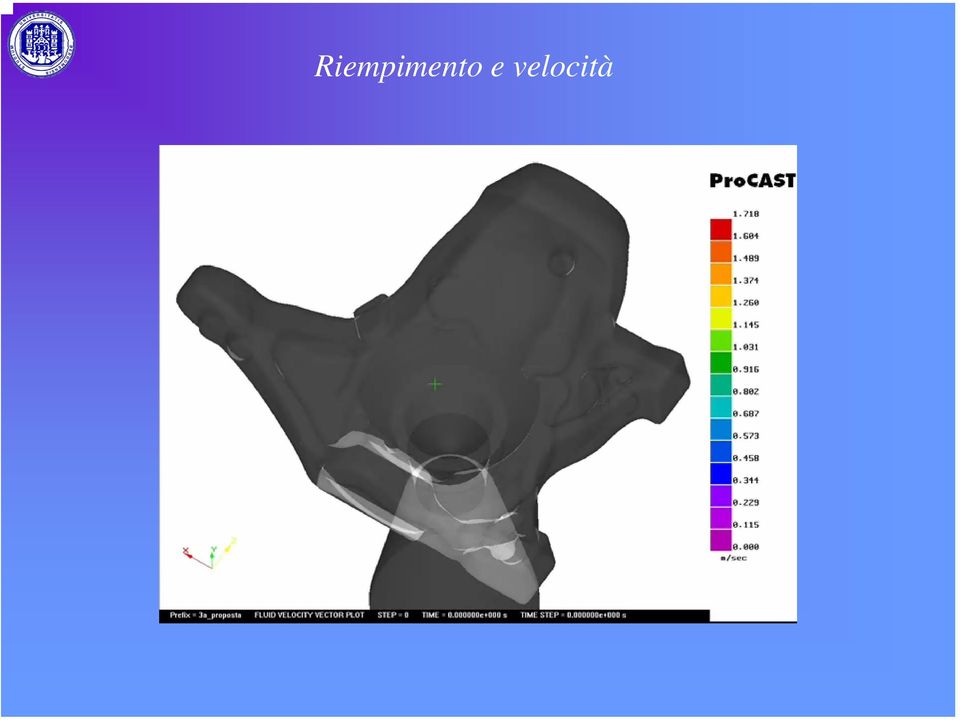
13 Riempimento e velocità
14 Solidificazione e frazione solida

15 Confronto valori di S.D.A.S prima campionatura micrografie-previsioni simulatore ZONA S.D.A.S. reale (mm) S.D.A.S. Simulato (mm) , , , ,050

16 Confronto valori temperature stampo prima campionatura termografie-previsioni simulatore SIMUL. Punto T [ C] A 360 B 386 A C 451 D 450 B E 451 L M F 450 C I G G 450 D K H 452 J H E F I 449 J 351 K 362 L 401 M 400 REALE Punto T [ C] A 356 B 397 C 458 D 451 E 471 F 448 G 456 H 449 I 446 J 354 K 367 L 407 M 394
![Punto T [ C] A 360 B 386 A C 451 D 450 B E 451 L M F 450 C I G G 450 D K H](/docs-images/47/12291157/images/page_16.jpg "452 J H E F I 449 J 351 K 362 L 401 M 400 REALE Punto T [ C] A 356 B 397 C")
17 La Bassa Pressione La tecnologia di bassa pressione ha dei vincoli progettuali diversi da quelli della fusione per gravità: le sezioni del getto devono essere massime nel punto di iniezione del metallo fuso e ridursi progressivamente, in direzione radiale, verso la periferia del pezzo. Questo garantisce la continua presenza di una vena fluida, attraverso la quale si senta l intervento della pressione che svolge la funzione dei montanti utilizzati nella colata per gravità. Modifiche generali di adattamento del pezzo Modifica 1: variazione della conicità del foro Modifica 2: realizzazione di un piano d appoggio

18 Studio delle sezioni Dopo aver introdotto le modifiche precedentemente descritte per ottenere un aumento delle sezioni, è stato condotto uno studio sulle sezioni del portamozzo, impiegando il metodo dei cerchi di Heuvers. SEZIONE A-A SEZIONE B-B SEZIONE C-C SEZIONE D-D I cerchi di colore azzurro non rispettano i vincoli progettuali. Perciò è stato necessario introdurre ulteriori modifiche che hanno prodotto diverse versioni del portamozzo da testare con il simulatore di colata.

19 Prime tre versioni Versioni con modifiche alla geometria originale del portamozzo fuso in gravità Risultati simulazione

20 Si ha un progressivo allungamento nella morfologia del fronte di solidificazione. Il fenomeno si verifica in quanto le cave nel portamozzo corrispondono a zone in rilievo nello stampo (punzoni), cioè piccole masse molto esposte che assorbono calore dall alluminio fuso che le avvolge, rilasciandolo lentamente durante la fase di solidificazione del getto. PUNZONE TEMPERATURA GETTO PIU ELEVATA

21 Quarta versione Versione con geometria originale del portamozzo fuso in gravità. 4 non vi è l insorgenza di cavità di ritiro, anche se il fronte di solidificazione si è lievemente allungato. Il risultato positivo di questa versione implica la possibilità di poter fondere la stessa geometria del portamozzo sia in gravità che in bassa pressione.
22 Interpretazione dei risultati della simulazione C è una leggera discrepanza tra i risultati dello studio teorico delle sezioni e gli esiti della simulazione. Motivazioni: la solidificazione non avviene in modo naturale, ma sotto l influenza di un raffreddamento che la direziona dalla periferia del getto al cuore dell iniezione.
23 Quinta versione Abbassamento dell altezza del pianetto centrale Riduzione troppo drastica delle sezioni di alimentazione 5 DIFETTO Presenza di due prefori ottenuti con due spine 6 Sesta versione Le due spine si comportano come punzoni surriscaldati DIFETTO
24 Scelta della versione migliore 4 Considerando tutti i risultati ottenuti, la quarta versione del portamozzo è stata valutata la migliore. Pertanto, tutti i parametri che la riguardano sono quelli che verranno impiegati sia per il confronto metallurgico, che per quello economico.
25 Confronto metallurgico Confrontando l andamento della solidificazione nel braccio dello sterzo del portamozzo, si ottiene un livello paragonabile di solidificazione a 80 secondi dall inizio della fusione per la gravità e a 75 secondi per la bassa pressione. Il tempo di solidificazione della bassa pressione è lievemente inferiore a quello della colata per gravità. GRAVITA 80 secondi BASSA P. 75 secondi
26 Dato che l andamento dello S.D.A.S. è funzione del tempo di solidificazione λ 2 =f(t, t L ) e che il tempo di solidificazione è maggiore per la gravità, si è verificato che la dimensione dello S.D.A.S. è maggiore per il portamozzo fuso in gravità che non per quello fuso in bassa pressione. Dati previsti dalla simulazione della quarta versione ZONA S.D.A.S. Bassa Pressione [mm] S.D.A.S. Gravità [mm] 1 0,033 0, ,036 0, ,035 0, ,040 0,049 Dati ricavati dalle micrografie sul portamozzo fuso nella seconda campionatura
27 Inoltre, visto che la dimensione dello S.D.A.S. influenza le caratteristiche meccaniche del pezzo finale, questo può significare che le caratteristiche meccaniche del portamozzo fuso in bassa pressione siano lievemente superiori a quelle del portamozzo fuso in gravità.
28 Confronto economico Le voci che partecipano alla costruzione del costo di produzione di un pezzo sono: quantità di lega portata allo stato liquido; tempo ciclo = tempo di produzione + tempo operatore; smaterozzatura e nastratura; trattamento termico; finitura; controlli e prove; con un incidenza pari a quella riportata nel grafico.
29 G BP Quantità di Al 1 0,6 Ciclo produttivo 1 1,2 Smaterozzatura 1 0 Trattamento 1 1 termico Sbavatura/ 1 0,9 nastratura Controlli 1 1 COSTI INDICIZZATI Componendo le voci di costo si ottiene che: GRAVITA BASSA PRESSIONE
30 Conclusioni VALUTAZIONE PER LA GRAVITA VALUTAZONE PER LA BASSA PRESSIONE Qualità metallurgica Buona Buona Finitura superficiale Buona Ottima Caratteristiche meccaniche Buone Buone Resa volumetrica Sufficiente Ottima Produttività Buona Ottima Costi di produzione Alti Alti Costi di attrezzatura (stampo) Alti Molto alti In conclusione: anche se sono state evidenziate lievi differenze tra le due tecnologie, sia in campo metallurgico che economico, si possono considerare comunque due tecniche fusorie confrontabili.
31 Grazie per l attenzione
TECNOLOGIA MECCANICA. Parte 7
 TECNOLOGIA MECCANICA Parte 7 La principale differenza è legata alle forme che sono generalmente faae in leghe metalliche (acciai legac) in modo da essere uclizzate per un numero elevato di geg. Si uclizzano
TECNOLOGIA MECCANICA Parte 7 La principale differenza è legata alle forme che sono generalmente faae in leghe metalliche (acciai legac) in modo da essere uclizzate per un numero elevato di geg. Si uclizzano
I processi di tempra sono condotti sul manufatto finito per generare sforzi residui di compressione in superficie. Vengono sfruttate allo scopo
 I processi di tempra sono condotti sul manufatto finito per generare sforzi residui di compressione in superficie. Vengono sfruttate allo scopo diverse metodologie. 1 La tempra termica (o fisica) si basa
I processi di tempra sono condotti sul manufatto finito per generare sforzi residui di compressione in superficie. Vengono sfruttate allo scopo diverse metodologie. 1 La tempra termica (o fisica) si basa
UNIVERSITA DEGLI STUDI DI BRESCIA
 UNIVERSITA DEGLI STUDI DI BRESCIA ESAME DI STATO DI ABILITAZIONE ALL'ESERCIZIO DELLA PROFESSIONE DI INGEGNERE (Lauree di primo livello D.M. 509/99 e D.M. 270/04 e Diploma Universitario) SEZIONE B - Prima
UNIVERSITA DEGLI STUDI DI BRESCIA ESAME DI STATO DI ABILITAZIONE ALL'ESERCIZIO DELLA PROFESSIONE DI INGEGNERE (Lauree di primo livello D.M. 509/99 e D.M. 270/04 e Diploma Universitario) SEZIONE B - Prima
YOUR EASY SOLUTION FOR COSTING
 YOUR EASY SOLUTION FOR COSTING INNOVAZIONE TECNOLOGICA CHE SEMPLIFICA I PROCESSI AZIENDALI Hyperlean nasce dall intuizione di sei giovani ricercatori del Dipartimento di Meccanica (ora Dipartimento di
YOUR EASY SOLUTION FOR COSTING INNOVAZIONE TECNOLOGICA CHE SEMPLIFICA I PROCESSI AZIENDALI Hyperlean nasce dall intuizione di sei giovani ricercatori del Dipartimento di Meccanica (ora Dipartimento di
Il partner industriale
 Il partner industriale Progettazione e produzione di macchine ad elevata automazione per il packaging primario e secondario di prodotti alimentari e farmaceutici 3700 collaboratori 24 siti produttivi Clienti
Il partner industriale Progettazione e produzione di macchine ad elevata automazione per il packaging primario e secondario di prodotti alimentari e farmaceutici 3700 collaboratori 24 siti produttivi Clienti
IMPIANTO AUTOMATICO PER LA SALDATURA DI ESTRUSI DI ALLUMINIO PER APPLICAZIONI NAVALI.
 IMPIANTO AUTOMATICO PER LA SALDATURA DI ESTRUSI DI ALLUMINIO PER APPLICAZIONI NAVALI. Tube Tech Machinery Marcello Filippini Il settore dei trasporti, specialmente i trasporti passeggeri con treni e navi,
IMPIANTO AUTOMATICO PER LA SALDATURA DI ESTRUSI DI ALLUMINIO PER APPLICAZIONI NAVALI. Tube Tech Machinery Marcello Filippini Il settore dei trasporti, specialmente i trasporti passeggeri con treni e navi,
SCHEMA 0 STORIA. Schema certificativo CP003 0.1 DOCUMENTI ESTERNI DI RIFERIMENTO
 SCHEMA per la certificazione del controllo della produzione in fabbrica ai fini della marcatura CE dei prodotti laminati a caldo di acciai per impieghi strutturali di cui alla norma UNI EN 10025-1, edizione
SCHEMA per la certificazione del controllo della produzione in fabbrica ai fini della marcatura CE dei prodotti laminati a caldo di acciai per impieghi strutturali di cui alla norma UNI EN 10025-1, edizione
Il motorino d avviamento è composto. Come controllare il motorino d avviamento. In collaborazione con TUTTI I SEGRETI PER VERIFICARE
 APPROFONDIMENTO In collaborazione con 182 NM TUTTI I SEGRETI PER VERIFICARE INDOTTO E SPAZZOLE. COME TESTARE IL DISPOSITIVO PRIMA DI SMONTARLO. ECCO QUALCHE SUGGERIMENTO PRATICO PER RICONOSCERE LE CARATTERISTICHE
APPROFONDIMENTO In collaborazione con 182 NM TUTTI I SEGRETI PER VERIFICARE INDOTTO E SPAZZOLE. COME TESTARE IL DISPOSITIVO PRIMA DI SMONTARLO. ECCO QUALCHE SUGGERIMENTO PRATICO PER RICONOSCERE LE CARATTERISTICHE
UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria sede di Vicenza A.A. 2007/08
 UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria sede di Vicenza A.A. 2007/08 Corso di Disegno Tecnico Industriale per il Corso di Laurea triennale in Ingegneria Meccanica e in Ingegneria Meccatronica
UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria sede di Vicenza A.A. 2007/08 Corso di Disegno Tecnico Industriale per il Corso di Laurea triennale in Ingegneria Meccanica e in Ingegneria Meccatronica
STIMA DI MASSIMA DEI LIMITI STRUTTURALI DI PARTI DI MOTORI DIESEL AD INIEZIONE DIRETTA PER L AERONAUTICA
 STIMA DI MASSIMA DEI LIMITI STRUTTURALI DI PARTI DI MOTORI DIESEL AD INIEZIONE DIRETTA PER L AERONAUTICA Relatore: Prof. Ing. L. Piancastelli Correlatori: Prof. Ing. A. Liverani Prof. Ing. F. Persiani
STIMA DI MASSIMA DEI LIMITI STRUTTURALI DI PARTI DI MOTORI DIESEL AD INIEZIONE DIRETTA PER L AERONAUTICA Relatore: Prof. Ing. L. Piancastelli Correlatori: Prof. Ing. A. Liverani Prof. Ing. F. Persiani
Rapidamente al grado esatto Tarature di temperatura con strumenti portatili: una soluzione ideale per il risparmio dei costi
 Rapidamente al grado esatto Tarature di temperatura con strumenti portatili: una soluzione ideale per il risparmio dei costi Gli strumenti per la misura di temperatura negli impianti industriali sono soggetti
Rapidamente al grado esatto Tarature di temperatura con strumenti portatili: una soluzione ideale per il risparmio dei costi Gli strumenti per la misura di temperatura negli impianti industriali sono soggetti
RESISTENZA DEI MATERIALI TEST
 RESISTENZA DEI MATERIALI TEST 1. Nello studio della resistenza dei materiali, i corpi: a) sono tali per cui esiste sempre una proporzionalità diretta tra sollecitazione e deformazione b) sono considerati
RESISTENZA DEI MATERIALI TEST 1. Nello studio della resistenza dei materiali, i corpi: a) sono tali per cui esiste sempre una proporzionalità diretta tra sollecitazione e deformazione b) sono considerati
PALO tipo SP VANTAGGI minima quantità di materiale di risulta Ridotto consumo di calcestruzzo
 PALO tipo SP Il Soil Displacement (SP) è una metodologia di esecuzione del palo di fondazione eseguita senza asportazione di terreno, quindi alternativa ai pali battuti, vibroinfissi e trivellati. La tecnologia
PALO tipo SP Il Soil Displacement (SP) è una metodologia di esecuzione del palo di fondazione eseguita senza asportazione di terreno, quindi alternativa ai pali battuti, vibroinfissi e trivellati. La tecnologia
Lezione. Tecnica delle Costruzioni
 Lezione Tecnica delle Costruzioni Collegamenti saldati Procedimenti di saldatura Sorgente termica che produce alta temperatura in modo localizzato Fusione del materiale base più il materiale di apporto
Lezione Tecnica delle Costruzioni Collegamenti saldati Procedimenti di saldatura Sorgente termica che produce alta temperatura in modo localizzato Fusione del materiale base più il materiale di apporto
TRATTAMENTI TERMICI IMPORTANZA DI ESEGUIRE IL TRATTAMENTO TERMICO NEL MOMENTO OPPORTUNO DEL PROCESSO DI REALIZZAZIONE DEL PEZZO
 TRATTAMENTI TERMICI IL TRATTAMENTO TERMICO CONSISTE IN UN CICLO TERMICO CHE SERVE A MODIFICARE LA STRUTTURA DEL MATERIALE PER LA VARIAZIONE DELLE SUE CARATTERISTICHE MECCANICHE: RESISTENZA DEFORMABILITA
TRATTAMENTI TERMICI IL TRATTAMENTO TERMICO CONSISTE IN UN CICLO TERMICO CHE SERVE A MODIFICARE LA STRUTTURA DEL MATERIALE PER LA VARIAZIONE DELLE SUE CARATTERISTICHE MECCANICHE: RESISTENZA DEFORMABILITA
CLASSIFICAZIONE DELLE LAVORAZIONI MECCANICHE
 CLASSIFICAZIONE DELLE LAVORAZIONI MECCANICHE Le lavorazioni meccaniche possono essere classificate secondo diversi criteri. Il criterio che si è dimostrato più utile, in quanto ha permesso di considerare
CLASSIFICAZIONE DELLE LAVORAZIONI MECCANICHE Le lavorazioni meccaniche possono essere classificate secondo diversi criteri. Il criterio che si è dimostrato più utile, in quanto ha permesso di considerare
RUGOSITÀ. Introduzione
 RUGOSITÀ 299 Introduzione Le superfici degli oggetti reali sono di solito affette da irregolarità microgeometriche. Tali irregolarità possono essere casuali (tipico nei pezzi prodotti per fusione), ovvero
RUGOSITÀ 299 Introduzione Le superfici degli oggetti reali sono di solito affette da irregolarità microgeometriche. Tali irregolarità possono essere casuali (tipico nei pezzi prodotti per fusione), ovvero
COME NASCE UN CERCHIO IN CARBONIO
 COME NASCE UN CERCHIO IN CARBONIO Mike Wilson, che ha passato quasi tutta la sua vita lavorativa in Dymag, è il responsabile della progettazione. Insieme al suo team valuta tutti gli aspetti progettuali
COME NASCE UN CERCHIO IN CARBONIO Mike Wilson, che ha passato quasi tutta la sua vita lavorativa in Dymag, è il responsabile della progettazione. Insieme al suo team valuta tutti gli aspetti progettuali
STUDIO DELLA FLUIDITÀ DI LEGHE DI ALLUMINIO PER LA COLATA IN STAMPO PERMANENTE
 UNIVERSITÀ DEGLI STUDI DI BRESCIA DIPARTIMENTO DI MECCANICA INDUSTRIALE STUDIO DELLA FLUIDITÀ DI LEGHE DI ALLUMINIO PER LA COLATA IN STAMPO PERMANENTE Relatore: Prof.ssa Ing. ANNALISA POLA Correlatore:
UNIVERSITÀ DEGLI STUDI DI BRESCIA DIPARTIMENTO DI MECCANICA INDUSTRIALE STUDIO DELLA FLUIDITÀ DI LEGHE DI ALLUMINIO PER LA COLATA IN STAMPO PERMANENTE Relatore: Prof.ssa Ing. ANNALISA POLA Correlatore:
Oggetto: VERIFICA TERMICA DEL DISSIPATORE
 Report fotovoltaico issue 2 Di: VINCENZO CASCIOLI Data: 11 Settembre 2008 Oggetto: VERIFICA TERMICA DEL DISSIPATORE Verifica termica del dissipatore 1 INDICE 1. PREMESSA 4 2. MODELLO SOLIDO 5 2.1 Scheda
Report fotovoltaico issue 2 Di: VINCENZO CASCIOLI Data: 11 Settembre 2008 Oggetto: VERIFICA TERMICA DEL DISSIPATORE Verifica termica del dissipatore 1 INDICE 1. PREMESSA 4 2. MODELLO SOLIDO 5 2.1 Scheda
IL RISPARMIO ENERGETICO E GLI AZIONAMENTI A VELOCITA VARIABILE L utilizzo dell inverter negli impianti frigoriferi.
 IL RISPARMIO ENERGETICO E GLI AZIONAMENTI A VELOCITA VARIABILE L utilizzo dell inverter negli impianti frigoriferi. Negli ultimi anni, il concetto di risparmio energetico sta diventando di fondamentale
IL RISPARMIO ENERGETICO E GLI AZIONAMENTI A VELOCITA VARIABILE L utilizzo dell inverter negli impianti frigoriferi. Negli ultimi anni, il concetto di risparmio energetico sta diventando di fondamentale
SymCAD/C.A.T.S. modulo Canali Schema
 SymCAD/C.A.T.S. modulo Canali Schema Il modulo Ventilazione Standard permette di effettuare la progettazione integrata (disegno e calcoli) in AutoCAD di reti di canali aria (mandata e ripresa). Il disegno
SymCAD/C.A.T.S. modulo Canali Schema Il modulo Ventilazione Standard permette di effettuare la progettazione integrata (disegno e calcoli) in AutoCAD di reti di canali aria (mandata e ripresa). Il disegno
Per una scuola hands on : esperienze
 Per una scuola hands on : esperienze Scuola: Primaria G. Deledda - Gaggio in P. classe 2^ A Denominazione dell attività: Laboratorio bolle di sapone. Caccia alla ricetta per bolle resistenti. Conoscenze
Per una scuola hands on : esperienze Scuola: Primaria G. Deledda - Gaggio in P. classe 2^ A Denominazione dell attività: Laboratorio bolle di sapone. Caccia alla ricetta per bolle resistenti. Conoscenze
Gli oggetti di plastica. Abilità interessate Conoscenze Nuclei coinvolti Collegamenti esterni Decodificare informazioni di tipo grafico.
 Gli oggetti di plastica Livello scolare: 1 biennio Abilità interessate Conoscenze Nuclei coinvolti Collegamenti esterni Decodificare informazioni di tipo grafico. Funzioni lineari. Pendenza di una retta.
Gli oggetti di plastica Livello scolare: 1 biennio Abilità interessate Conoscenze Nuclei coinvolti Collegamenti esterni Decodificare informazioni di tipo grafico. Funzioni lineari. Pendenza di una retta.
LE SOLUZIONI PER L AUTO AZIENDALE
 LE SOLUZIONI PER L AUTO AZIENDALE Ermanno Molinari Bologna, martedì 13 novembre 2012 iziativa LE SOLUZIONI PER L AUTO AZIENDALE L ascesa delle auto aziendali coincide con l avvento della motorizzazione
LE SOLUZIONI PER L AUTO AZIENDALE Ermanno Molinari Bologna, martedì 13 novembre 2012 iziativa LE SOLUZIONI PER L AUTO AZIENDALE L ascesa delle auto aziendali coincide con l avvento della motorizzazione
PROVE SU PISTA. Sensore pressione freno. Sensore pressione freno:
 Sensore pressione freno A N A L I S I T E C N I C A D E L T U O K A R T PROVE SU PISTA Sensore pressione freno: come integrare le valutazioni personali sulla frenata con un analisi basata su elementi oggettivi
Sensore pressione freno A N A L I S I T E C N I C A D E L T U O K A R T PROVE SU PISTA Sensore pressione freno: come integrare le valutazioni personali sulla frenata con un analisi basata su elementi oggettivi
Normative sulla Tenuta dei Serramenti ad Aria, Acqua e Vento
 UNI EN 12208 La tenuta all acqua di un serramento, descrive la sua capacità di essere impermeabile sotto l azione di pioggia battente e in presenza di una determinata velocità del vento. La norma, la UNI
UNI EN 12208 La tenuta all acqua di un serramento, descrive la sua capacità di essere impermeabile sotto l azione di pioggia battente e in presenza di una determinata velocità del vento. La norma, la UNI
Studio dei trattamenti termici per acciai speciali
 Università degli Studi di Brescia Facoltà di Ingegneria Corso di laurea in ingegneria dei materiali Studio dei trattamenti termici per acciai speciali Relatore: Ing. Marcello Gelfi Correlatore: Ing. Annalisa
Università degli Studi di Brescia Facoltà di Ingegneria Corso di laurea in ingegneria dei materiali Studio dei trattamenti termici per acciai speciali Relatore: Ing. Marcello Gelfi Correlatore: Ing. Annalisa
Eccesso di inoculazione nelle ghise grige e sferoidali. Brescia, 22 Novembre 2014 Linda Mazzocco & Fiorenzo Santorini
 Eccesso di inoculazione nelle ghise grige e sferoidali Brescia, 22 Novembre 2014 Linda Mazzocco & Fiorenzo Santorini 1 Scopo della presentazione e temi trattati Difetti provocati da eccesso di precondizionamento
Eccesso di inoculazione nelle ghise grige e sferoidali Brescia, 22 Novembre 2014 Linda Mazzocco & Fiorenzo Santorini 1 Scopo della presentazione e temi trattati Difetti provocati da eccesso di precondizionamento
SysAround S.r.l. L'efficacia delle vendite è l elemento centrale per favorire la crescita complessiva dell azienda.
 Scheda Il CRM per la Gestione delle Vendite Le organizzazioni di vendita sono costantemente alla ricerca delle modalità migliori per aumentare i ricavi aziendali e ridurre i costi operativi. Oggi il personale
Scheda Il CRM per la Gestione delle Vendite Le organizzazioni di vendita sono costantemente alla ricerca delle modalità migliori per aumentare i ricavi aziendali e ridurre i costi operativi. Oggi il personale
Generalità sulle elettropompe
 Generalità sulle elettropompe 1) Introduzione Ne esistono diverse tipologie ma si possono inizialmente suddividere in turbopompe e pompe volumetriche. Le prime sono caratterizzate da un flusso continuo
Generalità sulle elettropompe 1) Introduzione Ne esistono diverse tipologie ma si possono inizialmente suddividere in turbopompe e pompe volumetriche. Le prime sono caratterizzate da un flusso continuo
Sinterizzazione. Il processo di sinterizzazione. π = D
 Sinterizzazione (M. Casalboni, F. De Matteis) La sinterizzazione è un processo che permette di ottenere corpi solidi di forma definita a partire da polveri di materiali diversi pastiglie di aspirina filamenti
Sinterizzazione (M. Casalboni, F. De Matteis) La sinterizzazione è un processo che permette di ottenere corpi solidi di forma definita a partire da polveri di materiali diversi pastiglie di aspirina filamenti
Corso di Laurea in Disegno Industriale
 Corso di Laurea in Disegno Industriale Classe 4 Classe delle Lauree in Disegno Industriale Obiettivi del Corso di Laurea e Figura Professionale Il Corso di Laurea ha come obiettivo la formazione di tecnici
Corso di Laurea in Disegno Industriale Classe 4 Classe delle Lauree in Disegno Industriale Obiettivi del Corso di Laurea e Figura Professionale Il Corso di Laurea ha come obiettivo la formazione di tecnici
Una Gamma Versatile. YalosKer è disponibile nei seguenti formati di base: - 120x150 cm - 150x250 cm - altri formati sono disponibili su richiesta
 Materiale MATERIA Vetroceramica e luce si fondono in YalosKer in una nuova e raffinata traslucenza, che consente agli architetti e ai progettisti di realizzare ambienti suggestivi grazie all attraversamento
Materiale MATERIA Vetroceramica e luce si fondono in YalosKer in una nuova e raffinata traslucenza, che consente agli architetti e ai progettisti di realizzare ambienti suggestivi grazie all attraversamento
1. PREMESSA 2. CALCOLI E VERIFICHE FOGNATURA ACQUE REFLUE
 1. PREMESSA La presente verifica idraulica fa riferimento alla precedente verifica allegata al progetto preliminare approvato con Deliberazione del Giunta Municipale n. 113 del 19.09.2011, con la quale
1. PREMESSA La presente verifica idraulica fa riferimento alla precedente verifica allegata al progetto preliminare approvato con Deliberazione del Giunta Municipale n. 113 del 19.09.2011, con la quale
La stampa 3D non è quindi possibile senza il disegno CAD 3D dell'oggetto.
 COS È LA STAMPA 3D https://www.youtube.com/watch?v=n1nrcb8p18y La STAMPA 3D è la denominazione di un insieme di varie tecnologie di produzione automatica additiva, a strati, grazie alle quali si rende
COS È LA STAMPA 3D https://www.youtube.com/watch?v=n1nrcb8p18y La STAMPA 3D è la denominazione di un insieme di varie tecnologie di produzione automatica additiva, a strati, grazie alle quali si rende
PROGETTO TECNICO SISTEMA DI GESTIONE QUALITA IN CONFORMITÀ ALLA NORMA. UNI EN ISO 9001 (ed. 2008) n. 03 del 31/01/09 Salvatore Ragusa
 n. 03 del 31/01/09 Salvatore Ragusa") PROGETTO TECNICO SISTEMA DI GESTIONE QUALITA IN CONFORMITÀ ALLA NORMA UNI EN ISO 9001 (ed. 2008) Revisione Approvazione n. 03 del 31/01/09 Salvatore Ragusa PROGETTO TECNICO SISTEMA QUALITA Il nostro progetto
PROGETTO TECNICO SISTEMA DI GESTIONE QUALITA IN CONFORMITÀ ALLA NORMA UNI EN ISO 9001 (ed. 2008) Revisione Approvazione n. 03 del 31/01/09 Salvatore Ragusa PROGETTO TECNICO SISTEMA QUALITA Il nostro progetto
Vernici isolanti per risparmio energetico?
 DOCUMENTO DI CHIARIMENTO 10 febbraio 2016 Vernici isolanti per risparmio energetico? ANIT,, pubblica periodicamente documenti di approfondimento o chiarimento sulla normativa di efficienza energetica e
DOCUMENTO DI CHIARIMENTO 10 febbraio 2016 Vernici isolanti per risparmio energetico? ANIT,, pubblica periodicamente documenti di approfondimento o chiarimento sulla normativa di efficienza energetica e
Indice di rischio globale
 Indice di rischio globale Di Pietro Bottani Dottore Commercialista in Prato Introduzione Con tale studio abbiamo cercato di creare un indice generale capace di valutare il rischio economico-finanziario
Indice di rischio globale Di Pietro Bottani Dottore Commercialista in Prato Introduzione Con tale studio abbiamo cercato di creare un indice generale capace di valutare il rischio economico-finanziario
DIMI. Università degli studi di Brescia. Dipartimento Ingegneria Meccanica e Industriale. Dipartimento di Ingegneria Meccanica e Industriale
 Componenti strutturali per telai automobilistici: problematiche metallurgiche di assemblaggio e finitura Andrea Panvini, Giovanna Cornacchia, Michela Faccoli DIMI Dipartimento Ingegneria Meccanica e Industriale
Componenti strutturali per telai automobilistici: problematiche metallurgiche di assemblaggio e finitura Andrea Panvini, Giovanna Cornacchia, Michela Faccoli DIMI Dipartimento Ingegneria Meccanica e Industriale
PROGETTO DI RICERCA RAPID TOOLING PER STAMPI DI MATERIE PLASTICHE
 PROGETTO DI RICERCA RAPID TOOLING PER STAMPI DI MATERIE PLASTICHE Il progetto di ricerca e sperimentazione realizzato è la diretta evoluzione tecnologica delle metodologie di Rapid Prototyping: un progetto
PROGETTO DI RICERCA RAPID TOOLING PER STAMPI DI MATERIE PLASTICHE Il progetto di ricerca e sperimentazione realizzato è la diretta evoluzione tecnologica delle metodologie di Rapid Prototyping: un progetto
LE VALVOLE TERMOSTATICHE
 LE VALVOLE TERMOSTATICHE Per classificare ed individuare le valvole termostatiche si deve valutare che cosa si vuole ottenere dal loro funzionamento. Per raggiungere un risparmio energetico (cosa per la
LE VALVOLE TERMOSTATICHE Per classificare ed individuare le valvole termostatiche si deve valutare che cosa si vuole ottenere dal loro funzionamento. Per raggiungere un risparmio energetico (cosa per la
Trasportatori a nastro
 Trasportatori a nastro Realizzano un trasporto di tipo continuo, in orizzontale o in pendenza, di materiali alla rinfusa e di carichi concentrati leggeri. incastellatura di sostegno Trasporti interni 1
Trasportatori a nastro Realizzano un trasporto di tipo continuo, in orizzontale o in pendenza, di materiali alla rinfusa e di carichi concentrati leggeri. incastellatura di sostegno Trasporti interni 1
REPORT BRAIN FARM. MODALITA DI ADDESTRAMENTO in questa fase, si sono impostati diversi parametri: GENITORI:3 FIGLI:3 GENERAZIONI:100
 REPORT BRAIN FARM Federica Catanzariti 147 Consuelo Nicoletti 1621 Mariapaola Mercurio 1 Paola Ozimo 13 Maria Rosa Vardè 19 Lo scopo del nostro lavoro è quello di imparare a usare Brain Farm che ci permette
REPORT BRAIN FARM Federica Catanzariti 147 Consuelo Nicoletti 1621 Mariapaola Mercurio 1 Paola Ozimo 13 Maria Rosa Vardè 19 Lo scopo del nostro lavoro è quello di imparare a usare Brain Farm che ci permette
Generazione Automatica di Asserzioni da Modelli di Specifica
 UNIVERSITÀ DEGLI STUDI DI MILANO BICOCCA FACOLTÀ DI SCIENZE MATEMATICHE FISICHE E NATURALI Corso di Laurea Magistrale in Informatica Generazione Automatica di Asserzioni da Modelli di Specifica Relatore:
UNIVERSITÀ DEGLI STUDI DI MILANO BICOCCA FACOLTÀ DI SCIENZE MATEMATICHE FISICHE E NATURALI Corso di Laurea Magistrale in Informatica Generazione Automatica di Asserzioni da Modelli di Specifica Relatore:
La trasmittanza termica dei serramenti in relazione al D.Lgs 311 Ing. Antonietta Serra Sezione di Trasmissione del Calore SOMMARIO
 1 La trasmittanza termica dei serramenti in relazione al D.Lgs 311 Ing. Antonietta Serra Sezione di Trasmissione del Calore SOMMARIO SITUAZIONE NORMATIVA E LEGISLATIVA DETERMINAZIONE DELLA TRASMITTANZA
1 La trasmittanza termica dei serramenti in relazione al D.Lgs 311 Ing. Antonietta Serra Sezione di Trasmissione del Calore SOMMARIO SITUAZIONE NORMATIVA E LEGISLATIVA DETERMINAZIONE DELLA TRASMITTANZA
Simulazione di colata per la scelta della Pressa. Minore Pressione, Minore Forza, Minor Costo
 Valente ing. Lorenzo Valente dr. Tiziano ECOTRE: Esclusivista ProCAST, QuikCAST e per l Italia 1-20100520_Rev01 ATTIVITA Obiettivo: scegliere la pressa ottimale per stampare un pezzo Scenario: Nomogramma
Valente ing. Lorenzo Valente dr. Tiziano ECOTRE: Esclusivista ProCAST, QuikCAST e per l Italia 1-20100520_Rev01 ATTIVITA Obiettivo: scegliere la pressa ottimale per stampare un pezzo Scenario: Nomogramma
Anno 2014. Rapporto ambientale
 Anno 2014 Rapporto ambientale 1 ANNO 2014 Nell anno 2005 la SITI TARGHE S.r.l. ha ottenuto la certificazione ambientale secondo la norma internazionale ISO 14001:2004, rinnovata nel 2008, nel 2011 e nel
Anno 2014 Rapporto ambientale 1 ANNO 2014 Nell anno 2005 la SITI TARGHE S.r.l. ha ottenuto la certificazione ambientale secondo la norma internazionale ISO 14001:2004, rinnovata nel 2008, nel 2011 e nel
PRESSOCOLATA DI ZAMA CON MACCHINA ELETTRICA
 UNIVERSITA DEGLI STUDI DI BRESCIA FACOLTA DI INGEGNERIA DIPARTIMENTO DI INGEGNERIA MECCANICA PRESSOCOLATA DI ZAMA CON MACCHINA ELETTRICA Relatore: ing. Annalisa Pola Laureandi: Dario Martinazzoli (ing.
UNIVERSITA DEGLI STUDI DI BRESCIA FACOLTA DI INGEGNERIA DIPARTIMENTO DI INGEGNERIA MECCANICA PRESSOCOLATA DI ZAMA CON MACCHINA ELETTRICA Relatore: ing. Annalisa Pola Laureandi: Dario Martinazzoli (ing.
V= R*I. LEGGE DI OHM Dopo aver illustrato le principali grandezze elettriche è necessario analizzare i legami che vi sono tra di loro.
 LEGGE DI OHM Dopo aver illustrato le principali grandezze elettriche è necessario analizzare i legami che vi sono tra di loro. PREMESSA: Anche intuitivamente dovrebbe a questo punto essere ormai chiaro
LEGGE DI OHM Dopo aver illustrato le principali grandezze elettriche è necessario analizzare i legami che vi sono tra di loro. PREMESSA: Anche intuitivamente dovrebbe a questo punto essere ormai chiaro
REGIONE DEL VENETO. Impianto di messa in riserva e recupero di rifiuti speciali non pericolosi presso il Comune di San Pietro di Morubio
 REGIONE DEL VENETO PROVINCIA DI VERONA COMUNE DI SAN PIETRO DI MORUBIO Impianto di messa in riserva e recupero di rifiuti speciali non pericolosi presso il Comune di San Pietro di Morubio DITTA A.E.T.
REGIONE DEL VENETO PROVINCIA DI VERONA COMUNE DI SAN PIETRO DI MORUBIO Impianto di messa in riserva e recupero di rifiuti speciali non pericolosi presso il Comune di San Pietro di Morubio DITTA A.E.T.
TERMOMETRIA E PROCESSI TERMICI
 TERMOMETRIA E PROCESSI TERMICI SISTEMA parte di materia e/o spazio, idealmente isolata, su cui si concentra ntra l attenzione dell osservatore AMBIENTE ESTERNO tutto ciò che sta al di fuori, ma pur sempre
TERMOMETRIA E PROCESSI TERMICI SISTEMA parte di materia e/o spazio, idealmente isolata, su cui si concentra ntra l attenzione dell osservatore AMBIENTE ESTERNO tutto ciò che sta al di fuori, ma pur sempre
CALORE. Compie lavoro. Il calore è energia. Temperatura e calore. L energia è la capacità di un corpo di compiere un lavoro
 Cos è il calore? Per rispondere si osservino le seguenti immagini Temperatura e calore Il calore del termosifone fa girare una girandola Il calore del termosifone fa scoppiare un palloncino Il calore del
Cos è il calore? Per rispondere si osservino le seguenti immagini Temperatura e calore Il calore del termosifone fa girare una girandola Il calore del termosifone fa scoppiare un palloncino Il calore del
CAPITOLO 3 CICLO OTTO E CICLO DIESEL MOTORI A COMBUSTIONE INTERNA
 CAPITOLO 3 CICLO OTTO E CICLO DIESEL MOTORI A COMBUSTIONE INTERNA 1 CICLO OTTO E CICLO DIESEL MOTORI A COMBUSTIONE INTERNA I MOTORI A COMBUSTIONE INTERNA SONO MACCHINE MOTRICI E POSSONO ESSERE BASATI SU
CAPITOLO 3 CICLO OTTO E CICLO DIESEL MOTORI A COMBUSTIONE INTERNA 1 CICLO OTTO E CICLO DIESEL MOTORI A COMBUSTIONE INTERNA I MOTORI A COMBUSTIONE INTERNA SONO MACCHINE MOTRICI E POSSONO ESSERE BASATI SU
Die-casting Steel Solution
 Die-casting Steel Solution for Corrado Patriarchi 1 Acciai da utensili destinati alla deformazione a caldo di metalli e le loro leghe mediante procedimenti di stampaggio, estrusione, pressofusione. Vengono
Die-casting Steel Solution for Corrado Patriarchi 1 Acciai da utensili destinati alla deformazione a caldo di metalli e le loro leghe mediante procedimenti di stampaggio, estrusione, pressofusione. Vengono
Presentazione acquisto nuova macchina Raggi -X. Chiusanico 03/03/15
 Presentazione acquisto nuova macchina Raggi -X Chiusanico 03/03/15 Macchina X-Ray attualmente presente in CLAS CLAS possiede attualmente una Eagle-Tall serie III Che, seppur datata (installazione nel 2003)
Presentazione acquisto nuova macchina Raggi -X Chiusanico 03/03/15 Macchina X-Ray attualmente presente in CLAS CLAS possiede attualmente una Eagle-Tall serie III Che, seppur datata (installazione nel 2003)
I METALLI. I metalli sono materiali strutturali costituiti ciascuno da un singolo elemento. Hanno tra loro proprietà molto simili.
 M et 1 all I METALLI I metalli sono materiali strutturali costituiti ciascuno da un singolo elemento. Hanno tra loro proprietà molto simili. Proprietà Le principali proprietà dei metalli sono le seguenti:
M et 1 all I METALLI I metalli sono materiali strutturali costituiti ciascuno da un singolo elemento. Hanno tra loro proprietà molto simili. Proprietà Le principali proprietà dei metalli sono le seguenti:
STUDIO DEL COMPORTAMENTO DINAMICO SU STRADA DELLA VETTURA ASTURA
 ALMA MATER STUDIORUM UNIVERSITA DI BOLOGNA FACOLTA DI INGEGNERIA CORSO DI LAUREA IN INGEGNERIA MECCANICA DIPARTIMENTO DI INGEGNERIA DELLE COSTRUZIONI MECCANICHE, NUCLERI, AERONAUTICHE E DI METALLURGIA
ALMA MATER STUDIORUM UNIVERSITA DI BOLOGNA FACOLTA DI INGEGNERIA CORSO DI LAUREA IN INGEGNERIA MECCANICA DIPARTIMENTO DI INGEGNERIA DELLE COSTRUZIONI MECCANICHE, NUCLERI, AERONAUTICHE E DI METALLURGIA
ANALISI TERMOGRAFICHE. in ambito +elettrico +edile + idraulico + riscaldamento
 + riscaldamento ANALISI ++++++++++++++++++++++++++++++++++++++++++ TERMOGRAFICHE Sono lieto di presentarvi i miei servizi di supporto tecnologico indispensabile per la manutenzione utilizzando un metodo
+ riscaldamento ANALISI ++++++++++++++++++++++++++++++++++++++++++ TERMOGRAFICHE Sono lieto di presentarvi i miei servizi di supporto tecnologico indispensabile per la manutenzione utilizzando un metodo
Rapporto ambientale Anno 2012
 Rapporto ambientale Anno 2012 Pagina 1 di 11 1 ANNO 2012 Nell anno 2005 la SITI TARGHE srl ha ottenuto la certificazione ambientale secondo la norma internazionale ISO 14001:2004, rinnovata nel 2008 e
Rapporto ambientale Anno 2012 Pagina 1 di 11 1 ANNO 2012 Nell anno 2005 la SITI TARGHE srl ha ottenuto la certificazione ambientale secondo la norma internazionale ISO 14001:2004, rinnovata nel 2008 e
TECNICA DELLE COSTRUZIONI: PROGETTO DI STRUTTURE LE FONDAZIONI
 LE FONDAZIONI Generalità sulle fondazioni Fondazioni dirette Plinti isolati Trave rovescia Esecutivi di strutture di fondazione Generalità Le opere di fondazione hanno il compito di trasferire le sollecitazioni
LE FONDAZIONI Generalità sulle fondazioni Fondazioni dirette Plinti isolati Trave rovescia Esecutivi di strutture di fondazione Generalità Le opere di fondazione hanno il compito di trasferire le sollecitazioni
1 PREMESSE E SCOPI... 3 2 DESCRIZIONE DEI SUPPORTI SOTTOPOSTI A PROVA... 3 3 PROGRAMMA DELLE PROVE SPERIMENTALI... 5
 DI UN SISTEMA DI FISSAGGIO PER FACCIATE CONTINUE 2 INDICE 1 PREMESSE E SCOPI... 3 2 DESCRIZIONE DEI SUPPORTI SOTTOPOSTI A PROVA... 3 3 PROGRAMMA DELLE PROVE SPERIMENTALI... 5 3.1 STRUMENTAZIONE UTILIZZATA...
DI UN SISTEMA DI FISSAGGIO PER FACCIATE CONTINUE 2 INDICE 1 PREMESSE E SCOPI... 3 2 DESCRIZIONE DEI SUPPORTI SOTTOPOSTI A PROVA... 3 3 PROGRAMMA DELLE PROVE SPERIMENTALI... 5 3.1 STRUMENTAZIONE UTILIZZATA...
ATTENUATOR TEST BOX. Scopo
 ATTENUATOR TEST BOX Scopo Il dispositivo nasce da un esigenza del personale tecnico che opera sulle fibre ottiche sia in fase di creazione dei collegamenti, sia in fase di manutenzione e quindi di ricerca
ATTENUATOR TEST BOX Scopo Il dispositivo nasce da un esigenza del personale tecnico che opera sulle fibre ottiche sia in fase di creazione dei collegamenti, sia in fase di manutenzione e quindi di ricerca
SCHEMA 0 STORIA. Schema certificativo CP004 0.1 DOCUMENTI ESTERNI DI RIFERIMENTO
 SCHEMA per la certificazione del controllo della produzione in fabbrica ai fini della marcatura CE dei profilati cavi di acciai non legati e a grano fine per impieghi strutturali di cui alle norme UNI
SCHEMA per la certificazione del controllo della produzione in fabbrica ai fini della marcatura CE dei profilati cavi di acciai non legati e a grano fine per impieghi strutturali di cui alle norme UNI
I risultati di una indagine di Certiquality su un campione di aziende certificate
 I risultati di una indagine di Certiquality su un campione di aziende certificate Certiquality ha condotto uno studio presso le aziende certificate secondo la norma BS OHSAS 18001 per verificare l ammontare
I risultati di una indagine di Certiquality su un campione di aziende certificate Certiquality ha condotto uno studio presso le aziende certificate secondo la norma BS OHSAS 18001 per verificare l ammontare
LE CARTE DI CONTROLLO (4)
") LE CARTE DI CONTROLLO (4) Tipo di carta di controllo Frazione difettosa Carta p Numero di difettosi Carta np Dimensione campione Variabile, solitamente >= 50 costante, solitamente >= 50 Linea centrale
LE CARTE DI CONTROLLO (4) Tipo di carta di controllo Frazione difettosa Carta p Numero di difettosi Carta np Dimensione campione Variabile, solitamente >= 50 costante, solitamente >= 50 Linea centrale
UNIVERSITA DEGLI STUDI DI CAGLIARI FACOLTA DI INGEGNERIA DIPARTIMENTO DI INGEGNERIA STRUTTURALE PROVE SPERIMENTALI SU PIGNATTE IN PSE RELAZIONE
 UNIVERSITA DEGLI STUDI DI CAGLIARI FACOLTA DI INGEGNERIA DIPARTIMENTO DI INGEGNERIA STRUTTURALE PROVE SPERIMENTALI SU PIGNATTE IN PSE RELAZIONE Il Responsabile Scientifico Dott. Ing. Fausto Mistretta Il
UNIVERSITA DEGLI STUDI DI CAGLIARI FACOLTA DI INGEGNERIA DIPARTIMENTO DI INGEGNERIA STRUTTURALE PROVE SPERIMENTALI SU PIGNATTE IN PSE RELAZIONE Il Responsabile Scientifico Dott. Ing. Fausto Mistretta Il
Riscaldatori a cartuccia
 Riscaldatori a cartuccia Cartuccia Pg01 di 14 2011-01 E.M.P. Srl - Italy - www.emp.it Riscaldatori a cartuccia HD Alta densità di potenza Descrizione La tecnologia costruttiva dei riscaldatori a cartuccia
Riscaldatori a cartuccia Cartuccia Pg01 di 14 2011-01 E.M.P. Srl - Italy - www.emp.it Riscaldatori a cartuccia HD Alta densità di potenza Descrizione La tecnologia costruttiva dei riscaldatori a cartuccia
UNIVERSITA DEGLI STUDI DI PALERMO MASTER: MISSB. UDA di Fisica
 UNIVERSITA DEGLI STUDI DI PALERMO MASTER: MISSB UDA di Fisica CLASSE V Scheda di Fisica di: Rosalia Rinaldi Prof.ssa Sperandeo 1 PREMESSA: Calore e temperatura sono concetti che ricorrono frequentemente
UNIVERSITA DEGLI STUDI DI PALERMO MASTER: MISSB UDA di Fisica CLASSE V Scheda di Fisica di: Rosalia Rinaldi Prof.ssa Sperandeo 1 PREMESSA: Calore e temperatura sono concetti che ricorrono frequentemente
CAPIAMO IL "LINGUAGGIO" DELLA norma UNI EN ISO serie 9000
 CAPIAMO IL "LINGUAGGIO" DELLA norma UNI EN ISO serie 9000 Cosa significa UNI EN ISO serie 9000? Significa che si tratta di norme internazionali, in quanto le norme italiane (UNI) non sono altro che la
CAPIAMO IL "LINGUAGGIO" DELLA norma UNI EN ISO serie 9000 Cosa significa UNI EN ISO serie 9000? Significa che si tratta di norme internazionali, in quanto le norme italiane (UNI) non sono altro che la
È una grandezza fisica FONDAMENTALE, SCALARE UNITÀ DI MISURA NEL S.I. : K (KELVIN)
") È una grandezza fisica FONDAMENTALE, SCALARE UNITÀ DI MISURA NEL S.I. : K (KELVIN) È STRETTAMENTE LEGATA ALLA VELOCITÀ DI VIBRAZIONE DELLE MOLECOLE IN UN CORPO: SE LA TEMPERATURA DI UN CORPO AUMENTA LE
È una grandezza fisica FONDAMENTALE, SCALARE UNITÀ DI MISURA NEL S.I. : K (KELVIN) È STRETTAMENTE LEGATA ALLA VELOCITÀ DI VIBRAZIONE DELLE MOLECOLE IN UN CORPO: SE LA TEMPERATURA DI UN CORPO AUMENTA LE
STUDIO DI UN SEDILE AD ELEVATO COMFORT PER UN AUTO SPORTIVA
 ALMA MATER STUDIORUM - UNIVERSITÀ DI BOLOGNA SECONDA FACOLTA DI INGEGNERIA CON SEDE A CESENA CORSO DI LAUREA IN INGEGNERIA MECCANICA TESI DI LAUREA in DISEGNO ASSISTITO DAL CALCOLATORE L STUDIO DI UN SEDILE
ALMA MATER STUDIORUM - UNIVERSITÀ DI BOLOGNA SECONDA FACOLTA DI INGEGNERIA CON SEDE A CESENA CORSO DI LAUREA IN INGEGNERIA MECCANICA TESI DI LAUREA in DISEGNO ASSISTITO DAL CALCOLATORE L STUDIO DI UN SEDILE
Dario Savarino Cuneo 16 dicembre 2009 RISPARMIO ENERGETICO E TUTELA DELL AMBIENTE
 Dario Savarino Cuneo 16 dicembre 2009 RISPARMIO ENERGETICO E TUTELA DELL AMBIENTE Ripartizione consumi di energia elettrica nelle PMI artigiane e industriali Dai risultati dei check-up effettuati l 80%
Dario Savarino Cuneo 16 dicembre 2009 RISPARMIO ENERGETICO E TUTELA DELL AMBIENTE Ripartizione consumi di energia elettrica nelle PMI artigiane e industriali Dai risultati dei check-up effettuati l 80%
Ripasso sulla temperatura, i gas perfetti e il calore
 Ripasso sulla temperatura, i gas perfetti e il calore Prof. Daniele Ippolito Liceo Scientifico Amedeo di Savoia di Pistoia La temperatura Fenomeni non interpretabili con le leggi della meccanica Dilatazione
Ripasso sulla temperatura, i gas perfetti e il calore Prof. Daniele Ippolito Liceo Scientifico Amedeo di Savoia di Pistoia La temperatura Fenomeni non interpretabili con le leggi della meccanica Dilatazione
RIDURRE I COSTI ENERGETICI!
 Otto sono le azioni indipendenti per raggiungere un unico obiettivo: RIDURRE I COSTI ENERGETICI! www.consulenzaenergetica.it 1 Controllo fatture Per gli utenti che sono o meno nel mercato libero il controllo
Otto sono le azioni indipendenti per raggiungere un unico obiettivo: RIDURRE I COSTI ENERGETICI! www.consulenzaenergetica.it 1 Controllo fatture Per gli utenti che sono o meno nel mercato libero il controllo
CHE COSA CAMBIA CON LA NUOVA NORMA EUROPEA PER PROFILI IN PVC UNI EN 12608
 COSTRUIRE SERRAMENTI IN PVC CHE COSA CAMBIA CON LA NUOVA NORMA EUROPEA PER PROFILI IN PVC UNI EN 12608 1 La norma europea rivolta alla definizione delle caratteristiche dei profili in PVC per finestre
COSTRUIRE SERRAMENTI IN PVC CHE COSA CAMBIA CON LA NUOVA NORMA EUROPEA PER PROFILI IN PVC UNI EN 12608 1 La norma europea rivolta alla definizione delle caratteristiche dei profili in PVC per finestre
I Tempi e Metodi nella Logistica Produttiva: un caso aziendale
 I Tempi e Metodi nella Logistica Produttiva: un caso aziendale È possibile parlare di logistica produttiva? Ed è possibile parlare di tempi e metodi nell ambito della logistica aziendale? Sempre più la
I Tempi e Metodi nella Logistica Produttiva: un caso aziendale È possibile parlare di logistica produttiva? Ed è possibile parlare di tempi e metodi nell ambito della logistica aziendale? Sempre più la
come nasce una ricerca
 PSICOLOGIA SOCIALE lez. 2 RICERCA SCIENTIFICA O SENSO COMUNE? Paola Magnano paola.magnano@unikore.it ricevimento: martedì ore 10-11 c/o Studio 16, piano -1 PSICOLOGIA SOCIALE COME SCIENZA EMPIRICA le sue
PSICOLOGIA SOCIALE lez. 2 RICERCA SCIENTIFICA O SENSO COMUNE? Paola Magnano paola.magnano@unikore.it ricevimento: martedì ore 10-11 c/o Studio 16, piano -1 PSICOLOGIA SOCIALE COME SCIENZA EMPIRICA le sue
Studio sperimentale dell influenza del processo fusorio e dei trattamenti del metallo liquido sulla qualità della lega EN46400 colata in conchiglia
 Studio sperimentale dell influenza del processo fusorio e dei trattamenti del metallo liquido sulla qualità della lega EN46400 colata in conchiglia Relatore: Ing. ANNALISA POLA Correlatore: Dott.ssa MARIATERESA
Studio sperimentale dell influenza del processo fusorio e dei trattamenti del metallo liquido sulla qualità della lega EN46400 colata in conchiglia Relatore: Ing. ANNALISA POLA Correlatore: Dott.ssa MARIATERESA
Libero mercato del gas e metano per auto: opportunità e problemi
 ModenaFiere, 9-10-11 Maggio 2010 Libero mercato del gas e metano per auto: opportunità e problemi Fabio Bordoni Presidente Consorzio C.E.M. Il passaggio al mercato libero Nell anno 2000 con l attuazione
ModenaFiere, 9-10-11 Maggio 2010 Libero mercato del gas e metano per auto: opportunità e problemi Fabio Bordoni Presidente Consorzio C.E.M. Il passaggio al mercato libero Nell anno 2000 con l attuazione
Lezione 11 Trattamenti termici
 Lezione 11 Gerardus Janszen Dipartimento di Tel 02 2399 8366 janszen@aero.polimi.it . IL TRATTAMENTO TERMICO CONSISTE IN UN CICLO TERMICO CHE SERVE A MODIFICARE LA STRUTTURA DEL MATERIALE PER LA VARIAZIONE
Lezione 11 Gerardus Janszen Dipartimento di Tel 02 2399 8366 janszen@aero.polimi.it . IL TRATTAMENTO TERMICO CONSISTE IN UN CICLO TERMICO CHE SERVE A MODIFICARE LA STRUTTURA DEL MATERIALE PER LA VARIAZIONE
IL SISTEMA DRY TECNOCLIMA. i perchè di una tecnologia che ti conviene!
 IL SISTEMA DRY TECNOCLIMA i perchè di una tecnologia che ti conviene! 4 FENOMENOLOGIA IL RISCALDAMENTO E IL RAFFREDDAMENTO DELL ARIA A SCAMBIO DIRETTO (DRY) In generale, il consumo energetico di un impianto
IL SISTEMA DRY TECNOCLIMA i perchè di una tecnologia che ti conviene! 4 FENOMENOLOGIA IL RISCALDAMENTO E IL RAFFREDDAMENTO DELL ARIA A SCAMBIO DIRETTO (DRY) In generale, il consumo energetico di un impianto
Corso di Tecnologia Meccanica ( ING/IND16) CF 8. Saldature. Sistemi di Produzione/ Tecnologia Meccanica
 CF 8. Saldature. Sistemi di Produzione/ Tecnologia Meccanica") Corso di Tecnologia ( ING/IND16) CF 8 Saldature Saldatura: Processo di unione permanente di due componenti meccanici. Variabili principali: Lega da saldare Spessore delle parti Posizione di saldatura Produzione
Corso di Tecnologia ( ING/IND16) CF 8 Saldature Saldatura: Processo di unione permanente di due componenti meccanici. Variabili principali: Lega da saldare Spessore delle parti Posizione di saldatura Produzione
Corso di Componenti e Impianti Termotecnici LE RETI DI DISTRIBUZIONE PERDITE DI CARICO LOCALIZZATE
 LE RETI DI DISTRIBUZIONE PERDITE DI CARICO LOCALIZZATE 1 PERDITE DI CARICO LOCALIZZATE Sono le perdite di carico (o di pressione) che un fluido, in moto attraverso un condotto, subisce a causa delle resistenze
LE RETI DI DISTRIBUZIONE PERDITE DI CARICO LOCALIZZATE 1 PERDITE DI CARICO LOCALIZZATE Sono le perdite di carico (o di pressione) che un fluido, in moto attraverso un condotto, subisce a causa delle resistenze
Fibra Ceramica. Catalogo generale
 Fibra Ceramica Catalogo generale La storia della società KERAUNION Nel 1, in Bohemia (oggi Repubblica Ceca) viene fondata la ditta Keraunion per produrre vasellame ed oggetti in vetro e cristallo. Dal
Fibra Ceramica Catalogo generale La storia della società KERAUNION Nel 1, in Bohemia (oggi Repubblica Ceca) viene fondata la ditta Keraunion per produrre vasellame ed oggetti in vetro e cristallo. Dal
Soluzione dell esercizio del 2 Febbraio 2004
 Soluzione dell esercizio del 2 Febbraio 2004 1. Casi d uso I casi d uso sono riportati in Figura 1. Figura 1: Diagramma dei casi d uso. E evidenziato un sotto caso di uso. 2. Modello concettuale Osserviamo
Soluzione dell esercizio del 2 Febbraio 2004 1. Casi d uso I casi d uso sono riportati in Figura 1. Figura 1: Diagramma dei casi d uso. E evidenziato un sotto caso di uso. 2. Modello concettuale Osserviamo
PROFILO FORMATIVO Profilo professionale e percorso formativo
 Agenzia del Lavoro Provincia Autonoma di Trento DESCRIZIONE PROFILO PROFESSIONALE PROFILO FORMATIVO Profilo professionale e percorso formativo DENOMINAZIONE FIGURA PROFESSIONALE - AUTORIPARATORE AUTO E
Agenzia del Lavoro Provincia Autonoma di Trento DESCRIZIONE PROFILO PROFESSIONALE PROFILO FORMATIVO Profilo professionale e percorso formativo DENOMINAZIONE FIGURA PROFESSIONALE - AUTORIPARATORE AUTO E
La Certificazione di Qualità della Ventilazione Meccanica Controllata. matteo.rondoni@agenziacasaclima.it
 La Certificazione di Qualità della Ventilazione Meccanica Controllata Legislazione nazionale Legislazione Europea: Direttiva 2002/91/CE - [EPBD] Legislazione italiana: Decreto Legislativo 192/05 Decreto
La Certificazione di Qualità della Ventilazione Meccanica Controllata Legislazione nazionale Legislazione Europea: Direttiva 2002/91/CE - [EPBD] Legislazione italiana: Decreto Legislativo 192/05 Decreto
Parimenti una gestione delle scorte in maniera non oculata può portare a serie ripercussioni sul rendimento sia dei mezzi propri che di terzi.
 Metodo per la stima del ROE e del ROI in un azienda operante nel settore tessile abbigliamento in funzione delle propria struttura di incasso e pagamento e della gestione delle rimanenze di magazzino.
Metodo per la stima del ROE e del ROI in un azienda operante nel settore tessile abbigliamento in funzione delle propria struttura di incasso e pagamento e della gestione delle rimanenze di magazzino.
Analisi e diagramma di Pareto
 Analisi e diagramma di Pareto L'analisi di Pareto è una metodologia statistica utilizzata per individuare i problemi più rilevanti nella situazione in esame e quindi le priorità di intervento. L'obiettivo
Analisi e diagramma di Pareto L'analisi di Pareto è una metodologia statistica utilizzata per individuare i problemi più rilevanti nella situazione in esame e quindi le priorità di intervento. L'obiettivo
PRESTAZIONI efficienti Linde ECO Mode. Linde Material Handling
 PRESTAZIONI efficienti Linde ECO Mode Linde Material Handling Una delle maggiori aziende di veicoli al mondo: L unica domanda quale versione Vi Linde PERFORMANCE Mode. Garantisce al carrello la piena
PRESTAZIONI efficienti Linde ECO Mode Linde Material Handling Una delle maggiori aziende di veicoli al mondo: L unica domanda quale versione Vi Linde PERFORMANCE Mode. Garantisce al carrello la piena
IL PROBLEMA DEL PRODURRE
 IL PROBLEMA DEL PRODURRE IL CICLO TECNOLOGICO E I PROCESSI PRIMARI E SECONDARI Ing. Produzione Industriale - Tecnologia Meccanica Processi primari e secondari - 1 IL CICLO TECNOLOGICO Il ciclo tecnologico
IL PROBLEMA DEL PRODURRE IL CICLO TECNOLOGICO E I PROCESSI PRIMARI E SECONDARI Ing. Produzione Industriale - Tecnologia Meccanica Processi primari e secondari - 1 IL CICLO TECNOLOGICO Il ciclo tecnologico
Fondamenti di Automatica
 Fondamenti di Automatica Progetto di controllo e reti correttrici Dott. Ing. Marcello Bonfè Dipartimento di Ingegneria - Università di Ferrara Tel. +39 053 974839 E-mail: marcello.bonfe@unife.it pag. 1
Fondamenti di Automatica Progetto di controllo e reti correttrici Dott. Ing. Marcello Bonfè Dipartimento di Ingegneria - Università di Ferrara Tel. +39 053 974839 E-mail: marcello.bonfe@unife.it pag. 1
Scheda. Il CRM per la Gestione del Marketing. Accesso in tempo reale alle Informazioni di rilievo
 Scheda Il CRM per la Gestione del Marketing Nelle aziende l attività di Marketing è considerata sempre più importante poiché il mercato diventa sempre più competitivo e le aziende necessitano di ottimizzare
Scheda Il CRM per la Gestione del Marketing Nelle aziende l attività di Marketing è considerata sempre più importante poiché il mercato diventa sempre più competitivo e le aziende necessitano di ottimizzare
PREMESSA AUTOMAZIONE E FLESSIBILITA'
 PREMESSA In questa lezione analizziamo i concetti generali dell automazione e confrontiamo le diverse tipologie di controllo utilizzabili nei sistemi automatici. Per ogni tipologia si cercherà di evidenziare
PREMESSA In questa lezione analizziamo i concetti generali dell automazione e confrontiamo le diverse tipologie di controllo utilizzabili nei sistemi automatici. Per ogni tipologia si cercherà di evidenziare
Il Solare Termodinamico per la Produzione di Energia Elettrica e Calore a Media Temperatura
 Efficienza Energetica, il forziere nascosto dell industria sarda Il Solare Termodinamico per la Produzione di Energia Elettrica e Calore a Media Temperatura Prof. Daniele Cocco Dipartimento di Ingegneria
Efficienza Energetica, il forziere nascosto dell industria sarda Il Solare Termodinamico per la Produzione di Energia Elettrica e Calore a Media Temperatura Prof. Daniele Cocco Dipartimento di Ingegneria
TESTO. Art. 2. Sono abrogati i decreti ministeriali 10 gennaio 1950 e 2 agosto 1956. ALLEGATO
 Decreto del Presidente della Repubblica n 1208 del 05/09/1966 Modifiche alla vigente disciplina normativa in materia di apparecchi di alimentazione per generatori di vapore aventi potenzialità specifica
Decreto del Presidente della Repubblica n 1208 del 05/09/1966 Modifiche alla vigente disciplina normativa in materia di apparecchi di alimentazione per generatori di vapore aventi potenzialità specifica
Oltre l analisi. La Comprensione.
 Oltre l analisi. La Comprensione. Non solo efficienza energetica. AVVENIA oggi, dopo più di dieci anni di esperienza, non si occupa solamente di efficienza energetica. Nuove metodologie operative. L esperienza
Oltre l analisi. La Comprensione. Non solo efficienza energetica. AVVENIA oggi, dopo più di dieci anni di esperienza, non si occupa solamente di efficienza energetica. Nuove metodologie operative. L esperienza
UNIVERSITA DEGLI STUDI DI BRESCIA CORSO DI LAUREA IN INGEGNERIA GESTIONALE
 UNIVERSITA DEGLI STUDI DI BRESCIA CORSO DI LAUREA IN INGEGNERIA GESTIONALE STUDIO DEGLI EFFETTI DEI TRATTAMENTI TERMICI SU LEGHE D ALLUMINIO THIXOCOLATE CONTENENTI ARGENTO Relatore: Ing. Annalisa Pola
UNIVERSITA DEGLI STUDI DI BRESCIA CORSO DI LAUREA IN INGEGNERIA GESTIONALE STUDIO DEGLI EFFETTI DEI TRATTAMENTI TERMICI SU LEGHE D ALLUMINIO THIXOCOLATE CONTENENTI ARGENTO Relatore: Ing. Annalisa Pola
Residenze Universitarie Via Monnorret, 1 Milano Cantiere Leggero
 Il solaio a piastra alleggerito: Leggero e bidirezionale, ampi spazi liberi, sicurezza sismica, velocità di posa, utilizzo consapevole delle risorse. Residenze Universitarie Via Monnorret, 1 Milano Cantiere
Il solaio a piastra alleggerito: Leggero e bidirezionale, ampi spazi liberi, sicurezza sismica, velocità di posa, utilizzo consapevole delle risorse. Residenze Universitarie Via Monnorret, 1 Milano Cantiere