Per Bollitura (o a fuoco)
|
|
|
- Leonzio Antonella
- 8 anni fa
- Visualizzazioni
Transcript
1 Saldature Speciali Con il termine speciali si classificano sia saldature tradizionali sia processi di saldatura innovativi, ma utilizzati industrialmente in applicazioni particolari. Tra questi ricordiamo la saldatura: 1. Per bollitura 2. Per attrito o frizione 3. Allumino-termica 4. Al laser 5. Con bombardamento, o fascio, elettronico 6. Per diffusione 7. Con ultrasuoni 8. Per compressione a freddo (ad esplosione)

2 Per Bollitura (o a fuoco) La saldatura a pressione per bollitura si esegue riscaldando i pezzi fino allo stato pastoso e poi comprimendoli uno contro l altro, senza interporre metallo d apporto; la compressione può essere sostituita da un martellamento di appropriata intensità. Affinché siano saldabili con tale procedimento, i metalli debbono presentare un ampio intervallo di plasticità, come l acciaio dolce. Il metodo non è applicabile per le ghise comuni e per le leghe che non hanno uno stato pastoso e cioè che passano bruscamente dallo stato solido allo stato liquido. In genere non sono saldabili i materiali metallici molto fusibili. La bollitura è particolarmente indicata per unire pezzi di acciaio extradolce e dolce riscaldati al bianco saldante, indi sovrapposti e martellati. Con l aumento del tenore di carbonio, la saldabilità dell acciaio decresce rapidamente e per C> 1 % l acciaio non è più saldabile. Modalità d esecuzione

3 Per Bollitura (o a fuoco) Vantaggi e svantaggi del processo Le parti da saldare debbono essere preparate in modo che la zona di contatto sia la più ampia possibile; a tale scopo gli estremi dei pezzi vengono sagomati: ad unghia, a forcella, a bocca di lupo.

4 Per Bollitura (o a fuoco) Riscaldamento Il riscaldamento dei pezzi può essere effettuato con la fucina, impiegando carbone di legna, che non contiene zolfo, oppure col cannello ossiacetilenico a fiamma neutra. La temperatura a cui bisogna scaldare i pezzi di acciaio diminuisce con l aumento della concentrazione di carbonio: Per acciai extradolci: T = 1400 C, bianco abbagliante; Per gli acciai dolci: T = 1250 C, giallo splendente; Per gli acciai duri: T = 1150 C, giallo oro.

5 Per Bollitura (o a fuoco) Martellamento L operazione di martellamento deve essere condotta dapprima con colpi rapidi e leggeri e poi con colpi sempre più intensi per far fronte alla diminuita plasticità del metallo. Esempio. Per l alluminio si procede come segue: si appoggiano i pezzi da collegare su un incudine riscaldata a circa 350 C indi, con la fiamma ossiacetilenica, si scaldano le zone di unione fino a 540 C; a questo punto si sovrappongono i pezzi e si martellano rapidamente.

6 Per Bollitura (o a fuoco) Disossidanti L aria ambiente e l alta temperatura producono ossidi che, se restano inclusi nella saldatura, la rendono porosa e poco resistente. Bisogna quindi proteggere le zone da unire con appropriate sostanze: Per l acciaio extradolce s impiega sabbia che, essendo di natura silicea, alle alte temperature si combina con le impurità formando una scoria superficiale di silicati; Per l acciaio si una borace, acido borico e cloruro di ammonio; non si adopera la silice perché questa non è fusibile alla temperatura a cui si salda l acciaio; Per il rame s impiegano miscele di fosfato di sodio e di borace.

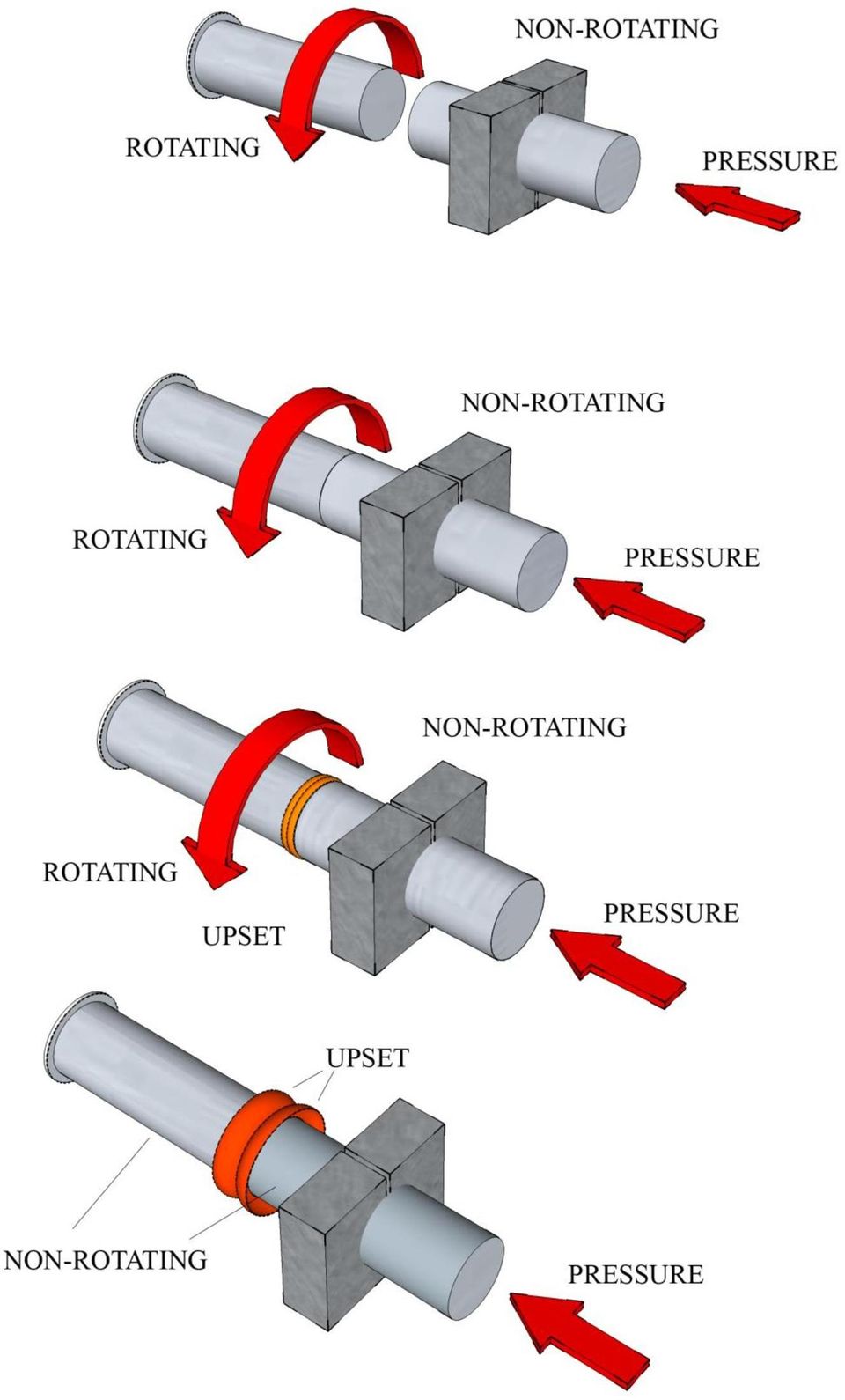
7 Per attrito La saldatura per frizione o attrito è una tecnica nella quale si sfrutta la trasformazione dell energia meccanica in calore attraverso l attrito, in modo da portare a termine il processo completamente allo stato solido. Brevemente, la saldatura per frizione consiste nel mettere a contatto i due componenti, dei quali uno è fermo mentre l altro è posto in rapida rotazione attorno al proprio asse. Quando la quantità di calore sviluppata è sufficiente, la rotazione si interrompe e si applica il carico per facilitare la diffusione allo stato solido, espellendo anche le eventuali impurità. Le saldature ottenute in questo modo hanno caratteristiche meccaniche molto prossime a quelle dei materiali base. Generalmente, per poter sfruttare questa tecnica, il giunto deve avere simmetria rotazionale, quindi non tutte le geometrie risultano saldabili.

8 Per attrito Prima fase: si porta il pezzo rotante alla velocità prestabilita in base ai risultati dell esperienza Seconda fase: si comprime il pezzo fisso contro il pezzo rotante Terza fase: si mantiene la rotazione e la pressione assiale per un tempo sufficiente a portare le superfici di contatto allo stato plastico per effetto del calore generato dall attrito di strisciamento. Quarta fase: si arresta la rotazione e si mantiene applicata la pressione assiale per una durata tale da consentire ai bordi dei pezzi di saldarsi.

9
10 Per attrito Impiego La saldatura per attrito viene impiegata per saldare: Assali, Tubi per caldaie, Barre cilindriche, Recipienti cilindrici per contenere fluidi ad alte pressioni, Tubi e barre con lamiere e pezzi piatti. I materiali più adatti ad essere saldati con questa tecnica sono i termoplastici (materiali polimerici), inoltre si possono unire anche metalli di qualità diversa come ottone con alluminio oppure rame con ottone.
,")
11 Per attrito Impiego Una volta acquistate le attrezzature necessarie, la saldatura per frizione è una tecnica piuttosto economica. La preparazione dei materiali base infatti è pressoché nulla: bisogna solo tenere in conto un leggero accorciamento dei componenti dovuto al processo di saldatura. Inoltre non sono richiesti materiali d apporto. La riproducibilità è molto elevata ed il processo si presta molto bene all automazione, grazie alla sua controllabilità, quindi può essere utilizzata per produzioni di massa. Esempi di dati di saldatura. Per saldare una sezione di 16 cm 2 occorre una pressione assiale di 9000 dan; Per una sezione di 625 cm 2 occorre invece una pressione assiale di dan.

12 Per attrito «speciali» Alla fine del 1991 la TWI (L Istituto di saldatura di Cambridge) ha brevettato un nuovo metodo di saldatura denominato Friction Stir Welding. Conforme alle tecniche più tradizionali di saldatura per frizione, le quali vengono utilizzate sin dai primi anni 50, la saldatura è eseguita alla fase solida, senza fusione e senza l aggiunta di materiali d apporto. E stato dimostrato che si possono ottenere saldature resistenti e duttili. Principalmente, la FSW permette di saldare componenti tipo piastre, ma può essere adattata per saldare tubi, sezioni cave e per eseguire saldature di posizione. Le temperature massime che si raggiungono durante il processo non superano l 80% della temperatura di fusione dei materiali base.

13 Friction Stir Welding Linear Vibration Welding: il riscaldamento dei componenti avviene attraverso il loro reciproco moto relativo (di tipo vibratorio - frequenze da 100 a 200 Hz, spostamenti dell ordine del millimetro) e l azione di un carico che li mantiene in stretto contatto. Viene impiegata ad esempio per la saldatura di serbatoi, di pompe, di condotti per l aria. Orbital Friction Welding: questa tecnica, relativamente innovativa, è stata messa a punto per la saldatura di componenti realizzati in materiali termoplastici, dove ogni parte della superficie orbita intorno ad un punto diverso sulla faccia del componente immobile. Questo moto ha una velocità rotazionale costante ed è identico per tutti i punti della superficie del giunto. Spin Welding: il principio è lo stesso della linear friction welding, ma l area di giunzione è circolare e il moto è rotazionale.

14 Friction Stir Welding Angular Friction Welding: anche in questo caso il principio di funzionamento è lo stesso della linear friction welding, ma il moto è angolare. I componenti sono accostati e vengono fatti vibrare con un moto angolare di pochi gradi. Quando il ciclo di saldatura è completato, essi vengono riportati alla posizione originaria assicurando un perfetto allineamento. Questo tipo di processo è usato per componenti circolari per le quali risulti molto difficile l allineamento tra la parte superiore e inferiore. Rotary Friction Welding: questo è stato il primo processo per frizione ad essere impiegato in scala industriale. Non è richiesto alcun materiale d apporto e la saldatura avviene alla fase solida, per questo non si osservano deformazioni a livello macroscopico.

15 Friction Stir Welding Esistono due varianti: continous drive rotary friction welding processi con energia immagazzinata (come l inertia welding). Nel primo tipo, due cilindri vengono allineati assialmente: uno di essi viene messo in rotazione mentre l altro, fermo, viene messo a contatto con esso con un carico assiale preselezionato. La rotazione continua finché non si raggiunge la temperatura prefissata alla quale il giunto raggiunge lo stato plastico. A questo punto la rotazione viene fermata, ma il carico rimane applicato sui cilindri per favorire la fase finale della saldatura. Nell inertia welding invece, il componente rotante è collegato ad un volano che viene accelerato ad una velocità di rotazione prestabilita. A questo punto si toglie la spinta al volano, il quale viene avvicinato al componente fermo: l azione frenante che si genera sprigiona il calore necessario per scaldarlo alla temperatura prefissata.

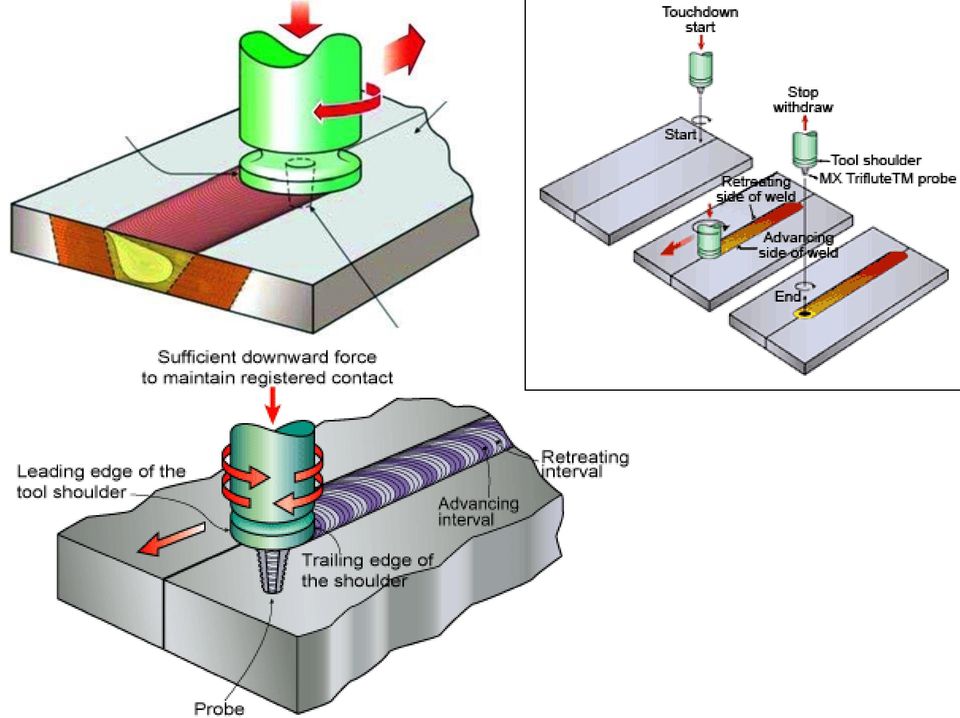
16 Friction Stir Welding Lo strumento che si utilizza è a sezione circolare, ad eccezione dell estremità, dove è alloggiata una sonda filettata o con una scanalatura più complicata. Il punto in cui si unisce la parte cilindrica e la sonda viene denominato shoulder. Mentre la sonda penetra nei componenti, lo shoulder ne friziona la superficie. Le parti devono essere strette su una barra di sostegno, in modo da evitare che le superfici confinanti dei componenti si allontanino. Si genera così calore per attrito tra il pezzo e l utensile, il quale è realizzato appositamente per resistere all usura.

17 Friction Stir Welding Il calore è tale da permettere al pezzo di ammorbidirsi senza raggiungere la temperatura di fusione, in modo da consentire il passaggio dell utensile attraverso la linea di saldatura. Il materiale plasticizzato viene trasferito dal bordo d attacco dello strumento alla sonda e viene forgiato dal contatto diretto tra lo shoulder ed il profilo del perno. Tutto ciò contribuisce a creare il legame allo stato solido tra i due componenti. Si può considerare la saldatura per frizione come una tecnica di saldatura con un keyhole allo stato solido, poiché l utensile genera un foro, per permettere alla sonda di avanzare, il quale viene colmato con l avanzamento del processo lungo la linea di giunzione.

18
19

20 Struttura della grana del giunto Acciaio inox Alluminio Acciaio al carbonio

21 Materiali saldabili ad attrito FSW Lega Spessore Materiale dell'utensile Stato Tutte le comuni leghe di Al <12mm AISI H-13, AISI M42, altri Commercializzato Tutte le comuni leghe di Al eccetto serie 7xxx Leghe di Al della serie 7xxx Cu e sue leghe <25mm >12mm Tutti AISI H-13, AISI M42, altri Acciai per utensili, Lega di Cobalto MP159 Lega di Cobalto MP159, Leghe di Ni, WC-Co Leghe di Mg <10mm AISI H-13 e altri Leghe di Ti <6mm W-25Re Acciao al C-Mn <10mm W-25Re Acciai inossidabili <6mm W-25Re, PCBN Leghe di Ni <5mm PCBN Commercializzato e sviluppo avanzato Sviluppo avanzato Sviluppo avanzato Sviluppo
22 Per spessori più elevati, risultano più appropriati utensili con perni di nuova concezione tipo Whorl TM o MX-Triflute TM. Questi hanno al capacità di saldare spessori fino a rispettivamente 50 e 60mm ed hanno il vantaggio di raggiungere velocità di saldatura fino a due volte maggiori rispetto a quelle degli utensili convenzionali. Il convenzionale perno filettato cilindrico è adeguato per la saldatura testa a testa di lamiere in alluminio con spessori fino a circa 12mm.
23 Friction Stir Welding Vantaggi e svantaggi del processo Uno dei principali vantaggi della FSW proviene dal fatto che il processo avviene allo stato solido, molto al di sotto della temperatura di fusione dei materiali che devono essere saldati: in questo modo si possono saldare anche materiali che non potrebbero esserlo con le tecniche per fusione. Altri vantaggi, dal punto di vista della qualità della saldatura, sono: piccole distorsioni, persino in saldature lunghe, eccellenti caratteristiche meccaniche, come testimoniano i test a fatica eseguiti, sia a trazione che a flessione, nessuna emissione di vapori, nessuna porosità generata nel pezzo finito, niente schizzi, possibilità di saldare in ogni posizione, elevata efficienza in termini di energia. Un altro vantaggio di notevole importanza è la possibilità di automatizzazione.
24 Friction Stir Welding Vantaggi del processo Per quanto riguarda strettamente il processo, invece, i principali vantaggi che esso comporta sono: utensile non consumabile: un utensile può essere usato per una lunghezza di saldatura fino a 1000 m (per leghe di alluminio serie 6000); nessun materiale d apporto; nessun gas di protezione per saldare l alluminio; certificazione del saldatore non richiesta; discreta tolleranza ad eventuali imperfezioni nella preparazione dei lembi-possono essere accettati anche sottili strati di ossido; - nella produzione di massa, non sono richiesti levigatura o pulitura delle superfici.
25 Friction Stir Welding Svantaggi del processo Per quanto riguarda gli svantaggi della FSW: le velocità di saldatura sono discretamente più basse rispetto a quelle ottenibili con altre metodologie di saldatura per fusione (fino a 750 mm/min per saldare una lega di alluminio serie 6000 di 5 mm di spessore); i materiali base devono essere rigidamente stretti; sono richieste delle barre di sostegno (backing bars); formazione di un keyhole alla fine di ogni saldatura.
26 Friction Stir Welding
27 Friction Stir Welding
28 Friction Stir Welding
29 Friction Stir Welding Applicazioni Questa tecnologia ha rivoluzionato in particolare la saldatura dell'alluminio ed ha avuto larga influenza su settori industriali quali aerospaziale ed automobilistico. The friction stir welding process is currently being used by several automotive companies and suppliers, including the manufacturing of wheel rims.
30 Friction Stir Welding Applicazioni
31 Simulazione del processo Friction Stir Spot Welding (FSSW) Recentemente, Friction Stir Welding spot ( FSSW ), una variante della saldatura stir ad attrito lineare ( FSW ) ha ricevuto una notevole attenzione da parte delle industrie automobilistiche per sostituire la saldatura elettrica per punti per telaio in alluminio. Finora, il processo FSSW è stato sviluppato con successo e applicato in diversi casi, ma il processo fisico attraverso cui avviene non è ancora pienamente compreso.
32 Allumino-termica Principio di funzionamento Questo metodo di saldatura, ideato da Moissan e poi perfezionato da Goldschmidt, è basato sulla grande affinità dell ossigeno per l alluminio. Il procedimento consiste nel porre l alluminio in polvere a contatto con un ossido di ferro pure in polvere in proporzioni tali da provocare l ossidazione completa dell alluminio: la grande quantità di calore sviluppata dalla combustione provoca la fusione del ferro che viene immediatamente colato tra i due spezzoni da collegare.
33 Allumino-termica Principio di funzionamento Per l esecuzione della saldatura s impiega un miscuglio denominato termite, costituito da tre parti di sesquiossido di ferro Fe 2 O 3 e da una parte di alluminio in polvere. La reazione di combustione, che avviene con sviluppo di una grandissima quantità di calore, si propaga rapidamente a tutta la massa con una violenza simile a quella di una vampata: Fe 2 O 3 + 2Al 2Fe + Al 2 O MJ Il sesquiossido di alluminio, che ha piccolo peso specifico (3,3 kg/dm 3 ) galleggia sul bagno mentre il ferro, quasi puro, si raccoglie sul fondo nel crogiolo; aprendo il foro di colata, il ferro liquido affluisce nell apposita forma di terra essiccata e va a circondare gli estremi degli spezzoni da saldare.
34 A T 1 Allumino-termica e.com/watch?v=5d yl6omqdta AT2 6qofN74
35 Allumino-termica Utilizzazione del metallo fuso In base ai risultati forniti dall esperienza si può ritenere che 1 kg di termite produca 0,5 kg di ferro quasi puro, alla temperatura di 3000 C. Il ferro allo stato liquido ottenuto con questo procedimento può essere utilizzato in due modi: Come metallo d apporto per collegare due pezzi Come mezzo riscaldante L utilizzazione come metallo d apporto si ha nel caso della riparazione di rotaie ferroviarie o tranviarie. L impiego della termite è limitato alla sola riparazione delle rotaie già in opera perché quelle nuove vengono saldate per scintillio o per resistenza o all arco voltaico. L utilizzazione del ferro fuso come mezzo riscaldante è indicata quando si vogliono portare rapidamente al bianco saldante due spezzoni che poi vengono collegati premendoli l uno contro l altro.
36 Allumino-termica Struttura del giunto Il cordone di saldatura ottenuto con la termite, essendo costituito da metallo fuso, possiede struttura granulare mentre i due spezzoni di rotaia, essendo ottenuti per laminazione, sono a struttura fibrosa. Dopo la saldatura, occorre perciò martellare accuratamente la zona di metallo colato per migliorare le proprietà meccaniche del giunto.
37 Allumino-termica Impieghi Il procedimento alla termite può essere impiegato: Per la riparazione di rotaie, tubazioni, grosse parti di macchine, basamenti, incastellature, ruote dentate di grandi dimensioni; Per il riempimento di cavità e soffiature presenti nei grossi getti di ghisa o di acciaio; Per mantenere calda la ghisa o l acciaio nei secchioni di colata e nelle materozze, gettando nel metallo fuso un po di termite; Per la fabbricazione di bombe incendiarie. Il procedimento alla termite può essere impiegato per ottenere allo stato liquido quasi puro metalli non ferrosi, come il cromo, il molibdeno ed il vanadio, facendo reagire i loro ossidi con l alluminio in polvere.

38 Allumino-termica Attrezzature Metodo Goldschmidt. Una serie di attrezzature specificatamente studiate e di continuo migliorate per l'esecuzione della saldatura alluminotermica come la tranciatrice idraulica, il morsetto tendirotaie idraulico, la smerigliatrice con albero flessibile e la sega-rotaie a nastro con motore a scoppio o elettrico.
39 Al Laser Dopo essere stato usato per intagliare, il laser ha trovato una vasta gamma di applicazioni nelle tecnologie di saldatura dei materiali metallici. Dalla fine degli anni 80 si è passati dagli studi in laboratorio ai primi utilizzi nelle industrie. Lo sviluppo su scala industriale è stato possibile solo dopo il perfezionamento di sorgenti più potenti, sistemi laser competitivi e la messa a punto di controlli efficienti sul processo. Per quanto riguarda le saldature, infatti, il laser presenta dei vantaggi che devono essere valutati accuratamente per poter sfruttare appieno le sue potenzialità.
40 Al Laser Principio di funzionamento Il principio di funzionamento del laser è basato su tre fasi: assorbimento, emissione spontanea, amplificazione. Nell assorbimento, l elettrone del medium (la specie chimica da cui si origina il fascio laser) assorbe una certa quantità di energia che gli viene fornita dall esterno. Ciò ne comporta il passaggio dalla sua orbita di origine ad una ad un livello energetico maggiore (eccitamento). Per ottenere nuovamente la condizione di equilibrio l atomo deve ricondurre l elettrone nella sua orbita originaria: questo processo avviene attraverso il rilascio di una certa quantità di energia (emissione spontanea).
41 Principio di funzionamento Al Laser Il fotone va ad eccitare a sua volta l atomo immediatamente vicino, che si comporterà esattamente allo stesso modo. Posizionando degli specchi riflettenti, possiamo facilitare l emissione stimolata di tutti gli elettroni, in modo da ottenere una specie di reazione a catena (amplificazione). L energia emessa in questo modo ha la caratteristica di avere tutta la stessa lunghezza d onda. Tutti i laser quindi hanno bisogno di un medium, un apparato di eccitamento (pumping) e un apparato di amplificazione (optical resonator). Quando il livello energetico superiore è più densamente occupato di quello inferiore, avviene un inversione nel moto degli elettroni e avviene un emissione spontanea in tutte le direzioni. L amplificazione è ottenuta lungo l asse della cavità dove ha sede il medium, attraverso riflessioni multiple di luce sui due specchi. Il fascio laser esce attraverso uno dei due specchi, che sarà solo parzialmente riflettente.
42 Principio di funzionamento Al Laser Le caratteristiche di un fascio laser sono quindi: - Monocromaticità: Il laser emette su un unica lunghezza d onda che dipende dalla natura del medium emittente. La lunghezza d onda è importante perché l assorbimento da parte del materiale varia a seconda del suo valore (riflettività). Alcuni materiali quindi possono essere lavorati meglio con un laser piuttosto che con un altro. -Bassa divergenza: Una classica sorgente di luce emette in tutte le direzioni. Un importante proprietà del laser è la sua direzionalità: il fascio può essere emesso con un angolo di divergenza molto basso. Ad esempio, a due mrad, il diametro di un fascio laser è aumentato di 2mm per una propagazione del fascio di 1m.
43
44 Al Laser Processo di saldatura Il processo di saldatura laser sfrutta l alta densità di energia creata dal fascio laser (FASCIO DI LUCE COERENTE FOCALIZZATO) per portare rapidamente a fusione due lembi di materiale e saldarli creando un cordone (giunto di saldatura) ridotto e pulito, di qualità più elevata rispetto a quello ottenibile con una saldatura tradizionale. La saldatura richiede elevate densità di energia, che possono essere ottenute lavorando sul punto focale del sistema ottico. A potenze specifiche sufficientemente elevate ( w/cm2) il materiale di base vaporizza, formando una zona in cui sono contenuti i vapori che si generano, detta keyhole. Il materiale fuso, successivamente si raffredda, originando il cordone di saldatura.
45 Tipologie di processi di saldatura Al Laser SALDATURA LASER CONTINUA: La creazione di una saldatura e basata sul fenomeno di fusione localizzata del materiale nel punto di impatto del fascio laser. La zona di fusione, chiamata keyhole, si riempie di vapori metallici ed e circondata di metallo fuso. La zona di fusione viene estesa lungo tutto il profilo dal saldare e il materiale si risolidifica dopo il passaggio del fascio laser. SALDATURA A PUNTI: In questo caso, la fusione del materiale viene generata da una serie di spot laser parzialmente sovrapposti che portano molto rapidamente a fusione il materiale. A seconda del livello di energia selezionato nell impulso laser, il materiale puo fondere o direttamente vaporizzare; successivamente il materiale condensa e solidifica dopo il passaggio del treno di impulsi.
46 Al Laser Processo di saldatura La saldatura laser viene realizzata normalmente con due tipi di generatori laser: sorgenti laser a CO2,sorgenti laser YAG o sorgenti a diodi. Le sorgenti a stato gassoso, come il CO2, vengono impiegate per saldature di materiali di medio alto spessore mentre le sorgenti YAG, grazie alla possibilita di realizzare degli impulsi laser, permettono di controllare meglio l energia depositata sul pezzo e quindi di realizzare microsaldature o saldature continue, molto accurate, su materiali di spessore ridotto. Dal punto di vista economico, i costi di esercizio di un impianto di saldatura laser a CO2 sono minori rispetto a quello di una sorgente YAG, tuttavia spesso si preferisce impiegare un impianto a YAG dato che consente di guidare il fascio laser in fibra ottica (applicazioni nella robotica) e di avere un migliore assorbimento di energia nel caso di leghe di alluminio.
47 Un ruolo molto importante nella creazione del fascio laser è svolto dal medium. In base alla scelta del medium, infatti, si ottiene una diversa lunghezza d onda, che non sempre è adatta per ogni materiale, come detto già in precedenza. Distinguiamo quindi due tipi di laser: il laser CO2 e il laser Nd-YAG. Per il laser CO2 il medium è costituito da una miscela di gas: CO2+He+N2 e la lunghezza d onda che si ottiene è di 10.6 mm: questo tipo di laser viene usato prevalentemente per saldare gli acciai. Esistono tre categorie di laser CO2. Esse si distinguono per la modalità di circolazione del gas, che può essere assiale o trasversale rispetto all asse ottico del fascio, e dal tipo di cavità utilizzata. Tipologie di laser
48 Il processo di saldatura
49 Testa saldante
50 Al Laser Vantaggi del processo La saldatura laser rappresenta un evoluzione rispetto alla saldatura tradizionale. Anche se non è ancora applicabile a tutti i materiali, spessori e forme attualmente lavorabili con una saldatura tradizionale, la saldatura laser presenta i seguenti vantaggi: Velocità di saldatura elevata Ottima flessibilità di lavoro Facile accesso al giunto e elevate caratteristiche del giunto Minimo apporto termico Ottima forma della saldatura: buona profondità del cordone rispetto alla larghezza del giunto. Microstruttura Fine Quasi privo di tensioni residue. Elevata durezza
51 Al Laser Svantaggi del processo I costi da sostenere sono alti: per questo motivo la saldatura laser non ha raggiunto ancora livelli di produzione su larga scala. I costi elevati sono dovuti essenzialmente alla preparazione delle superfici, al livello di precisione con cui deve essere eseguito il processo ed alle misure di sicurezza che bisogna adottare riguardo l istallazione, le attrezzature necessarie e il personale, che deve essere altamente qualificato. Generalmente viene preferito il laser Nd-YAG, dato che non forma il plasma assorbente e ha un coefficiente di assorbimento più alto di quello del laser CO2 nella maggior parte dei materiali. Inoltre, questo tipo di laser fa compiere dei cicli termici più brevi rispetto alle altre tecnologie, limitando la diffusione del calore e l allargamento della zona termicamente alterata, ma generando stress metallurgici più elevati.
52 Al Laser Materiali Lavorabili Acciaio al carbonio Acciaio inossidabile Leghe di alluminio Titanio e le sue leghe Nichel e le sue leghe Ghisa
53 Al Laser «speciali» Saldatura ibrida HLAW Disposizione tipica per la saldatura ibrida laser-arco. Il fascio laser focalizzato fornisce l energia concentrata per ottenere l elevata penetrazione, mentre l arco elettrico contribuisce a compensare eventuali scostamenti tra i lembi da congiungere. Gli elementi nella schematizzazione sono: (1) cordone di saldatura realizzato; (2) gas inerte di protezione dell arco; (3) fascio laser focalizzato; (4) torcia MIG; (5) filo di apporto; (6) arco elettrico; (7) bagno fuso; (8) keyhole creato dal fascio laser.
54 Taglio Laser Il taglio laser è un processo termico in cui una sorgente di calore (fascio laser) fonde un materiale e un getto di gas (gas di assistenza) lo elimina rapidamente. Grazie alla elevata precisione di taglio (kerf ridotto) del fascio laser e all alta purezza dei gas di assistenza impiegati, si ottiene un taglio netto, privo di bave, lucido, a bassissima rugosità e di alta precisione geometrica.
55 Taglio Laser L impiego del LASER a CO2 per le operazioni di taglio è oggi molto diffuso tra i produttori di pezzi stampati. Grazie ad una straordinaria combinazione di caratteristiche, il taglio a LASER fornisce risultati eccellenti con le lamiere sottili. Finezza della linea di incisione, conseguente riduzione dell apporto termico e deformazione minima rendono tale tecnica insuperabile in questo settore. A ciò si aggiunge la possibilità di ottenere superfici lavorate di assoluta precisione. Per tale motivo i pezzi realizzati con il LASER non richiedono in genere trattamenti di finitura. Il taglio a LASER è quindi il complemento ideale al taglio al cannello e al plasma. In campo industriale viene attualmente utilizzato esclusivamente il LASER a CO2, in quanto decisamente superiore a tutti gli altri tipi di LASER, grazie alla sua potenza specifica in proporzione più elevata. Con la tecnica a LASER è possibile tagliare quasi tutti i metalli ed anche materiali non metallici, come la plastica, il legno e la ceramica.
56 Taglio Laser E un procedimento automatico. Al variare della tipologia di sorgente laser utilizzata e della potenza laser impiegata è possibile tagliare una vasta gamma di materiali e spessori. Di seguito diamo un esempio della varietà di materiali, metallici e non, che è possibile lavorare con i sistemi laser anche se la lista non sarà esaustiva ma in continua variazione a seconda delle innovazioni tecniche apportate alle sorgenti laser nel corso del tempo.
57 MATERIALI METALLICI Acciai al carbonio (fino a 25 mm) Acciai inossidabili (fino a 15 mm) Leghe di alluminio (fino a 10 mm) Ottone Titanio e le sue leghe Acciai zincati a caldo o elettrozincati. MATERIALI NON METALLICI Plexiglass Carta, Cartone Tessuti,cuoio Ceramica Plastica Materiali compositi Legno
58 Taglio Laser I gas di assistenza normalmente utilizzati nei sistemi LASER ad alta potenza sono due: l ossigeno e l azoto. A seconda del tipo di materiale, spessore e grado di finitura voluto si può scegliere di utilizzare una o l altra tecnologia di taglio.
59 Taglio laser per combustione Nel taglio di materiali ferrosi si utilizza il taglio per combustione che impiega come gas di assistenza l ossigeno. Tale taglio viene anche chiamato esotermico perché le molecole di ossigeno reagiscono chimicamente con il materiale con cui vengono a contatto liberando un energia equivalente a quella del fascio LASER. Inoltre nel taglio per combustione si riduce la temperatura di fusione superficiale del materiale rispetto a quella del ferro puro. Entrambi questi effetti facilitano quindi il taglio di un materiale ferroso dato che si ha a disposizione un ammontare di energia alquanto superiore rispetto a quello impiegato nel taglio in azoto e si riesce ad abbassare la temperatura di fusione del materiale raggiungendo così prima le condizioni termiche ideali per il taglio. Da qui risulta più chiaro il motivo per cui il taglio con assistenza di ossigeno viene chiamato «per combustione»; infatti, il ruolo di questo gas è proprio quello di un comburente per un processo che libera un energia termica aggiuntiva rispetto quella già fornita dal fascio LASER. Questo calore aggiuntivo permette di tagliare materiali ferrosi anche di grosso spessore usando potenze del fascio LASER ridotte rispetto a quelle utilizzate nel taglio per fusione in azoto.
60 Taglio laser per fusione Il gas di assistenza impiegato nel taglio per fusione e di solito un gas inerte, come l azoto, erogato ad alta pressione nel solco di taglio creato nel materiale da un fascio LASER ad alta potenza. Il materiale fuso viene cosi rapidamente rimosso dal gas rendendo il taglio lucido, di colorazione chiara e privo di ossidi. La mancanza di ossidi sul bordo di taglio rende il pezzo particolarmente adatto a subire successive lavorazioni di verniciatura o cromatura. Per questo motivo, spesso, si preferisce tagliare in azoto anche l acciaio al carbonio (normalmente tagliato in ossigeno). Il taglio per fusione si usa anche nella lavorazione di acciai inossidabili, zincati e leghe di alluminio. Per rendere il processo di espulsione del materiale fuso più efficiente, il fascio LASER viene focalizzato all interno del materiale o addirittura al di sotto. In questo modo le pareti del solco di taglio risultano inclinate e facilitano il convogliamento del gas di assistenza.
61 La saldatura Electron Beam (fascio di elettroni) La Electron Beam Welding (EBW) è nata negli anni 50 in Germania e Francia in ambito nucleare. In questo campo, infatti, erano nate richieste di saldature di componenti refrattarie e reattive. Questi metalli, per la loro affinità con l ossigeno e l azoto presenti nell aria, risultano infatti molto difficili da saldare. Attualmente, questa tecnologia sta prendendo piede anche nell ambito aerospaziale, automobilistico e nell industria elettronica.
62 La saldatura Electron Beam (fascio di elettroni) Il processo produce la saldatura utilizzando un fascio concentrato, composto principalmente da elettroni che viaggiano ad alta velocità (dal 30 al 70% della velocità della luce), i quali impattano sulla superficie dei materiali base. Il calore è generato dalla trasformazione dell energia cinetica in energia termica sulla superficie del giunto. In origine, il processo veniva eseguito nel vuoto assoluto, utilizzando uno strumento per emettere il fascio simile a quello usato per i raggi X: in questo caso, si indirizza un fascio di elettroni su un target di tungsteno o molibdeno, il quale emette i raggi X. Nel caso in esame invece, il target è ovviamente il materiale base e i raggi X possono essere prodotti solo se il potenziale elettrico è sufficientemente alto. Si sono dunque distinti due sistemi: uno a basso voltaggio (da 30 kv a 60 kv) e uno ad alto voltaggio ( kv). Più alto è il voltaggio, maggiore sarà l emissione di raggi X.
63 La saldatura Electron Beam (fascio di elettroni) La caratteristica più vantaggiosa della EBW è la sua profonda penetrazione. Questo effetto si ottiene proprio grazie al fascio di elettroni altamente accelerato. Gli elettroni colpiscono la superficie e penetrano leggermente al di sotto di essa: a questo punto rilasciano la maggior parte della loro energia cinetica, che si trasforma in termica. Questo porta ad un enorme riscaldamento del punto di impatto del fascio e quindi alla parziale evaporazione del materiale di base. Il fascio può viaggiare con una facilità molto maggiore attraverso questi vapori che non attraverso il metallo allo stato solido e questo non può che agevolare l ulteriore penetrazione degli elettroni nel metallo stesso. La larghezza della zona fusa risulta così estremamente contenuta: il rapporto profondità/larghezza può superare il valore 20/1.
64 La saldatura Electron Beam (fascio di elettroni) L apporto termico della EBW è infatti controllato da 4 variabili: il numero di elettroni al secondo che colpiscono il pezzo (beam current); la velocità degli elettroni al momento dell impatto (accelerating potential); il diametro del fascio sul pezzo o nel pezzo (beam spot size); la velocità di avanzamento (welding speed). Il livello di penetrazione aumenta all aumentare della densità di potenza del fascio: per variarlo si agisce principalmente sui primi due parametri, mentre il terzo e il quarto servono essenzialmente per il controllo del processo. Con una sola passata possono essere così saldati spessori da 0.1 a più di 200 mm. Essendo il fascio di elettroni dotato di tali peculiari caratteristiche di penetrazione, associate ad un apporto termico estremamente basso, la zona termicamente alterata che si ottiene risulta essere molto più piccola di quelle che si ottengono con gli altri processi di saldatura. In più si è osservato che risultano minimizzate anche le distorsioni. La velocità di raffreddamento è molto più elevata rispetto agli altri processi, e questo risulta vantaggioso per molti metalli (ma non per tutti: ad esempio, per gli acciai ad alto contenuto in carbonio questo può portare a fenomeni di criccabilità).
65 La saldatura Electron Beam (fascio di elettroni) Giunto di saldatura Le saldature ottenute sono compatte, prive di scorie e d inclusioni; non occorrono né fondenti né disossidanti. Il giunto presenta una superficie liscia e possiede ottima resistenza meccanica. Data la grande velocità con cui si sviluppa il calore, la fusione è istantanea cosicché la zona riscaldata è molto ristretta, circa un sesto di quella che si ha con la saldatura ad arco voltaico. Di conseguenza viene ridotta al minimo la deformazione dei pezzi e, praticamente, risulta eliminato il pericolo di rottura del giunto per effetto del ritiro.
66 La saldatura Electron Beam (fascio di elettroni) Attrezzature In entrambi le modalità di funzionamento, la valvola d immissione degli elettroni e il pezzo sono alloggiati in una camera dove è stato realizzato precedentemente il vuoto (meno di 5*10-5 bar). L attrezzatura necessaria per questo tipo di saldatura, quindi, comprende: una pistola per il fascio (gun), un generatore ad alto voltaggio, una camera di lavoro, un sistema di pompaggio per creare il vuoto e un sistema di controllo. La pistola emette elettroni, ne accelera il fascio e lo punta con precisione sul pezzo. Recenti sviluppi nella tecnologia hanno permesso di operare anche in una condizione di vuoto medio o in pressione. Tali condizioni sono definite soft vacuum (5*10-3 bar fino a 10 mbar), e corrispondono ad un atmosfera composta per il 99.95% da argo. E necessario introdurre quindi un impianto apposito, composto generalmente da pompe.
67 La saldatura Electron Beam (fascio di elettroni) Attrezzature I dettagli devono essere definiti con cura. Nelle camere con vuoto assoluto è necessario usare delle tecniche speciali per posizionare correttamente il pezzo e il fascio, perché il cordone finale risulti di larghezza estremamente ridotta. Inoltre non è necessario alcun tipo di materiale d apporto, se non in alcuni casi particolari, come gli acciai dolci, per i quali a volte viene usato come materiale d apporto del materiale deossidato, che aiuta a produrre delle saldature maggiormente legate. Attualmente, le principali linee di sviluppo riguardano miglioramenti nella longevità e nella affidabilità delle attrezzature, la caratterizzazione del fascio, la creazione di fasci ad alte intensità e bassa potenza e lo sviluppo di sistemi che permettano di usare questa tecnologia a pressioni vicine ad 1 atmosfera (1000 mbar).
68 La saldatura Electron Beam (fascio di elettroni) Versatilità Un ultimo accenno per quanto riguarda i materiali saldabili attraverso la EBW. Come si è detto tutti i materiali metallici possono essere fusi usando il fascio di elettroni e, di conseguenza, la maggior parte dei metalli puri e delle leghe può essere saldata con questa tecnica. L unico prerequisito è che il materiale base sia un buon conduttore di elettricità e che venga creato un collegamento a terra per evitare eventuali scariche elettriche. Poiché non è necessario l impiego di materiali d apporto o elettrodi consumabili, le caratteristiche della saldatura finita dipenderanno esclusivamente dal materiale di base. Il comportamento della EBW nei materiali di utilizzo aerospaziale verrà diffusamente trattato nel capitolo successivo. Per quanto riguarda gli altri materiali, è importante sottolineare che la EBW può saldare anche materiali refrattari e reattivi, grazie alla sua applicazione nel vuoto, e può effettuare saldature tra materiali con diverse caratteristiche di conducibilità termica e punti di fusione differenti, anche se non tutte le combinazioni sono ancora possibili.
69 La saldatura per diffusione La saldatura per diffusione è un processo allo stato solido che permette di creare una grande varietà di accoppiamenti di metalli e materiali ceramici per la produzione di pezzi finiti sia di piccole che di grandi dimensioni. Il processo dipende da un certo numero di parametri: in particolare il tempo, la pressione applicata, la temperatura di saldatura, la modalità di apporto di calore. La saldatura per diffusione può essere distinta in diverse varianti, in base alla modalità di pressurizzazione, all uso di strati di materiali intermedi e all eventuale formazione di una fase liquida transitoria. Ogni diversa tipologia trova la sua applicazione in un certo numero di materiali e geometrie particolari.
70 La saldatura per diffusione Nella sua forma più semplice, la saldatura per diffusione richiede per prima cosa che i materiali base vengano accostati nel punto di giunzione e che successivamente vengano sottoposti all azione di un carico, unitamente ad un elevato riscaldamento, di solito in atmosfera inerte o nel vuoto. I carichi impiegati sono generalmente più bassi di quelli che porterebbero a delle macrodeformazioni, mentre le temperature massime raggiunte sono comprese tra 0.5 e 0.8 volte la temperatura di fusione del materiale base. I tempi di esposizione alle alte temperature variano da 1 a più di 60 minuti e dipendono dai materiali che devono essere uniti, dalle proprietà richieste al giunto e dai restanti parametri di saldatura. Nonostante la maggior parte di queste saldature vengano eseguite, come detto, nel vuoto o in atmosfere inerti, alcune possono essere eseguite in aria.
71 La saldatura per diffusione Un attento esame della sequenza di saldatura permette di comprendere l importanza della finitura delle superfici di partenza. Per ottenere una buona giunzione, è necessario che le due superfici in questione siano perfettamente pulite e piane, affinché la mutua diffusione a livello atomico possa avvenire nel modo corretto. Sono stati sviluppati diversi modelli per studiare nel dettaglio ogni singolo momento di questo processo di saldatura. Per prima cosa il carico applicato provoca una deformazione plastica delle superfici, in modo da appianare eventuali asperità e ridurre i vuoti; quindi si passa al vero e proprio meccanismo di diffusione atomica. Il meccanismo di diffusion bonding: a)punto di contatto iniziale (è evidente lo strato superficiale di ossido e la rugosità della superficie); b)struttura sottoposta al carico, con riduzione degli agenti contaminanti e dei vuoti; c)fase finale dell applicazione del carico, con scomparsa quasi totale dei vuoti; d)fase di diffusione, con eliminazione dello strato di ossido; e)saldatura completata. Come è stato già detto, la diffusione può avvenire allo stato solido o allo stato liquido.
72 La saldatura a ultrasuoni Parallelo tra saldatura e auto di F1
73 La saldatura a ultrasuoni
74 La saldatura a ultrasuoni GENERATORE SISTEMA X GENERARE PRESSIONE (MOLLE O PISTONE) CONVERTITORE SONOTRODO CONTRASTO
75 La saldatura a ultrasuoni Tutta la strumentazione per la saldatura ad ultrasuoni è composta da: Una pressa che tiene uniti i due materiali; Il nido o incudine sopra le quali vengono collocate le parti che permette la vibrazione ad alta frequenza (frequenza compresa tra i 20 ed i 50 khz); Una pila ad ultrasuoni, composta da un trasduttore piezoelettrico o un convertitore, composta da: Un convertitore dal segnale elettrico alla vibrazione meccanica; Un booster che modifica l'ampiezza della vibrazione; Un sonotrodo che porta le vibrazioni sulle parti da saldare; Un generatore elettronico di ultrasuoni; Un controller di tutti gli strumenti e dell'energia prodotta.
76 La saldatura a ultrasuoni Il principio della saldatura ad ultrasuoni si basa essenzialmente sull assemblaggio dei relativi particolari previa fusione localizzata per mezzo di ultrasuoni. Il sonotrodo (utensile di saldatura) sottopone i particolari da saldare ad un martellamento ad alta frequenza e, nella zona di contatto, l energia meccanica si trasforma in energia termica grazie alle forze di attrito. La saldatura appartiene alla categoria delle saldature a freddo, perché le superfici si uniscono allo stato solido ed a freddo, nel caso dei metalli, mentre per i materiali termoplastici rientra nel caso delle saldature a caldo (resistenza elettrica) in quanto determina la fusione localizzata e la conseguente unione.
77 La saldatura a ultrasuoni Giunti Le giunzioni ottenute con questo procedimento presentano ottima resistenza meccanica e i pezzi collegati non subiscono alterazioni né deformazioni. Materiali saldati I materiali che si possono unire spaziano dai metalli come rame, alluminio, ottone, sino all acciaio al titanio al tantalio allo zirconio, oltre a metalli di natura diversa. La saldatura è particolarmente adatta per lamierini molto sottili (0,05 mm nel caso dell alluminio). Saldatrici Le saldatrici realizzate spaziano dalle semplici saldatrici standard alle linee di saldatura multi-teste completamente automatizzate, alla saldatura con robot antropomorfo.
78 La saldatura per esplosione o compressione a freddo Con il metodo di saldatura per compressione a freddo l unione viene realizzata esercitando sui pezzi da collegare pressioni tali da trasformare dallo stato solido allo stato plastico lo strato superficiale delle zone a contatto. Analogamente a quanto accade nel caso della saldatura con ultrasuoni, i cristalli esistenti nello strato superficiale scorrono e si compenetrano rimanendo saldamente ancorati per effetto delle mutue attrazioni molecolari.
79 La saldatura per esplosione o compressione a freddo Per ottenere rilevanti pressioni, si ricorre a speciali procedimenti dinamici nei quali si utilizzano potenti esplosivi applicati sulle facce esterne dei pezzi da unire. L azione dell esplosivo è tale da produrre pressioni di 1000 kg/mm 2 e da lanciare secondo. un pezzo contro l altro con una velocità di circa 800 metri al Gli strati superficiali dei pezzi, per effetto di queste enormi pressioni, diventano plastici e mobili, i cristalli scorrono e s impastano provocando l unione delle superfici a contatto.
80 La saldatura per esplosione o compressione a freddo Il metodo per compressione è adatto per saldare acciai, leghe leggere ed ultraleggere, leghe del rame, ma può essere impiegato anche per saldare tra loro metalli e leghe di natura diversa. La saldatura per compressione è particolarmente indicata per eseguire la placcatura dei materiali ferrosi mediante alluminio, magnesio, zinco, acciaio inossidabile. Ultimamente il metodo è stato applicato, con ottimi risultati, per la placcatura di superfici metalliche varie mediante lamine di leghe speciali ad alto tenore di nichel, di tungsteno, di rame, di berillio.
METALLI FERROSI GHISA ACCIAIO
 METALLI FERROSI I metalli ferrosi sono i metalli e le leghe metalliche che contengono ferro. Le leghe ferrose più importanti sono l acciaio e la ghisa. ACCIAIO: lega metallica costituita da ferro e carbonio,
METALLI FERROSI I metalli ferrosi sono i metalli e le leghe metalliche che contengono ferro. Le leghe ferrose più importanti sono l acciaio e la ghisa. ACCIAIO: lega metallica costituita da ferro e carbonio,
tecnologia PROPRIETÀ DEI METALLI Scuola secondaria primo grado. classi prime Autore: Giuseppe FRANZÈ
 tecnologia PROPRIETÀ DEI METALLI Scuola secondaria primo grado. classi prime Autore: Giuseppe FRANZÈ LE PROPRIETÀ DEI MATERIALI DA COSTRUZIONE Si possono considerare come l'insieme delle caratteristiche
tecnologia PROPRIETÀ DEI METALLI Scuola secondaria primo grado. classi prime Autore: Giuseppe FRANZÈ LE PROPRIETÀ DEI MATERIALI DA COSTRUZIONE Si possono considerare come l'insieme delle caratteristiche
Materiali, Sviluppo, Soluzioni. Prodotti di Molibdeno per la industria del vetro
 Materiali, Sviluppo, Soluzioni Prodotti di Molibdeno per la industria del vetro H.C. Starck, Molibdeno Materiali come il molibdeno e il tungsteno, sono vitali per le applicazioni di fusione, omogeneizzazione
Materiali, Sviluppo, Soluzioni Prodotti di Molibdeno per la industria del vetro H.C. Starck, Molibdeno Materiali come il molibdeno e il tungsteno, sono vitali per le applicazioni di fusione, omogeneizzazione
I METALLI. I metalli sono materiali strutturali costituiti ciascuno da un singolo elemento. Hanno tra loro proprietà molto simili.
 M et 1 all I METALLI I metalli sono materiali strutturali costituiti ciascuno da un singolo elemento. Hanno tra loro proprietà molto simili. Proprietà Le principali proprietà dei metalli sono le seguenti:
M et 1 all I METALLI I metalli sono materiali strutturali costituiti ciascuno da un singolo elemento. Hanno tra loro proprietà molto simili. Proprietà Le principali proprietà dei metalli sono le seguenti:
LAVORAZIONI NON CONVENZIONALI TECNOLOGIA LASER
 LAVORAZIONI NON CONVENZIONALI TECNOLOGIA LASER LASER = LIGHT AMPLIFICATION BY SIMULATED EMISSION OF RADIATION Amplificazione della luce mediante l emissione stimolata della radiazione Il LASER è una particolare
LAVORAZIONI NON CONVENZIONALI TECNOLOGIA LASER LASER = LIGHT AMPLIFICATION BY SIMULATED EMISSION OF RADIATION Amplificazione della luce mediante l emissione stimolata della radiazione Il LASER è una particolare
IMPIANTO AUTOMATICO PER LA SALDATURA DI ESTRUSI DI ALLUMINIO PER APPLICAZIONI NAVALI.
 IMPIANTO AUTOMATICO PER LA SALDATURA DI ESTRUSI DI ALLUMINIO PER APPLICAZIONI NAVALI. Tube Tech Machinery Marcello Filippini Il settore dei trasporti, specialmente i trasporti passeggeri con treni e navi,
IMPIANTO AUTOMATICO PER LA SALDATURA DI ESTRUSI DI ALLUMINIO PER APPLICAZIONI NAVALI. Tube Tech Machinery Marcello Filippini Il settore dei trasporti, specialmente i trasporti passeggeri con treni e navi,
CLASSIFICAZIONE DELLE LAVORAZIONI MECCANICHE
 CLASSIFICAZIONE DELLE LAVORAZIONI MECCANICHE Le lavorazioni meccaniche possono essere classificate secondo diversi criteri. Il criterio che si è dimostrato più utile, in quanto ha permesso di considerare
CLASSIFICAZIONE DELLE LAVORAZIONI MECCANICHE Le lavorazioni meccaniche possono essere classificate secondo diversi criteri. Il criterio che si è dimostrato più utile, in quanto ha permesso di considerare
DI LUCE SEGNALI. FUTURi. di John Borell, Stephen Lee (*) (*)John Borell lavora alla Steel Art Company, costruttore Americano di insegne luminose.
 (*)John Borell lavora alla Steel Art Company, costruttore Americano di insegne luminose.") FUTURi SEGNALI DI LUCE I SISTEMI PER TAGLIO LASER OFFRONO IMPORTANTI VANTAGGI RISPETTO ALLE TECNICHE TRADIZIONALI NELLA LAVORAZIONE DI MATERIALI ACRILICI CON CUI VENGONO REALIZZATE GRAN PARTE DELLE MODERNE
FUTURi SEGNALI DI LUCE I SISTEMI PER TAGLIO LASER OFFRONO IMPORTANTI VANTAGGI RISPETTO ALLE TECNICHE TRADIZIONALI NELLA LAVORAZIONE DI MATERIALI ACRILICI CON CUI VENGONO REALIZZATE GRAN PARTE DELLE MODERNE
Lavorazioni e trattamenti superficiali dei metalli.
 Lavorazioni e trattamenti superficiali dei metalli. Cosa può offrire General Steel? General Steel rappresenta una realtà aziendale strategicamente diversificata in quanto l obbiettivo finale è quello di
Lavorazioni e trattamenti superficiali dei metalli. Cosa può offrire General Steel? General Steel rappresenta una realtà aziendale strategicamente diversificata in quanto l obbiettivo finale è quello di
IL PROBLEMA DEL PRODURRE
 IL PROBLEMA DEL PRODURRE IL CICLO TECNOLOGICO E I PROCESSI PRIMARI E SECONDARI Ing. Produzione Industriale - Tecnologia Meccanica Processi primari e secondari - 1 IL CICLO TECNOLOGICO Il ciclo tecnologico
IL PROBLEMA DEL PRODURRE IL CICLO TECNOLOGICO E I PROCESSI PRIMARI E SECONDARI Ing. Produzione Industriale - Tecnologia Meccanica Processi primari e secondari - 1 IL CICLO TECNOLOGICO Il ciclo tecnologico
LA CORRENTE ELETTRICA
 L CORRENTE ELETTRIC H P h Prima che si raggiunga l equilibrio c è un intervallo di tempo dove il livello del fluido non è uguale. Il verso del movimento del fluido va dal vaso a livello maggiore () verso
L CORRENTE ELETTRIC H P h Prima che si raggiunga l equilibrio c è un intervallo di tempo dove il livello del fluido non è uguale. Il verso del movimento del fluido va dal vaso a livello maggiore () verso
SALDATURA AD ARCO SOMMERSO
 SALDATURA SALDATURA AD ARCO SOMMERSO La saldatura ad arco sommerso (SAW - Submerged Arc Welding nella terminologia AWS) è un saldatura ad arco a filo continuo sotto protezione di scoria. Il fatto che l
SALDATURA SALDATURA AD ARCO SOMMERSO La saldatura ad arco sommerso (SAW - Submerged Arc Welding nella terminologia AWS) è un saldatura ad arco a filo continuo sotto protezione di scoria. Il fatto che l
Tecnologie di saldatura per fusione
 La saldatura laser Tecnologie di saldatura per fusione saldatura ad arco (MIG, TIG, SAW, Plasma ecc.) saldatura a gas (ossiacetilenica, ossidrica ecc.) saldatura ad elettroscoria saldatura alluminotermica
La saldatura laser Tecnologie di saldatura per fusione saldatura ad arco (MIG, TIG, SAW, Plasma ecc.) saldatura a gas (ossiacetilenica, ossidrica ecc.) saldatura ad elettroscoria saldatura alluminotermica
Energia nelle reazioni chimiche. Lezioni d'autore di Giorgio Benedetti
 Energia nelle reazioni chimiche Lezioni d'autore di Giorgio Benedetti VIDEO Introduzione (I) L energia chimica è dovuta al particolare arrangiamento degli atomi nei composti chimici e le varie forme di
Energia nelle reazioni chimiche Lezioni d'autore di Giorgio Benedetti VIDEO Introduzione (I) L energia chimica è dovuta al particolare arrangiamento degli atomi nei composti chimici e le varie forme di
I MATERIALI SCELTA DEL MATERIALE SCELTA DEL MATERIALE FUNZIONALITÀ
 SCELTA DEL MATERIALE I MATERIALI LA SCELTA DEL MATERIALE PER LA COSTRUZIONE DI UN PARTICOLARE MECCANICO RICHIEDE: LA CONOSCENZA DELLA FORMA E DELLE DIMEN- SIONI DELL OGGETTO LA CONOSCENZA DEL CICLO DI
SCELTA DEL MATERIALE I MATERIALI LA SCELTA DEL MATERIALE PER LA COSTRUZIONE DI UN PARTICOLARE MECCANICO RICHIEDE: LA CONOSCENZA DELLA FORMA E DELLE DIMEN- SIONI DELL OGGETTO LA CONOSCENZA DEL CICLO DI
TRATTAMENTI TERMICI IMPORTANZA DI ESEGUIRE IL TRATTAMENTO TERMICO NEL MOMENTO OPPORTUNO DEL PROCESSO DI REALIZZAZIONE DEL PEZZO
 TRATTAMENTI TERMICI IL TRATTAMENTO TERMICO CONSISTE IN UN CICLO TERMICO CHE SERVE A MODIFICARE LA STRUTTURA DEL MATERIALE PER LA VARIAZIONE DELLE SUE CARATTERISTICHE MECCANICHE: RESISTENZA DEFORMABILITA
TRATTAMENTI TERMICI IL TRATTAMENTO TERMICO CONSISTE IN UN CICLO TERMICO CHE SERVE A MODIFICARE LA STRUTTURA DEL MATERIALE PER LA VARIAZIONE DELLE SUE CARATTERISTICHE MECCANICHE: RESISTENZA DEFORMABILITA
Esplosioni di polveri: prevenzione
 Esplosioni di polveri: prevenzione ing. Nicola Mazzei Stazione sperimentale per i Combustibili Divisione di Innovhub-Stazioni Sperimentali Industria Tel: 02-51604.256 Fax: 02-514286 Corso CINEAS: La ricerca
Esplosioni di polveri: prevenzione ing. Nicola Mazzei Stazione sperimentale per i Combustibili Divisione di Innovhub-Stazioni Sperimentali Industria Tel: 02-51604.256 Fax: 02-514286 Corso CINEAS: La ricerca
Lezione. Tecnica delle Costruzioni
 Lezione Tecnica delle Costruzioni Collegamenti saldati Procedimenti di saldatura Sorgente termica che produce alta temperatura in modo localizzato Fusione del materiale base più il materiale di apporto
Lezione Tecnica delle Costruzioni Collegamenti saldati Procedimenti di saldatura Sorgente termica che produce alta temperatura in modo localizzato Fusione del materiale base più il materiale di apporto
INTRODUZIONE: PERDITE IN FIBRA OTTICA
 INTRODUZIONE: PERDITE IN FIBRA OTTICA Il nucleo (o core ) di una fibra ottica è costituito da vetro ad elevatissima purezza, dal momento che la luce deve attraversare migliaia di metri di vetro del nucleo.
INTRODUZIONE: PERDITE IN FIBRA OTTICA Il nucleo (o core ) di una fibra ottica è costituito da vetro ad elevatissima purezza, dal momento che la luce deve attraversare migliaia di metri di vetro del nucleo.
I processi di tempra sono condotti sul manufatto finito per generare sforzi residui di compressione in superficie. Vengono sfruttate allo scopo
 I processi di tempra sono condotti sul manufatto finito per generare sforzi residui di compressione in superficie. Vengono sfruttate allo scopo diverse metodologie. 1 La tempra termica (o fisica) si basa
I processi di tempra sono condotti sul manufatto finito per generare sforzi residui di compressione in superficie. Vengono sfruttate allo scopo diverse metodologie. 1 La tempra termica (o fisica) si basa
I collettori solari termici
 I collettori solari termici a cura di Flavio CONTI, ing. LUVINATE (Varese) Tel. 0332 821398 Collettori solari a BASSA temperatura I collettori solari a bassa temperatura utilizzati normalmente negli impianti
I collettori solari termici a cura di Flavio CONTI, ing. LUVINATE (Varese) Tel. 0332 821398 Collettori solari a BASSA temperatura I collettori solari a bassa temperatura utilizzati normalmente negli impianti
.eu 316/316 L LDX 2101 1.4016 1.4301 1.4307 1.4401
 .eu 316/316 L LDX 2101 1.4016 1.4301 1.4307 1.4401 Profili ad H MÍN 30 x.50 x 1.000 mm MÁX 400 x 1.000 x 15.000 mm Grosores de material Anima 3 30 mm Ala 3 60 mm Lavorazioni meccaniche 3D Acciaio al carbonio
.eu 316/316 L LDX 2101 1.4016 1.4301 1.4307 1.4401 Profili ad H MÍN 30 x.50 x 1.000 mm MÁX 400 x 1.000 x 15.000 mm Grosores de material Anima 3 30 mm Ala 3 60 mm Lavorazioni meccaniche 3D Acciaio al carbonio
Corso di tecnologia Scuola media a.s. 2010-2011 PROF. NICOLA CARIDI
 Corso di tecnologia Scuola media a.s. 2010-2011 PROF. NICOLA CARIDI ARGOMENTI TRATTATI: Oggetti materiali e tecnologie Classificazione dei materiali Proprietà dei materiali Proprietà chimico/fisico Proprietà
Corso di tecnologia Scuola media a.s. 2010-2011 PROF. NICOLA CARIDI ARGOMENTI TRATTATI: Oggetti materiali e tecnologie Classificazione dei materiali Proprietà dei materiali Proprietà chimico/fisico Proprietà
Per Bollitura (o a fuoco)
") Saldature Speciali Con il termine speciali si classificano sia saldature tradizionali sia processi di saldatura innovativi, ma utilizzati industrialmente in applicazioni particolari. Tra questi ricordiamo
Saldature Speciali Con il termine speciali si classificano sia saldature tradizionali sia processi di saldatura innovativi, ma utilizzati industrialmente in applicazioni particolari. Tra questi ricordiamo
Die-casting Steel Solution
 Die-casting Steel Solution for Corrado Patriarchi 1 Acciai da utensili destinati alla deformazione a caldo di metalli e le loro leghe mediante procedimenti di stampaggio, estrusione, pressofusione. Vengono
Die-casting Steel Solution for Corrado Patriarchi 1 Acciai da utensili destinati alla deformazione a caldo di metalli e le loro leghe mediante procedimenti di stampaggio, estrusione, pressofusione. Vengono
una saldatura ad arco
 UTENSILERIA Realizzare una saldatura ad arco 0 1 Il tipo di saldatura Saldatrice ad arco La saldatura ad arco si realizza con un altissima temperatura (almeno 3000 c) e permette la saldatura con metallo
UTENSILERIA Realizzare una saldatura ad arco 0 1 Il tipo di saldatura Saldatrice ad arco La saldatura ad arco si realizza con un altissima temperatura (almeno 3000 c) e permette la saldatura con metallo
Corso di Tecnologia Meccanica ( ING/IND16) CF 8. Saldature. Sistemi di Produzione/ Tecnologia Meccanica
 CF 8. Saldature. Sistemi di Produzione/ Tecnologia Meccanica") Corso di Tecnologia ( ING/IND16) CF 8 Saldature Saldatura: Processo di unione permanente di due componenti meccanici. Variabili principali: Lega da saldare Spessore delle parti Posizione di saldatura Produzione
Corso di Tecnologia ( ING/IND16) CF 8 Saldature Saldatura: Processo di unione permanente di due componenti meccanici. Variabili principali: Lega da saldare Spessore delle parti Posizione di saldatura Produzione
Esame sezione Brevetti 2003-2004 Prova Pratica di meccanica
 Esame sezione Brevetti 2003-2004 Prova Pratica di meccanica OGGETVO: Brevettazione dl un perfezionamento riguardante I pressatori per mescolatori dl gomma Egregio dottore, Le invio una breve relazione
Esame sezione Brevetti 2003-2004 Prova Pratica di meccanica OGGETVO: Brevettazione dl un perfezionamento riguardante I pressatori per mescolatori dl gomma Egregio dottore, Le invio una breve relazione
Sez. E Sistemi e tecnologie ad aria compressa, di ausilio alla produzione UGELLI E GETTI PER ARIA COMPRESSA AIR NOZZLES AND JETS
 Sez. E Sistemi e tecnologie ad aria compressa, di ausilio alla produzione DC COOLING Alternative cooling solutions UGELLI E GETTI PER ARIA COMPRESSA AIR NOZZLES AND JETS Documentazione non registrata,
Sez. E Sistemi e tecnologie ad aria compressa, di ausilio alla produzione DC COOLING Alternative cooling solutions UGELLI E GETTI PER ARIA COMPRESSA AIR NOZZLES AND JETS Documentazione non registrata,
 IL TRASFORMATORE Prof. S. Giannitto Il trasformatore è una macchina in grado di operare solo in corrente alternata, perché sfrutta i principi dell'elettromagnetismo legati ai flussi variabili. Il trasformatore
IL TRASFORMATORE Prof. S. Giannitto Il trasformatore è una macchina in grado di operare solo in corrente alternata, perché sfrutta i principi dell'elettromagnetismo legati ai flussi variabili. Il trasformatore
Le graniglie sono classificabili, secondo il materiale di cui sono composte, come segue :
 Cos è la graniglia? L utensile della granigliatrice : la graniglia La graniglia è praticamente l utensile della granigliatrice: si presenta come una polvere costituita da un gran numero di particelle aventi
Cos è la graniglia? L utensile della granigliatrice : la graniglia La graniglia è praticamente l utensile della granigliatrice: si presenta come una polvere costituita da un gran numero di particelle aventi
INTERVENTO DI CLAUDIA RICCARDI PLASMAPROMETEO - Dipartimento di Fisica Università degli Studi di Milano - Bicocca
 INTERVENTO DI CLAUDIA RICCARDI PLASMAPROMETEO - Dipartimento di Fisica Università degli Studi di Milano - Bicocca La ricerca come strumento per lo sviluppo aziendale: sinergia tra università e industria
INTERVENTO DI CLAUDIA RICCARDI PLASMAPROMETEO - Dipartimento di Fisica Università degli Studi di Milano - Bicocca La ricerca come strumento per lo sviluppo aziendale: sinergia tra università e industria
Capacità di assorbire una deformazione plastica senza rompersi: alta=duttile (es. oro) bassa=fragile (es. vetro)
 bassa=fragile (es. vetro)") Capacità di assorbire una deformazione plastica senza rompersi: alta=duttile (es. oro) bassa=fragile (es. vetro) E dipendente dalla temperatura:capacità di riposizionamento di difetti ed atomi (diffusione
Capacità di assorbire una deformazione plastica senza rompersi: alta=duttile (es. oro) bassa=fragile (es. vetro) E dipendente dalla temperatura:capacità di riposizionamento di difetti ed atomi (diffusione
Gli elettrodi nell EDM. G. Fantoni Università di Pisa
 Gli elettrodi nell EDM G. Fantoni Università di Pisa Erodibilità di diversi materiali metallici PURI T fus. -MRR Ma Ag, Cu anomali infatti erodibilità dipende anche da conducibilità termica, capacità
Gli elettrodi nell EDM G. Fantoni Università di Pisa Erodibilità di diversi materiali metallici PURI T fus. -MRR Ma Ag, Cu anomali infatti erodibilità dipende anche da conducibilità termica, capacità
 Funzionamento del motore 4 tempi I componenti fondamentali del motore 4 tempi I componenti ausiliari del motore 4 tempi La trasmissione del moto Le innovazioni motoristiche L influenza dell aerodinamica
Funzionamento del motore 4 tempi I componenti fondamentali del motore 4 tempi I componenti ausiliari del motore 4 tempi La trasmissione del moto Le innovazioni motoristiche L influenza dell aerodinamica
Fibra Ceramica. Catalogo generale
 Fibra Ceramica Catalogo generale La storia della società KERAUNION Nel 1, in Bohemia (oggi Repubblica Ceca) viene fondata la ditta Keraunion per produrre vasellame ed oggetti in vetro e cristallo. Dal
Fibra Ceramica Catalogo generale La storia della società KERAUNION Nel 1, in Bohemia (oggi Repubblica Ceca) viene fondata la ditta Keraunion per produrre vasellame ed oggetti in vetro e cristallo. Dal
Riscaldatori a cartuccia
 Riscaldatori a cartuccia Cartuccia Pg01 di 14 2011-01 E.M.P. Srl - Italy - www.emp.it Riscaldatori a cartuccia HD Alta densità di potenza Descrizione La tecnologia costruttiva dei riscaldatori a cartuccia
Riscaldatori a cartuccia Cartuccia Pg01 di 14 2011-01 E.M.P. Srl - Italy - www.emp.it Riscaldatori a cartuccia HD Alta densità di potenza Descrizione La tecnologia costruttiva dei riscaldatori a cartuccia
Genova 15 01 14 TIPOLOGIE DI LAMPADE
 Genova 15 01 14 TIPOLOGIE DI LAMPADE Le lampade a vapori di mercurio sono sicuramente le sorgenti di radiazione UV più utilizzate nella disinfezione delle acque destinate al consumo umano in quanto offrono
Genova 15 01 14 TIPOLOGIE DI LAMPADE Le lampade a vapori di mercurio sono sicuramente le sorgenti di radiazione UV più utilizzate nella disinfezione delle acque destinate al consumo umano in quanto offrono
DISTILLAZIONE: PREMESSE
 DISTILLAZIONE: PREMESSE PROCESSO DI ELEZIONE NELLA PREPARAZIONE DI ACQUA PER PREPARAZIONI INIETTABILI PROCESSO GENERALMENTE APPLICATO COME STADIO FINALE DI PURIFICAZIONE AD UN ACQUA GIA TRATTATA IL TIPO
DISTILLAZIONE: PREMESSE PROCESSO DI ELEZIONE NELLA PREPARAZIONE DI ACQUA PER PREPARAZIONI INIETTABILI PROCESSO GENERALMENTE APPLICATO COME STADIO FINALE DI PURIFICAZIONE AD UN ACQUA GIA TRATTATA IL TIPO
Guida rapida al servizio conto terzi di taglio laser 2D
 Guida rapida al servizio conto terzi di taglio laser 2D 1. IMPIANTO DI TAGLIO LASER - Macchina base: Trumpf Trumatic TC L 3030S, con sistema di cambio pallet automatico - Sorgente laser: Laser a CO 2 con
Guida rapida al servizio conto terzi di taglio laser 2D 1. IMPIANTO DI TAGLIO LASER - Macchina base: Trumpf Trumatic TC L 3030S, con sistema di cambio pallet automatico - Sorgente laser: Laser a CO 2 con
LA CORRENTE ELETTRICA CONTINUA
 LA CORRENTE ELETTRICA CONTINUA (Fenomeno, indipendente dal tempo, che si osserva nei corpi conduttori quando le cariche elettriche fluiscono in essi.) Un conduttore metallico è in equilibrio elettrostatico
LA CORRENTE ELETTRICA CONTINUA (Fenomeno, indipendente dal tempo, che si osserva nei corpi conduttori quando le cariche elettriche fluiscono in essi.) Un conduttore metallico è in equilibrio elettrostatico
Lezione 11 Trattamenti termici
 Lezione 11 Gerardus Janszen Dipartimento di Tel 02 2399 8366 janszen@aero.polimi.it . IL TRATTAMENTO TERMICO CONSISTE IN UN CICLO TERMICO CHE SERVE A MODIFICARE LA STRUTTURA DEL MATERIALE PER LA VARIAZIONE
Lezione 11 Gerardus Janszen Dipartimento di Tel 02 2399 8366 janszen@aero.polimi.it . IL TRATTAMENTO TERMICO CONSISTE IN UN CICLO TERMICO CHE SERVE A MODIFICARE LA STRUTTURA DEL MATERIALE PER LA VARIAZIONE
Cold Plate BREVETTATO
 L uso di dissipatori ad acqua si sta sempre più diffondendo per rispondere all esigenza di dissipare elevate potenze in spazi contenuti e senza l adozione di ventole con elevate portate d aria. Infatti,
L uso di dissipatori ad acqua si sta sempre più diffondendo per rispondere all esigenza di dissipare elevate potenze in spazi contenuti e senza l adozione di ventole con elevate portate d aria. Infatti,
V= R*I. LEGGE DI OHM Dopo aver illustrato le principali grandezze elettriche è necessario analizzare i legami che vi sono tra di loro.
 LEGGE DI OHM Dopo aver illustrato le principali grandezze elettriche è necessario analizzare i legami che vi sono tra di loro. PREMESSA: Anche intuitivamente dovrebbe a questo punto essere ormai chiaro
LEGGE DI OHM Dopo aver illustrato le principali grandezze elettriche è necessario analizzare i legami che vi sono tra di loro. PREMESSA: Anche intuitivamente dovrebbe a questo punto essere ormai chiaro
Corso di Componenti e Impianti Termotecnici LE RETI DI DISTRIBUZIONE PERDITE DI CARICO LOCALIZZATE
 LE RETI DI DISTRIBUZIONE PERDITE DI CARICO LOCALIZZATE 1 PERDITE DI CARICO LOCALIZZATE Sono le perdite di carico (o di pressione) che un fluido, in moto attraverso un condotto, subisce a causa delle resistenze
LE RETI DI DISTRIBUZIONE PERDITE DI CARICO LOCALIZZATE 1 PERDITE DI CARICO LOCALIZZATE Sono le perdite di carico (o di pressione) che un fluido, in moto attraverso un condotto, subisce a causa delle resistenze
Generatore radiologico
 Generatore radiologico Radiazioni artificiali alimentazione: corrente elettrica www.med.unipg.it/ac/rad/ www.etsrm.it oscar fiorucci. laurea.tecn.radiol@ospedale.perugia.it Impianto radiologico trasformatore
Generatore radiologico Radiazioni artificiali alimentazione: corrente elettrica www.med.unipg.it/ac/rad/ www.etsrm.it oscar fiorucci. laurea.tecn.radiol@ospedale.perugia.it Impianto radiologico trasformatore
ESTRATTO ATTUATORE CON VITE SENZA FINE PER TRAIETTORIE NON LINEARI E ALZACRISTALLI REALIZZATO CON IL MEDESIMO
 ESTRATTO ATTUATORE CON VITE SENZA FINE PER TRAIETTORIE NON LINEARI E ALZACRISTALLI REALIZZATO CON IL MEDESIMO vittorio.scialla@strumentiperleaziende.com Attuatore per traiettorie non lineari dotato di
ESTRATTO ATTUATORE CON VITE SENZA FINE PER TRAIETTORIE NON LINEARI E ALZACRISTALLI REALIZZATO CON IL MEDESIMO vittorio.scialla@strumentiperleaziende.com Attuatore per traiettorie non lineari dotato di
LA CORRENTE ELETTRICA Prof. Erasmo Modica erasmo@galois.it
 LA CORRENTE ELETTRICA Prof. Erasmo Modica erasmo@galois.it L INTENSITÀ DELLA CORRENTE ELETTRICA Consideriamo una lampadina inserita in un circuito elettrico costituito da fili metallici ed un interruttore.
LA CORRENTE ELETTRICA Prof. Erasmo Modica erasmo@galois.it L INTENSITÀ DELLA CORRENTE ELETTRICA Consideriamo una lampadina inserita in un circuito elettrico costituito da fili metallici ed un interruttore.
IL FERRO Fe. Che cos è la siderurgia? E l insieme dei procedimenti per trasformare i minerali di ferro in Prodotti Siderurgici.
 IL FERRO Fe 1 Il ferro è un metallo di colore bianco grigiastro lucente che fonde a 1530 C. E uno dei metalli più diffusi e abbondanti sulla terra e certamente il più importante ed usato: navi, automobili,
IL FERRO Fe 1 Il ferro è un metallo di colore bianco grigiastro lucente che fonde a 1530 C. E uno dei metalli più diffusi e abbondanti sulla terra e certamente il più importante ed usato: navi, automobili,
Blanke Profilo di chiusura
 Dati tecnici Blanke Profilo di chiusura Per la protezione dei bordi in caso di chiusure di rivestimenti al pavimento ed alle pareti Uso e funzioni: Blanke Profilo di chiusura è un profilo speciale per
Dati tecnici Blanke Profilo di chiusura Per la protezione dei bordi in caso di chiusure di rivestimenti al pavimento ed alle pareti Uso e funzioni: Blanke Profilo di chiusura è un profilo speciale per
Elettroerosione Macchina per elettroerosione
 Elettroerosione 1 Macchina per elettroerosione 2 Politecnico di Torino 1 Il processo di elettroerosione Viene generato un campo elettrico tra elettrodo e pezzo Si forma un canale ionizzato tra elettrodo
Elettroerosione 1 Macchina per elettroerosione 2 Politecnico di Torino 1 Il processo di elettroerosione Viene generato un campo elettrico tra elettrodo e pezzo Si forma un canale ionizzato tra elettrodo
SENSORI E TRASDUTTORI
 SENSORI E TRASDUTTORI Il controllo di processo moderno utilizza tecnologie sempre più sofisticate, per minimizzare i costi e contenere le dimensioni dei dispositivi utilizzati. Qualsiasi controllo di processo
SENSORI E TRASDUTTORI Il controllo di processo moderno utilizza tecnologie sempre più sofisticate, per minimizzare i costi e contenere le dimensioni dei dispositivi utilizzati. Qualsiasi controllo di processo
APPLICATION SHEET Luglio
 Indice 1. Descrizione dell applicazione 2. Applicazione - Dati 3. Selezione del prodotto e dimensionamento 4. Soluzione Motovario 1. Descrizione dell applicazione Gli schermi per campi da cricket fanno
Indice 1. Descrizione dell applicazione 2. Applicazione - Dati 3. Selezione del prodotto e dimensionamento 4. Soluzione Motovario 1. Descrizione dell applicazione Gli schermi per campi da cricket fanno
Cos è una. pompa di calore?
 Cos è una pompa di calore? !? La pompa di calore aria/acqua La pompa di calore (PDC) aria-acqua è una macchina in grado di trasferire energia termica (calore) dall aria esterna all acqua dell impianto
Cos è una pompa di calore? !? La pompa di calore aria/acqua La pompa di calore (PDC) aria-acqua è una macchina in grado di trasferire energia termica (calore) dall aria esterna all acqua dell impianto
La propagazione delle onde luminose può essere studiata per mezzo delle equazioni di Maxwell. Tuttavia, nella maggior parte dei casi è possibile
 Elementi di ottica L ottica si occupa dello studio dei percorsi dei raggi luminosi e dei fenomeni legati alla propagazione della luce in generale. Lo studio dell ottica nella fisica moderna si basa sul
Elementi di ottica L ottica si occupa dello studio dei percorsi dei raggi luminosi e dei fenomeni legati alla propagazione della luce in generale. Lo studio dell ottica nella fisica moderna si basa sul
352&(662',&20%867,21(
 352&(662',&20%867,21( Il calore utilizzato come fonte energetica convertibile in lavoro nella maggior parte dei casi, è prodotto dalla combustione di sostanze (es. carbone, metano, gasolio) chiamate combustibili.
352&(662',&20%867,21( Il calore utilizzato come fonte energetica convertibile in lavoro nella maggior parte dei casi, è prodotto dalla combustione di sostanze (es. carbone, metano, gasolio) chiamate combustibili.
LEZIONI N 24 E 25 UNIONI SALDATE
 LEZIONI N 24 E 25 UNIONI SALDATE Le saldature si realizzano prevalentemente con il metodo dell arco elettrico, utilizzando elettrodi rivestiti, che forniscono il materiale di apporto. Il collegamento è
LEZIONI N 24 E 25 UNIONI SALDATE Le saldature si realizzano prevalentemente con il metodo dell arco elettrico, utilizzando elettrodi rivestiti, che forniscono il materiale di apporto. Il collegamento è
Dichiarazione di conformità per caldaie a carica manuale
 Ufficio di contatto marchio di qualità: Moritz Dreher Neugasse 6 CH-8005 Zürich Tel.: +41 (0)44 250 88 16 Fax.: +41 (0)44 250 88 22 Email: dreher@holzenergie.ch Marchio di qualità Energia leg Svizzera
Ufficio di contatto marchio di qualità: Moritz Dreher Neugasse 6 CH-8005 Zürich Tel.: +41 (0)44 250 88 16 Fax.: +41 (0)44 250 88 22 Email: dreher@holzenergie.ch Marchio di qualità Energia leg Svizzera
Come funziona una centrale a ciclo combinato? Aggiungere l immagine sotto e fare un mix dei due testi di spiegazione del funzionamento
 LA TECNOLOGIA DEL CICLO COMBINATO A GAS NATURALE La maggiore quantità di energia elettrica generata da Edison è prodotta da 28 centrali termoelettriche. Edison sviluppa, progetta e costruisce interamente,
LA TECNOLOGIA DEL CICLO COMBINATO A GAS NATURALE La maggiore quantità di energia elettrica generata da Edison è prodotta da 28 centrali termoelettriche. Edison sviluppa, progetta e costruisce interamente,
TERMOMETRIA E PROCESSI TERMICI
 TERMOMETRIA E PROCESSI TERMICI SISTEMA parte di materia e/o spazio, idealmente isolata, su cui si concentra ntra l attenzione dell osservatore AMBIENTE ESTERNO tutto ciò che sta al di fuori, ma pur sempre
TERMOMETRIA E PROCESSI TERMICI SISTEMA parte di materia e/o spazio, idealmente isolata, su cui si concentra ntra l attenzione dell osservatore AMBIENTE ESTERNO tutto ciò che sta al di fuori, ma pur sempre
Prof. Luigi Puccinelli IMPIANTI E SISTEMI AEROSPAZIALI SPAZIO
 Prof. Luigi Puccinelli IMPIANTI E SISTEMI AEROSPAZIALI SPAZIO CONTROLLO TERMICO Equilibrio termico 2 Al di fuori dell atmosfera la temperatura esterna non ha praticamente significato Scambi termici solo
Prof. Luigi Puccinelli IMPIANTI E SISTEMI AEROSPAZIALI SPAZIO CONTROLLO TERMICO Equilibrio termico 2 Al di fuori dell atmosfera la temperatura esterna non ha praticamente significato Scambi termici solo
Si classifica come una grandezza intensiva
 CAP 13: MISURE DI TEMPERATURA La temperatura È osservata attraverso gli effetti che provoca nelle sostanze e negli oggetti Si classifica come una grandezza intensiva Può essere considerata una stima del
CAP 13: MISURE DI TEMPERATURA La temperatura È osservata attraverso gli effetti che provoca nelle sostanze e negli oggetti Si classifica come una grandezza intensiva Può essere considerata una stima del
Sistemi di bloccaggio idraulici -- Mandrini idraulici
 Sistemi di bloccaggio idraulici -- Mandrini idraulici La tecnologia del serraggio idraulico ad espansione si è evoluto fino a raggiungere livelli di precisione e di affidabilità tali da poter soddisfare
Sistemi di bloccaggio idraulici -- Mandrini idraulici La tecnologia del serraggio idraulico ad espansione si è evoluto fino a raggiungere livelli di precisione e di affidabilità tali da poter soddisfare
PROCESSO DI ASSEMBLAGGIO
 PROCESSO DI ASSEMBLAGGIO La fabbricazione degli elementi meccanici seguita dalla loro unione sono i principali compiti dell industria produttiva. Essenzialmente l assemblaggio consiste nel collegare degli
PROCESSO DI ASSEMBLAGGIO La fabbricazione degli elementi meccanici seguita dalla loro unione sono i principali compiti dell industria produttiva. Essenzialmente l assemblaggio consiste nel collegare degli
REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA
 REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA SETTORE ECONOMICO PROFESSIONALE 1 SETTORE MECCANICA; PRODUZIONE E MANUTENZIONE DI MACCHINE; IMPIANTISTICA Processo Lavorazioni Meccaniche
REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA SETTORE ECONOMICO PROFESSIONALE 1 SETTORE MECCANICA; PRODUZIONE E MANUTENZIONE DI MACCHINE; IMPIANTISTICA Processo Lavorazioni Meccaniche
PRINCIPI DI TRASDUZIONE
 PRINCIPI DI TRASDUZIONE Passiva Trasduzione resistiva Trasduzione capacitiva Trasduzione induttiva Attiva Trasduzione fotovoltaica Trasduzione piezoelettrica Trasduzione elettromagnetica Trasduzione fotoconduttiva
PRINCIPI DI TRASDUZIONE Passiva Trasduzione resistiva Trasduzione capacitiva Trasduzione induttiva Attiva Trasduzione fotovoltaica Trasduzione piezoelettrica Trasduzione elettromagnetica Trasduzione fotoconduttiva
EMISSIONE E ASSORBIMENTO DI LUCE DA PARTE DELLA MATERIA
 EMISSIONE E ASSORBIMENTO DI LUCE DA PARTE DELLA MATERIA Poiché la luce è energia trasportata da oscillazioni del campo elettrico (fotoni) e la materia è fatta di particelle elettricamente cariche (atomi
EMISSIONE E ASSORBIMENTO DI LUCE DA PARTE DELLA MATERIA Poiché la luce è energia trasportata da oscillazioni del campo elettrico (fotoni) e la materia è fatta di particelle elettricamente cariche (atomi
Trasportatori a nastro
 Trasportatori a nastro Realizzano un trasporto di tipo continuo, in orizzontale o in pendenza, di materiali alla rinfusa e di carichi concentrati leggeri. incastellatura di sostegno Trasporti interni 1
Trasportatori a nastro Realizzano un trasporto di tipo continuo, in orizzontale o in pendenza, di materiali alla rinfusa e di carichi concentrati leggeri. incastellatura di sostegno Trasporti interni 1
International Textil Education. Machinery Division. Manuale per la stampa a trasferimento termico
 Machinery Division Manuale per la stampa a trasferimento termico Manuale per la stampa a trasferimento termico STAMPA A TRASFERIMENTO TERMICO.....4 Principio di funzionamento.4 SRUTTURA INTERNA...5 Testina
Machinery Division Manuale per la stampa a trasferimento termico Manuale per la stampa a trasferimento termico STAMPA A TRASFERIMENTO TERMICO.....4 Principio di funzionamento.4 SRUTTURA INTERNA...5 Testina
Il Solare Termodinamico per la Produzione di Energia Elettrica e Calore a Media Temperatura
 Efficienza Energetica, il forziere nascosto dell industria sarda Il Solare Termodinamico per la Produzione di Energia Elettrica e Calore a Media Temperatura Prof. Daniele Cocco Dipartimento di Ingegneria
Efficienza Energetica, il forziere nascosto dell industria sarda Il Solare Termodinamico per la Produzione di Energia Elettrica e Calore a Media Temperatura Prof. Daniele Cocco Dipartimento di Ingegneria
IL RISPARMIO ENERGETICO E GLI AZIONAMENTI A VELOCITA VARIABILE L utilizzo dell inverter negli impianti frigoriferi.
 IL RISPARMIO ENERGETICO E GLI AZIONAMENTI A VELOCITA VARIABILE L utilizzo dell inverter negli impianti frigoriferi. Negli ultimi anni, il concetto di risparmio energetico sta diventando di fondamentale
IL RISPARMIO ENERGETICO E GLI AZIONAMENTI A VELOCITA VARIABILE L utilizzo dell inverter negli impianti frigoriferi. Negli ultimi anni, il concetto di risparmio energetico sta diventando di fondamentale
SCIENZA E TECNOLOGIA DEI MATERIALI COMPOSITI A MATRICE POLIMERICA
 Università degli studi di Messina Corso di laurea in INGEGNERIA DEI MATERIALI SCIENZA E TECNOLOGIA DEI MATERIALI COMPOSITI A MATRICE POLIMERICA Prof. A.M.Visco Lezione T 2 : Processi di realizzazione di
Università degli studi di Messina Corso di laurea in INGEGNERIA DEI MATERIALI SCIENZA E TECNOLOGIA DEI MATERIALI COMPOSITI A MATRICE POLIMERICA Prof. A.M.Visco Lezione T 2 : Processi di realizzazione di
LA CORRETTA SCELTA DI UN IMPIANTO PER LA TEMPRA AD INDUZIONE Come calcolare la potenza necessaria
 LA CORRETTA SCELTA DI UN IMPIANTO PER LA TEMPRA AD INDUZIONE Come calcolare la potenza necessaria Quale frequenza di lavoro scegliere Geometria del pezzo da trattare e sue caratteristiche elettromagnetiche
LA CORRETTA SCELTA DI UN IMPIANTO PER LA TEMPRA AD INDUZIONE Come calcolare la potenza necessaria Quale frequenza di lavoro scegliere Geometria del pezzo da trattare e sue caratteristiche elettromagnetiche
MATERIALI. Introduzione
 MATERIALI 398 Introduzione Gli acciai sono leghe metalliche costituite da ferro e carbonio, con tenore di carbonio (in massa) non superiore al 2%. Attenzione: la normazione sugli acciai è in fase di armonizzazione
MATERIALI 398 Introduzione Gli acciai sono leghe metalliche costituite da ferro e carbonio, con tenore di carbonio (in massa) non superiore al 2%. Attenzione: la normazione sugli acciai è in fase di armonizzazione
Rivoluzionario modulo solare ibrido. inside ideas
 Rivoluzionario modulo solare ibrido inside ideas R voluzionario. Oltre un modulo fotovoltaico. Oltre un solare termico. Revo è un sistema solare, progettato e sviluppato già ibrido per la simultanea produzione
Rivoluzionario modulo solare ibrido inside ideas R voluzionario. Oltre un modulo fotovoltaico. Oltre un solare termico. Revo è un sistema solare, progettato e sviluppato già ibrido per la simultanea produzione
ITIS OTHOCA ORISTANO PROGRAMMAZIONE AUTOMATICA CAM. Prof. Ignazio Peddis A.S. 2007/08
 ITIS OTHOCA ORISTANO PROGRAMMAZIONE AUTOMATICA CAM Prof. Ignazio Peddis A.S. 2007/08 Programmazione automatica CAM Il CAM (Computer Aided Manufacturing) è una tecnologia mediante la quale si realizza l'integrazione
ITIS OTHOCA ORISTANO PROGRAMMAZIONE AUTOMATICA CAM Prof. Ignazio Peddis A.S. 2007/08 Programmazione automatica CAM Il CAM (Computer Aided Manufacturing) è una tecnologia mediante la quale si realizza l'integrazione
Termologia. Introduzione Scale Termometriche Espansione termica Capacità termica e calori specifici Cambiamenti di fase e calori latenti
 Termologia Introduzione Scale Termometriche Espansione termica Capacità termica e calori specifici Cambiamenti di fase e calori latenti Trasmissione del calore Legge di Wien Legge di Stefan-Boltzmann Gas
Termologia Introduzione Scale Termometriche Espansione termica Capacità termica e calori specifici Cambiamenti di fase e calori latenti Trasmissione del calore Legge di Wien Legge di Stefan-Boltzmann Gas
TRASPORTATORI A COCLEA
 TRASPORTATORI E DOSATORI Il nastro trasportatore è un dispositivo adibito al trasporto di oggetti o materiali disponibili in massa (laterizi, sabbia, alimentari, prodotti industriali, pacchi, esseri viventi)
TRASPORTATORI E DOSATORI Il nastro trasportatore è un dispositivo adibito al trasporto di oggetti o materiali disponibili in massa (laterizi, sabbia, alimentari, prodotti industriali, pacchi, esseri viventi)
Caratteristiche tecniche. Per trasportare aria, gas e vapori poco aggressivi, generare vuoto e comprimere aria, senza contaminazione di olio.
 SCHEDA TECNICA I041 N 950.50 KNDCB con motore Brushless Principio di funzionamento Le pompe a membrana KNF si basano su un principio molto semplice - la parte centrale di una membrana elastica flette su
SCHEDA TECNICA I041 N 950.50 KNDCB con motore Brushless Principio di funzionamento Le pompe a membrana KNF si basano su un principio molto semplice - la parte centrale di una membrana elastica flette su
Classificazione delle pompe. Pompe rotative volumetriche POMPE ROTATIVE. POMPE VOLUMETRICHE si dividono in... VOLUMETRICHE
 Classificazione delle pompe Pompe rotative volumetriche POMPE VOLUMETRICHE si dividono in... POMPE ROTATIVE VOLUMETRICHE Pompe rotative volumetriche Principio di funzionamento Le pompe rotative sono caratterizzate
Classificazione delle pompe Pompe rotative volumetriche POMPE VOLUMETRICHE si dividono in... POMPE ROTATIVE VOLUMETRICHE Pompe rotative volumetriche Principio di funzionamento Le pompe rotative sono caratterizzate
CORRENTE E TENSIONE ELETTRICA LA CORRENTE ELETTRICA
 CORRENTE E TENSIONE ELETTRICA La conoscenza delle grandezze elettriche fondamentali (corrente e tensione) è indispensabile per definire lo stato di un circuito elettrico. LA CORRENTE ELETTRICA DEFINIZIONE:
CORRENTE E TENSIONE ELETTRICA La conoscenza delle grandezze elettriche fondamentali (corrente e tensione) è indispensabile per definire lo stato di un circuito elettrico. LA CORRENTE ELETTRICA DEFINIZIONE:
S.U.N. Architettura Luigi Vanvitelli. CdL Archite,ura TECNOLOGIA DELL ARCHITETTURA A 2012_13 prof. S. Rinaldi. Infissi_2 INF_2
 Infissi_2 SERRAMENTI IN LEGNO I profili di legno sono i principali elementi che caratterizzano le parti strutturali della finestra: Telai fissi, montanti e traversi dell anta, parti complementari (profili
Infissi_2 SERRAMENTI IN LEGNO I profili di legno sono i principali elementi che caratterizzano le parti strutturali della finestra: Telai fissi, montanti e traversi dell anta, parti complementari (profili
ATTREZZATURA DI LABORATORIO
 ATTREZZATURA DI LABORATORIO IN GENERALE RICORDIAMO CHE 1) il vetro pyrex non reagisce chimicamente con altre sostanze tranne che con l acido fluoridrico se riscaldato non si spacca 2) gli strumenti in
ATTREZZATURA DI LABORATORIO IN GENERALE RICORDIAMO CHE 1) il vetro pyrex non reagisce chimicamente con altre sostanze tranne che con l acido fluoridrico se riscaldato non si spacca 2) gli strumenti in
Forza. Forza. Esempi di forze. Caratteristiche della forza. Forze fondamentali CONCETTO DI FORZA E EQUILIBRIO, PRINCIPI DELLA DINAMICA
 Forza CONCETTO DI FORZA E EQUILIBRIO, PRINCIPI DELLA DINAMICA Cos è una forza? la forza è una grandezza che agisce su un corpo cambiando la sua velocità e provocando una deformazione sul corpo 2 Esempi
Forza CONCETTO DI FORZA E EQUILIBRIO, PRINCIPI DELLA DINAMICA Cos è una forza? la forza è una grandezza che agisce su un corpo cambiando la sua velocità e provocando una deformazione sul corpo 2 Esempi
Strutture in acciaio. Unioni
 Strutture in acciaio Unioni Tipologie di unioni Chiodi o bulloni Sono puntuali Indeboliscono le sezioni Ripristinano solo parzialmente la continuità Si eseguono in opera con relativa facilità Saldatura
Strutture in acciaio Unioni Tipologie di unioni Chiodi o bulloni Sono puntuali Indeboliscono le sezioni Ripristinano solo parzialmente la continuità Si eseguono in opera con relativa facilità Saldatura
Power Pulse 400/500 HSL
 400/500 HSL Italiano Power Pulse: Applicazioni Power Pulse 400/500 HSL è una saldatrice professionale ad inverter trifase (400A 100% a 40 C) con carrello traina-filo separato WF 104. Le modalità MIG/MAG
400/500 HSL Italiano Power Pulse: Applicazioni Power Pulse 400/500 HSL è una saldatrice professionale ad inverter trifase (400A 100% a 40 C) con carrello traina-filo separato WF 104. Le modalità MIG/MAG
NOTE E CONSIDERAZIONI SULLA PESATURA DI SILOS E SERBATOI CON CELLE DI CARICO
 ADRIANO GOMBA & C. NOTE E CONSIDERAZIONI SULLA PESATURA DI SILOS E SERBATOI CON CELLE DI CARICO Installazione. Un sistema di pesatura è costituito da un serbatoio, il cui contenuto deve essere tenuto sotto
ADRIANO GOMBA & C. NOTE E CONSIDERAZIONI SULLA PESATURA DI SILOS E SERBATOI CON CELLE DI CARICO Installazione. Un sistema di pesatura è costituito da un serbatoio, il cui contenuto deve essere tenuto sotto
LYNX FL. Macchina da taglio laser fibra LVDGROUP.COM LAVORAZIONE LASER A PORTATA DI MANO
 Macchina da taglio laser fibra LYNX FL LAVORAZIONE LASER A PORTATA DI MANO LVDGROUP.COM LYNX FL ENTRA NEL MONDO DEL TAGLIO LASER Progettato per lavorazioni laser economicamente vantaggiose, il Lynx offre
Macchina da taglio laser fibra LYNX FL LAVORAZIONE LASER A PORTATA DI MANO LVDGROUP.COM LYNX FL ENTRA NEL MONDO DEL TAGLIO LASER Progettato per lavorazioni laser economicamente vantaggiose, il Lynx offre
RESISTENZA DEI MATERIALI TEST
 RESISTENZA DEI MATERIALI TEST 1. Nello studio della resistenza dei materiali, i corpi: a) sono tali per cui esiste sempre una proporzionalità diretta tra sollecitazione e deformazione b) sono considerati
RESISTENZA DEI MATERIALI TEST 1. Nello studio della resistenza dei materiali, i corpi: a) sono tali per cui esiste sempre una proporzionalità diretta tra sollecitazione e deformazione b) sono considerati
Blade cooling Gas Turbine. Impianti per l Energia l
 Blade cooling Gas Turbine Impianti per l Energia l 2010-2011 2011 Effetto della temperatura massima del ciclo sulle prestazioni dei turbogas Effetto della temperatura massima del ciclo sulle prestazioni
Blade cooling Gas Turbine Impianti per l Energia l 2010-2011 2011 Effetto della temperatura massima del ciclo sulle prestazioni dei turbogas Effetto della temperatura massima del ciclo sulle prestazioni
Gli acciai inossidabili
 Gli acciai inossidabili Gli acciai inossidabili sono delle leghe a base di ferro, di cromo e di carbonio ed anche di altri elementi quali il nichel, il molibdeno, il silicio, il titanio, che li rendono
Gli acciai inossidabili Gli acciai inossidabili sono delle leghe a base di ferro, di cromo e di carbonio ed anche di altri elementi quali il nichel, il molibdeno, il silicio, il titanio, che li rendono
Capitolo 03 LA PRESSIONE ATMOSFERICA. 3.1 Esperienza del Torricelli 3.2 Unità di misura delle pressioni
 Capitolo 03 LA PRESSIONE ATMOSFERICA 3.1 Esperienza del Torricelli 3.2 Unità di misura delle pressioni 12 3.1 Peso dell aria I corpi solidi hanno un loro peso, ma anche i corpi gassosi e quindi l aria,
Capitolo 03 LA PRESSIONE ATMOSFERICA 3.1 Esperienza del Torricelli 3.2 Unità di misura delle pressioni 12 3.1 Peso dell aria I corpi solidi hanno un loro peso, ma anche i corpi gassosi e quindi l aria,
PIANO DIDATTICO SCIENZA DEI MATERIALI PER LA CONVERSIONE FOTOVOLTAICA
 PIANO DIDATTICO SCIENZA DEI MATERIALI PER LA CONVERSIONE FOTOVOLTAICA Celle solari: dai mirtilli agli spaghetti CONVERSIONE FOTOVOLTAICA: L ENERGIA DEL FUTURO v Energia inesauribile e rinnovabile v Non
PIANO DIDATTICO SCIENZA DEI MATERIALI PER LA CONVERSIONE FOTOVOLTAICA Celle solari: dai mirtilli agli spaghetti CONVERSIONE FOTOVOLTAICA: L ENERGIA DEL FUTURO v Energia inesauribile e rinnovabile v Non
2.5.3 PROVA ULTRASONICA PROVA ULTRASONICA
 Pag. 1 di 1 PROVA ULTRASONICA 1. Descrizione e scopo della prova. Le cosiddette prove ad ultrasuoni di "trasparenza" si eseguono nell'ambito dei controlli non distruttivi per la determinazione delle caratteristiche
Pag. 1 di 1 PROVA ULTRASONICA 1. Descrizione e scopo della prova. Le cosiddette prove ad ultrasuoni di "trasparenza" si eseguono nell'ambito dei controlli non distruttivi per la determinazione delle caratteristiche
Campo d'impiego Struttura Cambio utensile/pallet Caratteristiche tecniche
 Campo d'impiego Struttura Cambio utensile/pallet Caratteristiche tecniche Meccaniche Arrigo Pecchioli Via di Scandicci 221-50143 Firenze (Italy) - Tel. (+39) 055 70 07 1 - Fax (+39) 055 700 623 e-mail:
Campo d'impiego Struttura Cambio utensile/pallet Caratteristiche tecniche Meccaniche Arrigo Pecchioli Via di Scandicci 221-50143 Firenze (Italy) - Tel. (+39) 055 70 07 1 - Fax (+39) 055 700 623 e-mail:
www.rodacciai.it PROVA DI TRAZIONE L 0 = 5.65 S 0 PROVE MECCANICHE
 PROVA DI TRAZIONE La prova, eseguita a temperatura ambiente o più raramente a temperature superiori o inferiori, consiste nel sottoporre una provetta a rottura per mezzo di uno sforzo di trazione generato
PROVA DI TRAZIONE La prova, eseguita a temperatura ambiente o più raramente a temperature superiori o inferiori, consiste nel sottoporre una provetta a rottura per mezzo di uno sforzo di trazione generato
Visione d insieme DOMANDE E RISPOSTE SULL UNITÀ
 Visione d insieme DOMANDE E RISPOSTE SULL UNITÀ Che cos è la corrente elettrica? Nei conduttori metallici la corrente è un flusso di elettroni. L intensità della corrente è il rapporto tra la quantità
Visione d insieme DOMANDE E RISPOSTE SULL UNITÀ Che cos è la corrente elettrica? Nei conduttori metallici la corrente è un flusso di elettroni. L intensità della corrente è il rapporto tra la quantità
INDICAZIONI SU GIUNTI DEI NASTRI TRASPORTATORI
 GIAVA sas Manutenzione e Gestione Impianti Industriali www.giavasas.it INDICAZIONI SU GIUNTI DEI NASTRI TRASPORTATORI interventi di giunzione La giunzione di un nastro si rende necessaria quando bisogna
GIAVA sas Manutenzione e Gestione Impianti Industriali www.giavasas.it INDICAZIONI SU GIUNTI DEI NASTRI TRASPORTATORI interventi di giunzione La giunzione di un nastro si rende necessaria quando bisogna
GMG s.n.c. di Moretti Massimo & c. via XX settembre n 15 48024 Massa Lombarda (RA Tel/fax 0545 82966
 Oggetto: progetto stampante solida per materiali ceramici Punti da rispettare 1) apparato a controllo numerico per formare oggetti tridimensionali in materiali sinterizzabili ad alta temperatura 2) sviluppo
Oggetto: progetto stampante solida per materiali ceramici Punti da rispettare 1) apparato a controllo numerico per formare oggetti tridimensionali in materiali sinterizzabili ad alta temperatura 2) sviluppo
Fonoassorbimento: materiali e sistemi assorbenti
 SISTEMI FONOASSORBENTI Fonoassorbimento: materiali e sistemi assorbenti Per assorbire l energia sonora presente in un ambiente si ricorre all utilizzo di sistemi fonoassorbenti; ovvero dei sistemi con
SISTEMI FONOASSORBENTI Fonoassorbimento: materiali e sistemi assorbenti Per assorbire l energia sonora presente in un ambiente si ricorre all utilizzo di sistemi fonoassorbenti; ovvero dei sistemi con