Costruzione di Macchine
|
|
|
- Severina Pippi
- 6 anni fa
- Visualizzazioni
Transcript

1 Corso di Laurea in Ingegneria Industriale Lezioni del corso di Costruzione di Macchine prof. ing. Riccardo Nobile 1
2 Definizioni e caratteristiche La saldatura è un processo tecnologico di giunzione che ripristina la completa continuità strutturale di una parte o dell intera sezione resistente del componente La continuità strutturale viene garantita dalla fusione del materiale costituente le parti da saldare e, se necessario, del metallo d apporto Una volta realizzata la saldatura, le due parti costituiscono un unico componente e come tale la saldatura è potenzialmente il collegamento che assicura la totale ed efficace trasmissione dei carichi Il collegamento può essere sciolto solo danneggiando irrimediabilmente le parti e costituisce quindi un collegamento fisso 2
3 Vantaggi Semplicità e molteplicità delle soluzioni geometriche Rapidità di esecuzione Semplicità delle lavorazioni di preparazione delle parti Tenuta dalla fuoriuscita di fluidi Basso complessivo costo Svantaggi Eseguibile solo su materiali saldabili Introduzione di distorsioni geometriche e tensioni residue Alterazione della struttura cristallina del materiale Necessità di lavorazioni meccaniche o di trattamenti termici di distensione successivi Calcolo approssimativo della resistenza, specie a fatica 3
4 Classificazione delle saldature I processi di saldatura sono classificati da un punto di vista tecnologico in base ai processi utilizzati per fornire il calore o la pressione necessari alla realizzazione della giunzione Saldatura per fusione Saldatura a resistenza Saldatura a pressione Brasatura 4
5 Saldature per fusione I processi di saldatura più comuni sono quelli per fusione Manuale con elettrodi rivestiti Saldature per fusione Arco elettrico Combustione Chimica Laser TIG elettrodo infusibile in Tungsteno MIG con gas inerte MAG con gas attivo Arco sommerso a gas ossiacetilenica Alluminotermica Plasma 5
6 Geometria dei giunti saldati La geometria caratteristica di un giunto saldato per fusione può essere ricondotta ad alcuni elementi fondamentali Il giunto geometricamente più semplice è detto giunto testa a testa e si ottiene realizzando un cordone di saldatura lungo i lati di due lamiere affiancate 6
7 Geometria dei giunti saldati Durante il processo di saldatura una parte dei lembi da saldare più il metallo d apporto si fonde e successivamente si solidifica per costituire il cordone di saldatura 7
8 Classificazione delle saldature Classificazione geometrica Variando la posizione relativa delle lamiere e la posizione del cordone di saldatura si ottengono differenti tipologie di giunti. La configurazione geometrica del giunto saldato viene anche detta geometria di dettaglio del giunto e definisce come sono disposte e orientate le parti che formano il giunto Giunto testa a testa Giunto a T Giunto a croce Butt joint T-joint Cruciform joint Giunto d orlo Border joint Giunto di spigolo Corner joint Giunto a sovrapposizione Lap joint Giunto a L Edge joint 8
9 Classificazione geometrica giunto di testa 9
10 giunto a T Saldature per fusione Tipologie di giunti saldati giunto a croce 10
11 Classificazione geometrica giunto di spigolo giunto a L 11
12 Classificazione geometrica giunto d orlo 12
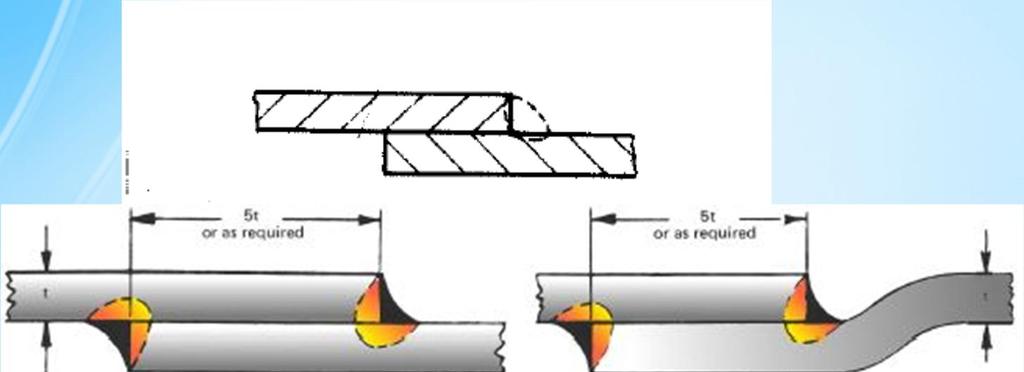
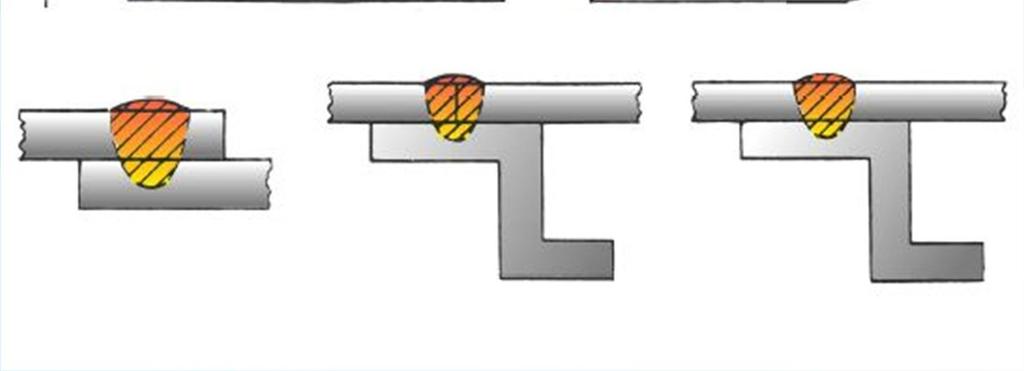
13 Classificazione geometrica giunto a sovrapposizione 13
14 Il cianfrino Si indica con il termine cianfrino la geometria dei lembi da saldare Lo scopo del cianfrino è di assicurare la regolare fusione dei lembi, in modo da permettere che la continuità strutturale del giunto sia garantita per l intero lo spessore 14

15 Il cianfrino La cianfrinatura si rende necessaria soprattutto quando si voglia saldare spessori elevati, mentre può essere evitata nella saldatura di piccoli spessori, ovvero spessori dello stesso ordine di grandezza del materiale saldabile che può essere deposto in una singola passata 15
16 Esempi di cianfrino a V e ½ V Il cianfrino Cianfrino a V simmetrico Cianfrino a V asimmetrico Cianfrino a ½ V 16
17 senza preparazione dei lembi Saldature per fusione Il cianfrino Cianfrino a V Cianfrino a U Cianfrino a ½ V 17
18 senza preparazione dei lembi Saldature per fusione Il cianfrino Cianfrino a X senza preparazione dei lembi Cianfrino a K 18
19 Controlli delle saldature L esecuzione delle saldature deve essere effettuata con procedimenti controllati e da operatori qualificati, per i quali è richiesta una formazione specifica con rilascio di un patentino Solo in questa maniera si riesce a garantire una notevole riduzione della difettosità dei giunti Nonostante questo, la presenza di difetti all interno delle saldature costituisce una possibilità reale Di conseguenza, le saldature devono essere ispezionate e sottoposte a controlli non distruttivi che ne assicurino l assenza di difettosità rilevanti 19


20 Controlli delle saldature Esempio di procedura di saldatura codificata 20
21 Controlli da eseguire in fase di saldatura A) Verificare l uniformità del cordone per tutta la lunghezza e asportare la scoria depositata 21
22 Controlli da eseguire in fase di saldatura A) Verificare l uniformità del cordone per tutta la lunghezza e asportare la scoria depositata B) Evitare passate con eccessiva deposizione di materiale e formazione di sottotagli 22
23 Controlli da eseguire in fase di saldatura A) Verificare l uniformità del cordone per tutta la lunghezza e asportare la scoria depositata B) Evitare passate con eccessiva deposizione di materiale e formazione di sottotagli C) Evitare concavità eccessive del cordone che possono produrre cricche 23
 Evitare concavità eccessive del cordone che possono produrre cricche D) Evitare difetti dovuti a mancanza di fusione")
24 Controlli da eseguire in fase di saldatura A) Verificare l uniformità del cordone per tutta la lunghezza e asportare la scoria depositata B) Evitare passate con eccessiva deposizione di materiale e formazione di sottotagli C) Evitare concavità eccessive del cordone che possono produrre cricche D) Evitare difetti dovuti a mancanza di fusione 24
25 Controlli da eseguire in fase di saldatura E) F) Evitare difetti dovuti a mancanza di fusione alla radice del cordone 25
 F) Evitare")


26 Controlli da eseguire in fase di saldatura E) F) Evitare difetti dovuti a mancanza di fusione alla radice del cordone G) H) Rimuovere porzioni di cordone criccate subito dopo la saldatura 26

27 Difetti di saldatura I principali difetti di saldatura sono i seguenti: pori e tarli: sviluppo di vapore acqueo durante la saldatura che rimane intrappolato nel bagno di fusione inclusioni di scoria: presenza di particelle del rivestimento degli elettrodi all interno del cordone inclusioni di tungsteno: presenza di particelle di tungsteno dovute al contatto accidentale dell elettrodo infusibile durante la saldatura 27


28 Difetti di saldatura I principali difetti di saldatura sono i seguenti: cricche a caldo: formazione di cricche a temperature di circa 700 C dovuta alla presenza di impurezze di S e P nell acciaio cricche a freddo: formazione di cricche durante il raffreddamento per effetto di una velocità di raffreddamento eccesiva o la diversa solubilizzazione dell idrogeno H 2 nel materiale caldo e freddo 28


: riduzione geometrica della sezione resistente nella zona")
29 Difetti di saldatura I principali difetti di saldatura dovuti ad una errata geometria del cordone sono i seguenti: mancanza di penetrazione: mancato riempimento del cianfrino causato da una eccessiva velocità di passata mancanza di fusione o incollaggio dei lembi: partecipazione limitata o assente dei lembi alla formazione del bagno di saldatura sottotaglio (undercut): riduzione geometrica della sezione resistente nella zona adiacente al cordone di saldatura 29

30 Difetti di saldatura Il cordone di saldatura ottimale presenta un adeguato rinforzo e penetrazione al vertice Un eccessivo o insufficiente rinforzo, così come una insufficiente o eccessiva penetrazione al vertice, pregiudica la resistenza meccanica del cordone 30
31 Fattori influenzanti la resistenza di un giunto saldato Alterazione microstrutturale del materiale Distorsioni geometriche Tensioni residue Geometria locale del cordone 31
32 Alterazione microstrutturale del materiale L esecuzione della saldatura è caratterizzata da un apporto termico elevatissimo, tale da produrre la fusione sia del materiale base che dell eventuale metallo d apporto. Di conseguenza la struttura metallurgica del materiale ne risulta alterata, non solo nella zona del materiale fuso ma anche in quella adiacente La zona di materiale che subisce una modifica viene indicata con l acronimo ZTA (Zona Termicamente Alterata) 32
33 Alterazione microstrutturale del materiale La Zona Termicamente Alterata subisce un raffreddamento repentino che produce dei veri e propri trattamenti termici di tempra, con conseguente incremento della resistenza meccanica e riduzione più o meno marcata della duttilità Nella ZTA si manifesta anche un ingrossamento e una crescita irregolare dei grani 33
34 Alterazione microstrutturale del materiale Nella ZTA si verificano dei processi differenziati di tempra e ingrossamento del grano tanto più accentuati quanto più si è vicini al materiale fuso Tutte queste alterazioni si traducono in un incremento della resistenza e in una perdita di duttilità del materiale, che rappresenta una criticità per il giunto 34

35 Distorsioni geometriche e tensioni residue I cicli di riscaldamento e raffreddamento locali associati al processo di saldatura producono la nascita di distorsioni geometriche e/o tensioni residue Durante il riscaldamento, il materiale si dilata maggiormente dal lato di deposizione del materiale saldato Durante il raffreddamento, il metallo fuso del cordone tende a contrarsi ma il ritiro viene ostacolato dal metallo base che lo circonda 35
36 Distorsioni geometriche e tensioni residue Si generano degli stati di trazione all interno del cordone, i quali, tenuto conto della bassa rigidezza del metallo ad alte temperature, si traducono in deformazioni permanenti Tali deformazioni permanenti determinano a temperatura ambiente delle distorsioni geometriche accompagnate da campi complessi di tensioni residue 36
37 Distorsioni geometriche e tensioni residue Se le lamiere di metallo base sono caratterizzate da una elevata rigidezza (elevato spessore), le distorsioni saranno limitate mentre le tensioni residue saranno elevate (anche prossime o superiori alla tensione di snervamento) Se le lamiere hanno piccolo spessore, l effetto prevalente sarà costituito dalle distorsioni geometriche, a scapito delle tensioni residue 37

38 Distorsioni geometriche e tensioni residue Andamento caratteristico delle tensioni residue in un giunto testa a testa 38
39 Distorsioni geometriche e tensioni residue Distorsioni geometriche Le distorsioni geometriche del giunto comportano il fatto che i carichi applicati determinano la nascita di flessioni e torsioni spurie che si sommano ai carichi nominali applicati Il problema è che questi carichi aggiuntivi sono di difficile valutazione in fase di progettazione Per questa ragione si impongono dei limiti di accettabilità alle distorsioni massime di un giunto e si tiene conto dei carichi spuri aumentando il coefficiente di sicurezza utilizzato nel dimensionamento 39
40 Distorsioni geometriche e tensioni residue Tensioni residue Le tensioni residue costituiscono delle tensioni che si sommano algebricamente a quelle determinate dai carichi esterni e possono quindi determinare facilmente il superamento della condizione di snervamento Specie nel caso di carichi di fatica, la plasticizzazione tende a ridurre e a redistribuire i carichi ma l effetto delle tensioni residue è spesso quello di ridurre in maniera inattesa la resistenza meccanica 40
41 Geometria locale del cordone Il cordone di saldatura rappresenta un vero e proprio intaglio e introduce una corrispondente concentrazione di tensione Poiché il raggio di raccordo alla radice del cordone è fortemente variabile e di piccola entità, non è possibile a priori quantificare la sovrasollecitazione introdotta nel giunto 41
42 Classificazione delle saldature Classificazione strutturale La conformazione geometrica del cordone e la sua interazione con le parti collegate determina le sollecitazioni locali che vanno ad interessare la zona di saldatura. Da un punto di vista del comportamento strutturale, ogni saldatura rientra in una delle tre categorie seguenti: Saldature testa a testa e a completa penetrazione (butt welds): il cordone di saldatura ripristina completamente la sezione resistente del giunto Saldature a cordone d angolo (fillet welds): il cordone di saldatura è tale da introdurre una discontinuità macroscopica tra le parti saldate Saldature a punti: la zona di saldatura è assimilabile ad un punto o a una zona circolare più che a un cordone allungato 42
43 Calcolo e verifica delle saldature Norme di riferimento A causa dell importanza e della specificità delle giunzioni saldate, il calcolo e la verifica delle saldature vengono eseguite secondo procedimenti e metodi di calcolo oggetto di norme nazionali e internazionali Le principali norme per la verifica delle saldature sono le seguenti: CNR-UNI UNI EN Eurocode 3 - Design of steel structures - Part 1-8: design of joints 43
44 Calcolo e verifica delle saldature CNR UNI La norma CNR UNI è stata la norma italiana di riferimento per le costruzioni in acciaio da carpenteria La norma si riferisce nello specifico a tre acciai laminati a caldo le cui proprietà meccaniche sono riportate di seguito Acciaio Tensione di rottura σ R [N/mm 2 ] Tensione di snervamento σ y [N/mm 2 ] Tensione ammissibile σ amm [N/mm 2 ] Fe Fe Fe Tali valori vengono ridotti per spessori delle lamiere superiori a 40 mm 44
45 Calcolo e verifica delle saldature UNI EN Eurocode 3 La norma UNI EN Eurocode 3 rappresenta lo standard europeo che armonizza tutte le norme nazionali preesistenti, come ad esempio la italiana CNR-UNI La norma ha per oggetto tutte le costruzioni in acciaio da carpenteria per strutture in campo civile ma trova applicazione anche nel settore industriale Gli acciai di riferimento sono definiti in base alla tensione di snervamento caratteristica: S235, S275, S355, S420, S460 I primi tre corrispondono agli acciai Fe360, Fe430 e Fe510 identificati nella norma CNR-UNI cui nella pratica corrente si fa ancora riferimento Nell Eurocodice 3 si è tenuto conto dell evoluzione dell acciaio da carpenteria laminato a caldo introducendo 45 altri due acciai ad elevato limite di snervamento
46 Verifica statica Classi di saldatura CNR UNI La normativa definisce due classi di saldatura che si differenziano per l uso di procedimenti di saldatura differenziati e per i controlli che vengono eseguiti: I classe: le saldature vengono realizzati con elettrodi di classe 3 o 4, sono sottoposti a controlli non distruttivi e non sono ammessi difetti di saldatura II classe: le saldature vengono realizzate con elettrodi di classe 2, 3 o 4, sono sottoposti a controlli non distruttivi a campione e sono tollerate piccole difettosità 46
47 Verifica statica Giunti a completa penetrazione Poiché nei giunti a completa penetrazione il cordone ripristina completamente la sezione resistente del giunto, il calcolo delle sollecitazioni viene eseguito come se il cordone di saldatura non ci fosse La sezione resistente è la minore tra quelle delle piastre saldate 47
48 Verifica statica Giunti a completa penetrazione Prendendo come riferimento le direzioni caratteristiche del cordone si definiscono le varie tensioni agenti: = = = 3 2 tensione normale nella sezione longitudinale (ortogonale al cordone) tensione normale nella sezione trasversale (parallela al cordone) tensione tangenziale nella sezione longitudinale 48
49 Verifica statica Giunti a completa penetrazione Le tensioni caratteristiche così determinate vengono utilizzate per calcolare una tensione equivalente che fa riferimento al criterio di Von Mises: =

50 Verifica statica Giunti a completa penetrazione La tensione ideale così determinata deve essere confrontata con una tensione ammissibile che è caratteristica non solo del materiale base utilizzato ma anche della qualità della saldatura 0.85 (I classe) (II classe) 50
51 Verifica statica Giunti a cordone d angolo I giunti a cordone d angolo sono caratterizzati dalla presenza di discontinuità e hanno prestazioni meccaniche inferiori rispetto ai giunti a completa penetrazione. Le linee di forza che attraversano il cordone subiscono delle forti deviazioni a causa della particolare conformazione geometrica dei giunti La sezione resistente viene definita in maniera convenzionale e ribaltata su uno dei lati del cordone per facilitare il calcolo delle tensioni Le tensioni e le rispettive denominazioni sono esse stesse convenzionali perché riferite a una sezione idealizzata 51
52 Verifica statica Giunti a cordone d angolo La sezione resistente dei giunti a cordone d angolo è un rettangolo di lunghezza pari al cordone di saldatura e di altezza pari all altezza di gola della sezione del cordone L altezza di gola del cordone è definita come l altezza del triangolo che può essere inscritto nella sezione del cordone di saldatura 52
53 Verifica statica Giunti a cordone d angolo La sezione così determinata viene poi ribaltata sul lato orizzontale o verticale per facilitare il calcolo delle tensioni agenti 53
54 Verifica statica Giunti a cordone d angolo Le tensioni che normalmente agiscono nel cordone di saldatura sono le seguenti: tensione normale alla sezione resistente tensione tangenziale ortogonale al cordone tensione tangenziale parallela al cordone Le tensioni σ eventualmente presenti non vengono considerate 54
55 Verifica statica Giunti a cordone d angolo Le tensioni σ e τ si scambiano se la sezione resistente viene ribaltata sul piano verticale o su quello orizzontale Le tensioni σ non vengono considerate nella verifica di resistenza in quanto si suppone che tali carichi vengano sopportati dalle lamiere più che dal cordone di saldatura 55
56 Verifica statica Giunti a cordone d angolo Le tensioni caratteristiche così determinate vengono utilizzate per calcolare una tensione equivalente che fa riferimento al criterio della sfera mozza: = Il nome del criterio deriva dal fatto che il vettore risultante delle tensioni agenti sul cordone deve essere interno alla superficie di una sfera di raggio ασ amm troncata da due piani distanti βσ amm dal centro 56
57 Verifica statica Giunti a cordone d angolo I valori dei coefficienti α e β dipendono dal materiale base considerato = Acciaio α β Fe Fe Fe
58 Verifica a fatica Considerazioni generali La resistenza statica di una saldatura a completa penetrazione esente da difetti è comparabile o in alcuni casi superiore a quella del materiale base Il punto critico delle saldature è rappresentato dalla resistenza a fatica Da un punto di vista metallurgico, Il materiale saldato si trova nelle peggiori condizioni in quanto è dotato di una minore duttilità, ha una struttura metallurgica formata da grani irregolari e mediamente di maggiori dimensioni Da un punto di vista strutturale, il giunto saldato è affetto da distorsioni, che amplificano i carichi applicati, e da tensioni residue intense Infine il cordone di saldatura costituisce una concentrazione di tensione 58
59 Verifica a fatica Considerazioni generali Tenuto conto di tutte queste osservazioni, la resistenza a fatica di una saldatura è di gran lunga inferiore di quella del materiale base Nel caso di carichi di fatica gli unici giunti saldati ammissibili sono quelli a completa penetrazione La discontinuità strutturale tipica dei giunti a cordoni d angolo costituisce una cricca macroscopica da cui partirebbero i fenomeni di propagazione 59
60 Verifica a fatica Approccio della tensione nominale A causa della difficoltà di determinazione dello stato locale di sollecitazione di una saldatura, la tensione di calcolo utilizzata per valutare le sollecitazione di fatica è quella nominale, trascurando quindi le distorsioni e la concentrazione delle tensioni. Sulla base dei carichi massimi e minimi agenti sulla struttura, si calcola la variazione di tensione che interessa il cordone di saldatura = 60


61 Verifica a fatica Approccio della tensione nominale Si seleziona il dettaglio strutturale che più si avvicina alla geometria del proprio giunto saldato La variazione di tensione viene confrontata con la curva di resistenza a fatica associata al dettaglio strutturale 61

62 Verifica a fatica Approccio della tensione nominale L approccio della tensione nominale è fondamentalmente empirico in quanto rinuncia alla precisa determinazione dello stato tensionale La verifica a fatica fa riferimento a curve di derivazione sperimentale La forte limitazione è che il numero di dettagli strutturali di cui si conosce il comportamento a fatica è limitato 62
CORSO DISEGNO SALDATURA
 CORSO DISEGNO SALDATURA INDICE 1.0 CLASSIFICAZIONE DEI PROCEDIMENTI DI SALDATURA pag. 2 1.2 CONSIDERAZIONI DI CONFRONTO DELLA SALDATURA CON ALTRI SISTEMI DI UNIONE NON SCOMPONIBILI pag. 4 1.3 TIPI DI GIUNTI
CORSO DISEGNO SALDATURA INDICE 1.0 CLASSIFICAZIONE DEI PROCEDIMENTI DI SALDATURA pag. 2 1.2 CONSIDERAZIONI DI CONFRONTO DELLA SALDATURA CON ALTRI SISTEMI DI UNIONE NON SCOMPONIBILI pag. 4 1.3 TIPI DI GIUNTI
Le unioni. 5 L acciaio 5.3 Strutture in acciaio. Unioni con chiodi. Unioni con perni. Unioni con bulloni
 1 Le unioni Unioni con chiodi È il sistema di collegamento più antico, ma è in disuso in quanto sostituito dalle unioni bullonate o saldate, per cui si può ritrovare solo su vecchie strutture in acciaio.
1 Le unioni Unioni con chiodi È il sistema di collegamento più antico, ma è in disuso in quanto sostituito dalle unioni bullonate o saldate, per cui si può ritrovare solo su vecchie strutture in acciaio.
Il fenomeno della frattura ha assunto una notevole importanza solo in tempi relativamente recenti.
 Il fenomeno della frattura ha assunto una notevole importanza solo in tempi relativamente recenti. In passato, infatti, i materiali e le tecnologie di costruzione non avevano mai messo in luce questo fenomeno.....finché
Il fenomeno della frattura ha assunto una notevole importanza solo in tempi relativamente recenti. In passato, infatti, i materiali e le tecnologie di costruzione non avevano mai messo in luce questo fenomeno.....finché
Cenni Generali Giunti Saldati
 GENERALITÀ La saldatura è un processo che consente di unire due pezzi metallici, mediante l'azione del calore, realizzandone la continuità. La saldatura può essere ottenuta con o senza materiale di apporto,
GENERALITÀ La saldatura è un processo che consente di unire due pezzi metallici, mediante l'azione del calore, realizzandone la continuità. La saldatura può essere ottenuta con o senza materiale di apporto,
CORSO DI PROGETTAZIONE DI SISTEMI MECCANICI
 CORSO DI PROGETTAZIONE DI SISTEMI MECCANICI Esercitazione 3 del 07/11/00 ore 15.15 17.15 Argomenti trattati: Dimensionamento dei principali meccanismi utilizzati: Diametro ruota Introduzione sulle principali
CORSO DI PROGETTAZIONE DI SISTEMI MECCANICI Esercitazione 3 del 07/11/00 ore 15.15 17.15 Argomenti trattati: Dimensionamento dei principali meccanismi utilizzati: Diametro ruota Introduzione sulle principali
la saldatura è il processo che realizza l unione di elementi mediante l azione del calore, con o senza materiale d apporto.
 LA la saldatura è il processo che realizza GENERALITA : l unione di elementi mediante l azione del calore, con o senza materiale d apporto. Vi sono moltissime tecniche di saldatura che si possono raggruppare
LA la saldatura è il processo che realizza GENERALITA : l unione di elementi mediante l azione del calore, con o senza materiale d apporto. Vi sono moltissime tecniche di saldatura che si possono raggruppare
SPECIFICA-ISTRUZIONE PER LA SALDATURA
 INDICE 1. Generalità 2. Scopo / Applicabilità 3. Documenti di riferimento 4. Condizioni da soddisfare 5. Trattamenti termici 6. Controlli non distruttivi 7. Allegati 1. GENERALITA La presente specifica
INDICE 1. Generalità 2. Scopo / Applicabilità 3. Documenti di riferimento 4. Condizioni da soddisfare 5. Trattamenti termici 6. Controlli non distruttivi 7. Allegati 1. GENERALITA La presente specifica
Università del Salento Facoltà di Ingegneria Costruzione di Macchine
 Università del Salento Facoltà di Ingegneria Costruzione di Macchine Lezione 3 Prova di trazione a cura del prof. ing. Vito Dattoma e dell ing. Riccardo Nobile 1 Prove di caratterizzazione meccanica Prova
Università del Salento Facoltà di Ingegneria Costruzione di Macchine Lezione 3 Prova di trazione a cura del prof. ing. Vito Dattoma e dell ing. Riccardo Nobile 1 Prove di caratterizzazione meccanica Prova
Collegamenti fissi. Le chiodature Le saldature. Maurizio Passarotto A.A
 Collegamenti fissi Le chiodature Le saldature A.A. 2011-2012 Maurizio Passarotto Chiodature: generalità Oramai abbandonate e sostituite dalla saldatura possono ancora incontrarsi per manutenzioni o ripristino
Collegamenti fissi Le chiodature Le saldature A.A. 2011-2012 Maurizio Passarotto Chiodature: generalità Oramai abbandonate e sostituite dalla saldatura possono ancora incontrarsi per manutenzioni o ripristino
Comportamento meccanico dei materiali
 Comportamento meccanico dei materiali Fatica dei materiali Propagazione delle cricche Dati di fatica di base Dai provini ai componenti, fatica uniassiale Fatica con sollecitazioni ad ampiezza variabile
Comportamento meccanico dei materiali Fatica dei materiali Propagazione delle cricche Dati di fatica di base Dai provini ai componenti, fatica uniassiale Fatica con sollecitazioni ad ampiezza variabile
SALDATURE A CORDONI D ANGOLO (secondo le NCT di cui al D.M ) CRITERI UTILIZZATI PER IL CALCOLO DEI CANCELLI A DUE ANTE
 CRITERI UTILIZZATI PER IL CALCOLO DEI CANCELLI A DUE ANTE") SALDATURE A CORDONI D ANGOLO (secondo le NCT di cui al D.M. 14.01.2008) CRITERI UTILIZZATI PER IL CALCOLO DEI CANCELLI A DUE ANTE Le saldature a cordone d angolo rispetto alle altre saldature, specie quelle
SALDATURE A CORDONI D ANGOLO (secondo le NCT di cui al D.M. 14.01.2008) CRITERI UTILIZZATI PER IL CALCOLO DEI CANCELLI A DUE ANTE Le saldature a cordone d angolo rispetto alle altre saldature, specie quelle
Caratteristiche di materiali
 Caratteristiche di materiali Caratteristiche macroscopiche Lavorazione Microstruttura Formula chimica Legami chimici Struttura atomica Meccaniche Materiale Fisiche Elettriche Megnetiche Termiche Meccaniche
Caratteristiche di materiali Caratteristiche macroscopiche Lavorazione Microstruttura Formula chimica Legami chimici Struttura atomica Meccaniche Materiale Fisiche Elettriche Megnetiche Termiche Meccaniche
- In base alle diverse tipologie, il giunto saldato sarà sottoposto a prove distruttive e/o non distruttive (Prova di frattura, Radiografia, )
") Nella fase di qualificazione dei saldatori si deve valutare in modo particolare I abilità manuale dei saldatori nel maneggiare l elettrodo/torcia di saldatura/cannello di saldatura, al fine di ottenere
Nella fase di qualificazione dei saldatori si deve valutare in modo particolare I abilità manuale dei saldatori nel maneggiare l elettrodo/torcia di saldatura/cannello di saldatura, al fine di ottenere
Lezione 4 acciaio: L acciaio da costruzione i collegamenti fra elementi
 Temec Acciaio Lezione 4 acciaio: L acciaio da costruzione i collegamenti fra elementi Prof. Maria Chiara Torricelli Università di Firenze Collegamenti per chiodatura, bullonatura, saldatura 03/12/2015
Temec Acciaio Lezione 4 acciaio: L acciaio da costruzione i collegamenti fra elementi Prof. Maria Chiara Torricelli Università di Firenze Collegamenti per chiodatura, bullonatura, saldatura 03/12/2015
Metallurgia e Materiali non Metallici. Prova di trazione. Marco Colombo.
 Metallurgia e Materiali non Metallici Prova di trazione Marco Colombo marco1.colombo@polimi.it 16/03/2016 La prova di trazione uniassiale Una delle più comuni e importanti prove distruttive, si ricavano
Metallurgia e Materiali non Metallici Prova di trazione Marco Colombo marco1.colombo@polimi.it 16/03/2016 La prova di trazione uniassiale Una delle più comuni e importanti prove distruttive, si ricavano
SALDATURA CON ELETTRODO RUTILE
 SALDATURA CON ELETTRODO RUTILE Indicazioni generali L innesco e l accensione di un arco elettrico avvengono per contatto tra un polo positivo ed un polo negativo (cortocircuito). Il calore dell arco elettrico
SALDATURA CON ELETTRODO RUTILE Indicazioni generali L innesco e l accensione di un arco elettrico avvengono per contatto tra un polo positivo ed un polo negativo (cortocircuito). Il calore dell arco elettrico
RELAZIONE DI CALCOLO
 RELAZIONE DI CALCOLO CONDOTTA IN ACCIAIO Premessa La costruzione della Strada Provinciale in oggetto prevede la realizzazione di una rotatoria sul tracciato esistente attraversato dal canale di bonifica
RELAZIONE DI CALCOLO CONDOTTA IN ACCIAIO Premessa La costruzione della Strada Provinciale in oggetto prevede la realizzazione di una rotatoria sul tracciato esistente attraversato dal canale di bonifica
Collegamento cerniera; Collegamento rigido; Collegamento semirigido.
 UNIONI L'assemblaggio di elementi metallici viene usualmente effettuato mediante unioni chiodate, unioni con bulloni normali o ad alta resistenza, unioni saldate. Con queste tecniche si realizzano sia
UNIONI L'assemblaggio di elementi metallici viene usualmente effettuato mediante unioni chiodate, unioni con bulloni normali o ad alta resistenza, unioni saldate. Con queste tecniche si realizzano sia
CORSO DI LAUREA IN ING. ELETTRICA CORSO DI MECCANICA E TECNICA DELLE COSTRUZIONI MECCANICHE VERIFICA DI GIUNTO SALDATO
 CORSO DI LAUREA IN ING. ELETTRICA CORSO DI MECCANICA E TECNICA DELLE COSTRUZIONI MECCANICHE VERIFICA DI GIUNTO SALDATO Condurre la verifica dei due giunti saldati contenuti nella struttura riportata in
CORSO DI LAUREA IN ING. ELETTRICA CORSO DI MECCANICA E TECNICA DELLE COSTRUZIONI MECCANICHE VERIFICA DI GIUNTO SALDATO Condurre la verifica dei due giunti saldati contenuti nella struttura riportata in
LEZIONI N 20 E 21 SISTEMI DI COLLEGAMENTO
 LEZIONI N 20 E 21 SISTEMI DI COLLEGAMENTO Nelle costruzioni metalliche si pone, in generale, il problema di collegare fra di loro i profilati e le lamiere per realizzare sistemi portanti più complessi:
LEZIONI N 20 E 21 SISTEMI DI COLLEGAMENTO Nelle costruzioni metalliche si pone, in generale, il problema di collegare fra di loro i profilati e le lamiere per realizzare sistemi portanti più complessi:
PLUS LA GAMMA COMPLETA DI GAS E MISCELE PER LA SALDATURA
 PLUS LA GAMMA COMPLETA DI GAS E MISCELE PER LA SALDATURA PLUS La linea PLUS di Sapio è l offerta completa di gas e miscele a elevato valore aggiunto per i moderni processi di saldatura. Fanno parte della
PLUS LA GAMMA COMPLETA DI GAS E MISCELE PER LA SALDATURA PLUS La linea PLUS di Sapio è l offerta completa di gas e miscele a elevato valore aggiunto per i moderni processi di saldatura. Fanno parte della
Profili laminati di alta qualità
 L'acciaio antiusura Profili laminati di alta qualità STEEL FOR LIFE WARRANTY ESTRONG è un acciaio legato a basso contenuto di Carbonio e con elevati tenori di Boro, Molibdeno e Nichel, tali da ottimizzare
L'acciaio antiusura Profili laminati di alta qualità STEEL FOR LIFE WARRANTY ESTRONG è un acciaio legato a basso contenuto di Carbonio e con elevati tenori di Boro, Molibdeno e Nichel, tali da ottimizzare
UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria A.A. 2009/10
 UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria A.A. 2009/10 Corso di Disegno Tecnico Industriale per i Corsi di Laurea triennale in Ingegneria Meccanica e in Ingegneria dell Energia Elementi di
UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria A.A. 2009/10 Corso di Disegno Tecnico Industriale per i Corsi di Laurea triennale in Ingegneria Meccanica e in Ingegneria dell Energia Elementi di
Unioni saldate. (filo continuo)
") Unioni saldate aglio alla fiamma Cannello ossiacetilenico o ossipropilenico getto di ossigeno reazione isotermica aglio al plasma (gas ionizzati) Procedimenti di saldatura Si differenziano per sorgente
Unioni saldate aglio alla fiamma Cannello ossiacetilenico o ossipropilenico getto di ossigeno reazione isotermica aglio al plasma (gas ionizzati) Procedimenti di saldatura Si differenziano per sorgente
NYLON-CARBON DUREZZA & TRAZIONE
 NYLON-CARBON DUREZZA & TRAZIONE D R. F L A V I A N A C A L I G N A NO D R. M A S S I M O L O R U S S O D R. I G N A Z I O R O P P O L O N Y LO N - C A R BON PROVE DI DUREZZA E DI TRAZIONE INTRODUZIONE
NYLON-CARBON DUREZZA & TRAZIONE D R. F L A V I A N A C A L I G N A NO D R. M A S S I M O L O R U S S O D R. I G N A Z I O R O P P O L O N Y LO N - C A R BON PROVE DI DUREZZA E DI TRAZIONE INTRODUZIONE
Saldatura TIG. SALDATURA ELETTRICA AD ARCO (tungsten inert gas TIG)
") SALDATURA ELETTRICA AD ARCO (tungsten inert gas TIG) GENERALITA Il processo di saldatura TIG, è un processo di saldatura per fusione, autogeno. L'arco elettrico scocca tra l'elettrodo infusibile, che si
SALDATURA ELETTRICA AD ARCO (tungsten inert gas TIG) GENERALITA Il processo di saldatura TIG, è un processo di saldatura per fusione, autogeno. L'arco elettrico scocca tra l'elettrodo infusibile, che si
Il Patentino di Saldatore
 Il Patentino di Saldatore Il Patentino di Saldatura è un riconoscimento della professionalità del saldatore, ed è necessaria per le aziende che vogliono essere in regola con le normative sulla qualità
Il Patentino di Saldatore Il Patentino di Saldatura è un riconoscimento della professionalità del saldatore, ed è necessaria per le aziende che vogliono essere in regola con le normative sulla qualità
CODICE DI PREVENZIONE INCENDI STRATEGIE ANTINCENDIO RESISTENZA AL FUOCO. Ing. Domenico Tesoro
 CODICE DI PREVENZIONE INCENDI STRATEGIE ANTINCENDIO RESISTENZA AL FUOCO Ing. Domenico Tesoro Comando Provinciale Vigili del Fuoco Varese Premessa La finalità della resistenza al fuoco è quella di garantire
CODICE DI PREVENZIONE INCENDI STRATEGIE ANTINCENDIO RESISTENZA AL FUOCO Ing. Domenico Tesoro Comando Provinciale Vigili del Fuoco Varese Premessa La finalità della resistenza al fuoco è quella di garantire
Acciai per strutture metalliche e composte
 Tecnica delle Costruzioni Prof. Giovanni Plizzari Dipartimento di Ingegneria Civile, Architettura, Ambiente e Territorio Università di Brescia G. Plizzari Acciai per strutture metalliche e composte 2/30
Tecnica delle Costruzioni Prof. Giovanni Plizzari Dipartimento di Ingegneria Civile, Architettura, Ambiente e Territorio Università di Brescia G. Plizzari Acciai per strutture metalliche e composte 2/30
UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria sede di Vicenza A.A. 2007/08
 UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria sede di Vicenza A.A. 2007/08 Corso di Disegno Tecnico Industriale per il Corso di Laurea triennale in Ingegneria Meccanica e in Ingegneria Meccatronica
UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria sede di Vicenza A.A. 2007/08 Corso di Disegno Tecnico Industriale per il Corso di Laurea triennale in Ingegneria Meccanica e in Ingegneria Meccatronica
LEZIONE 6. PROGETTO DI COSTRUZIONI IN ACCIAIO Progetto di giunzioni saldate. Corso di TECNICA DELLE COSTRUZIONI Chiara CALDERINI A.A.
 Corso di TECNICA DELLE COSTRUZIONI Chiara CALDERINI A.A. 2007-2008 Facoltà di Architettura Università degli Studi di Genova LEZIONE 6 PROGETTO DI COSTRUZIONI IN ACCIAIO Progetto di giunzioni saldate ASPETTI
Corso di TECNICA DELLE COSTRUZIONI Chiara CALDERINI A.A. 2007-2008 Facoltà di Architettura Università degli Studi di Genova LEZIONE 6 PROGETTO DI COSTRUZIONI IN ACCIAIO Progetto di giunzioni saldate ASPETTI
Caratteristiche di materiali
 Caratteristiche di materiali Caratteristiche macroscopiche Lavorazione Microstruttura Formula chimica Legami chimici Struttura atomica Meccaniche Materiale Fisiche Elettriche Megnetiche Termiche Meccaniche
Caratteristiche di materiali Caratteristiche macroscopiche Lavorazione Microstruttura Formula chimica Legami chimici Struttura atomica Meccaniche Materiale Fisiche Elettriche Megnetiche Termiche Meccaniche
Politecnico di Torino Dipartimento di Meccanica SALDATURE
 Saldatura (per fusione) Il giunto saldato: tipi di giunti La normativa SALDATURE Difetti nel cordone di saldatura Resistenza statica secondo CR-UI 00 Carici ce sollecitano il cordone Resistenza a fatica
Saldatura (per fusione) Il giunto saldato: tipi di giunti La normativa SALDATURE Difetti nel cordone di saldatura Resistenza statica secondo CR-UI 00 Carici ce sollecitano il cordone Resistenza a fatica
collegamenti a cura di: ing. Ernesto Grande
 Università degli Studi di Cassino Progetto di Strutture Costruzioni in Acciaio a cura di: ing. Ernesto Grande e.grande@unicas.it http://www.docente.unicas.it/ernesto_grande t it/ t d Sistemi di Collegamento
Università degli Studi di Cassino Progetto di Strutture Costruzioni in Acciaio a cura di: ing. Ernesto Grande e.grande@unicas.it http://www.docente.unicas.it/ernesto_grande t it/ t d Sistemi di Collegamento
FATICA. FATICA: curva di Wohler
 FATICA Flessione rotante CURVA DI WOHLER 1 FATICA: curva di Wohler 2 1 FATICA: curva di Wohler 3 FATICA: curva di Wohler an f b f N f 1 1 m m f K N f f a 1 b 4 2 FATICA: curva di Wohler la curva viene
FATICA Flessione rotante CURVA DI WOHLER 1 FATICA: curva di Wohler 2 1 FATICA: curva di Wohler 3 FATICA: curva di Wohler an f b f N f 1 1 m m f K N f f a 1 b 4 2 FATICA: curva di Wohler la curva viene
Profili laminati di alta qualità
 L'acciaio antiusura Profili laminati di alta qualità ESTRONG è un acciaio legato a basso contenuto di Carbonio e con elevati tenori di Boro, Molibdeno e Nichel, tali da ottimizzare le caratteristiche meccaniche
L'acciaio antiusura Profili laminati di alta qualità ESTRONG è un acciaio legato a basso contenuto di Carbonio e con elevati tenori di Boro, Molibdeno e Nichel, tali da ottimizzare le caratteristiche meccaniche
Tipologie di murature portanti
 Tipologie di murature portanti Le murature costituite dall assemblaggio organizzato ed efficace di elementi e malta possono essere a singolo paramento, se la parete è senza cavità o giunti verticali continui
Tipologie di murature portanti Le murature costituite dall assemblaggio organizzato ed efficace di elementi e malta possono essere a singolo paramento, se la parete è senza cavità o giunti verticali continui
L incremento naturale della. Produttività
 L incremento naturale della Produttività L incremento naturale della produttività Pulsato HS è una speciale funzione della saldatura in modalità MIG/MAG Pulsato, caratterizzata da un arco molto corto e
L incremento naturale della Produttività L incremento naturale della produttività Pulsato HS è una speciale funzione della saldatura in modalità MIG/MAG Pulsato, caratterizzata da un arco molto corto e
SOLUZIONE ESERCIZIO 1.1
 SOLUZIONE ESERCIZIO 1.1 La temperatura di fusione ed il coefficiente di espansione termica di alcuni metalli sono riportati nella tabella e nel diagramma sottostante: Metallo Temperatura di fusione [ C]
SOLUZIONE ESERCIZIO 1.1 La temperatura di fusione ed il coefficiente di espansione termica di alcuni metalli sono riportati nella tabella e nel diagramma sottostante: Metallo Temperatura di fusione [ C]
INDICE INDICE 1 RELAZIONE SUI MATERIALI E DOSATURE 2
 COMUNE DI SAN FELICE SUL PANARO Progetto strutturale per il ripristino dell agibilità della Chiesa della Natività di Maria Santissima danneggiata dal sisma del Maggio 2012 Committente: Curia Arcivescovile
COMUNE DI SAN FELICE SUL PANARO Progetto strutturale per il ripristino dell agibilità della Chiesa della Natività di Maria Santissima danneggiata dal sisma del Maggio 2012 Committente: Curia Arcivescovile
IL METODO DEGLI STATI LIMITE
 Corso sulle Norme Tecniche per le costruzioni in zona sismica (Ordinanza PCM 3274/2003, DGR Basilicata 2000/2003) POTENZA, 2004 IL METODO DEGLI STATI LIMITE Prof. Ing. Angelo MASI DiSGG, Università di
Corso sulle Norme Tecniche per le costruzioni in zona sismica (Ordinanza PCM 3274/2003, DGR Basilicata 2000/2003) POTENZA, 2004 IL METODO DEGLI STATI LIMITE Prof. Ing. Angelo MASI DiSGG, Università di
ESERCITAZIONE SUL CRITERIO
 TECNOLOGIE DELLE COSTRUZIONI AEROSPAZIALI ESERCITAZIONE SUL CRITERIO DI JUVINALL Prof. Claudio Scarponi Ing. Carlo Andreotti Ing. Carlo Andreotti 1 IL CRITERIO DI JUVINALL La formulazione del criterio
TECNOLOGIE DELLE COSTRUZIONI AEROSPAZIALI ESERCITAZIONE SUL CRITERIO DI JUVINALL Prof. Claudio Scarponi Ing. Carlo Andreotti Ing. Carlo Andreotti 1 IL CRITERIO DI JUVINALL La formulazione del criterio
STUDIO ED OTTIMIZZAZIONE DI UN SISTEMA DI PROTEZIONE PER ESCAVATORI
 UNIVERSITÀ DEGLI STUDI DI BOLOGNA FACOLTÀ DI INGEGNERIA CORSO DI LAUREA IN INGEGNERIA MECCANICA Tesi di laurea in Disegno Tecnico Industriale STUDIO ED OTTIMIZZAZIONE DI UN SISTEMA DI PROTEZIONE PER ESCAVATORI
UNIVERSITÀ DEGLI STUDI DI BOLOGNA FACOLTÀ DI INGEGNERIA CORSO DI LAUREA IN INGEGNERIA MECCANICA Tesi di laurea in Disegno Tecnico Industriale STUDIO ED OTTIMIZZAZIONE DI UN SISTEMA DI PROTEZIONE PER ESCAVATORI
Prodotti Siderurgici 3. PROFILATI CAVI / per impieghi strutturali
 Prodotti Siderurgici 3. PROFILATI CAVI / per impieghi strutturali Profilati cavi finiti a caldo (laminati a caldo) Profilati cavi formati a freddo per strutture saldate Tubi Strutturali PROFILATI CAVI
Prodotti Siderurgici 3. PROFILATI CAVI / per impieghi strutturali Profilati cavi finiti a caldo (laminati a caldo) Profilati cavi formati a freddo per strutture saldate Tubi Strutturali PROFILATI CAVI
5. Unioni saldate. (filo continuo)
") 5. Unioni saldate 5.1.1 Taglio alla fiamma Cannello ossiacetilenico o ossipropilenico getto di ossigeno reazione isotermica Taglio al plasma (gas ionizzati) 5.1. Procedimenti di saldatura Si differenziano
5. Unioni saldate 5.1.1 Taglio alla fiamma Cannello ossiacetilenico o ossipropilenico getto di ossigeno reazione isotermica Taglio al plasma (gas ionizzati) 5.1. Procedimenti di saldatura Si differenziano
Giorgio Monti CONCETTI BASILARI DEL PROGETTO DI RINFORZO E PROBLEMATICHE SPECIALI. Capitolo 3: Università di Roma La Sapienza CNR-DT 200/2004
 CNR-DT 200/2004 Istruzioni per la Progettazione, l Esecuzione ed il controllo di Interventi di Consolidamento Statico mediante l utilizzo di Compositi Fibrorinforzati Capitolo 3: CONCETTI BASILARI DEL
CNR-DT 200/2004 Istruzioni per la Progettazione, l Esecuzione ed il controllo di Interventi di Consolidamento Statico mediante l utilizzo di Compositi Fibrorinforzati Capitolo 3: CONCETTI BASILARI DEL
MATERIALI STRUTTURALI PER L EDILIZIA: ACCIAIO, LATERIZIO E VETRO STRUTTURALE
 MATERIALI PER L EDILIZIA Prof. L. Coppola MATERIALI STRUTTURALI PER L EDILIZIA: ACCIAIO, LATERIZIO E VETRO STRUTTURALE Coffetti Denny PhD Candidate Dipartimento di Ingegneria e Scienze Applicate Università
MATERIALI PER L EDILIZIA Prof. L. Coppola MATERIALI STRUTTURALI PER L EDILIZIA: ACCIAIO, LATERIZIO E VETRO STRUTTURALE Coffetti Denny PhD Candidate Dipartimento di Ingegneria e Scienze Applicate Università
Lezione. Tecnica delle Costruzioni
 Lezione Tecnica delle Costruzioni Collegamenti saldati Procedimenti di saldatura Sorgente termica che produce alta temperatura in modo localizzato Fusione del materiale base più il materiale di apporto
Lezione Tecnica delle Costruzioni Collegamenti saldati Procedimenti di saldatura Sorgente termica che produce alta temperatura in modo localizzato Fusione del materiale base più il materiale di apporto
WiseRoot+ SALDATURA DI PRIMA PASSATA ALTAMENTE EFFICIENTE
 WiseRoot+ SALDATURA DI PRIMA PASSATA ALTAMENTE EFFICIENTE "WiseRoot+ ha una facilità d'uso stupefacente con prestazioni come da pubblicità. Ci consente di trattare facilmente un'ampia gamma di discrepanze
WiseRoot+ SALDATURA DI PRIMA PASSATA ALTAMENTE EFFICIENTE "WiseRoot+ ha una facilità d'uso stupefacente con prestazioni come da pubblicità. Ci consente di trattare facilmente un'ampia gamma di discrepanze
Guida pratica. Saldatura TIG.
 Guida pratica. Saldatura TIG. Indice: 1. Gas di copertura 2. Impianto di saldatura/scelta della corrente 3. Elettrodi di tungsteno 4. Indicazioni pratiche 5. Prevenzione degli errori 1. Gas di copertura
Guida pratica. Saldatura TIG. Indice: 1. Gas di copertura 2. Impianto di saldatura/scelta della corrente 3. Elettrodi di tungsteno 4. Indicazioni pratiche 5. Prevenzione degli errori 1. Gas di copertura
Tecnologia dei Materiali e Chimica Applicata Soluzione Esercitazione IV Prof. Dott. Bernhard Elsener
 Tecnologia dei Materiali e Chimica Applicata Soluzione Esercitazione IV ESERCIZIO 4.1 E dato il diagramma di stato del sistema Pb-Sn (figura 1). Figura 1 Diagramma di stato Pb-Sn 1. Determinare le fasi
Tecnologia dei Materiali e Chimica Applicata Soluzione Esercitazione IV ESERCIZIO 4.1 E dato il diagramma di stato del sistema Pb-Sn (figura 1). Figura 1 Diagramma di stato Pb-Sn 1. Determinare le fasi
UNIVERSITA DEGLI STUDI DI BERGAMO Facoltà di Ingegneria
 UNIVERSITA DEGLI STUDI DI BERGAMO Facoltà di Ingegneria COSTRUZIONE DI MACCHINE prof. Sergio Baragetti Allievi del corso di Laurea in Ingegneria Meccanica Testi delle esercitazioni per l Anno Accademico
UNIVERSITA DEGLI STUDI DI BERGAMO Facoltà di Ingegneria COSTRUZIONE DI MACCHINE prof. Sergio Baragetti Allievi del corso di Laurea in Ingegneria Meccanica Testi delle esercitazioni per l Anno Accademico
TRATTAMENTI TERMICI DEI MATERIALI FERROSI
 TRATTAMENTI TERMICI DEI MATERIALI FERROSI Tempra Processi di tempra A seconda di come viene eseguito il trattamento, consentono di ottenere: un cambiamento di struttura totale a temperatura ambiente con
TRATTAMENTI TERMICI DEI MATERIALI FERROSI Tempra Processi di tempra A seconda di come viene eseguito il trattamento, consentono di ottenere: un cambiamento di struttura totale a temperatura ambiente con
4 SOLLECITAZIONI INDOTTE. 4.1 Generalità
 4 SOLLECITAZIONI INDOTTE 4.1 Generalità Le azioni viste inducono uno stato pensionale interno alla struttura e all edificio che dipende dalla modalità con cui le azioni si esplicano. Le sollecitazioni
4 SOLLECITAZIONI INDOTTE 4.1 Generalità Le azioni viste inducono uno stato pensionale interno alla struttura e all edificio che dipende dalla modalità con cui le azioni si esplicano. Le sollecitazioni
REGISTRO DELLE LEZIONI 2006/2007. Tipologia. Addì Tipologia. Addì Tipologia
 Introduzione ai contenuti del corso. Descrizione dell'organizzazione del corso e delle modalità di svolgimento delle lezioni e degli esami. Teoria lineare della trave. Ipotesi di base. Problema assiale:
Introduzione ai contenuti del corso. Descrizione dell'organizzazione del corso e delle modalità di svolgimento delle lezioni e degli esami. Teoria lineare della trave. Ipotesi di base. Problema assiale:
INDUMENTI PER LA SALDATURA E PROCEDIMENTI CONNESSI
 CENTRO TESSILE ABBIGLIAMENTO S.p.A. INDUMENTI PER LA SALDATURA E PROCEDIMENTI CONNESSI EN ISO 11611 CENTRO TESSILE ABBIGLIAMENTO S.p.A. EN ISO 11611 INDUMENTI PER LA SALDATURA E PROCEDIMENTI CONNESSI SCOPO
CENTRO TESSILE ABBIGLIAMENTO S.p.A. INDUMENTI PER LA SALDATURA E PROCEDIMENTI CONNESSI EN ISO 11611 CENTRO TESSILE ABBIGLIAMENTO S.p.A. EN ISO 11611 INDUMENTI PER LA SALDATURA E PROCEDIMENTI CONNESSI SCOPO
Agostinetti Piero (425902/IM)
") UNIVERSITA DEGLI STUDI DI PADOVA FACOLTA DI INGEGNERIA Corso di Laurea in Ingegneria Meccanica LABORATORIO DI ANALISI STRUTTURALE CON ANSYS 5.6: VERIFICHE STRUTTURALI PER IL BILANCERE DELLA PIATTAFORMA
UNIVERSITA DEGLI STUDI DI PADOVA FACOLTA DI INGEGNERIA Corso di Laurea in Ingegneria Meccanica LABORATORIO DI ANALISI STRUTTURALE CON ANSYS 5.6: VERIFICHE STRUTTURALI PER IL BILANCERE DELLA PIATTAFORMA
Tecnologia dei Materiali e Chimica Applicata Soluzione Esercitazione IV Prof. Dott. Bernhard Elsener
 Tecnologia dei Materiali e Chimica Applicata Soluzione Esercitazione IV ESERCIZIO 4.1 E dato il diagramma di stato del sistema Pb-Sn (figura 1). Figura 1 Diagramma di stato Pb-Sn 1. Determinare le fasi
Tecnologia dei Materiali e Chimica Applicata Soluzione Esercitazione IV ESERCIZIO 4.1 E dato il diagramma di stato del sistema Pb-Sn (figura 1). Figura 1 Diagramma di stato Pb-Sn 1. Determinare le fasi
Gas di protezione per saldatura
 Gas di protezione per le esigenze più elevate Gas di protezione per saldatura In base alla loro composizione i gas di protezione hanno delle proprietà diverse e dunque influiscono diversamente sul processo
Gas di protezione per le esigenze più elevate Gas di protezione per saldatura In base alla loro composizione i gas di protezione hanno delle proprietà diverse e dunque influiscono diversamente sul processo
prof. ing. Vincenzo Sapienza
 Ingegneria Edile-Architettura Architettura Tecnica I e Laboratorio L ACCIAIO proprietà e lavorazione dell acciaio per l edilizia prof. ing. Vincenzo Sapienza LA COMPOSIZIONE DELL ACCIAIO ACCIAIO: LEGA
Ingegneria Edile-Architettura Architettura Tecnica I e Laboratorio L ACCIAIO proprietà e lavorazione dell acciaio per l edilizia prof. ing. Vincenzo Sapienza LA COMPOSIZIONE DELL ACCIAIO ACCIAIO: LEGA
Per questo sono stati proposti numerosi metodi di rinforzo.
 Dal punto di vista meccanico il vetro presenta numerosi limiti. Il tutto può essere racchiuso nella limitata tenacità a frattura (causa della fragilità, della danneggiabilità, della bassa resistenza, della
Dal punto di vista meccanico il vetro presenta numerosi limiti. Il tutto può essere racchiuso nella limitata tenacità a frattura (causa della fragilità, della danneggiabilità, della bassa resistenza, della
MATERIALI PER L INGEGNERIA (Corso di Laurea in Ingegneria Gestionale) Prof. Tommaso Pastore TEST ORIENTATIVO del 8 giugno 2007
 Prof. Tommaso Pastore TEST ORIENTATIVO del 8 giugno 2007") L MATERIALI PER L INGEGNERIA (Corso di Laurea in Ingegneria Gestionale) Prof. Tommaso Pastore TEST ORIENTATIVO del 8 giugno 2007 Esercizio 1 In un cantiere, è richiesto il collaudo di una barra di ancoraggio
L MATERIALI PER L INGEGNERIA (Corso di Laurea in Ingegneria Gestionale) Prof. Tommaso Pastore TEST ORIENTATIVO del 8 giugno 2007 Esercizio 1 In un cantiere, è richiesto il collaudo di una barra di ancoraggio
FORCHE ELETTROSALDATE
 FORCHE ELETTROALDATE Pagina 2 FORCHE ELETTROALDATE IN ACCIAIO WELDOX 700 Le forche elettrosaldate LOGITIC possono rappresentare una valida alternativa alle tradizionali forche forgiate nei casi in cui
FORCHE ELETTROALDATE Pagina 2 FORCHE ELETTROALDATE IN ACCIAIO WELDOX 700 Le forche elettrosaldate LOGITIC possono rappresentare una valida alternativa alle tradizionali forche forgiate nei casi in cui
Catalogo generale prodotti
 Catalogo generale prodotti ediz. luglio 2010 www.geminiceramics.com pagina 1 Sommario Codice articolo: PA187107... 4 Codice articolo: PA263116... 5 Codice articolo: PA290805... 6 Codice articolo: PA362718...
Catalogo generale prodotti ediz. luglio 2010 www.geminiceramics.com pagina 1 Sommario Codice articolo: PA187107... 4 Codice articolo: PA263116... 5 Codice articolo: PA290805... 6 Codice articolo: PA362718...
Descrizione del nodo FJ C X C. Dimensioni del nodo FJ in mm.
 Nodo FJ - Foundation Joint Nodo FJ - Foundation Joint Descrizione del nodo FJ Il nodo FJ - Foundation Joint - trasmette lo stato di sollecitazione della struttura -funzioni delle sollecitazioni esterne-
Nodo FJ - Foundation Joint Nodo FJ - Foundation Joint Descrizione del nodo FJ Il nodo FJ - Foundation Joint - trasmette lo stato di sollecitazione della struttura -funzioni delle sollecitazioni esterne-
Prove meccaniche accelerate di distacco dell intonaco dalla muratura
 Prove meccaniche accelerate di distacco dell intonaco dalla muratura P. Bocca S. Valente Dipartimento di Ingegneria Strutturale e Geotecnica, Politecnico di Torino Riunione di coordinamento del progetto
Prove meccaniche accelerate di distacco dell intonaco dalla muratura P. Bocca S. Valente Dipartimento di Ingegneria Strutturale e Geotecnica, Politecnico di Torino Riunione di coordinamento del progetto
Progetto e costruzione di macchine 2/ed Joseph E. Shigley, Charles R. Mischke, Richard G. Budynas Copyright 2009 The McGraw-Hill Companies srl
 Esercizi aggiuntivi capitolo 9 9-4 Una barra con spessore pari a 5/16 in è saldata a un supporto verticale come illustrato in figura. Qual è la sollecitazione di taglio nella gola della saldatura se la
Esercizi aggiuntivi capitolo 9 9-4 Una barra con spessore pari a 5/16 in è saldata a un supporto verticale come illustrato in figura. Qual è la sollecitazione di taglio nella gola della saldatura se la
SCHEDA 14: TELAIO ANTERIORE FISSO SALDATO PER TRATTORI A CINGOLI CON MASSA MAGGIORE DI 3000 kg E FINO A 5000 kg
 SCHEDA 14: TELAIO ANTERIORE FISSO SALDATO PER TRATTORI A CINGOLI CON MASSA MAGGIORE DI 3000 kg E FINO A 5000 kg SPECIFICHE DEL TELAIO DI PROTEZIONE. : il testo compreso fra i precedenti simboli si riferisce
SCHEDA 14: TELAIO ANTERIORE FISSO SALDATO PER TRATTORI A CINGOLI CON MASSA MAGGIORE DI 3000 kg E FINO A 5000 kg SPECIFICHE DEL TELAIO DI PROTEZIONE. : il testo compreso fra i precedenti simboli si riferisce
Tipologie di profilati commerciali IPE
 HE A-B-M Acciai da costruzione o da carpenteria Tipologie di profilati commerciali IPE UPN L lati uguali IPE Sagomario o profilario Passaggi di lavorazione per un profilo a doppio T lavorato a caldo Nascita
HE A-B-M Acciai da costruzione o da carpenteria Tipologie di profilati commerciali IPE UPN L lati uguali IPE Sagomario o profilario Passaggi di lavorazione per un profilo a doppio T lavorato a caldo Nascita
PROPRIETÀ MECCANICHE DEI POLIMERI. Proprietà meccaniche
 PROPRIETÀ MECCANICHE DEI POLIMERI Informazioni necessarie per la progettazione di componenti in materiale polimerico: MODULO DI YOUNG (RIGIDEZZA) RESISTENZA ULTIMA DUTTILITÀ / FRAGILITÀ Ricavate da curve
PROPRIETÀ MECCANICHE DEI POLIMERI Informazioni necessarie per la progettazione di componenti in materiale polimerico: MODULO DI YOUNG (RIGIDEZZA) RESISTENZA ULTIMA DUTTILITÀ / FRAGILITÀ Ricavate da curve
Metodo del cerchio attrito attrito TAYLOR
 Metodo del cerchio d attrito TAYLOR Prof. Ing. Marco Favaretti Università di Padova Facoltà di Ingegneria Dipartimento di Ingegneria Idraulica, Marittima, Ambientale e Geotecnica (I.M.A.GE.) Via Ognissanti,
Metodo del cerchio d attrito TAYLOR Prof. Ing. Marco Favaretti Università di Padova Facoltà di Ingegneria Dipartimento di Ingegneria Idraulica, Marittima, Ambientale e Geotecnica (I.M.A.GE.) Via Ognissanti,
Saldatura alla Fiamma Ossiacetilenica
 Di seguito verranno trattati i principali processi di saldatura, in manuale e parzialmente meccanizzato. SALDATURA (PER FUSIONE A GAS) OSSIACETILENICA GENERALITA' E' un processo di saldatura autogena tramite
Di seguito verranno trattati i principali processi di saldatura, in manuale e parzialmente meccanizzato. SALDATURA (PER FUSIONE A GAS) OSSIACETILENICA GENERALITA' E' un processo di saldatura autogena tramite
Corso di Tecnologia dei Materiali ed Elementi di Chimica. Docente: Dr. Giorgio Pia
 Corso di Tecnologia dei Materiali ed Elementi di Chimica Docente: Dr. Giorgio Pia La Scienza dei Materiali Corso di Tecnologia dei Materiali e Chimica Applicata Proprietà meccaniche dei metalli I metalli
Corso di Tecnologia dei Materiali ed Elementi di Chimica Docente: Dr. Giorgio Pia La Scienza dei Materiali Corso di Tecnologia dei Materiali e Chimica Applicata Proprietà meccaniche dei metalli I metalli
MicroPulse 302MFK. W.eco Technology Inside. Italiano
 MicroPulse 302MFK W.eco Technology Inside Italiano Il generatore MicroPulse 302MFK Multi Processo Portatile MIG MAG Sinergico MIG MAG Pulsato / Doppio Pulsato NEW GENERATION INVERTER MIG MAG SYNERGIC W.ECO
MicroPulse 302MFK W.eco Technology Inside Italiano Il generatore MicroPulse 302MFK Multi Processo Portatile MIG MAG Sinergico MIG MAG Pulsato / Doppio Pulsato NEW GENERATION INVERTER MIG MAG SYNERGIC W.ECO
FATICA OLIGOCICLICA TEORIA E APPLICAZIONI. Fatica Oligociclica Costruzione di Macchine 3
 FATICA OLIGOCICLICA TEORIA E APPLICAZIONI 1 RICHIAMI La fatica è il complesso dei fenomeni per cui un elemento strutturale, soggetto a sollecitazioni cicliche, mostra una resistenza inferiore a quella
FATICA OLIGOCICLICA TEORIA E APPLICAZIONI 1 RICHIAMI La fatica è il complesso dei fenomeni per cui un elemento strutturale, soggetto a sollecitazioni cicliche, mostra una resistenza inferiore a quella
AICAP - ASSOCIAZIONE ITALIANA CALCESTRUZZO ARMATO E PRECOMPRESSO
 AICAP - ASSOCIAZIONE ITALIANA CALCESTRUZZO ARMATO E PRECOMPRESSO Guida all uso dell Eurocodice 2 nella progettazione strutturale Facoltà di Ingegneria - Università degli Studi di Pisa Pisa, 26 Gennaio
AICAP - ASSOCIAZIONE ITALIANA CALCESTRUZZO ARMATO E PRECOMPRESSO Guida all uso dell Eurocodice 2 nella progettazione strutturale Facoltà di Ingegneria - Università degli Studi di Pisa Pisa, 26 Gennaio
Esercitazione n 4. Morganti Nicola Matr. 642686. Saldature
 Saldature Esercitazione n 4 23 Nelle figure sottostanti sono rappresentate le sette diverse tipologie di strutture saldate; noti i carichi applicati ed alcune dimensioni dei collegamenti, completare il
Saldature Esercitazione n 4 23 Nelle figure sottostanti sono rappresentate le sette diverse tipologie di strutture saldate; noti i carichi applicati ed alcune dimensioni dei collegamenti, completare il
Università degli studi di Napoli Federico II
 Università degli studi di Napoli Federico II Tesi di Laurea Specialistica Ingegneria Strutturale e Geotecnica MODELLI DI CALCOLO AVANZATI PER L ANALISI IN CASO DI INCENDIO DI STRUTTURE METALLICHE Relatore
Università degli studi di Napoli Federico II Tesi di Laurea Specialistica Ingegneria Strutturale e Geotecnica MODELLI DI CALCOLO AVANZATI PER L ANALISI IN CASO DI INCENDIO DI STRUTTURE METALLICHE Relatore
Dispense del Corso di SCIENZA DELLE COSTRUZIONI. Sollecitazioni semplici PARTE TERZA. Prof. Daniele Zaccaria
 Dispense del Corso di SCIENZA DELLE COSTRUZIONI Prof. Daniele Zaccaria Dipartimento di Ingegneria Civile Università di Trieste Piazzale Europa 1, Trieste PARTE TERZA Sollecitazioni semplici Corsi di Laurea
Dispense del Corso di SCIENZA DELLE COSTRUZIONI Prof. Daniele Zaccaria Dipartimento di Ingegneria Civile Università di Trieste Piazzale Europa 1, Trieste PARTE TERZA Sollecitazioni semplici Corsi di Laurea
LE STRUTTURE IN MURATURA
 Istituto Luigi Einaudi Magenta Classe IV Anno scolastico 2015-2016 LE STRUTTURE IN MURATURA prof. Federica Caldi Calcolo strutturale 1 Caratteristiche generali delle strutture in muratura SCHEMI COSTRUTTIVI
Istituto Luigi Einaudi Magenta Classe IV Anno scolastico 2015-2016 LE STRUTTURE IN MURATURA prof. Federica Caldi Calcolo strutturale 1 Caratteristiche generali delle strutture in muratura SCHEMI COSTRUTTIVI
ESERCITAZIONE 1 ESTENSIMETRIA
 UNIVERSITA DEGLI STUDI DI CAGLIARI FACOLTA DI INGEGNERIA E ARCHITETTURA DIPARTIMENTO DI MECCANICA, CHIMICA E MATERIALI CORSO DI LAUREA IN INGEGNERIA MECCANICA ESERCITAZIONE 1 ESTENSIMETRIA Relazione del
UNIVERSITA DEGLI STUDI DI CAGLIARI FACOLTA DI INGEGNERIA E ARCHITETTURA DIPARTIMENTO DI MECCANICA, CHIMICA E MATERIALI CORSO DI LAUREA IN INGEGNERIA MECCANICA ESERCITAZIONE 1 ESTENSIMETRIA Relazione del
Norme di produzione. Taglio termico e piegatura/curvatura. ICS Dimensioni in mm Sostitutiva di SN 200-3:
 Maggio 2016 Norme di produzione Taglio termico e piegatura/curvatura SN 200-3 ICS 25.020 Dimensioni in mm Sostitutiva di SN 200-3:2010-09 Indice Pagina 1 Campo di applicazione... 1 2 Riferimenti normativi...
Maggio 2016 Norme di produzione Taglio termico e piegatura/curvatura SN 200-3 ICS 25.020 Dimensioni in mm Sostitutiva di SN 200-3:2010-09 Indice Pagina 1 Campo di applicazione... 1 2 Riferimenti normativi...
VERIFICA SECONDO UNI EN 13374
 Ferro-met SRL Via Medici 22/24/24a - 25080 Prevalle (BS) Tel. +39 030 6801973 Fax. +39 030 6801163 P.IVA - C.F. - C.C.I.A.A. BS: 01757240989 REA 349144 Cap. Soc. 300.000 Int. Vers. www.ferro-met.com info@ferro-met.com
Ferro-met SRL Via Medici 22/24/24a - 25080 Prevalle (BS) Tel. +39 030 6801973 Fax. +39 030 6801163 P.IVA - C.F. - C.C.I.A.A. BS: 01757240989 REA 349144 Cap. Soc. 300.000 Int. Vers. www.ferro-met.com info@ferro-met.com
Materiale Xlam e costruzioni in legno
 Materiale Xlam e costruzioni in legno Ing. Gianni Dal Ri indice - Materiale X-LAM: -nascita e sistemi produttivi -impiego, realizzazioni -durabilità -resistenza al fuoco - Vantaggi delle costruzioni in
Materiale Xlam e costruzioni in legno Ing. Gianni Dal Ri indice - Materiale X-LAM: -nascita e sistemi produttivi -impiego, realizzazioni -durabilità -resistenza al fuoco - Vantaggi delle costruzioni in
Introduzione...xi. 1.3 Affidabilità secondo gli Eurocodici... 19. 1.4 Requisito di durabilità secondo gli Eurocodici... 20
 INDICE GENERALE Introduzione...xi 1.1 Premessa sugli Eurocodici strutturali... 13 Struttura Eurocodici strutturali... 13 Scopo degli Eurocodici... 14 Il ruolo degli Enti Normativi... 14 Ruolo della EN
INDICE GENERALE Introduzione...xi 1.1 Premessa sugli Eurocodici strutturali... 13 Struttura Eurocodici strutturali... 13 Scopo degli Eurocodici... 14 Il ruolo degli Enti Normativi... 14 Ruolo della EN
Unità 2 Diagrammi di stato e proprietà dei materiali UNITA 2 DIAGRAMMI DI STATO E PROPRIETA DEI MATERIALI
 Esercizio.1 UNITA DIAGRAMMI DI STATO E PROPRIETA DEI MATERIALI Tracciare un diagramma di stato binario in cui sia presente un composto intermedio A x B y a fusione congruente e un composto intermedio A
Esercizio.1 UNITA DIAGRAMMI DI STATO E PROPRIETA DEI MATERIALI Tracciare un diagramma di stato binario in cui sia presente un composto intermedio A x B y a fusione congruente e un composto intermedio A
WiseRoot+ SALDATURA DI PRIMA PASSATA ALTAMENTE EFFICIENTE
 WiseRoot+ SALDATURA DI PRIMA PASSATA ALTAMENTE EFFICIENTE "WiseRoot+ ha una facilità d'uso stupefacente con prestazioni come da pubblicità. Ci consente di trattare facilmente un'ampia gamma di discrepanze
WiseRoot+ SALDATURA DI PRIMA PASSATA ALTAMENTE EFFICIENTE "WiseRoot+ ha una facilità d'uso stupefacente con prestazioni come da pubblicità. Ci consente di trattare facilmente un'ampia gamma di discrepanze
Resistenza al fuoco delle strutture in C.A: norma UNI 9502 ed eurocodici
 Corso di specializzazione antincendio ex legge 818/84 Resistenza al fuoco delle strutture in C.A: norma UNI 9502 ed eurocodici Docente: Vicedirigente 1 Resistenza al fuoco di elementi in conglomerato cementizio
Corso di specializzazione antincendio ex legge 818/84 Resistenza al fuoco delle strutture in C.A: norma UNI 9502 ed eurocodici Docente: Vicedirigente 1 Resistenza al fuoco di elementi in conglomerato cementizio
MODULO 6: EFFETTO DI INTAGLIO
 MODULO 6: EFFETTO DI INTAGLIO Denis Benasciutti - Università degli Studi di Udine Costruzione di Macchine - 2009 M6/Slide 1 Intaglio: esempi Denis Benasciutti - Università degli Studi di Udine Costruzione
MODULO 6: EFFETTO DI INTAGLIO Denis Benasciutti - Università degli Studi di Udine Costruzione di Macchine - 2009 M6/Slide 1 Intaglio: esempi Denis Benasciutti - Università degli Studi di Udine Costruzione
ESEMPIO 1: metodo dello J polare e metodo delle due forze
 ESEMIO 1: metodo dello polare e metodo delle due forze ESEMIO 1a Calcolare il valore ammissibile in esercizio della forza per la giunzione in figura, rispettivamente: 1. con il metodo dello polare e la
ESEMIO 1: metodo dello polare e metodo delle due forze ESEMIO 1a Calcolare il valore ammissibile in esercizio della forza per la giunzione in figura, rispettivamente: 1. con il metodo dello polare e la
Esercizio su sforzi tangenziali indotti da taglio T in trave inflessa
 Esercizio su sforzi tangenziali indotti da taglio T in trave inflessa t = 15 h = 175 Si consideri la sezione rappresentata in figura (sezione di trave inflessa) sulla quale agisca un taglio verticale T
Esercizio su sforzi tangenziali indotti da taglio T in trave inflessa t = 15 h = 175 Si consideri la sezione rappresentata in figura (sezione di trave inflessa) sulla quale agisca un taglio verticale T
RELAZIONE DI CALCOLO
 COMUNE di INDUNO OLONA - PROVINCIA DI VARESE PROGETTO di AMPLIAMENTO del CIMITERO COMUNALE PROGETTO STRUTTURALE ESECUTIVO RELAZIONE DI CALCOLO Brescia, 20 Ottobre 2011 1 Il dimensionamento e le verifiche
COMUNE di INDUNO OLONA - PROVINCIA DI VARESE PROGETTO di AMPLIAMENTO del CIMITERO COMUNALE PROGETTO STRUTTURALE ESECUTIVO RELAZIONE DI CALCOLO Brescia, 20 Ottobre 2011 1 Il dimensionamento e le verifiche
LE NOVITA DELLE NORME TECNICHE PER L ACCIAIO
 LE NOVITA DELLE NORME TECNICHE PER L ACCIAIO C. Urbano pag. 1 di 33 NORME TECNICHE PER LE COSTRUZIONI - 2008 CIRCOLARE ESPLICATIVA - 2009 APPENDICI NAZIONALI AGLI EUROCODICI -??? C. Urbano pag. 2 di 33
LE NOVITA DELLE NORME TECNICHE PER L ACCIAIO C. Urbano pag. 1 di 33 NORME TECNICHE PER LE COSTRUZIONI - 2008 CIRCOLARE ESPLICATIVA - 2009 APPENDICI NAZIONALI AGLI EUROCODICI -??? C. Urbano pag. 2 di 33
TIG Una tecnica da scoprire
 TIG Una tecnica da scoprire Manuele Dabalà Dip. Ingegneria Industriale Università di Padova Introduzione Il TIG, Tungsten Inert Gas, è una tecnica di saldatura ottenuta mediante un arco elettrico tra un
TIG Una tecnica da scoprire Manuele Dabalà Dip. Ingegneria Industriale Università di Padova Introduzione Il TIG, Tungsten Inert Gas, è una tecnica di saldatura ottenuta mediante un arco elettrico tra un
Comportamento dei metalli: che cos è la HAZ o zona termicamente alterata?
 Comportamento dei metalli: che cos è la HAZ o zona termicamente alterata? La HAZ o zona termicamente alterata è un fenomeno che pone problemi di resistenza meccanica e corrosione nel taglio dell'acciaio.
Comportamento dei metalli: che cos è la HAZ o zona termicamente alterata? La HAZ o zona termicamente alterata è un fenomeno che pone problemi di resistenza meccanica e corrosione nel taglio dell'acciaio.
LA FORMAZIONE DEL TRUCIOLO. Forza di strappamento (o Forza di taglio) e Sforzo di strappamento
 e Sforzo di strappamento") LA FORMAZIONE DEL TRUCIOLO Forza di strappamento (o Forza di taglio) e Sforzo di strappamento La forza necessaria per l asportazione del truciolo è detta Forza di strappamento (o Forza di taglio): F s
LA FORMAZIONE DEL TRUCIOLO Forza di strappamento (o Forza di taglio) e Sforzo di strappamento La forza necessaria per l asportazione del truciolo è detta Forza di strappamento (o Forza di taglio): F s
La deformazione plastica. La deformazione plastica. Lavorazioni per deformazione. Il processo di laminazione Estrusione e trafilatura.
 La deformazione plastica La deformazione plastica Lavorazioni per deformazione Il processo di laminazione Estrusione e trafilatura La formatura della lamiera 2 2006 Politecnico di Torino 1 Obiettivi della
La deformazione plastica La deformazione plastica Lavorazioni per deformazione Il processo di laminazione Estrusione e trafilatura La formatura della lamiera 2 2006 Politecnico di Torino 1 Obiettivi della
a) determinare le fasi presenti, la loro quantità (percentuale) e la loro composizione in una lega Pb30% - Sn a 300, 200 e 184, 180 e 20 C.
 determinare le fasi presenti, la loro quantità (percentuale) e la loro composizione in una lega Pb30% - Sn a 300, 200 e 184, 180 e 20 C.") ESERCIZIO 1 E dato il diagramma di stato del sistema Pb-Sn (figura). a) determinare le fasi presenti, la loro quantità (percentuale) e la loro composizione in una lega Pb30% - Sn a 300, 200 e 184, 180
ESERCIZIO 1 E dato il diagramma di stato del sistema Pb-Sn (figura). a) determinare le fasi presenti, la loro quantità (percentuale) e la loro composizione in una lega Pb30% - Sn a 300, 200 e 184, 180
In realtà la T(x) è differente non essendo il flusso monodimensionale (figura 4.3).
 è differente non essendo il flusso monodimensionale (figura 4.3).") Richiami sui ponti termici (cap. 4) Autore: prof. ing. Francesco Minichiello, Università degli Studi di Napoli Federico II Anno di compilazione: 2005 Nota: si ringrazia vivamente il prof. ing. Pietro Mazzei,
Richiami sui ponti termici (cap. 4) Autore: prof. ing. Francesco Minichiello, Università degli Studi di Napoli Federico II Anno di compilazione: 2005 Nota: si ringrazia vivamente il prof. ing. Pietro Mazzei,