Lo strato di ossido presenta elevate caratteristiche di resistenza alla corrosione, mentre per quanto riguarda le proprietà meccaniche (come durezza
|
|
|
- Dario Scala
- 8 anni fa
- Visualizzazioni
Transcript
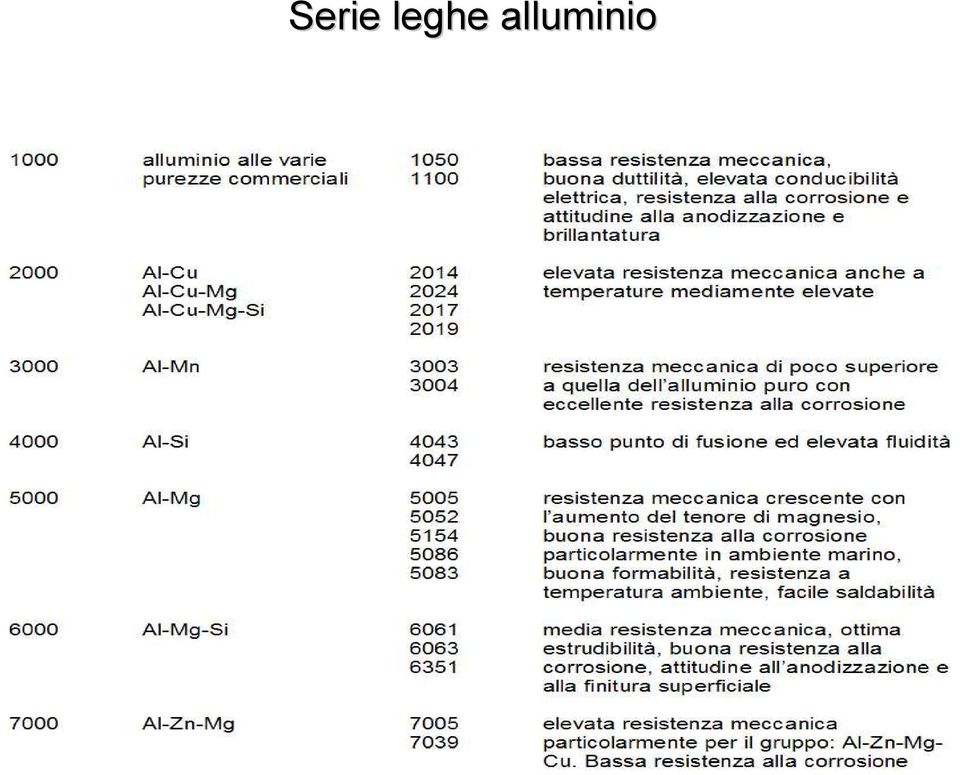
1 Lo strato di ossido presenta elevate caratteristiche di resistenza alla corrosione, mentre per quanto riguarda le proprietà meccaniche (come durezza e lavorabilità) esse vengono migliorate se si lega l alluminio con opportuni elementi chimici quali magnesio, silicio, manganese, zinco, rame, ecc. ecc.

2 Serie leghe alluminio
3 Questa è la ragione per cui si deve parlare non tanto di alluminio ma di leghe di alluminio per il processo di anodizzazione. PRINCIPALI LEGHE DI ALLUMINIO ANODIZZABILI PER IMPIEGHI ARCHITETTONICI Lega Designazione UNI Designazione A.A. P-AlSi 0.4 Mg P-AlSi 1MgMn P-AlP P-AlMg P-AlMg P-AlMg P-AlMg G-Al Si 4.5 MnMg 3054 Getti G-Al Si 2 MnMg 3055 Getti

4 % max. degli elementi tollerati per anodizzazione: Ferro: 0.5 % Silicio: 4-5 % Rame: 2 % Manganese: % Magnesio: 7 % Zinco: 6-8 % Cromo: 0.3 % Titanio: 0.3 %

5 Quantitativi troppo elevati in percentuale degli elementi sopraccitati possono portare ai seguenti difetti sul materiale anodizzato: Ferro: questa è la principale impurezza, presente come separazione eterogenea, che provoca, anche in piccole quantità, una diminuzione della brillantezza speculare nelle leghe ad elevata purezza. Aggiunte di ferro ad un alluminio 99.99% porta alla formazione di un ossido grigio scuro o a strisce nere; ciò può avvenire anche nelle altre leghe quando il rapporto ferro-silicio è molto alto come per es. 7:1. Silicio: questo elemento provoca un opacizzazione lattea quando non è in soluzione solida, ma circa lo 0,8% rimane disperso. Ha un effetto benefico quando è presente del ferro come impurezza. Nelle leghe alluminio-magnesio il silicio passa più facilmente in soluzione. A livelli del 5%, si ottiene un ossido grigio scuro o nero. Difficoltà di anodizzazione dei materiali ottenuti per fusione. Rame: fino a valori del 2% gli strati che si ottengono con leghe trattate in determinate condizioni sono trasparenti. Valori più alti determinano un ossido meno trasparente; l ossidazione diventa più difficile e lo strato che si ottiene risulta più tenero, con una minore efficacia protettiva. Manganese: fino a valori dell 1% lo strato di ossido rimane trasparente oppure anche grigio, marrone o screziato a seconda della storia metallurgica e delle dimensioni delle particelle. Con alti spessori di ossido una concentrazione dello 0,3-0,5% può provocare una colorazione marrone su tutte le leghe dove il metallo è presente. Magnesio: è l elemento maggiormente tollerato in fase di anodizzazione. Fino ai valori del 3% può dare uno strato di ossido chiaro e trasparente; ciò è dovuto probabilmente al fatto che il magnesio ha un indice di rifrattività (1,736) molto vicino a quello dell ossido di alluminio (1,69). Zinco: si ottiene uno strato di ossido protettivo anche fino a valori di 5%, che può essere trasparente quando lo zinco è presente in soluzione, oppure marrone se è sotto forma di eterogeneità. Cromo: un valore dello 0,3% determina una colorazione gialla dello strato di ossido. Titanio: influenza negativamente la brillantezza nella stessa maniera del ferro; esso viene aggiunto per ottenere una struttura del metallo fine e uniforme.

6 Proprietà fisiche dell ossido di alluminio PROPRIETA DELL OSSIDO Le proprietà dello strato d ossido possono variare notevolmente a seconda delle condizioni operative, dell elettrolita e delgi altri parametri che concorrono alla formazione dello strato di ossido stesso. PROPRIETA FISICHE Peso specifico: 4 Densità apparente: da 2.8 a 3.2 a seconda della porosità Porosità: essa varia da 20% a 30% a seconda delle condizioni di ossidazione. Diminuisce all aumentare della tensione. Gli strati ottenuti in corrente alternata sono più porosi di quelli ottenuti in corrente continua.

7 Proprietà fisiche dell ossido di alluminio Allungamento: l allungamento misurato fino all apparizione della prima cricca varia con il metallo e le condizioni di elettrolisi. In media sono dello 0.3, 0.4% per gli strati ottenuti in acido solforico o ossalico. Durezza: essa è pari a quella dell allumina, ossia da 7 a 8 della scala di Mohs, oppure da 500 a 900 Brinelli, a seconda della natura del metallo e del processo utilizzato. Modulo di elasticità: E = 5000 kg/mm2

8 PROPRIETA TERMICHE Punto di fusione: Coefficiente di 2000 C contro i 660 C dell alluminio. L allumina monoidrata perde la sua acqua di cristallizzazione a circa 350^C. dilatazione lineare: 5x10-6 a 0 C contro 23x10-6 dell alluminio Conducibilità termica: da 0.05 a 0.15 cal x cm/cm 2 tra 0 e 60 C contro 0.5 cal x cm/cm 2 dell alluminio Potere emissivo: PROPRIETA ELETTRICHE Costante dielettrica: 8 Resistività: Tensione di rottura: da 1.8 a 4 cal/m 2 x h x k a seconda dello spessore dell ossido, contro cal/m 2 x h x k dell alluminio lucido e di 4.9 cal/m 2 x h x k del corpo nero. misurata per uno strato anidro di 50 µm di spessore 4x10 15 Ωxcm 2 /cm a 20^C 8x10 14 Ωxcm 2 /cm a 100^C da 20 a 40 V/µm a seconda del processo utilizzato

9 -TRATTAMENTI DI PULIZIA MECCANICA - AGGANCIATURA -SGRASSATURA: ALCALINA, ELETTROLITICA -SATINATURA E DECAPAGGIO -NEUTRALIZZAZIONE -OSSIDAZIONE -COLORAZIONE DELL OSSIDO -FISSAGGIO

10 TRATTAMENTI DI PULIZIA MECCANICA Hanno lo scopo di eliminare eventuali imperfezioni superficiali dovute a svariate cause (righe di estrusione trasporto manipolazione) Questa pulizia meccanica può essere effettuata con diversi tipi di macchine: a) Pulitrice o smerigliatrice manuale b) Pulitrice semiautomatica a bancale c) Pulitrice semiautomatica a transfer L aspetto visivo dell alluminio anodizzato per uso architettonico viene contraddistinto con le seguenti sigle in base alla norma UNI 3952 base. IND = Aspetto di alluminio anodizzato industriale che non ha subito nessun pretrattamento della superficie di tipo meccanico o chimico ARP = Aspetto di materiale anodizzato che ha subito un pretrattamento di lucidatura ARS = Aspetto di materiale anodizzato che ha subito un pretrattamento di spazzolatura meccanica ARC = Aspetto di materiale anodizzato che ha subito un pretrattamento di satinatura chimica.

11 AGGANCIATURA Il Processo di anodizzazione implica un passaggio di corrente attraverso il materiale da trattare, ne consegue che quest ultimo dev essere strettamente collegato alla barra anodica per mezzo di appositi conduttori di corrente, pendini e morsetti.

12 AGGANCIATURA Agganciatura mediante morsetti Tipico segno lasciato dal morsetto sulla lamiera

13 SGRASSAGGIO Per una buona riuscita di tutte le fasi successive di anodizzazione è indispensabile avere come prima operazione un trattamento di sgrassaggio. Lo scopo di questo trattamento di eliminare dalla superficie dell alluminio ogni traccia di sostanze organiche, olii, grassi, e paste provenienti dai trattamenti meccanici di pulitura. I tipi di sgrassatura più comuni sono: la sgrassatura alcalina e quella elettrolitica

14 SGRASSAGGIO SGRASSATURA ALCALINA I compiti che deve svolgere una buona soluzione sgrassante sono: a) Bagnare bene il pezzo per venire a contatto con lo sporco b) Sciogliere lo sporco (per emulsione o saponificazione) c) Staccare il grasso e portarlo in soluzione d) Essere attiva senza intaccare il materiale e) Eliminare la durezza dell acqua (calcio e magnesio) per rendere efficace l azione. Tutte queste funzioni non possono essere svolte da una singola sostanza ma da una miscela di prodotti chimici ognuno dei quali svolgente una precisa azione.

15 SGRASSAGGIO Elenchiamo alcune categorie di questi prodotti: a) Soda caustica ottimo saponificante dei grassi b) Sodio carbonato buon addolcitore dell acqua c) Fosfati buoni sequestranti di calcio e magnesio presenti nell acqua d) Saponi e detergenti funzionano da tensioattivi, abbassano la tensione superficiale sul pezzo e ne favoriscono la bagnabilità. e) Silicati di sodio ottimi tamponi (regolano il Ph), hanno elevato potere emulsionante per i grassi ed evitano l attacco del metallo f) Borati, Gluconati Etanolammine riducono i tempi di sgrassatura
 Silicati di sodio ottimi tamponi (regolano il Ph), hanno elevato potere emulsionante per i grassi ed evitano l attacco del metallo f)")
16 SGRASSAGGIO SGRASSATURA ELETTROLITICA Non trova un significativo impiego per l alluminio per uso architettonico Consiste nell immergere il metallo in una soluzione al 10% di H2SO4 (acido solforico) e sottoporlo a corrente elettrica continua per 1-3 minuti a 5-15 Volts Durante il trattamento elettrolitico sul materiale divenuto catodico, viene a scaricarsi dell idrogeno gassoso sottoforma di bollicine che favoriscono il distacco delle impurezze oleose.

17 SATINATURA E DECAPPAGGIO SATINATURA E il trattamento che serve a livellare ed uniformare la superficie del metallo ed a conferire una finitura superficiale opaca, omogenea, e con grana di satinatura molto fine ed apprezzabile esteticamente. Viene effettuata con una soluzione di soda caustica con l aggiunta di additivi. DECAPAGGIO Ha lo scopo principale di disossidare (asportare lo strato di ossido) i materiali usati per l agganciatura od intere cariche di alluminio mal riuscite E importante perché l ossido anodico è dielettrico ed impedirebbe un buon passaggio di corrente Viene effettuato con una soluzione di soda caustica con l aggiunta di additivi.

18 NEUTRALIZZAZIONE Il materiale da anodizzare, dopo esser stato sottoposto allo sgrassaggio e satinatura chimica ( seguiti dai relativi lavaggi) viene immerso brevemente in una vasca di neutralizzazione acida che consente: Eliminare dalla superficie dell alluminio gli idrossidi insolubili come l idrossido di magnesio, di ferro che si sciolgono solo in ambiente acido Neutralizzare la basicità del materiale, che nonostante i lavaggi intermedi, ha ancora residui alcalini che potrebbero provocare differenze di colore o altri difetti difficilmente eliminabili dopo l anodizzazione. La vasca di neutralizzazione contiene generalmente una soluzione di acido nitrico nel rapporto acido-acqua 1:1

19 OSSIDAZIONE Già spontaneamente l alluminio si ricopre, all aria, di uno sottilissimo strato di ossido in grado di proteggere parzialmente la superficie da attacchi corrosivi. In tal caso gli strati di ossido che si formano sono poco aderenti e con limitate caratteristiche estetiche. Solo mediante il processo di anodizzazione è possibile formare strati perfettamente aderenti con un effettiva funzione protettiva ed estetica del manufatto. Il processo di anodizzazione consiste in una trasformazione di natura elettrochimica di un oggetto costituito da alluminio. Tale trasformazione avviene immergendo l oggetto in una vasca contenente acido solforico collegato al polo positivo (anodo) di un opportuno generatore di corrente continua, al cui polo negativo (catodo) è collegato un opportuno materiale.

20 OSSIDAZIONE Al passaggio di corrente all anodo si ha una produzione elettrochimica di ossido in base alla seguente reazione generale: generale: 2Al + 3 H 2 O Al 2 O H e - Tale reazione rappresenta la combinazione di due processi parziali: a) Dissoluzione del metallo nell interfaccia metallo-ossido 2Al 2Al +3 +6e - b) La reazione di scissione dell acqua che si produce nell interfaccia ossidosoluzione 3H 2 O 6H + +3O -2 Al catodo si avrà lo sviluppo di idrogeno 2H + + 2e - H2

21 FORMAZIONE OSSIDO Il meccanismo di formazione e crescita dello strato di ossido, procede secondo un meccanismo di formazione/dissoluzione estremamente complesso che origina uno strato anodico poroso costituito da un gran numero di celle a forma esagonale (alcuni miliardi per cmq). Ciascuna delle celle contiene nel proprio centro un piccolo poro circondato da ossido mentre il fondo del poro è separato dal metallo da uno strato fine, denso, compatto e isolante di ossido detto STRATO BARRIERA, che rappresenta lo 0,1-0,2 % del totale dell ossido.
22 FORMAZIONE OSSIDO
23 FORMAZIONE OSSIDO
24 FORMAZIONE OSSIDO E opportuno evidenziale la sostanziale differenza esistente tra il processo di ossidazione e i comuni processi galvanici (argentatura, ramatura, cromatura, ecc. ecc.) In questi ultimi il pezzo collegato al polo negativo (catodo) si ricopre di un deposito che procede dall interno verso l esterno. Nell ossidazione anodica, lo strato di ossido inizia al limite esterno della superficie per poi procedere verso l interno. Mentre le operazioni di deposizione galvanica non vanno ad interessare direttamente il metallo costituente il pezzo, nel caso dell anodizzazione è esclusivamente il metallo di cui è costituito il pezzo che viene trasformato superficialmente.
25 FORMAZIONE OSSIDO
26 PARAMETRI DI PROCESSO CHE INFLUENZANO LO STRATO DI OSSIDO a) Concentrazione dell elettrolita (acido solforico + acqua) b) Temperatura del bagno c) Densità di corrente d) Agitazione della soluzione e) Tensione di anodizzazione
27 COLORAZIONE DELL OSSIDO La struttura porosa dell ossido permette di depositare al suo interno pigmenti e/o particelle metalliche. Nella colorazione mediante pigmenti organici oppure inorganici il colorante viene ADSORBITO fisicamente all interno dei pori mediante immersione dei pezzi nella soluzione colorante. La penetrazione è limitata alla zona più esterna dello strato di ossido Nella colorazione elettrolitica (elettrocolore) la reazione di deposizione è la riduzione elettrolitica di un metallo in corrente alternata. La reazione si verifica nell interfase alluminio-ossido iniziando dal fondo del poro. Dal momento che le particelle metalliche fungono da centri di diffusione della luce, quanto più alta sarà la colonna di deposizione, più luce verrà persa per diffusione e più scura sarà la tonalità ottenuta
28 COLORAZIONE DELL OSSIDO
29 FISSAGGIO La struttura porosa dell ossido anodico è in grado di fornire una limitata protezione agli agenti corrosivi: la funzione del processo di fissaggio è proprio quella di riempire i pori in modo tale da ottenere uno strato continuo e compatto che funga da barriera dagli agenti chimici. Il fissaggio può essere ottenuto medianti diversi procedimenti che, comunque, consentono di ottenere il medesimo effetto finale: il riempimento e la chiusura dei pori. L ossido viene idratato trasformandolo in idrossido e i prodotti che si formano per il loro maggior volume riempiono la struttura porosa.
30 FISSAGGIO
31 CERTIFICAZIONE DI PRODOTTO ITALFINISH è un azienda certificata VISION 2000 e 14000, è licenziataria del marchio QUALANOD rilasciato dal QUALITAL (istituto di certificazione di prodotto). Dal 1993 il QUALITAL è stato accreditato dal SINCERT come organismo di certificazione per i manufatti di alluminio e sue leghe anodizzati o verniciati, in conformità alla norma UNI-CEI EN (cert. n 010B)
32 INFORMAZIONI PER L UTILIZZATORE FINALE Le seguenti note sono redatte allo scopo di fornire qualche utile informazione all utilizzatore finale delle lamiere anodizzate dalla Italfinish S.p.A. 1) La Italfinish S.p.A. è licenziataria del marchio Qualanod. 2) Le lamiere sono state anodizzate seguendo le indicazioni riportate nel manuale Specifiche per il marchio di qualità per gli strati di ossido anodico su alluminio grezzo per uso architettonico redatto dal Qualanod come linea guida per i licenziatari di tale marchio. 3) Tutti i controlli di qualità inerenti finitura, quali spessore dello strato, colore e qualità del fissaggio, sono stati effettuati secondo le norme contenute nel manuale sopra citato.
33 INFORMAZIONI PER L UTILIZZATORE FINALE 4) Come espressamente indicato in tale manuale, controlli di qualità vengono effettuati giornalmente e a campione su tutta la produzione, registrandone i valori ottenuti. 5) Per ogni singolo lotto di materiale prodotto viene redatto in certificato di conformità che viene solitamente allegato ai documenti di trasporto del materiale in oggetto. Qualora risultasse non pervenuto, è facoltà del committente richiederne copia che sarà prontamente inviata. 6) Salvo diversa indicazione del committente, si garantisce uniformità di anodizzazione ed eventuale colorazione, solo su una faccia della lamiere.
34 7) Essendo le lamiere anodizzate a fogli è normale che, anche sulla faccia anodizzata, possano comparire piccoli segni, lasciati dai morsetti per mantenere le lamiere stesse ben fissate agli appositi sostegni garantendo il corretto passaggio della corrente. Il numero di tali segni, solitamente delle dimensioni di una capocchia di spillo, dipende dalla dimensione e dallo spessore della lamiera. In caso di esigenze particolari, il committente è pregato di informare la Italfinish S.p.A. che cercherà di ottemperare al meglio ad eventuali richieste specifiche. 8) Di preferenza, le lamiere vengono protette con un film plastico adesivo (pelabile), le cui caratteristiche possono essere concordate con il committente. E lasciata facoltà al committente di scegliere tipi di imballo di sua preferenza. 9) Si consiglia di stoccare le lamiere in luogo idoneo al fine di evitare danneggiamenti o fenomeni di corrosione. Se, a seguito di uno stoccaggio prolungato ed in luogo non completamente idoneo, dovessero restare sulle lamiere tracce di colla, queste possono essere eliminate senza danno per l alluminio mediante pulizia con acqua calda. L uso di soventi organici. quali alcool, acetone o trielina, deve essere preso in considerazione solo nei casi più gravi, ma adottando tutte le misure di protezione personale necessarie. 10) Le leghe di alluminio utilizzate per l ossidazione anodica ad uso architettonico appartengono alla serie 5xxx o 1xxx. Al fine di evitare differenze di tonalità anche sul colore naturale (argento), si consiglia di non accoppiare materiali di leghe diverse. Può verificarsi il caso che materiali della stessa lega, sia provenienti da produttori diversi che da placche diverse lavorate dallo stesso produttore, possano dare tonalità di colore leggermente diverse.
35 11) Tali anomalie, specialmente sul colore naturale, non dipendono dal processo di anodizzazione e sono difficilmente evitabili o minimizzabili. Nel caso di ordini di una certa consistenza si consiglia il committente di segnalare le proprie esigenze al produttore dell alluminio (o al commerciante). 12) In caso di colorazioni, si consiglia sempre di indicare la tonalità mediante 2 campioni che ne rappresentino l intervallo accettato (chiaro-scuro). Si ricorda che su pannellature di grandi dimensioni possono comparire diversità di colore generate da effetti ottici (riflessione/rifrazione della luce), inesistenti quando le laniere vengono poste sullo stesso piano e con la stessa luce incidente. Differenze di colore possono essere dovute a piccole differenze di lega come indicato al punto precedente. 13) Si consiglia di lavorare i laminati protetti dal film plastico (pelabile), eliminandolo dopo la posa in opera del manufatto, al fine di evitare danni estetici. 14) Si consiglia di effettuare un adeguata pulizia dei manufatti dopo l istallazione. 15) L alluminio da noi anodizzato (e colorato) è solitamente esente da polvere o altro tipo di materiale estraneo. Il processo di fissaggio (chiusura dei pori) è effettuato mediante un processo ad acqua bollente ed opportuni additivi che impediscono la formazione del cosiddetto polverino da fissaggio. Qualora sulle lamiere si presentassero polvere o colature da acqua (generate dai sali di calcio presenti nell acqua di rete usata per il lavaggio), tali difetti estetici sono facilmente eliminabili per semplice lavaggio con acqua. Si ricorda che una corretta manutenzione periodica dei materiali di alluminio (come riportato all appendice III del citato manuale) aiuta a garantirne nel tempo le proprietà estetiche impedendo che vengano danneggiate da fenomeni di corrosione.
36 NOMENCLATURA FINITURE Alluminio anodizzato E0 Solamente sgrassaggio e disossidazione Preparazione della superficie prima dell ossidazione anodica in cui la superficie è sgrassata e disossidata senza ulteriore pretrattamento. Segni meccanici come rigature o graffi rimangono visibili. Gli effetti della corrosione, che erano difficilmente visibili prima del trattamento, possono diventare visibili dopo il processo. E1 Solamente smerigliatura La molatura produce un apparenza comparativamente uniforme ma in qualche modo opaco. Qualunque difetto superficiale presente è eliminato ma, secondo la dimensione del grano abrasivo, strie da molatura possono essere visibili. E2 Solamente spazzolatura La spazzolatura meccanica produce una superficie lucida uniforme con segni visibili della spazzola. I difetti superficiali sono rimossi solo parzialmente E3 Solamente lucidatura La lucidatura meccanica produce una superficie lucente e pulita ma i difetti superficiali sono rimossi solo parzialmente. E4 Smerigliatura e spazzolatura La smerigliatura e spazzolatura producono una superficie lucida uniforme con l eliminazione dei difetti meccanici superficiali. I difetti di corrosione, che si possono evidenziare come risultato dei trattamenti E0 o E6, sono eliminati
37 NOMENCLATURA FINITURE Alluminio anodizzato E5 Smerigliatura e lucidatura La smerigliatura e lucidatura producono un aspetto soffice e lucido con l eliminazione dei difetti meccanici superficiali. I difetti di corrosione, che si possono evidenziare come risultato dei trattamenti E0 o E6, sono eliminati. E6 Satinatura chimica Dopo lo sgrassaggio, alla superficie viene data una finitura satinata o opaca con trattamento in speciali soluzioni alcaline. Difetti meccanici superficiali sono attenuati ma non eliminati completamente. Ogni difetto di corrosione sulla superficie del metallo può apparire come risultato di questo trattamento. Il pretrattamento meccanico prima dell attacco chimico può eliminare questi effetti, ma è preferibile manipolare o stoccare il metallo correttamente per evitare la corrosione. E7 E8 Brillantatura chimica o elettrochimica Lucidatura e brillantatura chimica o elettrochimica Dopo la sgrassatura in uno sgrassatore a vapore o in un pulitore che non produca attacco chimico, la superficie possiede una finitura molto lucida con il trattamento a lucidanti chimici o elettrochimici speciali. I difetti superficiali sono rimossi solo in quantità limitata e gli effetti della corrosione possono diventare visibili. La smerigliatura e la lucidatura sono seguite dalla brillantatura chimica o elettrochimica. Ciò dà un aspetto molto morbido e brillante ed i difetti meccanici superficiali e la corrosione incipiente sono generalmente eliminati.
38 ABELLA CORRISPONDENZE TRA LA CODIFICAZIONE EURAS E QUELLA CIOA PRETRATTAMENTI EURAS DESCRIZIONE CIOA P-0 Senza trattamenti IND P-1 Smerigliato Non definito P-2 Spazzolato ARS P-3 Polito ARP P-4 Smerigliato/spazzolato ARS P-5 Smerigliato/polito ARP P-6 Satinato chimico ARC P-7 Solo chimico ARC P-8 Meccanico + chimico ARC
39 ABELLA CORRISPONDENZE TRA LA CODIFICAZIONE EURAS E QUELLA CIOA CLASSI DI SPESSORE EURAS DESCRIZIONE CIOA T-5 Minimo micron 5 T-10 Minimo micron 10 T-15 Minimo micron 15 T-20 Minimo micron 20 T-25 Minimo micron 25
40 ABELLA CORRISPONDENZE TRA LA CODIFICAZIONE EURAS E QUELLA CIOA COLORAZIONI 1 EURAS DESCRIZIONE CIOA C.0 Naturale N C.1 Bronzo pallido assorbimento C1 C.2 Oro chiaro assorbimento C2 C.3 Oro medio assorbimento C3 C.4 Oro scuro assorbimento C4 C.5 Bronzo chiaro assorbimento C5 C.6 Bronzo medio assorbimento C6 C.7 Bronzo scuro assorbimento C7 C.8 Nero - assorbimento C8
Un breve sommario delle specifiche menzionate è mostrato nella tabella 1; il documento completo è disponibile sul sito web www.qualanod.
 Qualità dell'alluminio anodizzato Italfinish è licenziataria del marchio di qualità Qualanod e segue le Specifiche di Qualità per l'alluminio anodizzato in Acido Solforico redatte dal QUALANOD per stabilire
Qualità dell'alluminio anodizzato Italfinish è licenziataria del marchio di qualità Qualanod e segue le Specifiche di Qualità per l'alluminio anodizzato in Acido Solforico redatte dal QUALANOD per stabilire
Prof. M. Maja (Politecnico di Torino) "CORROSIONE E OSSIDAZIONE ANODICA DEL TITANIO"
 CORROSIONE E OSSIDAZIONE ANODICA DEL TITANIO") Prof. M. Maja (Politecnico di Torino) "CORROSIONE E OSSIDAZIONE ANODICA DEL TITANIO" In questi ultimi anni, sono stati fatti molti studi riguardanti la corrosione del titanio, a testimonianza del crescente
Prof. M. Maja (Politecnico di Torino) "CORROSIONE E OSSIDAZIONE ANODICA DEL TITANIO" In questi ultimi anni, sono stati fatti molti studi riguardanti la corrosione del titanio, a testimonianza del crescente
I LAMINATI ANODIZZATI DI ITALFINISH
 CHEDA TECNICA: I LAMINATI ANODIZZATI DI ITALFINIH I LAMINATI ANODIZZATI DI ITALFINIH Perché alluminio anodizzato? L alluminio reagisce spontaneamente con l ossigeno per formare uno strato superficiale
CHEDA TECNICA: I LAMINATI ANODIZZATI DI ITALFINIH I LAMINATI ANODIZZATI DI ITALFINIH Perché alluminio anodizzato? L alluminio reagisce spontaneamente con l ossigeno per formare uno strato superficiale
ELETTROCOLORAZIONE DELL ALLUMINIO.
 ELETTROCOLORAZIONE DELL ALLUMINIO. MATERIALE OCCORRENTE: PRODOTTI CHIMICI: - Soda caustica ( NaOH ) - Acido nitrico ( HNO3 ) - Acido solforico ( H2SO4 ) - Acqua distillata ( H2O ) - Solfato di nichel (
ELETTROCOLORAZIONE DELL ALLUMINIO. MATERIALE OCCORRENTE: PRODOTTI CHIMICI: - Soda caustica ( NaOH ) - Acido nitrico ( HNO3 ) - Acido solforico ( H2SO4 ) - Acqua distillata ( H2O ) - Solfato di nichel (
Blanke Profilo di chiusura
 Dati tecnici Blanke Profilo di chiusura Per la protezione dei bordi in caso di chiusure di rivestimenti al pavimento ed alle pareti Uso e funzioni: Blanke Profilo di chiusura è un profilo speciale per
Dati tecnici Blanke Profilo di chiusura Per la protezione dei bordi in caso di chiusure di rivestimenti al pavimento ed alle pareti Uso e funzioni: Blanke Profilo di chiusura è un profilo speciale per
PAGINA 1 DI 5 MOLYKOTE
 PAGINA 1 DI 5 MOLYKOTE CARATTERISTICHE Le lacche Molykote sono dispersioni di sostanze lubrificanti solide, come ad esempio il bisolfuro di molibdeno, e di resine leganti organiche o inorganiche finemente
PAGINA 1 DI 5 MOLYKOTE CARATTERISTICHE Le lacche Molykote sono dispersioni di sostanze lubrificanti solide, come ad esempio il bisolfuro di molibdeno, e di resine leganti organiche o inorganiche finemente
METALLI FERROSI GHISA ACCIAIO
 METALLI FERROSI I metalli ferrosi sono i metalli e le leghe metalliche che contengono ferro. Le leghe ferrose più importanti sono l acciaio e la ghisa. ACCIAIO: lega metallica costituita da ferro e carbonio,
METALLI FERROSI I metalli ferrosi sono i metalli e le leghe metalliche che contengono ferro. Le leghe ferrose più importanti sono l acciaio e la ghisa. ACCIAIO: lega metallica costituita da ferro e carbonio,
Consultare le avvertenze di rischio e i consigli per la sicurezza durante le operazioni di travaso.
 Istruzioni per la pulizia e la conservazione dei pavimenti PANDOMO Terrazzo Indicazioni preliminari Una cura periodica e adeguata, così come una protezione specifica dei pavimenti pandomo TerrazzoBasic,
Istruzioni per la pulizia e la conservazione dei pavimenti PANDOMO Terrazzo Indicazioni preliminari Una cura periodica e adeguata, così come una protezione specifica dei pavimenti pandomo TerrazzoBasic,
Blanke Profilo di chiusura
 Dati tecnici Blanke Profilo di chiusura per la chiusura decorativa e sicura dei bordi nei rivestimenti di piastrelle Utilizzo e funzioni: Blanke Profilo di chiusura è un profilo speciale per la protezione
Dati tecnici Blanke Profilo di chiusura per la chiusura decorativa e sicura dei bordi nei rivestimenti di piastrelle Utilizzo e funzioni: Blanke Profilo di chiusura è un profilo speciale per la protezione
CLASSIFICAZIONE DELLE LAVORAZIONI MECCANICHE
 CLASSIFICAZIONE DELLE LAVORAZIONI MECCANICHE Le lavorazioni meccaniche possono essere classificate secondo diversi criteri. Il criterio che si è dimostrato più utile, in quanto ha permesso di considerare
CLASSIFICAZIONE DELLE LAVORAZIONI MECCANICHE Le lavorazioni meccaniche possono essere classificate secondo diversi criteri. Il criterio che si è dimostrato più utile, in quanto ha permesso di considerare
Alluminio e sue leghe
 Alluminio e sue leghe Proprietà dell alluminio puro Basso peso specifico Elevata conducibilità eletrica Buona resistenza alla corrosione Scarse caratteristiche meccaniche L alligazione dell alluminio ne
Alluminio e sue leghe Proprietà dell alluminio puro Basso peso specifico Elevata conducibilità eletrica Buona resistenza alla corrosione Scarse caratteristiche meccaniche L alligazione dell alluminio ne
Gli acciai inossidabili
 Gli acciai inossidabili Gli acciai inossidabili sono delle leghe a base di ferro, di cromo e di carbonio ed anche di altri elementi quali il nichel, il molibdeno, il silicio, il titanio, che li rendono
Gli acciai inossidabili Gli acciai inossidabili sono delle leghe a base di ferro, di cromo e di carbonio ed anche di altri elementi quali il nichel, il molibdeno, il silicio, il titanio, che li rendono
PUNTI DI FORZA DEI PRODOTTI SEAM TRATTAMENTO DEI PAVIMENTI IN CEMENTO
 PUNTI DI FORZA DEI PRODOTTI SEAM TRATTAMENTO DEI PAVIMENTI IN CEMENTO TRATTAMENTO DEI PAVIMENTI IN CEMENTO GENERALITA' Un pavimento in cemento presenta una superficie molto dura, altamente porosa e mediamente
PUNTI DI FORZA DEI PRODOTTI SEAM TRATTAMENTO DEI PAVIMENTI IN CEMENTO TRATTAMENTO DEI PAVIMENTI IN CEMENTO GENERALITA' Un pavimento in cemento presenta una superficie molto dura, altamente porosa e mediamente
Università di Pisa Facoltà di Ingegneria. Leghe non ferrose. Chimica Applicata. Prof. Cristiano Nicolella
 Università di Pisa Facoltà di Ingegneria Leghe non ferrose Chimica Applicata Prof. Cristiano Nicolella Leghe non ferrose Minerali di alluminio L alluminio è uno degli elementi più abbondanti sulla crosta
Università di Pisa Facoltà di Ingegneria Leghe non ferrose Chimica Applicata Prof. Cristiano Nicolella Leghe non ferrose Minerali di alluminio L alluminio è uno degli elementi più abbondanti sulla crosta
I METALLI. I metalli sono materiali strutturali costituiti ciascuno da un singolo elemento. Hanno tra loro proprietà molto simili.
 M et 1 all I METALLI I metalli sono materiali strutturali costituiti ciascuno da un singolo elemento. Hanno tra loro proprietà molto simili. Proprietà Le principali proprietà dei metalli sono le seguenti:
M et 1 all I METALLI I metalli sono materiali strutturali costituiti ciascuno da un singolo elemento. Hanno tra loro proprietà molto simili. Proprietà Le principali proprietà dei metalli sono le seguenti:
pro-t Scheda tecnica Applicazioni consigliate: Materiali Supporti Caratteristiche
 Scheda tecnica pro-t Profilato di transizione tra pavimenti. Lamina di metallo a forma di T che si inserisce nel giunto di separazione di due pavimenti diversi e consente di coprire leggere differenze
Scheda tecnica pro-t Profilato di transizione tra pavimenti. Lamina di metallo a forma di T che si inserisce nel giunto di separazione di due pavimenti diversi e consente di coprire leggere differenze
TRATTAMENTI TERMICI IMPORTANZA DI ESEGUIRE IL TRATTAMENTO TERMICO NEL MOMENTO OPPORTUNO DEL PROCESSO DI REALIZZAZIONE DEL PEZZO
 TRATTAMENTI TERMICI IL TRATTAMENTO TERMICO CONSISTE IN UN CICLO TERMICO CHE SERVE A MODIFICARE LA STRUTTURA DEL MATERIALE PER LA VARIAZIONE DELLE SUE CARATTERISTICHE MECCANICHE: RESISTENZA DEFORMABILITA
TRATTAMENTI TERMICI IL TRATTAMENTO TERMICO CONSISTE IN UN CICLO TERMICO CHE SERVE A MODIFICARE LA STRUTTURA DEL MATERIALE PER LA VARIAZIONE DELLE SUE CARATTERISTICHE MECCANICHE: RESISTENZA DEFORMABILITA
La pelle ha una durata di vita relativamente lunga, ma può essere facilmente rovinata se trattata in modo scorretto.
 PELLE FIORE La Pelle Fiore è senza dubbio la più pregiata e resistente nel mercato. Si tratta di una pelle naturale europea di elevata qualità, tinta all'anilina con rifinizione leggera per non alterarne
PELLE FIORE La Pelle Fiore è senza dubbio la più pregiata e resistente nel mercato. Si tratta di una pelle naturale europea di elevata qualità, tinta all'anilina con rifinizione leggera per non alterarne
GALVANICA CEDRATESE trattamenti superficiali dei metalli
 GALVANICA CEDRATESE Fondata nel 1952 con un organizzazione a carattere artigianale, la Galvanica Cedratese opera nel settore meccanico dei trattamenti superficiali dei metalli da oltre 60 anni. Oggi un
GALVANICA CEDRATESE Fondata nel 1952 con un organizzazione a carattere artigianale, la Galvanica Cedratese opera nel settore meccanico dei trattamenti superficiali dei metalli da oltre 60 anni. Oggi un
Monica Fabrizio CNR IENI, PADOVA
 Centro Produttività Veneto Vicenza, 24 luglio 2007 RIVESTIMENTI GALVANICI PROTETTIVI E DECORATIVI SU MANUFATTI ORAFI Monica Fabrizio CNR IENI, PADOVA Gli impianti galvanici sono sequenze di vasche dove
Centro Produttività Veneto Vicenza, 24 luglio 2007 RIVESTIMENTI GALVANICI PROTETTIVI E DECORATIVI SU MANUFATTI ORAFI Monica Fabrizio CNR IENI, PADOVA Gli impianti galvanici sono sequenze di vasche dove
SMV srl Sabbiatura Metallizzazione Verniciatura
 Chi Siamo La ns. società è presente sul mercato dell anticorrosione da 30 anni ha 2 sedi di produzione nel comune di Caselle T.se per un area complessiva di 17.000 mq ci cui 8.000 mq coperti e 9.000 mq
Chi Siamo La ns. società è presente sul mercato dell anticorrosione da 30 anni ha 2 sedi di produzione nel comune di Caselle T.se per un area complessiva di 17.000 mq ci cui 8.000 mq coperti e 9.000 mq
TRATTAMENTI PRE - VERNICIATURA
 TRATTAMENTI PRE - VERNICIATURA 1. Fosfosgrassanti no-rinse a bassa salinità 2. Fosfosgrassanti media salinità 3. Fosfatanti 4. Additivi per vasche di fosfatazione UTILIZZABILE SU: IDROPULITRICI LAVATRICI
TRATTAMENTI PRE - VERNICIATURA 1. Fosfosgrassanti no-rinse a bassa salinità 2. Fosfosgrassanti media salinità 3. Fosfatanti 4. Additivi per vasche di fosfatazione UTILIZZABILE SU: IDROPULITRICI LAVATRICI
Finiture superficiali dei circuiti stampati
 Finiture superficiali dei circuiti stampati Considerazioni generali Il processo di integrazione spinge gli assemblatori a richiedere circuiti stampati con finiture superficiali sempre più planari, come
Finiture superficiali dei circuiti stampati Considerazioni generali Il processo di integrazione spinge gli assemblatori a richiedere circuiti stampati con finiture superficiali sempre più planari, come
QUALITÀ E TRATTAMENTO DELL ACQUA DEL CIRCUITO CHIUSO
 QUALITÀ E TRATTAMENTO DELL ACQUA DEL CIRCUITO CHIUSO (PARTE 1) FOCUS TECNICO Gli impianti di riscaldamento sono spesso soggetti a inconvenienti quali depositi e incrostazioni, perdita di efficienza nello
QUALITÀ E TRATTAMENTO DELL ACQUA DEL CIRCUITO CHIUSO (PARTE 1) FOCUS TECNICO Gli impianti di riscaldamento sono spesso soggetti a inconvenienti quali depositi e incrostazioni, perdita di efficienza nello
Lavorazioni e trattamenti superficiali dei metalli.
 Lavorazioni e trattamenti superficiali dei metalli. Cosa può offrire General Steel? General Steel rappresenta una realtà aziendale strategicamente diversificata in quanto l obbiettivo finale è quello di
Lavorazioni e trattamenti superficiali dei metalli. Cosa può offrire General Steel? General Steel rappresenta una realtà aziendale strategicamente diversificata in quanto l obbiettivo finale è quello di
ZINK PROTECTOR. Prodotti Chimici per la Galvanica. Protezione Superficiale Esente da Cromo NO-CHROME. GLOMAX s.r.l. Prodotti Chimici per la Galvanica
 NO-CHROME ZINK PROTECTOR ZEC-COAT COAT 888 Protezione Superficiale Esente da Cromo GLOMAX s.r.l. Prodotti Chimici per la Galvanica 46, Via Del Commercio, Bellusco 20060, Italy Tel. +39 039 6020101 Fax.
NO-CHROME ZINK PROTECTOR ZEC-COAT COAT 888 Protezione Superficiale Esente da Cromo GLOMAX s.r.l. Prodotti Chimici per la Galvanica 46, Via Del Commercio, Bellusco 20060, Italy Tel. +39 039 6020101 Fax.
Le graniglie sono classificabili, secondo il materiale di cui sono composte, come segue :
 Cos è la graniglia? L utensile della granigliatrice : la graniglia La graniglia è praticamente l utensile della granigliatrice: si presenta come una polvere costituita da un gran numero di particelle aventi
Cos è la graniglia? L utensile della granigliatrice : la graniglia La graniglia è praticamente l utensile della granigliatrice: si presenta come una polvere costituita da un gran numero di particelle aventi
Energia nelle reazioni chimiche. Lezioni d'autore di Giorgio Benedetti
 Energia nelle reazioni chimiche Lezioni d'autore di Giorgio Benedetti VIDEO Introduzione (I) L energia chimica è dovuta al particolare arrangiamento degli atomi nei composti chimici e le varie forme di
Energia nelle reazioni chimiche Lezioni d'autore di Giorgio Benedetti VIDEO Introduzione (I) L energia chimica è dovuta al particolare arrangiamento degli atomi nei composti chimici e le varie forme di
UNA SOLUZIONE ECONOMICA E TECNICAMENTE AVANZATA AI PROBLEMI DELLA CROMATURA DURA A SPESSORE
 UNA SOLUZIONE ECONOMICA E TECNICAMENTE AVANZATA AI PROBLEMI DELLA CROMATURA DURA A SPESSORE Pagina 1 di 6 I VANTAGGI MIDA CROMARE NELLA PROPRIA OFFICINA RIPORTI ULTRARAPIDI DI ALTA PRECISIONE DI CROMO
UNA SOLUZIONE ECONOMICA E TECNICAMENTE AVANZATA AI PROBLEMI DELLA CROMATURA DURA A SPESSORE Pagina 1 di 6 I VANTAGGI MIDA CROMARE NELLA PROPRIA OFFICINA RIPORTI ULTRARAPIDI DI ALTA PRECISIONE DI CROMO
Che cos è un detersivo?
 Che cos è un detersivo? Miscela di sostanze chimiche che mischiate all acqua sono in grado di rimuovere lo sporco Agiscono sulle sostanze che non si sciolgono facilmente in acqua (idrofobe) I principali
Che cos è un detersivo? Miscela di sostanze chimiche che mischiate all acqua sono in grado di rimuovere lo sporco Agiscono sulle sostanze che non si sciolgono facilmente in acqua (idrofobe) I principali
IMPIANTO AUTOMATICO PER LA SALDATURA DI ESTRUSI DI ALLUMINIO PER APPLICAZIONI NAVALI.
 IMPIANTO AUTOMATICO PER LA SALDATURA DI ESTRUSI DI ALLUMINIO PER APPLICAZIONI NAVALI. Tube Tech Machinery Marcello Filippini Il settore dei trasporti, specialmente i trasporti passeggeri con treni e navi,
IMPIANTO AUTOMATICO PER LA SALDATURA DI ESTRUSI DI ALLUMINIO PER APPLICAZIONI NAVALI. Tube Tech Machinery Marcello Filippini Il settore dei trasporti, specialmente i trasporti passeggeri con treni e navi,
tecnologia PROPRIETÀ DEI METALLI Scuola secondaria primo grado. classi prime Autore: Giuseppe FRANZÈ
 tecnologia PROPRIETÀ DEI METALLI Scuola secondaria primo grado. classi prime Autore: Giuseppe FRANZÈ LE PROPRIETÀ DEI MATERIALI DA COSTRUZIONE Si possono considerare come l'insieme delle caratteristiche
tecnologia PROPRIETÀ DEI METALLI Scuola secondaria primo grado. classi prime Autore: Giuseppe FRANZÈ LE PROPRIETÀ DEI MATERIALI DA COSTRUZIONE Si possono considerare come l'insieme delle caratteristiche
SCHEDA TECNICA N. 7/95
 SCHEDA TECNICA N. 7/95 TRADUZIONE NORMA TEDESCA DIN 17611 GIUGNO 1985 Anodizzazione di semilavorati di alluminio e sue leghe con spessore d ossido non inferiore a 10 μm. Condizioni tecniche di fornitura
SCHEDA TECNICA N. 7/95 TRADUZIONE NORMA TEDESCA DIN 17611 GIUGNO 1985 Anodizzazione di semilavorati di alluminio e sue leghe con spessore d ossido non inferiore a 10 μm. Condizioni tecniche di fornitura
Università degli Studi di Catania Dipartimento di Metodologie Fisiche e Chimiche per l Ingegneria
 Università degli Studi di Catania Dipartimento di Metodologie Fisiche e Chimiche per l Ingegneria Corso di laurea in Ingegneria Meccanica Corso di Tecnologie di Chimica Applicata LA CORROSIONE Nei terreni
Università degli Studi di Catania Dipartimento di Metodologie Fisiche e Chimiche per l Ingegneria Corso di laurea in Ingegneria Meccanica Corso di Tecnologie di Chimica Applicata LA CORROSIONE Nei terreni
DANNEGGIAMENTI IN ESERCIZIO FENOMENI DI DANNEGGIAMENTO IN ESERCIZIO IN COMPONENTI MECCANICI REALIZZATI CON MATERIALI METALLICI
 FENOMENI DI DANNEGGIAMENTO IN ESERCIZIO IN COMPONENTI MECCANICI REALIZZATI CON MATERIALI METALLICI 1 LA CORROSIONE Fenomeno elettrochimico che si può manifestare quando un metallo o una lega metallica
FENOMENI DI DANNEGGIAMENTO IN ESERCIZIO IN COMPONENTI MECCANICI REALIZZATI CON MATERIALI METALLICI 1 LA CORROSIONE Fenomeno elettrochimico che si può manifestare quando un metallo o una lega metallica
Il Polim-cryl è il materiale utilizzato per la produzione delle lastre Cover-Life.
 Il Polim-cryl è il materiale utilizzato per la produzione delle lastre Cover-Life. Prodotto con una tecnologia tutelata da brevetti internazionali, il Polim-cryl è il risultato della ricerca e dello sviluppo
Il Polim-cryl è il materiale utilizzato per la produzione delle lastre Cover-Life. Prodotto con una tecnologia tutelata da brevetti internazionali, il Polim-cryl è il risultato della ricerca e dello sviluppo
Componenti elettronici. Condensatori
 Componenti elettronici Condensatori Condensatori DIELETTRICO La proprietà fondamentale del condensatore, di accogliere e di conservare cariche elettriche, prende il nome di capacità. d S C = Q V Q è la
Componenti elettronici Condensatori Condensatori DIELETTRICO La proprietà fondamentale del condensatore, di accogliere e di conservare cariche elettriche, prende il nome di capacità. d S C = Q V Q è la
Trattamenti termici degli acciai al carbonio
 Trattamenti termici Il trattamento termico è una lavorazione attuata mediante un ciclo termico, su un metallo o una sua lega, allo stato solido, al fine di variarne le proprietà e renderle adatte alla
Trattamenti termici Il trattamento termico è una lavorazione attuata mediante un ciclo termico, su un metallo o una sua lega, allo stato solido, al fine di variarne le proprietà e renderle adatte alla
CHE COSA CAMBIA CON LA NUOVA NORMA EUROPEA PER PROFILI IN PVC UNI EN 12608
 COSTRUIRE SERRAMENTI IN PVC CHE COSA CAMBIA CON LA NUOVA NORMA EUROPEA PER PROFILI IN PVC UNI EN 12608 1 La norma europea rivolta alla definizione delle caratteristiche dei profili in PVC per finestre
COSTRUIRE SERRAMENTI IN PVC CHE COSA CAMBIA CON LA NUOVA NORMA EUROPEA PER PROFILI IN PVC UNI EN 12608 1 La norma europea rivolta alla definizione delle caratteristiche dei profili in PVC per finestre
Marina. Caratteri. Immagini. Elaborazione di caratteri e immagini. SCHEDA TECNICA Caratteri & Immagini
 Caratteri & Immagini SVB Lo specialista dell attrezzatura nautica Gelsenkirchener Str. 25 28199 Brema Tel. 0039 0694806238 Fax: +49 (0) 421 57290-40 email: info@svb-marine.it www.svb-marine.it Elaborazione
Caratteri & Immagini SVB Lo specialista dell attrezzatura nautica Gelsenkirchener Str. 25 28199 Brema Tel. 0039 0694806238 Fax: +49 (0) 421 57290-40 email: info@svb-marine.it www.svb-marine.it Elaborazione
Generatore radiologico
 Generatore radiologico Radiazioni artificiali alimentazione: corrente elettrica www.med.unipg.it/ac/rad/ www.etsrm.it oscar fiorucci. laurea.tecn.radiol@ospedale.perugia.it Impianto radiologico trasformatore
Generatore radiologico Radiazioni artificiali alimentazione: corrente elettrica www.med.unipg.it/ac/rad/ www.etsrm.it oscar fiorucci. laurea.tecn.radiol@ospedale.perugia.it Impianto radiologico trasformatore
RAPPORTO DI PROVA Venezia,. Foglio n. 1 di 7. Protocollo: Luogo e Data della prova: Richiedente: Materiale testato:
 Foglio n. 1 di 7 Protocollo: Luogo e Data della prova: Mestre, Richiedente: Materiale testato: Prova eseguita: Conducibilità termica Riferimento Normativo: UNI EN 12667 DESCRIZIONE DEL CAMPIONE SOTTOPOSTO
Foglio n. 1 di 7 Protocollo: Luogo e Data della prova: Mestre, Richiedente: Materiale testato: Prova eseguita: Conducibilità termica Riferimento Normativo: UNI EN 12667 DESCRIZIONE DEL CAMPIONE SOTTOPOSTO
I materiali di rivestimento. di Maximillian Vegetti, Federico Maffioli e Davide Biganzoli
 I materiali di rivestimento di Maximillian Vegetti, Federico Maffioli e Davide Biganzoli Porosità della ceramica -Le ceramiche hanno la caratteristica di essere porose, un fattore che non le ha rese utilizzabili
I materiali di rivestimento di Maximillian Vegetti, Federico Maffioli e Davide Biganzoli Porosità della ceramica -Le ceramiche hanno la caratteristica di essere porose, un fattore che non le ha rese utilizzabili
Materiali, Sviluppo, Soluzioni. Prodotti di Molibdeno per la industria del vetro
 Materiali, Sviluppo, Soluzioni Prodotti di Molibdeno per la industria del vetro H.C. Starck, Molibdeno Materiali come il molibdeno e il tungsteno, sono vitali per le applicazioni di fusione, omogeneizzazione
Materiali, Sviluppo, Soluzioni Prodotti di Molibdeno per la industria del vetro H.C. Starck, Molibdeno Materiali come il molibdeno e il tungsteno, sono vitali per le applicazioni di fusione, omogeneizzazione
Lezione 11 Trattamenti termici
 Lezione 11 Gerardus Janszen Dipartimento di Tel 02 2399 8366 janszen@aero.polimi.it . IL TRATTAMENTO TERMICO CONSISTE IN UN CICLO TERMICO CHE SERVE A MODIFICARE LA STRUTTURA DEL MATERIALE PER LA VARIAZIONE
Lezione 11 Gerardus Janszen Dipartimento di Tel 02 2399 8366 janszen@aero.polimi.it . IL TRATTAMENTO TERMICO CONSISTE IN UN CICLO TERMICO CHE SERVE A MODIFICARE LA STRUTTURA DEL MATERIALE PER LA VARIAZIONE
MATERIALI. Introduzione
 MATERIALI 398 Introduzione Gli acciai sono leghe metalliche costituite da ferro e carbonio, con tenore di carbonio (in massa) non superiore al 2%. Attenzione: la normazione sugli acciai è in fase di armonizzazione
MATERIALI 398 Introduzione Gli acciai sono leghe metalliche costituite da ferro e carbonio, con tenore di carbonio (in massa) non superiore al 2%. Attenzione: la normazione sugli acciai è in fase di armonizzazione
Normative sulla Tenuta dei Serramenti ad Aria, Acqua e Vento
 UNI EN 12208 La tenuta all acqua di un serramento, descrive la sua capacità di essere impermeabile sotto l azione di pioggia battente e in presenza di una determinata velocità del vento. La norma, la UNI
UNI EN 12208 La tenuta all acqua di un serramento, descrive la sua capacità di essere impermeabile sotto l azione di pioggia battente e in presenza di una determinata velocità del vento. La norma, la UNI
Una Gamma Versatile. YalosKer è disponibile nei seguenti formati di base: - 120x150 cm - 150x250 cm - altri formati sono disponibili su richiesta
 Materiale MATERIA Vetroceramica e luce si fondono in YalosKer in una nuova e raffinata traslucenza, che consente agli architetti e ai progettisti di realizzare ambienti suggestivi grazie all attraversamento
Materiale MATERIA Vetroceramica e luce si fondono in YalosKer in una nuova e raffinata traslucenza, che consente agli architetti e ai progettisti di realizzare ambienti suggestivi grazie all attraversamento
LA CORRENTE ELETTRICA
 L CORRENTE ELETTRIC H P h Prima che si raggiunga l equilibrio c è un intervallo di tempo dove il livello del fluido non è uguale. Il verso del movimento del fluido va dal vaso a livello maggiore () verso
L CORRENTE ELETTRIC H P h Prima che si raggiunga l equilibrio c è un intervallo di tempo dove il livello del fluido non è uguale. Il verso del movimento del fluido va dal vaso a livello maggiore () verso
Classificazione della materia: Sostanze pure e miscugli
 Classificazione della materia: Sostanze pure e miscugli la composizione e quindi le proprietà intensive sono le stesse in ogni parte del sistema La composizione e le proprietà intensive variano da una
Classificazione della materia: Sostanze pure e miscugli la composizione e quindi le proprietà intensive sono le stesse in ogni parte del sistema La composizione e le proprietà intensive variano da una
DI LUCE SEGNALI. FUTURi. di John Borell, Stephen Lee (*) (*)John Borell lavora alla Steel Art Company, costruttore Americano di insegne luminose.
 (*)John Borell lavora alla Steel Art Company, costruttore Americano di insegne luminose.") FUTURi SEGNALI DI LUCE I SISTEMI PER TAGLIO LASER OFFRONO IMPORTANTI VANTAGGI RISPETTO ALLE TECNICHE TRADIZIONALI NELLA LAVORAZIONE DI MATERIALI ACRILICI CON CUI VENGONO REALIZZATE GRAN PARTE DELLE MODERNE
FUTURi SEGNALI DI LUCE I SISTEMI PER TAGLIO LASER OFFRONO IMPORTANTI VANTAGGI RISPETTO ALLE TECNICHE TRADIZIONALI NELLA LAVORAZIONE DI MATERIALI ACRILICI CON CUI VENGONO REALIZZATE GRAN PARTE DELLE MODERNE
Capitolo 2 Caratteristiche delle sorgenti luminose In questo capitolo sono descritte alcune grandezze utili per caratterizzare le sorgenti luminose.
 Capitolo 2 Caratteristiche delle sorgenti luminose In questo capitolo sono descritte alcune grandezze utili per caratterizzare le sorgenti luminose. 2.1 Spettro di emissione Lo spettro di emissione di
Capitolo 2 Caratteristiche delle sorgenti luminose In questo capitolo sono descritte alcune grandezze utili per caratterizzare le sorgenti luminose. 2.1 Spettro di emissione Lo spettro di emissione di
Scopo della lavorazione
 Rinverdimento 1 Scopo della lavorazione La prima importantissima operazione in conceria è quella di rinverdire le pelli in acqua, con lo scopo di pulirle e reidratarle. Un buon rinverdimento è fondamentale
Rinverdimento 1 Scopo della lavorazione La prima importantissima operazione in conceria è quella di rinverdire le pelli in acqua, con lo scopo di pulirle e reidratarle. Un buon rinverdimento è fondamentale
TECNICHE DI BASE PER LA SEPARAZIONE DEI COMPONENTI DI UNA MISCELA
 TECNICHE DI BASE PER LA SEPARAZIONE DEI COMPONENTI DI UNA MISCELA CENTRIFUGAZIONE La centrifugazione è un processo che permette di separare una fase solida immiscibile da una fase liquida o due liquidi
TECNICHE DI BASE PER LA SEPARAZIONE DEI COMPONENTI DI UNA MISCELA CENTRIFUGAZIONE La centrifugazione è un processo che permette di separare una fase solida immiscibile da una fase liquida o due liquidi
condizioni per la posa su massetto riscaldante
 condizioni per la posa su massetto riscaldante Parchettificio Toscano s.r.l. - 56024 Corazzano - S. Miniato (PI) Italia - Tel. (0039) 0571 46.29.26 Fax (0039) 0571 46.29.39 info@parchettificiotoscano.it
condizioni per la posa su massetto riscaldante Parchettificio Toscano s.r.l. - 56024 Corazzano - S. Miniato (PI) Italia - Tel. (0039) 0571 46.29.26 Fax (0039) 0571 46.29.39 info@parchettificiotoscano.it
Procedure di manutenzione
 Mercato: Oggetto: Mezzi di trasporto Procedure di manutenzione 1 Pavimenti in gomma ARTIGO Dopo la posa, proteggere sempre il pavimento con fogli di cartone o polietilene per evitare possibili danni dovuti
Mercato: Oggetto: Mezzi di trasporto Procedure di manutenzione 1 Pavimenti in gomma ARTIGO Dopo la posa, proteggere sempre il pavimento con fogli di cartone o polietilene per evitare possibili danni dovuti
RIDURRE I COSTI ENERGETICI!
 Otto sono le azioni indipendenti per raggiungere un unico obiettivo: RIDURRE I COSTI ENERGETICI! www.consulenzaenergetica.it 1 Controllo fatture Per gli utenti che sono o meno nel mercato libero il controllo
Otto sono le azioni indipendenti per raggiungere un unico obiettivo: RIDURRE I COSTI ENERGETICI! www.consulenzaenergetica.it 1 Controllo fatture Per gli utenti che sono o meno nel mercato libero il controllo
LASER - TONER. La stampa laser è una tecnica di stampa che deriva direttamente dalla xerografia e permette una notevole velocità di stampa.
 SCHEDA LASER - TONER La stampa laser è una tecnica di stampa che deriva direttamente dalla xerografia e permette una notevole velocità di stampa. UTILIZZO La stampa a TONER non viene mai utilizzata nella
SCHEDA LASER - TONER La stampa laser è una tecnica di stampa che deriva direttamente dalla xerografia e permette una notevole velocità di stampa. UTILIZZO La stampa a TONER non viene mai utilizzata nella
SODASOLVAY. Detergente ecologico multiuso
 SODASOLVAY Detergente ecologico multiuso PROPRIETÀ DETERGE, RINFRESCA e NEUTRALIZZA gli odori; SGRASSA efficacemente; non fa SCHIUMA; è CONVENIENTE; non contiene TENSIOATTIVI, FOSFORO, COLORANTI e PROFUMI.
SODASOLVAY Detergente ecologico multiuso PROPRIETÀ DETERGE, RINFRESCA e NEUTRALIZZA gli odori; SGRASSA efficacemente; non fa SCHIUMA; è CONVENIENTE; non contiene TENSIOATTIVI, FOSFORO, COLORANTI e PROFUMI.
La base di partenza per la maggior parte dei processi produttivi di materiali ceramici sono le sospensioni. Queste si ottengono dalla miscelazione di
 La base di partenza per la maggior parte dei processi produttivi di materiali ceramici sono le sospensioni. Queste si ottengono dalla miscelazione di un solido (polvere) che diverrà il ceramico, con un
La base di partenza per la maggior parte dei processi produttivi di materiali ceramici sono le sospensioni. Queste si ottengono dalla miscelazione di un solido (polvere) che diverrà il ceramico, con un
Introduzione all analisi dei segnali digitali.
 Introduzione all analisi dei segnali digitali. Lezioni per il corso di Laboratorio di Fisica IV Isidoro Ferrante A.A. 2001/2002 1 Segnali analogici Si dice segnale la variazione di una qualsiasi grandezza
Introduzione all analisi dei segnali digitali. Lezioni per il corso di Laboratorio di Fisica IV Isidoro Ferrante A.A. 2001/2002 1 Segnali analogici Si dice segnale la variazione di una qualsiasi grandezza
Riscaldatori a cartuccia
 Riscaldatori a cartuccia Cartuccia Pg01 di 14 2011-01 E.M.P. Srl - Italy - www.emp.it Riscaldatori a cartuccia HD Alta densità di potenza Descrizione La tecnologia costruttiva dei riscaldatori a cartuccia
Riscaldatori a cartuccia Cartuccia Pg01 di 14 2011-01 E.M.P. Srl - Italy - www.emp.it Riscaldatori a cartuccia HD Alta densità di potenza Descrizione La tecnologia costruttiva dei riscaldatori a cartuccia
Esperienza A: idrofilicità e idrofobicità
 Esperienza A: idrofilicità e idrofobicità Obiettivo: Fare osservare che alcune sostanze, mescolate all'acqua, danno luogo a soluzioni omogenee mentre altre danno miscele eterogenee. Dalla descrizione delle
Esperienza A: idrofilicità e idrofobicità Obiettivo: Fare osservare che alcune sostanze, mescolate all'acqua, danno luogo a soluzioni omogenee mentre altre danno miscele eterogenee. Dalla descrizione delle
Osteointegrazione. Definizione della American Academy of Implants Dentistry:
 Osteointegrazione 1 Osteointegrazione Definizione della American Academy of Implants Dentistry: "Contatto che interviene senza interposizione di tessuto non osseo tra osso normale rimodellato e un impianto
Osteointegrazione 1 Osteointegrazione Definizione della American Academy of Implants Dentistry: "Contatto che interviene senza interposizione di tessuto non osseo tra osso normale rimodellato e un impianto
Pandolfo Alluminio OSSIDAZIONE ANODICA
 Pandolfo Alluminio OSSIDAZIONE ANODICA superficie perfetta perfect surface La cura della superficie di alluminio è uno dei punti di forza di Pandolfo Alluminio che da più di 20 anni è attivo nel settore
Pandolfo Alluminio OSSIDAZIONE ANODICA superficie perfetta perfect surface La cura della superficie di alluminio è uno dei punti di forza di Pandolfo Alluminio che da più di 20 anni è attivo nel settore
Alto livello igienico
 La separazione fra aree che necessitano livelli igienici diversi viene definita zoning. Lo studio del zoning diventa molto importante nella prevenzione contro l entrata di potenziali contaminanti in specifiche
La separazione fra aree che necessitano livelli igienici diversi viene definita zoning. Lo studio del zoning diventa molto importante nella prevenzione contro l entrata di potenziali contaminanti in specifiche
EFFECT. PRIMER Effect Primer. ATTIVATORE Rust Activator. PITTURA Iron Paint. PROTEZIONE Effect Sealer
 Versione 18/7 EFFECT PRIMER Primer ATTIVATORE Rust Activator PITTURA Iron Paint PROTEZIONE Sealer LA RUGGINE DIRETTAMENTE SUL FERRO: LE FASI APPLICAZIONE DEL RUST ACTIVATOR SU FERRO Le fasi: 1-PREPARAZIONE
Versione 18/7 EFFECT PRIMER Primer ATTIVATORE Rust Activator PITTURA Iron Paint PROTEZIONE Sealer LA RUGGINE DIRETTAMENTE SUL FERRO: LE FASI APPLICAZIONE DEL RUST ACTIVATOR SU FERRO Le fasi: 1-PREPARAZIONE
Informazioni generali
 Informazioni generali I pavimenti in legno massello rappresentano una soluzione contemporanea per la casa che crea comfort e comodità. CMI Italia propone parquet e pavimentazione in legno di rovere, che
Informazioni generali I pavimenti in legno massello rappresentano una soluzione contemporanea per la casa che crea comfort e comodità. CMI Italia propone parquet e pavimentazione in legno di rovere, che
Termodinamica: legge zero e temperatura
 Termodinamica: legge zero e temperatura Affrontiamo ora lo studio della termodinamica che prende in esame l analisi dell energia termica dei sistemi e di come tale energia possa essere scambiata, assorbita
Termodinamica: legge zero e temperatura Affrontiamo ora lo studio della termodinamica che prende in esame l analisi dell energia termica dei sistemi e di come tale energia possa essere scambiata, assorbita
IL CALCARE NON SI FORMA PIÙ ED ELIMINA QUELLO ESISTENTE!
 MANUALE TECNICO IL CALCARE NON SI FORMA PIÙ ED ELIMINA QUELLO ESISTENTE! Indice : - Introduzione - Come si forma il calcare? - Processo di nucleazione - Azione dell inibitore sulla formazione del calcare
MANUALE TECNICO IL CALCARE NON SI FORMA PIÙ ED ELIMINA QUELLO ESISTENTE! Indice : - Introduzione - Come si forma il calcare? - Processo di nucleazione - Azione dell inibitore sulla formazione del calcare
PROCESSI DI STAMPA Aspetti legati alla salute dei lavoratori
 PROCESSI DI STAMPA Aspetti legati alla salute dei lavoratori Marco Fontana - Roberto Riggio Struttura Semplice 20.02 Igiene industriale Utilizzo di agenti chimici nelle lavorazioni di stampa metalli pesanti
PROCESSI DI STAMPA Aspetti legati alla salute dei lavoratori Marco Fontana - Roberto Riggio Struttura Semplice 20.02 Igiene industriale Utilizzo di agenti chimici nelle lavorazioni di stampa metalli pesanti
SENSORI E TRASDUTTORI
 SENSORI E TRASDUTTORI Il controllo di processo moderno utilizza tecnologie sempre più sofisticate, per minimizzare i costi e contenere le dimensioni dei dispositivi utilizzati. Qualsiasi controllo di processo
SENSORI E TRASDUTTORI Il controllo di processo moderno utilizza tecnologie sempre più sofisticate, per minimizzare i costi e contenere le dimensioni dei dispositivi utilizzati. Qualsiasi controllo di processo
Come proteggere il dispersore dalla corrosione
 Come proteggere il dispersore dalla corrosione Pubblicato il: 15/12/2003 Aggiornato al: 15/12/2003 di Gianluigi Saveri Dal punto di vista chimico fisico i metalli e le leghe, nelle normali condizioni ambientali,
Come proteggere il dispersore dalla corrosione Pubblicato il: 15/12/2003 Aggiornato al: 15/12/2003 di Gianluigi Saveri Dal punto di vista chimico fisico i metalli e le leghe, nelle normali condizioni ambientali,
Designazione delle leghe d'alluminio
 Designazione Famiglia ed elementi base EN 73-1 EN 73- Ex UNI Nuova UNI EN UNI alfanumerica Commerciale Italia Serie 1000 Al EN AW-100A EN AW-Al 99, 9001/ 73-3 P-Al99. Alluminio 99, EN AW-011 EN AW-Al CuBiPb
Designazione Famiglia ed elementi base EN 73-1 EN 73- Ex UNI Nuova UNI EN UNI alfanumerica Commerciale Italia Serie 1000 Al EN AW-100A EN AW-Al 99, 9001/ 73-3 P-Al99. Alluminio 99, EN AW-011 EN AW-Al CuBiPb
INTERVENTO DI CLAUDIA RICCARDI PLASMAPROMETEO - Dipartimento di Fisica Università degli Studi di Milano - Bicocca
 INTERVENTO DI CLAUDIA RICCARDI PLASMAPROMETEO - Dipartimento di Fisica Università degli Studi di Milano - Bicocca La ricerca come strumento per lo sviluppo aziendale: sinergia tra università e industria
INTERVENTO DI CLAUDIA RICCARDI PLASMAPROMETEO - Dipartimento di Fisica Università degli Studi di Milano - Bicocca La ricerca come strumento per lo sviluppo aziendale: sinergia tra università e industria
PRODOTTI LINEA LAVAGGIO BIANCHERIA SYNERGY STAR SN
 PRODOTTI LINEA LAVAGGIO BIANCHERIA SYNERGY STAR SN Sistema modulare integrato per lavabiancheria professionale. * Fino a 6 dosatori di varia portata. * Circuito di risciacquo tubi modulare. * Pescanti
PRODOTTI LINEA LAVAGGIO BIANCHERIA SYNERGY STAR SN Sistema modulare integrato per lavabiancheria professionale. * Fino a 6 dosatori di varia portata. * Circuito di risciacquo tubi modulare. * Pescanti
AUSILABTM Una gamma completa di detergenti per il lavaggio di vetreria
 AUSILAB Una gamma completa di detergenti per il lavaggio di vetreria CARLO ERBA Reagents Partner nelle scelte del Professionista di Laboratorio in Ricerca, Sanità e Industria CARLO ERBA Reagents, un brand
AUSILAB Una gamma completa di detergenti per il lavaggio di vetreria CARLO ERBA Reagents Partner nelle scelte del Professionista di Laboratorio in Ricerca, Sanità e Industria CARLO ERBA Reagents, un brand
Perché verniciare i pavimenti?
 Perché verniciare i pavimenti? Il trattamento della superficie... Previene la polvere Previene la contaminazione e la penetrazione nel cemento da parte di oli e liquidi Aumenta la resistenza chimica della
Perché verniciare i pavimenti? Il trattamento della superficie... Previene la polvere Previene la contaminazione e la penetrazione nel cemento da parte di oli e liquidi Aumenta la resistenza chimica della
ANCOR PRIMER. Scheda Tecnica
 Rev. A ANCOR PRIMER Descrizione Caratteristiche generali Campi di applicazione Proprietà fisiche Preparazione Applicazione Confezioni Conservazione Precauzioni e avvertenze DESCRIZIONE Primer inertizzante
Rev. A ANCOR PRIMER Descrizione Caratteristiche generali Campi di applicazione Proprietà fisiche Preparazione Applicazione Confezioni Conservazione Precauzioni e avvertenze DESCRIZIONE Primer inertizzante
Manuale Hatho per lucidare PROTESI IN RESINA
 Manuale Hatho per lucidare 1 PROTESI IN RESINA Emulsione Polistar Contenuto: Preparazione con spazzolini Scotch Brite TM 1 Prelucidatura con micromotore 2 Prelucidatura con pulitrice 3 Brillantatura 4
Manuale Hatho per lucidare 1 PROTESI IN RESINA Emulsione Polistar Contenuto: Preparazione con spazzolini Scotch Brite TM 1 Prelucidatura con micromotore 2 Prelucidatura con pulitrice 3 Brillantatura 4
DAF - FLOTTATORI AD ARIA DISCIOLTA
 ECOMACCHINE S.p.A. Via Vandalino 6 10095 Grugliasco (TO) Tel.: +39.0114028611 Fax: +39.0114028627 Email: ecomacchine@ecomacchine.it Web: www.ecomacchine.it DAF - FLOTTATORI AD ARIA DISCIOLTA I distributori
ECOMACCHINE S.p.A. Via Vandalino 6 10095 Grugliasco (TO) Tel.: +39.0114028611 Fax: +39.0114028627 Email: ecomacchine@ecomacchine.it Web: www.ecomacchine.it DAF - FLOTTATORI AD ARIA DISCIOLTA I distributori
TECNOLOGIA SOL-GEL Cos è e cosa permette
 COATING PROTETTIVO TECNOLOGIA SOL-GEL Cos è e cosa permette MEDIANTE LA TECNOLOGIA SOL-GEL È STATA SVILUPPATA LA POSSIBILITÀ DI RIVESTIRE DIVERSI MATERIALI CON FILM PROTETTIVI AL QUARZO CON CARATTERISTICHE
COATING PROTETTIVO TECNOLOGIA SOL-GEL Cos è e cosa permette MEDIANTE LA TECNOLOGIA SOL-GEL È STATA SVILUPPATA LA POSSIBILITÀ DI RIVESTIRE DIVERSI MATERIALI CON FILM PROTETTIVI AL QUARZO CON CARATTERISTICHE
Mobili contenitori. Ante e frontali cassetto
 ALPE informa Queste pagine sono state realizzate per dare maggiori informazioni sui nostri Mobili, in modo da mantenerli sempre perfetti anche dopo anni e anni dall acquisto. Questo perché oggi viene dedicata
ALPE informa Queste pagine sono state realizzate per dare maggiori informazioni sui nostri Mobili, in modo da mantenerli sempre perfetti anche dopo anni e anni dall acquisto. Questo perché oggi viene dedicata
CARATTERISTICHE GENERALI DEL VETRO CELLULARE POLYDROS
 CARATTERISTICHE GENERALI DEL VETRO CELLULARE POLYDROS Il pannello di vetro cellulare POLYDROS si ottiene partendo dalla polvere di vetro, la quale, mediante un processo termico-chimico, si trasforma in
CARATTERISTICHE GENERALI DEL VETRO CELLULARE POLYDROS Il pannello di vetro cellulare POLYDROS si ottiene partendo dalla polvere di vetro, la quale, mediante un processo termico-chimico, si trasforma in
Protettivo antiacido per pietre naturali
 Protettivo antiacido per pietre naturali Trattamento nanotecnologico antigraffiti Trattamento nanotecnologico per metallo Protettivo antiacido per pietre naturali La superficie da trattare deve essere
Protettivo antiacido per pietre naturali Trattamento nanotecnologico antigraffiti Trattamento nanotecnologico per metallo Protettivo antiacido per pietre naturali La superficie da trattare deve essere
La marcature CE della Calce da Costruzione
 La marcature CE della Calce da Costruzione Andrea Rattazzi In Italia la marcatura CE per la calce da costruzione di calce è obbligatoria. Questo articolo presenta una panoramica della norma UN EN 459-1:2002
La marcature CE della Calce da Costruzione Andrea Rattazzi In Italia la marcatura CE per la calce da costruzione di calce è obbligatoria. Questo articolo presenta una panoramica della norma UN EN 459-1:2002
S.U.N. Architettura Luigi Vanvitelli. CdL Archite,ura TECNOLOGIA DELL ARCHITETTURA A 2012_13 prof. S. Rinaldi. Infissi_2 INF_2
 Infissi_2 SERRAMENTI IN LEGNO I profili di legno sono i principali elementi che caratterizzano le parti strutturali della finestra: Telai fissi, montanti e traversi dell anta, parti complementari (profili
Infissi_2 SERRAMENTI IN LEGNO I profili di legno sono i principali elementi che caratterizzano le parti strutturali della finestra: Telai fissi, montanti e traversi dell anta, parti complementari (profili
ALLUMINIO PER COPERTURE ALLUMINIO
 ALLUMINIO PER COPERTURE ALLUMINIO Colori Alluminio Alusoft RAL 1013 bianco perla RAL 3009 rosso siena RAL 5010 blu genziana RAL 6005 verde muschio RAL 6021 verde pallido RAL 7016 grigio antracite RAL 7037
ALLUMINIO PER COPERTURE ALLUMINIO Colori Alluminio Alusoft RAL 1013 bianco perla RAL 3009 rosso siena RAL 5010 blu genziana RAL 6005 verde muschio RAL 6021 verde pallido RAL 7016 grigio antracite RAL 7037
INTRODUZIONE: PERDITE IN FIBRA OTTICA
 INTRODUZIONE: PERDITE IN FIBRA OTTICA Il nucleo (o core ) di una fibra ottica è costituito da vetro ad elevatissima purezza, dal momento che la luce deve attraversare migliaia di metri di vetro del nucleo.
INTRODUZIONE: PERDITE IN FIBRA OTTICA Il nucleo (o core ) di una fibra ottica è costituito da vetro ad elevatissima purezza, dal momento che la luce deve attraversare migliaia di metri di vetro del nucleo.
Acidi e basi. HCl H + + Cl - (acido cloridrico) NaOH Na + + OH - (idrossido di sodio; soda caustica)
 NaOH Na + + OH - (idrossido di sodio; soda caustica)") Acidi e basi Per capire che cosa sono un acido e una base dal punto di vista chimico, bisogna riferirsi ad alcune proprietà chimiche dell'acqua. L'acqua, sia solida (ghiaccio), liquida o gassosa (vapore
Acidi e basi Per capire che cosa sono un acido e una base dal punto di vista chimico, bisogna riferirsi ad alcune proprietà chimiche dell'acqua. L'acqua, sia solida (ghiaccio), liquida o gassosa (vapore
Prodotti speciali per la stampa dei tessuti
 Prodotti speciali per la stampa dei tessuti BASE BRILLANTE ELASTICA Confezione da 1 lt ref. 395.40.92 Questa base mantiene la sua elasticità anche nei casi di maggior quantità di prodotto depositato, la
Prodotti speciali per la stampa dei tessuti BASE BRILLANTE ELASTICA Confezione da 1 lt ref. 395.40.92 Questa base mantiene la sua elasticità anche nei casi di maggior quantità di prodotto depositato, la
Ke = ] = Kw = 10 = 10-7 moli/litro, ed in base a quanto avevamo affermato in precedenza: [H + ] = [OH - ] = 10-7 moli/litro.
![Ke = ] = Kw = 10 = 10-7 moli/litro, ed in base a quanto avevamo affermato in precedenza: [H + ] = [OH - ] = 10-7 moli/litro.](/thumbs/27/12374782.jpg "Ke = ] = Kw = 10 = 10-7 moli/litro, ed in base a quanto avevamo affermato in precedenza: [H + ] = [OH - ] = 10-7 moli/litro.") Prodotto ionico dell acqua e ph Prodotto ionico dell acqua L acqua è un elettrolita debolissimo e si dissocia secondo la reazione: H 2 O H + + OH - La costante di equilibrio dell acqua è molto piccola
Prodotto ionico dell acqua e ph Prodotto ionico dell acqua L acqua è un elettrolita debolissimo e si dissocia secondo la reazione: H 2 O H + + OH - La costante di equilibrio dell acqua è molto piccola
Fibra Ceramica. Catalogo generale
 Fibra Ceramica Catalogo generale La storia della società KERAUNION Nel 1, in Bohemia (oggi Repubblica Ceca) viene fondata la ditta Keraunion per produrre vasellame ed oggetti in vetro e cristallo. Dal
Fibra Ceramica Catalogo generale La storia della società KERAUNION Nel 1, in Bohemia (oggi Repubblica Ceca) viene fondata la ditta Keraunion per produrre vasellame ed oggetti in vetro e cristallo. Dal
Massetti-specifiche tecniche e prescrizioni
 Massetti-specifiche tecniche e prescrizioni 2 3 Riscaldamento a pavimento ciclo di preaccensione Operazione prevista dalle norme UNI 11371 e 1264.4 oltre al Manuale IL PARQUET Affinchè il risultato finale
Massetti-specifiche tecniche e prescrizioni 2 3 Riscaldamento a pavimento ciclo di preaccensione Operazione prevista dalle norme UNI 11371 e 1264.4 oltre al Manuale IL PARQUET Affinchè il risultato finale
Trasformazioni materia
 REAZIONI CHIMICHE Trasformazioni materia Trasformazioni fisiche (reversibili) Trasformazioni chimiche (irreversibili) È una trasformazione che non produce nuove sostanze È una trasformazione che produce
REAZIONI CHIMICHE Trasformazioni materia Trasformazioni fisiche (reversibili) Trasformazioni chimiche (irreversibili) È una trasformazione che non produce nuove sostanze È una trasformazione che produce
Pannelli Fotovoltaici Serie ASP 60 MONTAGGIO Pannelli Fotovoltaici ASP GUIDA DI MONTAGGIO. Pannelli Fotovoltaici X 60
 Pannelli Fotovoltaici Serie ASP 60 MONTAGGIO Pannelli Fotovoltaici ASP GUIDA DI MONTAGGIO Questa guida contiene una serie di suggerimenti per installare i prodotti Abba Solar della serie ASP60 ed è rivolta
Pannelli Fotovoltaici Serie ASP 60 MONTAGGIO Pannelli Fotovoltaici ASP GUIDA DI MONTAGGIO Questa guida contiene una serie di suggerimenti per installare i prodotti Abba Solar della serie ASP60 ed è rivolta
... corso di chimica elettrochimica 1
 ... corso di chimica elettrochimica 1 CONTENUTI reazioni elettrochimiche pile e celle elettrolitiche potenziale d elettrodo e forza elettromotrice equazione di Nernst elettrolisi leggi di Faraday batterie
... corso di chimica elettrochimica 1 CONTENUTI reazioni elettrochimiche pile e celle elettrolitiche potenziale d elettrodo e forza elettromotrice equazione di Nernst elettrolisi leggi di Faraday batterie
3DLPrinter-HD. Nota Tecnica 04_1/14. Dimensione oggetti
 3DLPrinter-HD Nota Tecnica 04_1/14 Dimensione oggetti 16 Settembre 2014 Come ottenere una dimensione corrispondente al disegno Poiché sono molti i fattori che possono determinare nelle stampanti 3DLPrinter,
3DLPrinter-HD Nota Tecnica 04_1/14 Dimensione oggetti 16 Settembre 2014 Come ottenere una dimensione corrispondente al disegno Poiché sono molti i fattori che possono determinare nelle stampanti 3DLPrinter,
TUBO IN POLIETILENE PE-Xa
 TUBO TUBO IN POLIETILENE PE-Xa CODICE PRODOTTO PTR 373 Il tubo in polietilene reticolato Ercos Pe-Xa è ottenuti con il sistema di reticolazione a perossidi, ed è classificato nel gruppo Pe-Xa. Questo processo
TUBO TUBO IN POLIETILENE PE-Xa CODICE PRODOTTO PTR 373 Il tubo in polietilene reticolato Ercos Pe-Xa è ottenuti con il sistema di reticolazione a perossidi, ed è classificato nel gruppo Pe-Xa. Questo processo
I processi di tempra sono condotti sul manufatto finito per generare sforzi residui di compressione in superficie. Vengono sfruttate allo scopo
 I processi di tempra sono condotti sul manufatto finito per generare sforzi residui di compressione in superficie. Vengono sfruttate allo scopo diverse metodologie. 1 La tempra termica (o fisica) si basa
I processi di tempra sono condotti sul manufatto finito per generare sforzi residui di compressione in superficie. Vengono sfruttate allo scopo diverse metodologie. 1 La tempra termica (o fisica) si basa