TEMPRA IN STAMPO Caratteristiche e gestione del processo
|
|
|
- Gilberto Costa
- 10 anni fa
- Просмотров:
Транскрипт
1 Giornata di studio Deformazione e variazione di forma permanente Cause e tecniche per la gestione del processo TEMPRA IN STAMPO Caratteristiche e gestione del processo Andrea Zanotti Gruppo Proterm - Trattamenti Termici - Calderara di Reno BO Giornata di studio AIM Politecnico di Piacenza 20 aprile

2 INDICE 1. Introduzione e scopo della tempra in stampo 2. Descrizione del processo 3. Caratteristiche del raffreddamento 4. Caratteristiche delle attrezzature 5. Controllo delle capacità del processo e risultati ottenibili 6. Prassi operativa del rapporto committente fornitore del T.T. 7. Conclusioni 22

3 1. Introduzione e scopo della tempra in stampo 3

4 Una premessa relativa alle cinque Aziende che compongono il Gruppo PROTERM specializzato in tutti i settori del trattamento termico e termochimico per lavorazioni conto terzi. Tra queste aziende Proterm e Sitfa eseguono da circa 20 anni la prima e da 10 anni la seconda la Tempra in Stampo che ricopre una parte significativa del fatturato. Riportiamo in questo lavoro alcuni aspetti significativi delle esperienze acquisite. La fase di tempra nell operazione di TT praticata sugli organi meccanici genera delle deformazioni che si presentano non in forma sistematica e sempre prevedibile ma spesso in modi diversi e dispersivi. Tali fenomeni, molto dannosi per il montaggio e il funzionamento degli organi meccanici stessi, sono originati da un insieme di concause che comprendono il tipo di acciaio utilizzati, la trasformazione a caldo o freddo(stampaggio) a cui vengono sottoposti, i trattamenti termici preliminari, i cicli di lavorazione utilizzati e le forme geometriche(variazioni di sezione) possibili. Tali deformazioni possono essere definite come ovalizzazioni di fori, sbandamenti di piani e ortogonalità tra gli stessi, allargamenti o restringimenti ecc.. Le distorsioni o deformazioni rappresentano sicuramente il problema più grave che può manifestarsi a seguito di un trattamento termico. Con il termine distorsione si intende, generalmente, una deformazione permanente per un particolare meccanico. Le cause che possono generare deformazioni si possono così riassumere: -tensioni interne residue causate da lavorazioni a freddo che tendono ad incrudire il materiale; -disposizione delle fibre in fase di stampaggio o parametri dello stesso; -variazioni di dimensioni dovute alle variazioni di temperatura(dilatazioni e contrazioni) ed a causa della variazione di struttura; -variazioni di forma durante il riscaldamento e il raffreddamento. La variazione della velocità di raffreddamento è la causa principale delle distorsioni ed è pertanto l aspetto sul quale si vuole intervenire con la tempra in pressa senza comunque dimenticare che anche gli altri aspetti, sopra descritti, vanno considerati per limitarne comunque gli effetti negativi che anche con la tempra in pressa no si possono eliminare completamente. Allo scopo di governare questi tipi di deformazioni-distorsioni nella fase di tempra e preservare quindi le caratteristiche geometriche dei vari organi meccanici,si è sviluppata la tecnologia della tempra in pressa o comunque di una tempra effettuata con l aiuto di uno stampo che controlli, se non tutti, almeno le quote funzionali per il corretto utilizzo del particolare meccanico. La tempra in spina o pressa viene eseguita su pezzi che hanno particolare configurazione geometrica e quindi necessitano di contenere le deformazioni causate dalle tensioni di tempra. Questa tecnologia, per ottenere risultati apprezzabili, richiede che i pezzi vengano costruiti tenendo conto non solo delle tolleranze funzionali previste dal disegno costruttivo, ma anche delle tolleranze necessarie per le superfici di riferimento delle attrezzature di tempra. Pertanto la qualità del risultato di questo tipo di tempra,oltre che dai parametri di T.T., dalla precisione delle attrezzature e della macchina, dipende anche dal grado di precisione e costanza dei riferimenti cui ci si affida, ottenuti all atto della costruzione. 4

5 Gruppo Proterm 5
6 6
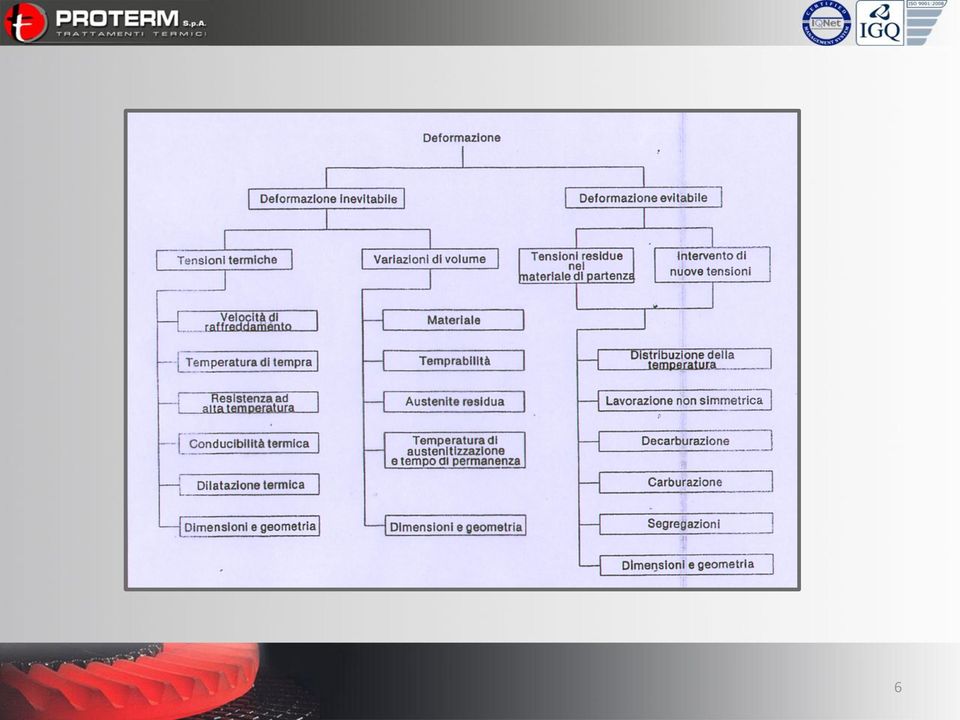
7 DEFORMAZIONI CONCAUSE Progetto (forma geometrica) Tipo di acciaio utilizzato Trasformazione e lavorazione a caldo/freddo T.T. preliminari Cicli di lavorazione meccanica T.T. Finali drasticità del mezzo di tempra modalità di esecuzione della tempra composizione chimica e condizioni superficiali 7

8 TENSIONI RESIDUE Tensioni termiche dovute alla diversa velocità di raffreddamento tra regioni interne ed esterne Tensioni di trasformazione dovute ai diversi volumi specifici che competono alle strutture deformate 8

9 Variazione della forma dovute a tensioni termiche 9

10 VARIAZIONI DI VOLUME dovute alle variazioni di fasi passaggio da Austenite a Martensite Δ V/V ~ 4,2% passaggio da Austenite a Bainite Δ V/V ~ 3,2% VARIAZIONI DI FORMA dovute a tensioni interne che si generano dopo T.T. e portano a deformazioni sia nel campo elastico che plastico. DISTORSIONE combinazione di variazione di forma e di volume 10

11 2. Descrizione del processo 11
12 La tempra sotto pressa è una fase del TT che, in funzione del tipo di acciaio, viene eseguita direttamente o dopo la fase di cementazione, che prevede il riscaldamento alla temperatura di austenitizzazione ( C) per un tempo adeguato per la completa omogeneizzazione in funzione della sezione, in un forno che garantisca l equilibrio della % di Carbonio ( )con l acciaio utilizzato ed una tempra in olio. La tempra, per limitare le deformazioni dimensionali, viene eseguita con il supporto di uno stampo che può controllare le superfici più critiche per il funzionale utilizzo dell organo meccanico. In particolare parleremo di spina per contenere ovalizzazioni e/o restringimenti di fori e attrezzature composte per contenere deformazioni di piani di corone coniche o epicicloidali la loro ortogonalità con il foro di centraggio e la relativa geometria dello stesso. I forni solitamente utilizzati possono essere a tunnel o rotativi in atmosfera controllata che garantisce l equilibrio del carbonio superficiale del pezzo. Per profondità di cementazione relativamente contenuta si può prevedere la fase di cementazione direttamente in tali forni durante il passaggio per raggiungere la temperatura di austenitizzazione e di tempra 12

13 Rulliera carico di forno a rulli per Tempra in Pressa 13

14 Entrata in forno 14

15 Uscita Forno 15

16 Uscita dopo Tempra in Pressa 16

17 Linee di passaggio olio stampo dopo la Tempra in Pressa 17

18 18
19 Rulliera di carico per la Tempra in Spina 19

20 Uscita pezzi forno Tempra in Spina 20

21 Presa con portale per posizionamento pezzi su spina 21
22 Posizionamento pezzi su spina 22
23 Layout forno Tempra in Spina 23
24 3. Caratteristiche del raffreddamento 24
25 E importante introdurre, tra gli altri aspetti tecnici, il potere di raffreddamento ( drasticità di tempra) e di quello temprante (severità di tempra)che sono proprietà fondamentali per il conseguimento dei risultati metallurgici e volendo anche dimensionali. Le leggi di raffreddamento di un pezzo sottoposto a tempra dipendono largamente dalla drasticità e di conseguenza sono dipendenti le trasformazioni metallurgiche che conducono alle caratteristiche di qualità del particolare temprato e si possono cosi sintetizzare: stesse modalità di raffreddamento = stessa struttura = stessa durezza = stesse caratteristiche geometriche. E pertanto evidente la differenza tra la tempra libera di un pezzo inserito in una carica di un forno industriale che per quanto omogeneo possa essere il modo di bagnabilità, di riciclo e agitazione del mezzo di raffreddamento non sarà mai paragonabile al sistema di raffreddamento di un singolo pezzo con il convogliamento dell olio dato dallo stampo. Infatti l agitazione del bagno è uno dei fattori che più influenzano le proprietà raffreddanti di un olio e quindi avere la possibilità di rinnovare continuamente il liquido che lambisce la superficie dei pezzi assicura uno scambio termico adeguato tra i pezzi e il fluido. Effettuare un raffreddamento uniforme garantisce di evitare zone tenere e deformazioni nella fase critica di convenzione del calore. Un aumento della temperatura del bagno diminuirebbe essenzialmente la velocità di raffreddamento durante la fase di convezione riducendo pertanto il gradiente termico tra il pezzo ed il bagno, poiché questo è il campo di temperature in cui si ha trasformazione in martensite (con aumento di volume), le deformazioni in larga misura dovute al gradiente termico all interno del pezzo avranno una minore incidenza. Possiamo pertanto affermare che con l operazione di tempra in pressa abbiamo: -il rinnovo continuo del liquido che lambisce la superficie del pezzo e ciò assicura uno scambio termico adeguato tra i pezzi e il fluido; -un raffreddamento uniforme per evitare la presenza di zone tenere e le deformazioni dovute a tensioni per disuniformità nella fase finale della convezione; -una gestione più controllata delle caratteristiche di temperatura, di agitazione e delle condizioni operative dell olio. 25
26 Flussi dell olio all interno dello stampo Pressore interno Flusso olio Pezzo Pressore esterno Espansore 26
27 CARATTERISTICHE DI RAFFREDDAMENTO Potere di raffreddamento (drasticità di tempra) Potere temprante (severità di tempra) conseguimento dei risultati metallurgici Stesso raffreddamento = Stessa struttura = Stessa durezza = Stesse caratteristiche geometriche 27
28 TEMPRA LIBERA Omogeneità di bagnabilità in una carica di un forno industriale. TEMPRA IN STAMPO Convogliamento dell olio dato dallo stampo. AGITAZIONE DEL BAGNO Influenza le proprietà raffreddanti di un olio. Rinnovare il liquido che lambisce la superficie del pezzo. 28
29 4. Caratteristiche delle attrezzature 29
30 Il concetto dell attrezzatura per la tempra in stampo è l aspetto principale per la riuscita dell operazione. A questo scopo è importante individuare i riferimenti precisi nella costruzione del manufatto da utilizzare poi per la costruzione dell attrezzatura di contenimento. La tempra in pressa solitamente utilizza tre funzioni denominate: -espansore o pressore centrale utilizzato per il controllo o contenimento dei fori centrali come nelle corone coniche o epicicloidali ; -pressore interno utilizzato solitamente per il controllo del piano; -pressore esterno utilizzato per il controllo del diametro esterno del pezzo o di una parte di piano su cui agire con pressione diversa rispetto al pressore interno. L attrezzatura per la tempra in spina è solitamente un tampone calibrato, anche a più diametri, che contiene semplicemente i vari diametri dei fori. Tali componenti devono pertanto copiare in maniera fedele la geometria del manufatto che deve essere, per queste quote anche se non direttamente interessate al funzionamento dello stesso, tollerate in modo preciso e ripetitivo. Altro aspetto fondamentale da considerare nella costruzione dell attrezzatura è il passaggio dell olio e il flusso che questo deve avere per lambire in modo regolare e il più uniforme possibile tutte le superfici del pezzo stesso. 30
31 Sezione di stampo per pressa composto 31
32 Complessivo corona conica 32
33 Complessivo corona epicicloidale 33
34 Schema sequenza tempra in spina 34
35 35
36 36
37 5. Controllo delle capacità del processo e risultati ottenibili 37
38 La tecnologia della tempra in stampo è una delle poche che nel trattamento termico può, in qualche modo, essere paragonata alle lavorazioni meccaniche su macchina utensile. Ciò in quanto, a differenza dei normali processi industriali di TT in cui la carica di un forno è composta da in numero significativo di pezzi, in questo caso si procede alla tempra di un pezzo per volta con la possibilità di intervenire sui parametri di lavoro dopo il controllo di ogni singolo pezzo. A questo scopo si prevede il settaggio dei parametri termici del forno (temperatura, tempo, composizione atmosfera) per gli aspetti metallurgici e quelli della macchina di tempra (pressioni di spinta sullo stampo, pulsazioni, tempi e temperature del raffreddamento) per gli aspetti dimensionali/metallurgici ad ogni inizio produzione con specifico benestare del responsabile della lavorazione e una pianificazione della cadenza dei controlli di produzione dettate da: -dati storici e capacità del processo rilevate, -dalla specifica difficoltà del pezzo stesso, -da specifiche richieste del cliente. La richiesta dei risultati dimensionali, oltre che metallurgici, sempre più ripetibili e precisi da parte di settori produttivi quali l automotive, il ferroviario, ecc.. ha portato ad applicare al processo della tempra in stampo tutte le metodologie di controllo del processo dell automotive stesso quali: -piani di controllo, -analisi e misura dei potenziali difetti (FMEA), -misura della capacità del processo e prodotto (Cp, Cpk) sulle caratteristiche critiche, -raccolta di dati statistici. Per ottenere tutto questo si devono eseguire controlli sul processo pianificati ed eseguiti in modo sistematico e documentato sia sugli impianti che sui prodotti e garantire comunque una efficienza degli impianti (manutenzione preventiva e di qualifica degli impianti stessi) indispensabili per garantire i risultati richiesti. L addestramento del personale su questi aspetti procedurali e il monitoraggio costante del processo con controllo dei parametri e dei risultati ottenuti sono la condizione necessaria per ottenere i potenziali risultati che la tempra in stampo può portare. 38
39 CONTROLLI DI PROCESSO Scheda tecnica di produzione Avviamento e approvazione della produzione Scheda controlli processo Verifica efficienza attrezzatura 39
40 Scheda tecnica di produzione 40
41 41
42 42
43 43
44 44
45 45
46 46
47 47
48 48
49 CONTROLLI DI PRODUZIONE Collaudo di produzione (control plan) Scheda controlli di produzione dimensionali Controlli Metallurgici 49
50 50
51 Controllo metallurgico eseguito su Corona Conica temprata in pressa dopo cementazione prof. 2,3 mm. 14 µ 13 µ Dopo attacco nital 1% x500 Dopo attacco nital 1% x200 Valutazione dell ossidazione superficiale e delle bainiti di superficie in prossimità del raggio di raccordo di fondo dente 51
52 Controllo metallurgico eseguito su Corona Conica temprata in pressa dopo cementazione prof. 2,3 mm. Zona superficiale: Martensite rinvenuta e tracce di austenite residua Cuore base dente: Martensite e tracce Bainite 52
53 6. Prassi operativa del rapporto committente fornitore del T.T. 53
54 L utilizzo della tempra in stampo mette in evidenza la necessità di un approccio corretto tra il progettista o comunque il committente e chi esegue il T.T. per ottenere i potenziali risultati che tale tecnologia può esprimere. Risulta quindi necessario un rapporto stretto tra chi progetta e studia il ciclo di lavoro e chi esegue il T.T. in quanto la costruzione di attrezzature, solitamente specifiche per ogni figura, richiede la conoscenza degli aspetti funzionali (noti all utilizzatore/progettista) e delle quote di riferimento per la macchina da utilizzare per la costruzione dell attrezzatura (note al trattamenti sta). In questo contesto non deve sfuggire l aspetto economico, legato alla necessità di confrontare costi di costruzione di attrezzature, maggiori costi di esecuzione del TT con i risultati qualitativi finali ottenibili. Tali valutazioni vanno eseguite in funzione del numero dei pezzi totale da costruire, il numero minimo per lotto produttivo ed eventuali selezioni e controlli finali e percentuali di scarto ammesse. Diventa quindi più che mai necessaria la definizione di una specifica tecnica da definire al momento dell ordine che indichi le caratteristiche metallurgiche e dimensionali richieste, eventuali controlli specifici nella fase di processo e di collaudo e la documentazione finale richiesta che può comprendere certificati metallurgici, dimensionali, di capacità di processo con la misura del Cp, piani di campionamento e di approvazione del prodotto. 54
55 APPROCCIO Approccio tra progettista e chi ESEGUE il T.T. Valutazione economica costi diretti del T.T. e costi operazioni finali (rettifica selezioni scarti) Definizione specifica Tecnica Definizione dei controlli di processo e collaudi finali 55
56 CERTIFICATO COLLAUDO FINALE (Da definire nell ordine) Documenti di valutazione capacità di processo (Cp - Cpk) Scheda di controlli dimensionali Certificato controllo metallurgico 56
57 57
58 58
59 59
60 60
61 61
62 62
63 7. Conclusioni 63
64 Il fenomeno delle deformazioni durante la cementazione e la tempra, come dimostrano diversi studi fatti ed in particolare un recente studio dell AGMA eseguito con il metodo French, è senz altro influenzato dal grezzo di partenza, dai trattamenti preliminari e dalle sollecitazioni residue delle lavorazioni meccaniche. La conseguenza è che la distorsione dimensionale può essere introdotta già prima del processo finale e quindi non sempre può essere prevedibile e quantificabile nell ultima fase che già per le sue caratteristiche intrinseche di trasformazione strutturale comporta. Pertanto l esecuzione della tempra in stampo,se non è stata preventivamente pianificata, non è detto che possa garantire i risultati richiesti o eventualmente ottenibili con un corretto approccio. E quindi fondamentale prevede un confronto tra i vari attori del processo di fabbricazione del prodotto prima della stesura definitiva del ciclo di lavorazione, al fine di fissare i giusti parametri di riferimento ed i limiti di deformazione accettabili. E altrettanto ovvio che per garantire risultati ripetitivi e qualitativamente migliori si debba adottare la tecnologia della tempra in stampo che comporta si un aumento dei costi e dei tempi di attraversamento in fase finale di T.T. ma a vantaggio di una riduzione degli scarti e di immagine nella fase finale di utilizzo. E altrettanto vero che il costo delle attrezzature e di eventuali automatismi per migliorare la produttività della tempra in stampo, avranno un incidenza proporzionale, per il loro ammortamento, al numero dei pezzi per lotto produttivo e per numero complessivo e durata della produzione. Lo stato dell arte attuale della tempra in stampo permette quindi di ottenere dei risultati metallurgici validi grazie alla tecnologia dei forni di riscaldo con controllo dell atmosfera( contenimento dell ossidazione e delle bainiti di superficie, buona ed omogenea trasformazione strutturale sia a cuore che in superficie) ed un contenimento delle deformazioni che permettono di soddisfare richieste di clienti esigenti e che rientrano nelle capacità di processo (Cp e Cpk) previste dalle più impegnative specifiche di riferimento del settore automotive. 64
65 CONCLUSIONE La somma di eventuali anomalie e/o errori nelle fasi di lavorazione si evidenziano nel T.T. finale Il contenimento delle deformazioni si può contenere con la Tempra in Stampo se questa viene valutata in fase di definizione del progetto. Importanza della definizione tra le parti, all atto dell ordine, del ciclo di lavoro e delle specifiche tecniche richieste 65
66 La Tempra in Stampo pertanto comporta: riproducibilità dei risultati a) dimensionali b) metallurgici migliore qualità finale del prodotto contenimento e definizione delle deformazioni Riduzione dei costi per selezione scarti a pezzi finiti Maggiori costi di T.T. in quanto per ottenere buoni risultati è necessario costruire attrezzature specifiche per singolo particolare 66
TRATTAMENTI TERMICI IMPORTANZA DI ESEGUIRE IL TRATTAMENTO TERMICO NEL MOMENTO OPPORTUNO DEL PROCESSO DI REALIZZAZIONE DEL PEZZO
 TRATTAMENTI TERMICI IL TRATTAMENTO TERMICO CONSISTE IN UN CICLO TERMICO CHE SERVE A MODIFICARE LA STRUTTURA DEL MATERIALE PER LA VARIAZIONE DELLE SUE CARATTERISTICHE MECCANICHE: RESISTENZA DEFORMABILITA
TRATTAMENTI TERMICI IL TRATTAMENTO TERMICO CONSISTE IN UN CICLO TERMICO CHE SERVE A MODIFICARE LA STRUTTURA DEL MATERIALE PER LA VARIAZIONE DELLE SUE CARATTERISTICHE MECCANICHE: RESISTENZA DEFORMABILITA
Lezione 11 Trattamenti termici
 Lezione 11 Gerardus Janszen Dipartimento di Tel 02 2399 8366 [email protected] . IL TRATTAMENTO TERMICO CONSISTE IN UN CICLO TERMICO CHE SERVE A MODIFICARE LA STRUTTURA DEL MATERIALE PER LA VARIAZIONE
Lezione 11 Gerardus Janszen Dipartimento di Tel 02 2399 8366 [email protected] . IL TRATTAMENTO TERMICO CONSISTE IN UN CICLO TERMICO CHE SERVE A MODIFICARE LA STRUTTURA DEL MATERIALE PER LA VARIAZIONE
SCHEMA 0 STORIA. Schema certificativo CP003 0.1 DOCUMENTI ESTERNI DI RIFERIMENTO
 SCHEMA per la certificazione del controllo della produzione in fabbrica ai fini della marcatura CE dei prodotti laminati a caldo di acciai per impieghi strutturali di cui alla norma UNI EN 10025-1, edizione
SCHEMA per la certificazione del controllo della produzione in fabbrica ai fini della marcatura CE dei prodotti laminati a caldo di acciai per impieghi strutturali di cui alla norma UNI EN 10025-1, edizione
CAPACITÀ DI PROCESSO (PROCESS CAPABILITY)
") CICLO DI LEZIONI per Progetto e Gestione della Qualità Facoltà di Ingegneria CAPACITÀ DI PROCESSO (PROCESS CAPABILITY) Carlo Noè Università Carlo Cattaneo e-mail: [email protected] 1 CAPACITÀ DI PROCESSO Il
CICLO DI LEZIONI per Progetto e Gestione della Qualità Facoltà di Ingegneria CAPACITÀ DI PROCESSO (PROCESS CAPABILITY) Carlo Noè Università Carlo Cattaneo e-mail: [email protected] 1 CAPACITÀ DI PROCESSO Il
SCHEMA 0 STORIA. Schema certificativo CP004 0.1 DOCUMENTI ESTERNI DI RIFERIMENTO
 SCHEMA per la certificazione del controllo della produzione in fabbrica ai fini della marcatura CE dei profilati cavi di acciai non legati e a grano fine per impieghi strutturali di cui alle norme UNI
SCHEMA per la certificazione del controllo della produzione in fabbrica ai fini della marcatura CE dei profilati cavi di acciai non legati e a grano fine per impieghi strutturali di cui alle norme UNI
La Qualità il Controllo ed il Collaudo della macchina utensile. Dr. Giacomo Gelmi
 La Qualità il Controllo ed il Collaudo della macchina utensile Dr. Giacomo Gelmi Che cosa è una macchina utensile? E uno spazio fisico in cui si collocano, sostenuti da adeguate strutture ed in posizioni
La Qualità il Controllo ed il Collaudo della macchina utensile Dr. Giacomo Gelmi Che cosa è una macchina utensile? E uno spazio fisico in cui si collocano, sostenuti da adeguate strutture ed in posizioni
Norme per l organizzazione - ISO serie 9000
 Norme per l organizzazione - ISO serie 9000 Le norme cosiddette organizzative definiscono le caratteristiche ed i requisiti che sono stati definiti come necessari e qualificanti per le organizzazioni al
Norme per l organizzazione - ISO serie 9000 Le norme cosiddette organizzative definiscono le caratteristiche ed i requisiti che sono stati definiti come necessari e qualificanti per le organizzazioni al
I processi di tempra sono condotti sul manufatto finito per generare sforzi residui di compressione in superficie. Vengono sfruttate allo scopo
 I processi di tempra sono condotti sul manufatto finito per generare sforzi residui di compressione in superficie. Vengono sfruttate allo scopo diverse metodologie. 1 La tempra termica (o fisica) si basa
I processi di tempra sono condotti sul manufatto finito per generare sforzi residui di compressione in superficie. Vengono sfruttate allo scopo diverse metodologie. 1 La tempra termica (o fisica) si basa
MANUALE DELLA QUALITÀ Pag. 1 di 6
 MANUALE DELLA QUALITÀ Pag. 1 di 6 INDICE GESTIONE DELLE RISORSE Messa a disposizione delle risorse Competenza, consapevolezza, addestramento Infrastrutture Ambiente di lavoro MANUALE DELLA QUALITÀ Pag.
MANUALE DELLA QUALITÀ Pag. 1 di 6 INDICE GESTIONE DELLE RISORSE Messa a disposizione delle risorse Competenza, consapevolezza, addestramento Infrastrutture Ambiente di lavoro MANUALE DELLA QUALITÀ Pag.
La gestione manageriale dei progetti
 PROGETTAZIONE Pianificazione, programmazione temporale, gestione delle risorse umane: l organizzazione generale del progetto Dimitri Grigoriadis La gestione manageriale dei progetti Per organizzare il
PROGETTAZIONE Pianificazione, programmazione temporale, gestione delle risorse umane: l organizzazione generale del progetto Dimitri Grigoriadis La gestione manageriale dei progetti Per organizzare il
Rapidamente al grado esatto Tarature di temperatura con strumenti portatili: una soluzione ideale per il risparmio dei costi
 Rapidamente al grado esatto Tarature di temperatura con strumenti portatili: una soluzione ideale per il risparmio dei costi Gli strumenti per la misura di temperatura negli impianti industriali sono soggetti
Rapidamente al grado esatto Tarature di temperatura con strumenti portatili: una soluzione ideale per il risparmio dei costi Gli strumenti per la misura di temperatura negli impianti industriali sono soggetti
I modelli normativi. I modelli per l eccellenza. I modelli di gestione per la qualità. ! I modelli normativi. ! I modelli per l eccellenza
 1 I modelli di gestione per la qualità I modelli normativi I modelli per l eccellenza Entrambi i modelli si basano sull applicazione degli otto principi del TQM 2 I modelli normativi I modelli normativi
1 I modelli di gestione per la qualità I modelli normativi I modelli per l eccellenza Entrambi i modelli si basano sull applicazione degli otto principi del TQM 2 I modelli normativi I modelli normativi
MService La soluzione per ottimizzare le prestazioni dell impianto
 MService La soluzione per ottimizzare le prestazioni dell impianto Il segreto del successo di un azienda sta nel tenere sotto controllo lo stato di salute delle apparecchiature degli impianti. Dati industriali
MService La soluzione per ottimizzare le prestazioni dell impianto Il segreto del successo di un azienda sta nel tenere sotto controllo lo stato di salute delle apparecchiature degli impianti. Dati industriali
Anno 2014. Rapporto ambientale
 Anno 2014 Rapporto ambientale 1 ANNO 2014 Nell anno 2005 la SITI TARGHE S.r.l. ha ottenuto la certificazione ambientale secondo la norma internazionale ISO 14001:2004, rinnovata nel 2008, nel 2011 e nel
Anno 2014 Rapporto ambientale 1 ANNO 2014 Nell anno 2005 la SITI TARGHE S.r.l. ha ottenuto la certificazione ambientale secondo la norma internazionale ISO 14001:2004, rinnovata nel 2008, nel 2011 e nel
Acciaio per lavorazioni a caldo
 Acciaio per lavorazioni a caldo Generalità BeyLos 2329 è un acciaio legato progettato per la realizzazione di matrici, stampi o punzoni o altri particolari che devono lavorare a temperature elevate. I
Acciaio per lavorazioni a caldo Generalità BeyLos 2329 è un acciaio legato progettato per la realizzazione di matrici, stampi o punzoni o altri particolari che devono lavorare a temperature elevate. I
Prevenzione e protezione incendi nelle attività industriali
 Prevenzione e protezione incendi nelle attività industriali Scopo della prevenzione incendi è il conseguimento della sicurezza contro gli incendi mediante la determinazione degli strumenti idonei ad ottenere:
Prevenzione e protezione incendi nelle attività industriali Scopo della prevenzione incendi è il conseguimento della sicurezza contro gli incendi mediante la determinazione degli strumenti idonei ad ottenere:
Gestione Turni. Introduzione
 Gestione Turni Introduzione La gestione dei turni di lavoro si rende necessaria quando, per garantire la continuità del servizio di una determinata struttura, è necessario che tutto il personale afferente
Gestione Turni Introduzione La gestione dei turni di lavoro si rende necessaria quando, per garantire la continuità del servizio di una determinata struttura, è necessario che tutto il personale afferente
Codice Ambientale. Scopo e campo di applicazione. Definizioni
 Codice Ambientale Scopo e campo di applicazione Il presente documento, regola le norme che il personale della Società Nava deve rispettare nell esecuzione dei servizi di pulizia in merito alle modalità
Codice Ambientale Scopo e campo di applicazione Il presente documento, regola le norme che il personale della Società Nava deve rispettare nell esecuzione dei servizi di pulizia in merito alle modalità
PASSAGGIO ALLA ISO 9000:2000 LA GESTIONE DELLE PICCOLE AZIENDE IN OTTICA VISION
 PASSAGGIO ALLA ISO 9000:2000 LA GESTIONE DELLE PICCOLE AZIENDE IN OTTICA VISION PIETRO REMONTI 1 2 APPROCCIO BASATO SUI PROCESSI UN RISULTATO DESIDERATO È OTTENUTO IN MODO PIÙ EFFICACE SE RISORSE E ATTIVITÀ
PASSAGGIO ALLA ISO 9000:2000 LA GESTIONE DELLE PICCOLE AZIENDE IN OTTICA VISION PIETRO REMONTI 1 2 APPROCCIO BASATO SUI PROCESSI UN RISULTATO DESIDERATO È OTTENUTO IN MODO PIÙ EFFICACE SE RISORSE E ATTIVITÀ
03. Il Modello Gestionale per Processi
 03. Il Modello Gestionale per Processi Gli aspetti strutturali (vale a dire l organigramma e la descrizione delle funzioni, ruoli e responsabilità) da soli non bastano per gestire la performance; l organigramma
03. Il Modello Gestionale per Processi Gli aspetti strutturali (vale a dire l organigramma e la descrizione delle funzioni, ruoli e responsabilità) da soli non bastano per gestire la performance; l organigramma
UNI EN ISO 9001:2008 Sistemi di Gestione per la Qualità: requisiti e guida per l uso
 SORVEGLIANZA E CERTIFICAZIONI UNI EN ISO 9001:2008 Sistemi di Gestione per la Qualità: requisiti e guida per l uso Pagina 1 di 10 INTRODUZIONE La Norma UNI EN ISO 9001:2008 fa parte delle norme Internazionali
SORVEGLIANZA E CERTIFICAZIONI UNI EN ISO 9001:2008 Sistemi di Gestione per la Qualità: requisiti e guida per l uso Pagina 1 di 10 INTRODUZIONE La Norma UNI EN ISO 9001:2008 fa parte delle norme Internazionali
SVILUPPO, CERTIFICAZIONE E MIGLIORAMENTO DEL SISTEMA DI GESTIONE PER LA SICUREZZA SECONDO LA NORMA BS OHSAS 18001:2007
 Progettazione ed erogazione di servizi di consulenza e formazione M&IT Consulting s.r.l. Via Longhi 14/a 40128 Bologna tel. 051 6313773 - fax. 051 4154298 www.mitconsulting.it [email protected] SVILUPPO,
Progettazione ed erogazione di servizi di consulenza e formazione M&IT Consulting s.r.l. Via Longhi 14/a 40128 Bologna tel. 051 6313773 - fax. 051 4154298 www.mitconsulting.it [email protected] SVILUPPO,
della manutenzione, includa i requisiti relativi ai sottosistemi strutturali all interno del loro contesto operativo.
 L 320/8 Gazzetta ufficiale dell Unione europea IT 17.11.2012 REGOLAMENTO (UE) N. 1078/2012 DELLA COMMISSIONE del 16 novembre 2012 relativo a un metodo di sicurezza comune per il monitoraggio che devono
L 320/8 Gazzetta ufficiale dell Unione europea IT 17.11.2012 REGOLAMENTO (UE) N. 1078/2012 DELLA COMMISSIONE del 16 novembre 2012 relativo a un metodo di sicurezza comune per il monitoraggio che devono
La manutenzione come elemento di garanzia della sicurezza di macchine e impianti
 La manutenzione come elemento di garanzia della sicurezza di macchine e impianti Alessandro Mazzeranghi, Rossano Rossetti MECQ S.r.l. Quanto è importante la manutenzione negli ambienti di lavoro? E cosa
La manutenzione come elemento di garanzia della sicurezza di macchine e impianti Alessandro Mazzeranghi, Rossano Rossetti MECQ S.r.l. Quanto è importante la manutenzione negli ambienti di lavoro? E cosa
società specializzata nei trattamenti termici degli acciai
 società specializzata nei trattamenti termici degli acciai >>con i nostri clienti come nel nostro lavoro ci piace andare fino in fondo, al cuore delle cose. PARTNERSHIP SUL PROGETTO DA100ANNI EVOLUZIONE
società specializzata nei trattamenti termici degli acciai >>con i nostri clienti come nel nostro lavoro ci piace andare fino in fondo, al cuore delle cose. PARTNERSHIP SUL PROGETTO DA100ANNI EVOLUZIONE
La norma ISO 9001:08 ha apportato modifiche alla normativa precedente in
 La norma ISO 9001:08 ha apportato modifiche alla normativa precedente in base alle necessità di chiarezza emerse nell utilizzo della precedente versione e per meglio armonizzarla con la ISO 14001:04. Elemento
La norma ISO 9001:08 ha apportato modifiche alla normativa precedente in base alle necessità di chiarezza emerse nell utilizzo della precedente versione e per meglio armonizzarla con la ISO 14001:04. Elemento
PROCEDURA DELLA QUALITÀ
 Pagina 1 di 8 PROCEDURA DELLA QUALITÀ GESTIONE DEL PRODOTTO NON CONFORME INDICE 1. SCOPO E CAMPO DI APPLICAZIONE 2. PROCEDURE E ISTRUZIONI OPERATIVE COLLEGATE 3. DEFINIZIONI E ABBREVIAZIONI 4. MODALITA
Pagina 1 di 8 PROCEDURA DELLA QUALITÀ GESTIONE DEL PRODOTTO NON CONFORME INDICE 1. SCOPO E CAMPO DI APPLICAZIONE 2. PROCEDURE E ISTRUZIONI OPERATIVE COLLEGATE 3. DEFINIZIONI E ABBREVIAZIONI 4. MODALITA
Analisi e diagramma di Pareto
 Analisi e diagramma di Pareto L'analisi di Pareto è una metodologia statistica utilizzata per individuare i problemi più rilevanti nella situazione in esame e quindi le priorità di intervento. L'obiettivo
Analisi e diagramma di Pareto L'analisi di Pareto è una metodologia statistica utilizzata per individuare i problemi più rilevanti nella situazione in esame e quindi le priorità di intervento. L'obiettivo
Materiali, Sviluppo, Soluzioni. Prodotti di Molibdeno per la industria del vetro
 Materiali, Sviluppo, Soluzioni Prodotti di Molibdeno per la industria del vetro H.C. Starck, Molibdeno Materiali come il molibdeno e il tungsteno, sono vitali per le applicazioni di fusione, omogeneizzazione
Materiali, Sviluppo, Soluzioni Prodotti di Molibdeno per la industria del vetro H.C. Starck, Molibdeno Materiali come il molibdeno e il tungsteno, sono vitali per le applicazioni di fusione, omogeneizzazione
ISO 9000:2000 Assicurazione della qualità Parte della gestione per la qualità mirata a dare fiducia che i requisiti per la qualità saranno
 ISO 9000:2000 Assicurazione della qualità Parte della gestione per la qualità mirata a dare fiducia che i requisiti per la qualità saranno soddisfatti. Azione correttiva Azione per eliminare la causa di
ISO 9000:2000 Assicurazione della qualità Parte della gestione per la qualità mirata a dare fiducia che i requisiti per la qualità saranno soddisfatti. Azione correttiva Azione per eliminare la causa di
RIDURRE I COSTI ENERGETICI!
 Otto sono le azioni indipendenti per raggiungere un unico obiettivo: RIDURRE I COSTI ENERGETICI! www.consulenzaenergetica.it 1 Controllo fatture Per gli utenti che sono o meno nel mercato libero il controllo
Otto sono le azioni indipendenti per raggiungere un unico obiettivo: RIDURRE I COSTI ENERGETICI! www.consulenzaenergetica.it 1 Controllo fatture Per gli utenti che sono o meno nel mercato libero il controllo
RAPPORTO DI PROVA Venezia,. Foglio n. 1 di 7. Protocollo: Luogo e Data della prova: Richiedente: Materiale testato:
 Foglio n. 1 di 7 Protocollo: Luogo e Data della prova: Mestre, Richiedente: Materiale testato: Prova eseguita: Conducibilità termica Riferimento Normativo: UNI EN 12667 DESCRIZIONE DEL CAMPIONE SOTTOPOSTO
Foglio n. 1 di 7 Protocollo: Luogo e Data della prova: Mestre, Richiedente: Materiale testato: Prova eseguita: Conducibilità termica Riferimento Normativo: UNI EN 12667 DESCRIZIONE DEL CAMPIONE SOTTOPOSTO
SPC e distribuzione normale con Access
 SPC e distribuzione normale con Access In questo articolo esamineremo una applicazione Access per il calcolo e la rappresentazione grafica della distribuzione normale, collegata con tabelle di Clienti,
SPC e distribuzione normale con Access In questo articolo esamineremo una applicazione Access per il calcolo e la rappresentazione grafica della distribuzione normale, collegata con tabelle di Clienti,
CHE COSA CAMBIA CON LA NUOVA NORMA EUROPEA PER PROFILI IN PVC UNI EN 12608
 COSTRUIRE SERRAMENTI IN PVC CHE COSA CAMBIA CON LA NUOVA NORMA EUROPEA PER PROFILI IN PVC UNI EN 12608 1 La norma europea rivolta alla definizione delle caratteristiche dei profili in PVC per finestre
COSTRUIRE SERRAMENTI IN PVC CHE COSA CAMBIA CON LA NUOVA NORMA EUROPEA PER PROFILI IN PVC UNI EN 12608 1 La norma europea rivolta alla definizione delle caratteristiche dei profili in PVC per finestre
BOX FREE. La gestione avanzata della cartotecnica
 BOX FREE La gestione avanzata della cartotecnica BOX FREE Ambito applicativo Soluzione specifica per la gestione dell area produttiva in Aziende che producono imballi in cartone ondulato, astucci, espositori
BOX FREE La gestione avanzata della cartotecnica BOX FREE Ambito applicativo Soluzione specifica per la gestione dell area produttiva in Aziende che producono imballi in cartone ondulato, astucci, espositori
PO 01 Rev. 0. Azienda S.p.A.
 INDICE 1 GENERALITA... 2 2 RESPONSABILITA... 2 3 MODALITA DI GESTIONE DELLA... 2 3.1 DEI NEOASSUNTI... 3 3.2 MANSIONI SPECIFICHE... 4 3.3 PREPOSTI... 4 3.4 ALTRI INTERVENTI FORMATIVI... 4 3.5 DOCUMENTAZIONE
INDICE 1 GENERALITA... 2 2 RESPONSABILITA... 2 3 MODALITA DI GESTIONE DELLA... 2 3.1 DEI NEOASSUNTI... 3 3.2 MANSIONI SPECIFICHE... 4 3.3 PREPOSTI... 4 3.4 ALTRI INTERVENTI FORMATIVI... 4 3.5 DOCUMENTAZIONE
Automazione Industriale (scheduling+mms) scheduling+mms. [email protected]
 scheduling+mms. adacher@dia.uniroma3.it") Automazione Industriale (scheduling+mms) scheduling+mms [email protected] Introduzione Sistemi e Modelli Lo studio e l analisi di sistemi tramite una rappresentazione astratta o una sua formalizzazione
Automazione Industriale (scheduling+mms) scheduling+mms [email protected] Introduzione Sistemi e Modelli Lo studio e l analisi di sistemi tramite una rappresentazione astratta o una sua formalizzazione
Trattamenti termici degli acciai al carbonio
 Trattamenti termici Il trattamento termico è una lavorazione attuata mediante un ciclo termico, su un metallo o una sua lega, allo stato solido, al fine di variarne le proprietà e renderle adatte alla
Trattamenti termici Il trattamento termico è una lavorazione attuata mediante un ciclo termico, su un metallo o una sua lega, allo stato solido, al fine di variarne le proprietà e renderle adatte alla
PROJECT MANAGEMENT SERVIZI DI PROJECT MANAGEMENT DI ELEVATA PROFESSIONALITÀ
 PROJECT MANAGEMENT SERVIZI DI PROJECT MANAGEMENT DI ELEVATA PROFESSIONALITÀ SERVIZI DI PROJECT MANAGEMENT CENTRATE I VOSTRI OBIETTIVI LA MISSIONE In qualità di clienti Rockwell Automation, potete contare
PROJECT MANAGEMENT SERVIZI DI PROJECT MANAGEMENT DI ELEVATA PROFESSIONALITÀ SERVIZI DI PROJECT MANAGEMENT CENTRATE I VOSTRI OBIETTIVI LA MISSIONE In qualità di clienti Rockwell Automation, potete contare
Indice. pagina 2 di 10
 LEZIONE PROGETTAZIONE ORGANIZZATIVA DOTT.SSA ROSAMARIA D AMORE Indice PROGETTAZIONE ORGANIZZATIVA---------------------------------------------------------------------------------------- 3 LA STRUTTURA
LEZIONE PROGETTAZIONE ORGANIZZATIVA DOTT.SSA ROSAMARIA D AMORE Indice PROGETTAZIONE ORGANIZZATIVA---------------------------------------------------------------------------------------- 3 LA STRUTTURA
I Sistemi di Gestione Integrata Qualità, Ambiente e Sicurezza alla luce delle novità delle nuove edizioni delle norme ISO 9001 e 14001
 I Sistemi di Gestione Integrata Qualità, Ambiente e Sicurezza alla luce delle novità delle nuove edizioni delle norme ISO 9001 e 14001 Percorsi di ampliamento dei campi di applicazione gestiti in modo
I Sistemi di Gestione Integrata Qualità, Ambiente e Sicurezza alla luce delle novità delle nuove edizioni delle norme ISO 9001 e 14001 Percorsi di ampliamento dei campi di applicazione gestiti in modo
I contributi pubblici nello IAS 20
 I contributi pubblici nello IAS 20 di Paolo Moretti Il principio contabile internazionale IAS 20 fornisce le indicazioni in merito alle modalità di contabilizzazione ed informativa dei contributi pubblici,
I contributi pubblici nello IAS 20 di Paolo Moretti Il principio contabile internazionale IAS 20 fornisce le indicazioni in merito alle modalità di contabilizzazione ed informativa dei contributi pubblici,
I SISTEMI DI GESTIONE DELLA SICUREZZA
 I SISTEMI DI GESTIONE DELLA SICUREZZA ing. Davide Musiani Modena- Mercoledì 8 Ottobre 2008 L art. 30 del D.Lgs 81/08 suggerisce due modelli organizzativi e di controllo considerati idonei ad avere efficacia
I SISTEMI DI GESTIONE DELLA SICUREZZA ing. Davide Musiani Modena- Mercoledì 8 Ottobre 2008 L art. 30 del D.Lgs 81/08 suggerisce due modelli organizzativi e di controllo considerati idonei ad avere efficacia
LA REVISIONE LEGALE DEI CONTI La comprensione
 LA REVISIONE LEGALE DEI CONTI La comprensione dell impresa e del suo contesto e la valutazione dei rischi di errori significativi Ottobre 2013 Indice 1. La comprensione dell impresa e del suo contesto
LA REVISIONE LEGALE DEI CONTI La comprensione dell impresa e del suo contesto e la valutazione dei rischi di errori significativi Ottobre 2013 Indice 1. La comprensione dell impresa e del suo contesto
Manuale Sicurezza Duemilauno Agenzia Sociale
 Sorveglianza e misurazioni del SG S&SL Indice: 1.0 Scopo e Generalità 2.0 Identificazione delle aree/attività soggette al monitoraggio 3.0 Pianificazione ed esecuzione dei monitoraggi e delle misurazioni
Sorveglianza e misurazioni del SG S&SL Indice: 1.0 Scopo e Generalità 2.0 Identificazione delle aree/attività soggette al monitoraggio 3.0 Pianificazione ed esecuzione dei monitoraggi e delle misurazioni
GESTIONE DELLA PRODUZIONE
 25/02/2011 Pag. 1 di 5 GESTIONE DELLA PRODUZIONE 1. SCOPO... 2 2. APPLICABILITÀ... 2 3. DOCUMENTI DI RIFERIMENTO... 2 3.1. Norme... 2 3.2. Moduli / Istruzioni... 2 4. RESPONSABILITÀ... 2 5. DEFINIZIONI...
25/02/2011 Pag. 1 di 5 GESTIONE DELLA PRODUZIONE 1. SCOPO... 2 2. APPLICABILITÀ... 2 3. DOCUMENTI DI RIFERIMENTO... 2 3.1. Norme... 2 3.2. Moduli / Istruzioni... 2 4. RESPONSABILITÀ... 2 5. DEFINIZIONI...
Rapporto ambientale Anno 2012
 Rapporto ambientale Anno 2012 Pagina 1 di 11 1 ANNO 2012 Nell anno 2005 la SITI TARGHE srl ha ottenuto la certificazione ambientale secondo la norma internazionale ISO 14001:2004, rinnovata nel 2008 e
Rapporto ambientale Anno 2012 Pagina 1 di 11 1 ANNO 2012 Nell anno 2005 la SITI TARGHE srl ha ottenuto la certificazione ambientale secondo la norma internazionale ISO 14001:2004, rinnovata nel 2008 e
IL CICLO DI VITA DEL PROGETTO. Elementi essenziali di progetto. Fasi e tappe Gli Approcci
 UNIVERSITA MILANO BICOCCA Corso di laurea di primo livello in servizio sociale anno accademico 2009-2010 Progettare il sociale Prof. Dario A. Colombo IL CICLO DI VITA DEL PROGETTO Elementi essenziali di
UNIVERSITA MILANO BICOCCA Corso di laurea di primo livello in servizio sociale anno accademico 2009-2010 Progettare il sociale Prof. Dario A. Colombo IL CICLO DI VITA DEL PROGETTO Elementi essenziali di
Manuale della qualità. Procedure. Istruzioni operative
 Unione Industriale 19 di 94 4.2 SISTEMA QUALITÀ 4.2.1 Generalità Un Sistema qualità è costituito dalla struttura organizzata, dalle responsabilità definite, dalle procedure, dai procedimenti di lavoro
Unione Industriale 19 di 94 4.2 SISTEMA QUALITÀ 4.2.1 Generalità Un Sistema qualità è costituito dalla struttura organizzata, dalle responsabilità definite, dalle procedure, dai procedimenti di lavoro
GESTIONE AVANZATA DEI MATERIALI
 GESTIONE AVANZATA DEI MATERIALI Divulgazione Implementazione/Modifica Software SW0003784 Creazione 23/01/2014 Revisione del 27/06/2014 Numero 1 Una gestione avanzata dei materiali strategici e delle materie
GESTIONE AVANZATA DEI MATERIALI Divulgazione Implementazione/Modifica Software SW0003784 Creazione 23/01/2014 Revisione del 27/06/2014 Numero 1 Una gestione avanzata dei materiali strategici e delle materie
La certificazione ISO 9001:2000 nelle scuole
 La certificazione ISO 9001:2000 nelle scuole www.certificazione.info autore: Dr. Matteo Rapparini La certificazione di qualità nelle scuole La certificazione di qualità ISO 9001:2000 ha avuto recentemente
La certificazione ISO 9001:2000 nelle scuole www.certificazione.info autore: Dr. Matteo Rapparini La certificazione di qualità nelle scuole La certificazione di qualità ISO 9001:2000 ha avuto recentemente
GESTIONE DELLE TECNOLOGIE AMBIENTALI PER SCARICHI INDUSTRIALI ED EMISSIONI NOCIVE LEZIONE 10. Angelo Bonomi
 GESTIONE DELLE TECNOLOGIE AMBIENTALI PER SCARICHI INDUSTRIALI ED EMISSIONI NOCIVE LEZIONE 10 Angelo Bonomi CONSIDERAZIONI SUL MONITORAGGIO Un monitoraggio ottimale dipende dalle considerazioni seguenti:
GESTIONE DELLE TECNOLOGIE AMBIENTALI PER SCARICHI INDUSTRIALI ED EMISSIONI NOCIVE LEZIONE 10 Angelo Bonomi CONSIDERAZIONI SUL MONITORAGGIO Un monitoraggio ottimale dipende dalle considerazioni seguenti:
International Textil Education. Machinery Division. Manuale per la stampa a trasferimento termico
 Machinery Division Manuale per la stampa a trasferimento termico Manuale per la stampa a trasferimento termico STAMPA A TRASFERIMENTO TERMICO.....4 Principio di funzionamento.4 SRUTTURA INTERNA...5 Testina
Machinery Division Manuale per la stampa a trasferimento termico Manuale per la stampa a trasferimento termico STAMPA A TRASFERIMENTO TERMICO.....4 Principio di funzionamento.4 SRUTTURA INTERNA...5 Testina
Progettaz. e sviluppo Data Base
 Progettaz. e sviluppo Data Base! Progettazione Basi Dati: Metodologie e modelli!modello Entita -Relazione Progettazione Base Dati Introduzione alla Progettazione: Il ciclo di vita di un Sist. Informativo
Progettaz. e sviluppo Data Base! Progettazione Basi Dati: Metodologie e modelli!modello Entita -Relazione Progettazione Base Dati Introduzione alla Progettazione: Il ciclo di vita di un Sist. Informativo
DEFINIZIONI INDISPENSABILI
 1 DEFINIZIONI INDISPENSABILI Preimballaggio Per imballaggio preconfezionato, o preimballaggio, si intende l insieme del prodotto e dell imballaggio nel quale è confezionato. Possiamo affermare quindi che
1 DEFINIZIONI INDISPENSABILI Preimballaggio Per imballaggio preconfezionato, o preimballaggio, si intende l insieme del prodotto e dell imballaggio nel quale è confezionato. Possiamo affermare quindi che
MANUALE DELLA QUALITÀ SIF CAPITOLO 08 (ED. 01) MISURAZIONI, ANALISI E MIGLIORAMENTO
 MISURAZIONI, ANALISI E MIGLIORAMENTO") INDICE 8.1 Generalità 8.2 Monitoraggi e Misurazione 8.2.1 Soddisfazione del cliente 8.2.2 Verifiche Ispettive Interne 8.2.3 Monitoraggio e misurazione dei processi 8.2.4 Monitoraggio e misurazione dei
INDICE 8.1 Generalità 8.2 Monitoraggi e Misurazione 8.2.1 Soddisfazione del cliente 8.2.2 Verifiche Ispettive Interne 8.2.3 Monitoraggio e misurazione dei processi 8.2.4 Monitoraggio e misurazione dei
Piano di gestione della qualità
 Piano di gestione della qualità Pianificazione della qualità Politica ed obiettivi della qualità Riferimento ad un eventuale modello di qualità adottato Controllo della qualità Procedure di controllo.
Piano di gestione della qualità Pianificazione della qualità Politica ed obiettivi della qualità Riferimento ad un eventuale modello di qualità adottato Controllo della qualità Procedure di controllo.
Anno Scolastico 2014-2015. INDIRIZZO: Manutenzione e assistenza tecnica Sez.A. DISCIPLINA: Tecnologie meccaniche e applicazioni
 ISTITUTO PROFESSIONALE PER L INDUSTRIA E L ARTIGIANATO E. BERNARDI PADOVA Anno Scolastico 2014-2015 INDIRIZZO: Manutenzione e assistenza tecnica Sez.A DISCIPLINA: Tecnologie meccaniche e applicazioni CLASSI:
ISTITUTO PROFESSIONALE PER L INDUSTRIA E L ARTIGIANATO E. BERNARDI PADOVA Anno Scolastico 2014-2015 INDIRIZZO: Manutenzione e assistenza tecnica Sez.A DISCIPLINA: Tecnologie meccaniche e applicazioni CLASSI:
PROCEDURA GESTIONE APPROVVIGIONAMENTO E FORNITORI 02 30/09/2006 SOMMARIO
 Pagina 1 di 6 SOMMARIO 1 SCOPO E CAMPO DI APPLICAZIONE...2 2 RESPONSABILITÀ...2 3 FLOW PROCESSO DI APPROVVIGIONAMENTO...3 4 ORDINI DI ACQUISTO...4 5 CONTROLLI AL RICEVIMENTO...5 6 SELEZIONE E QUALIFICA
Pagina 1 di 6 SOMMARIO 1 SCOPO E CAMPO DI APPLICAZIONE...2 2 RESPONSABILITÀ...2 3 FLOW PROCESSO DI APPROVVIGIONAMENTO...3 4 ORDINI DI ACQUISTO...4 5 CONTROLLI AL RICEVIMENTO...5 6 SELEZIONE E QUALIFICA
Il partner industriale
 Il partner industriale Progettazione e produzione di macchine ad elevata automazione per il packaging primario e secondario di prodotti alimentari e farmaceutici 3700 collaboratori 24 siti produttivi Clienti
Il partner industriale Progettazione e produzione di macchine ad elevata automazione per il packaging primario e secondario di prodotti alimentari e farmaceutici 3700 collaboratori 24 siti produttivi Clienti
SIMT-POS 038 GESTIONE STRUMENTI
 1 Prima Stesura Redattori: Gasbarri, De Angelis, Rizzo Data: 15-02-/2014 SIMT-POS 038 GESTIONE STRUMENTI Indice 1 SCOPO... 2 2 CAMPO D APPLICAZIONE... 2 3 DOCUMENTI DI RIFERIMENTO... 2 4 DESCRIZIONE ATTIVITÀ...
1 Prima Stesura Redattori: Gasbarri, De Angelis, Rizzo Data: 15-02-/2014 SIMT-POS 038 GESTIONE STRUMENTI Indice 1 SCOPO... 2 2 CAMPO D APPLICAZIONE... 2 3 DOCUMENTI DI RIFERIMENTO... 2 4 DESCRIZIONE ATTIVITÀ...
Minicorso Regole di Disegno Meccanico
 Parte 3 Minicorso Regole di Disegno Meccanico di Andrea Saviano Tolleranze dimensionali di lavorazione Accoppiamenti mobili, stabili e incerti Giochi e interferenze Posizione della zona di tolleranza e
Parte 3 Minicorso Regole di Disegno Meccanico di Andrea Saviano Tolleranze dimensionali di lavorazione Accoppiamenti mobili, stabili e incerti Giochi e interferenze Posizione della zona di tolleranza e
Sviluppo Sistemi Qualit à nella Cooperazione di Abitazione
 Sviluppo Sistemi Qualit à nella Cooperazione di Abitazione 1. OBIETTIVI DEL PROGETTO Il presente Progetto è essenzialmente finalizzato a: diffondere i principi e i concetti della Qualità come strategia
Sviluppo Sistemi Qualit à nella Cooperazione di Abitazione 1. OBIETTIVI DEL PROGETTO Il presente Progetto è essenzialmente finalizzato a: diffondere i principi e i concetti della Qualità come strategia
Indice di rischio globale
 Indice di rischio globale Di Pietro Bottani Dottore Commercialista in Prato Introduzione Con tale studio abbiamo cercato di creare un indice generale capace di valutare il rischio economico-finanziario
Indice di rischio globale Di Pietro Bottani Dottore Commercialista in Prato Introduzione Con tale studio abbiamo cercato di creare un indice generale capace di valutare il rischio economico-finanziario
La Procedura di Omologazione del Prodotto (OP) per la Posta Massiva
 per la Posta Massiva") La Procedura di Omologazione del Prodotto (OP) per la Posta Massiva Omologazione del prodotto Per accedere alla procedura di omologazione, e quindi verificare che i propri invii siano conformi agli standard
La Procedura di Omologazione del Prodotto (OP) per la Posta Massiva Omologazione del prodotto Per accedere alla procedura di omologazione, e quindi verificare che i propri invii siano conformi agli standard
LE CARTE DI CONTROLLO (4)
") LE CARTE DI CONTROLLO (4) Tipo di carta di controllo Frazione difettosa Carta p Numero di difettosi Carta np Dimensione campione Variabile, solitamente >= 50 costante, solitamente >= 50 Linea centrale
LE CARTE DI CONTROLLO (4) Tipo di carta di controllo Frazione difettosa Carta p Numero di difettosi Carta np Dimensione campione Variabile, solitamente >= 50 costante, solitamente >= 50 Linea centrale
Linee Guida per la stesura del Documento Tecnico
 Linee Guida per la stesura del Documento Tecnico relativo alle certificazioni di prodotto agroalimentare di cui al Regolamento per il rilascio del Certificato di Conformità del prodotto agroalimentare
Linee Guida per la stesura del Documento Tecnico relativo alle certificazioni di prodotto agroalimentare di cui al Regolamento per il rilascio del Certificato di Conformità del prodotto agroalimentare
Corso di. Dott.ssa Donatella Cocca
 Corso di Statistica medica e applicata Dott.ssa Donatella Cocca 1 a Lezione Cos'è la statistica? Come in tutta la ricerca scientifica sperimentale, anche nelle scienze mediche e biologiche è indispensabile
Corso di Statistica medica e applicata Dott.ssa Donatella Cocca 1 a Lezione Cos'è la statistica? Come in tutta la ricerca scientifica sperimentale, anche nelle scienze mediche e biologiche è indispensabile
REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA
 REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA SETTORE ECONOMICO PROFESSIONALE 1 SETTORE MECCANICA;PRODUZIONE E MANUTENZIONE DI MACCHINE;IMPIANTISTICA Processo Lavorazioni Meccaniche
REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA SETTORE ECONOMICO PROFESSIONALE 1 SETTORE MECCANICA;PRODUZIONE E MANUTENZIONE DI MACCHINE;IMPIANTISTICA Processo Lavorazioni Meccaniche
Le strumentazioni laser scanning oriented per i processi di censimento anagrafico dei patrimoni
 CONVEGNO FACILITY MANAGEMENT: LA GESTIONE INTEGRATA DEI PATRIMONI PUBBLICI GENOVA FACOLTA DI ARCHITETTURA 06.07.2010 Le strumentazioni laser scanning oriented per i processi di censimento anagrafico dei
CONVEGNO FACILITY MANAGEMENT: LA GESTIONE INTEGRATA DEI PATRIMONI PUBBLICI GENOVA FACOLTA DI ARCHITETTURA 06.07.2010 Le strumentazioni laser scanning oriented per i processi di censimento anagrafico dei
Linee Guida AICQ Incollaggio Parte 5 Manutenzione e Riparazione
 Direzione Tecnica Ingegneria Rotabili e Tecnologie di Base Tecnologie Meccaniche e Sistemi Frenanti - Sistemi e Componenti Meccanici - Sistemi Frenanti - Processi Speciali Autori: Nannini Andrea e-mail:
Direzione Tecnica Ingegneria Rotabili e Tecnologie di Base Tecnologie Meccaniche e Sistemi Frenanti - Sistemi e Componenti Meccanici - Sistemi Frenanti - Processi Speciali Autori: Nannini Andrea e-mail:
1 La politica aziendale
 1 La Direzione Aziendale dell Impresa Pizzarotti & C. S.p.A. al livello più elevato promuove la cultura della Qualità, poiché crede che la qualità delle realizzazioni dell Impresa sia raggiungibile solo
1 La Direzione Aziendale dell Impresa Pizzarotti & C. S.p.A. al livello più elevato promuove la cultura della Qualità, poiché crede che la qualità delle realizzazioni dell Impresa sia raggiungibile solo
IPERCA. Il metodo a sei fasi Per gestire con successo progetti, incarichi e situazioni di vita e per accrescere continuamente l esperienza.
 PRInCIPI IPERCA Il metodo a sei fasi Per gestire con successo progetti, incarichi e situazioni di vita e per accrescere continuamente l esperienza. 1 Informare Qual è esattamente il mio incarico? 2 Pianificare
PRInCIPI IPERCA Il metodo a sei fasi Per gestire con successo progetti, incarichi e situazioni di vita e per accrescere continuamente l esperienza. 1 Informare Qual è esattamente il mio incarico? 2 Pianificare
SISTEMA DI GESTIONE INTEGRATO. Audit
 Rev. 00 del 11.11.08 1. DISTRIBUZIONE A tutti i membri dell organizzazione ING. TOMMASO 2. SCOPO Gestione degli audit interni ambientali e di salute e sicurezza sul lavoro 3. APPLICABILITÀ La presente
Rev. 00 del 11.11.08 1. DISTRIBUZIONE A tutti i membri dell organizzazione ING. TOMMASO 2. SCOPO Gestione degli audit interni ambientali e di salute e sicurezza sul lavoro 3. APPLICABILITÀ La presente
S i s t e m a d i v a l u t a z i o n e d e l l e p r e s t a z i o n i d e i d i p e n d e n t i
 S i s t e m a d i v a l u t a z i o n e d e l l e p r e s t a z i o n i d e i d i p e n d e n t i P r o d o t t o d a A l b e r t o P a o l i n i G r o s s e t o P a r c h e g g i s r l V e n g o n o p
S i s t e m a d i v a l u t a z i o n e d e l l e p r e s t a z i o n i d e i d i p e n d e n t i P r o d o t t o d a A l b e r t o P a o l i n i G r o s s e t o P a r c h e g g i s r l V e n g o n o p
QUESTIONARIO QUALIFICAZIONE FORNITORE
 Data: Spett.le Società vi informiamo che (inserire nome azienda) ha attivato un sistema di valutazione, qualificazione e monitoraggio dei propri fornitori. Nell ambito del nostro Sistema di Gestione della
Data: Spett.le Società vi informiamo che (inserire nome azienda) ha attivato un sistema di valutazione, qualificazione e monitoraggio dei propri fornitori. Nell ambito del nostro Sistema di Gestione della
CONTROLLO IN TENSIONE DI LED
 Applicazioni Ver. 1.1 INTRODUZIONE CONTROLLO IN TENSIONE DI LED In questo documento vengono fornite delle informazioni circa la possibilità di pilotare diodi led tramite una sorgente in tensione. La trattazione
Applicazioni Ver. 1.1 INTRODUZIONE CONTROLLO IN TENSIONE DI LED In questo documento vengono fornite delle informazioni circa la possibilità di pilotare diodi led tramite una sorgente in tensione. La trattazione
Dichiarazione di conformità per caldaie a carica manuale
 Ufficio di contatto marchio di qualità: Moritz Dreher Neugasse 6 CH-8005 Zürich Tel.: +41 (0)44 250 88 16 Fax.: +41 (0)44 250 88 22 Email: [email protected] Marchio di qualità Energia leg Svizzera
Ufficio di contatto marchio di qualità: Moritz Dreher Neugasse 6 CH-8005 Zürich Tel.: +41 (0)44 250 88 16 Fax.: +41 (0)44 250 88 22 Email: [email protected] Marchio di qualità Energia leg Svizzera
LA CERTIFICAZIONE. Dr.ssa Eletta Cavedoni Responsabile Qualità Cosmolab srl Tortona
 LA CERTIFICAZIONE Dr.ssa Eletta Cavedoni Responsabile Qualità Cosmolab srl Tortona Qualità Grado in cui un insieme di caratteristiche intrinseche soddisfa i requisiti (UNI EN ISO 9000/00) Requisito Esigenza
LA CERTIFICAZIONE Dr.ssa Eletta Cavedoni Responsabile Qualità Cosmolab srl Tortona Qualità Grado in cui un insieme di caratteristiche intrinseche soddisfa i requisiti (UNI EN ISO 9000/00) Requisito Esigenza
Sistemi di bloccaggio idraulici -- Mandrini idraulici
 Sistemi di bloccaggio idraulici -- Mandrini idraulici La tecnologia del serraggio idraulico ad espansione si è evoluto fino a raggiungere livelli di precisione e di affidabilità tali da poter soddisfare
Sistemi di bloccaggio idraulici -- Mandrini idraulici La tecnologia del serraggio idraulico ad espansione si è evoluto fino a raggiungere livelli di precisione e di affidabilità tali da poter soddisfare
Controllo di Gestione
 Pianificazione e controllo del business aziendale Controllo di Gestione In un contesto altamente complesso e competitivo quale quello moderno, il controllo di gestione ricopre un ruolo quanto mai strategico:
Pianificazione e controllo del business aziendale Controllo di Gestione In un contesto altamente complesso e competitivo quale quello moderno, il controllo di gestione ricopre un ruolo quanto mai strategico:
PROGETTO TECNICO SISTEMA DI GESTIONE QUALITA IN CONFORMITÀ ALLA NORMA. UNI EN ISO 9001 (ed. 2008) n. 03 del 31/01/09 Salvatore Ragusa
 n. 03 del 31/01/09 Salvatore Ragusa") PROGETTO TECNICO SISTEMA DI GESTIONE QUALITA IN CONFORMITÀ ALLA NORMA UNI EN ISO 9001 (ed. 2008) Revisione Approvazione n. 03 del 31/01/09 Salvatore Ragusa PROGETTO TECNICO SISTEMA QUALITA Il nostro progetto
PROGETTO TECNICO SISTEMA DI GESTIONE QUALITA IN CONFORMITÀ ALLA NORMA UNI EN ISO 9001 (ed. 2008) Revisione Approvazione n. 03 del 31/01/09 Salvatore Ragusa PROGETTO TECNICO SISTEMA QUALITA Il nostro progetto
Allegato A al CCNL 2006/2009 comparto Ministeri
 Allegato A al CCNL 2006/2009 comparto Ministeri AREA FUNZIONALE PRIMA ( ex A1 e A1S ) Appartengono a questa Area funzionale i lavoratori che svolgono attività ausiliarie, ovvero lavoratori che svolgono
Allegato A al CCNL 2006/2009 comparto Ministeri AREA FUNZIONALE PRIMA ( ex A1 e A1S ) Appartengono a questa Area funzionale i lavoratori che svolgono attività ausiliarie, ovvero lavoratori che svolgono
GESTIONE DELLE NON CONFORMITÀ E RECLAMI
 Pagina 1 di 6 Procedura Rev. Data Descrizione modifica Approvazione 3 27.04.2003 Revisione generale (unificate NC e Reclami) C.V. 4 03.09.2007 Specificazione NC a carattere ambientale C.V. 5 07.03.2008
Pagina 1 di 6 Procedura Rev. Data Descrizione modifica Approvazione 3 27.04.2003 Revisione generale (unificate NC e Reclami) C.V. 4 03.09.2007 Specificazione NC a carattere ambientale C.V. 5 07.03.2008
SysAround S.r.l. L'efficacia delle vendite è l elemento centrale per favorire la crescita complessiva dell azienda.
 Scheda Il CRM per la Gestione delle Vendite Le organizzazioni di vendita sono costantemente alla ricerca delle modalità migliori per aumentare i ricavi aziendali e ridurre i costi operativi. Oggi il personale
Scheda Il CRM per la Gestione delle Vendite Le organizzazioni di vendita sono costantemente alla ricerca delle modalità migliori per aumentare i ricavi aziendali e ridurre i costi operativi. Oggi il personale
TENUTA SOTTO CONTROLLO DELLE REGISTRAZIONI
 Rev.0 Data 10.10.2002 TENUTA SOTTO CONTROLLO DELLE REGISTRAZIONI Indice: 1.0 SCOPO 2.0 CAMPO DI APPLICAZIONE 3.0 RIFERIMENTI E DEFINIZIONI 4.0 RESPONSABILITÀ 5.0 MODALITÀ ESECUTIVE 6.0 ARCHIVIAZIONE 7.0
Rev.0 Data 10.10.2002 TENUTA SOTTO CONTROLLO DELLE REGISTRAZIONI Indice: 1.0 SCOPO 2.0 CAMPO DI APPLICAZIONE 3.0 RIFERIMENTI E DEFINIZIONI 4.0 RESPONSABILITÀ 5.0 MODALITÀ ESECUTIVE 6.0 ARCHIVIAZIONE 7.0
LARIO FLUID SRL Tel Ufficio: +39 0341 353855 Via della Pergola 55 PIVA/CF 03574770131 Mail: [email protected] 23900 LECCO (LC) Capitale i.v.
 Capitale i.v.") LARIO FLUID SRL Tel Ufficio: +39 0341 353855 Via della Pergola 55 PIVA/CF 03574770131 Mail: [email protected] 23900 LECCO (LC) Capitale i.v. 100.000,00 Web Site: www.lariofluid.com Presentazione LARIO
LARIO FLUID SRL Tel Ufficio: +39 0341 353855 Via della Pergola 55 PIVA/CF 03574770131 Mail: [email protected] 23900 LECCO (LC) Capitale i.v. 100.000,00 Web Site: www.lariofluid.com Presentazione LARIO
REPARTO PRODUZIONE RICAMBI
 REPARTO PRODUZIONE RICAMBI FASI LAVORATIVE PRODUZIONE TRAFILE: 1) TORNITURA La prima fase di lavorazione per la produzione delle trafile è la tornitura. La tornitura ci permette di ottenere dalla materia
REPARTO PRODUZIONE RICAMBI FASI LAVORATIVE PRODUZIONE TRAFILE: 1) TORNITURA La prima fase di lavorazione per la produzione delle trafile è la tornitura. La tornitura ci permette di ottenere dalla materia
Il calcolo delle sopraelevazioni in muratura in funzione del livello di conoscenza
 MICHELE VINCI Il calcolo delle sopraelevazioni in muratura in funzione del livello di conoscenza Collana Calcolo di edifici in muratura (www.edificiinmuratura.it) Articolo 2 Ottobre 2013 Bibliografia:
MICHELE VINCI Il calcolo delle sopraelevazioni in muratura in funzione del livello di conoscenza Collana Calcolo di edifici in muratura (www.edificiinmuratura.it) Articolo 2 Ottobre 2013 Bibliografia:
Modifiche e Integrazioni al D. Lgs. 118/2011 inerenti l introduzione della Contabilità Economico-Patrimoniale nelle Regioni
 Modifiche e Integrazioni al D. Lgs. 118/2011 inerenti l introduzione della Contabilità Economico-Patrimoniale nelle Regioni ROBERTA SCOLA Staff e Affari Giuridici della Direzione Centrale Risorse Strumentali,
Modifiche e Integrazioni al D. Lgs. 118/2011 inerenti l introduzione della Contabilità Economico-Patrimoniale nelle Regioni ROBERTA SCOLA Staff e Affari Giuridici della Direzione Centrale Risorse Strumentali,
SymCAD/C.A.T.S. modulo Canali Schema
 SymCAD/C.A.T.S. modulo Canali Schema Il modulo Ventilazione Standard permette di effettuare la progettazione integrata (disegno e calcoli) in AutoCAD di reti di canali aria (mandata e ripresa). Il disegno
SymCAD/C.A.T.S. modulo Canali Schema Il modulo Ventilazione Standard permette di effettuare la progettazione integrata (disegno e calcoli) in AutoCAD di reti di canali aria (mandata e ripresa). Il disegno
UNA SOLUZIONE ECONOMICA E TECNICAMENTE AVANZATA AI PROBLEMI DELLA CROMATURA DURA A SPESSORE
 UNA SOLUZIONE ECONOMICA E TECNICAMENTE AVANZATA AI PROBLEMI DELLA CROMATURA DURA A SPESSORE Pagina 1 di 6 I VANTAGGI MIDA CROMARE NELLA PROPRIA OFFICINA RIPORTI ULTRARAPIDI DI ALTA PRECISIONE DI CROMO
UNA SOLUZIONE ECONOMICA E TECNICAMENTE AVANZATA AI PROBLEMI DELLA CROMATURA DURA A SPESSORE Pagina 1 di 6 I VANTAGGI MIDA CROMARE NELLA PROPRIA OFFICINA RIPORTI ULTRARAPIDI DI ALTA PRECISIONE DI CROMO
7.2 Controlli e prove
 7.2 Controlli e prove Lo scopo dei controlli e delle verifiche è quello di: assicurare che l ascensore sia stato installato in modo corretto e che il suo utilizzo avvenga in modo sicuro; tenere sotto controllo
7.2 Controlli e prove Lo scopo dei controlli e delle verifiche è quello di: assicurare che l ascensore sia stato installato in modo corretto e che il suo utilizzo avvenga in modo sicuro; tenere sotto controllo
NORME TECNICHE PER LE COSTRUZIONI:
 NORME TECNICHE PER LE COSTRUZIONI: UNI EN 3834 -Requisiti per la qualità della saldatura UNI EN ISO 9001 -Sistemi di gestione qualità UNI EN ISO 9001 -Sistemi di gestione qualità Centri di trasformazione:
NORME TECNICHE PER LE COSTRUZIONI: UNI EN 3834 -Requisiti per la qualità della saldatura UNI EN ISO 9001 -Sistemi di gestione qualità UNI EN ISO 9001 -Sistemi di gestione qualità Centri di trasformazione:
APPROVVIGIONARE APPROVVIGIONARE. Rev. Data Causale Redazione Verifica Approvazione. 00 xx/xx/xxxx Prima emissione
 APPROVVIGIONARE Rev. Data Causale Redazione Verifica Approvazione 00 xx/xx/xxxx Prima emissione INDICE SCOPO DELLA PROCEDURA RESPONSABILITÀ CAMPO DI APPLICAZIONE MODALITÀ OPERATIVE MONITORAGGIO E MISURAZIONE
APPROVVIGIONARE Rev. Data Causale Redazione Verifica Approvazione 00 xx/xx/xxxx Prima emissione INDICE SCOPO DELLA PROCEDURA RESPONSABILITÀ CAMPO DI APPLICAZIONE MODALITÀ OPERATIVE MONITORAGGIO E MISURAZIONE
14 giugno 2013 COMPETENZE E QUALIFICHE DELL INSTALLATORE DI SISTEMI DI SICUREZZA. Ing. Antonio Avolio Consigliere AIPS All right reserved
 14 giugno 2013 COMPETENZE E QUALIFICHE DELL INSTALLATORE DI SISTEMI DI SICUREZZA A.I.P.S. Associazione Installatori Professionali di Sicurezza Nata per rispondere alla fondamentale aspettativa degli operatori
14 giugno 2013 COMPETENZE E QUALIFICHE DELL INSTALLATORE DI SISTEMI DI SICUREZZA A.I.P.S. Associazione Installatori Professionali di Sicurezza Nata per rispondere alla fondamentale aspettativa degli operatori
I SISTEMI DI GESTIONE DELLA SALUTE E SICUREZZA SUL LAVORO: OHSAS 18001 AV2/07/11 ARTEMIDE.
 I SISTEMI DI GESTIONE DELLA SALUTE E SICUREZZA SUL LAVORO: OHSAS 18001 AV2/07/11 ARTEMIDE. 1 Nel panorama legislativo italiano la Salute e la Sicurezza sul Lavoro sono regolamentate da un gran numero di
I SISTEMI DI GESTIONE DELLA SALUTE E SICUREZZA SUL LAVORO: OHSAS 18001 AV2/07/11 ARTEMIDE. 1 Nel panorama legislativo italiano la Salute e la Sicurezza sul Lavoro sono regolamentate da un gran numero di
I modelli normativi. I modelli per l eccellenza. I modelli di gestione per la qualità
 1 I modelli di gestione per la qualità I modelli normativi I modelli per l eccellenza Entrambi i modelli si basano sull applicazione degli otto principi del TQM 2 I modelli normativi I modelli normativi
1 I modelli di gestione per la qualità I modelli normativi I modelli per l eccellenza Entrambi i modelli si basano sull applicazione degli otto principi del TQM 2 I modelli normativi I modelli normativi
Project Management. Modulo: Introduzione. prof. ing. Guido Guizzi
 Project Management Modulo: Introduzione prof. ing. Guido Guizzi Definizione di Project Management Processo unico consistente in un insieme di attività coordinate con scadenze iniziali e finali, intraprese
Project Management Modulo: Introduzione prof. ing. Guido Guizzi Definizione di Project Management Processo unico consistente in un insieme di attività coordinate con scadenze iniziali e finali, intraprese