NORME SULLA DESIGNAZIONE E CONTROLLO DEI GIUNTI SALDATI
|
|
|
- Michela Parisi
- 8 anni fa
- Visualizzazioni
Transcript
1 TRENITALIA S.p.A. UNITA' TECNOLOGIE MATERIALE ROTABILE DIREZIONE RICERCA, INGEGNERIA E COSTRUZIONI TECNICA E RICERCA Tecnologie Specialistiche NORME SULLA DESIGNAZIONE E CONTROLLO DEI GIUNTI SALDATI Specifica N esp. 03 Documento composto da n 26 fogli DOCUMENTO NON APPLICABILE SOSTITUITO DALLA NORMA UNI EN

2
3 INDICE 1. GENERALITÀ SCOPO NORME DI RIFERIMENTO SIMBOLOGIA - ABBREVIAZIONI DEFINIZIONI PROCEDIMENTI DI SALDATURA SCELTA DEI PROCEDIMENTI DI SALDATURA E UTILIZZO DEI MATERIALI DI APPORTO SCELTA DEI PROCEDIMENTI DI SALDATURA MATERIALI DI APPORTO UTILIZZABILE CLASSIFICAZONE DEI GIUNTI SALDATI CLASSE DI QUALITÀ DI UN GIUNTO Livello di criticità Livello di qualità: DISEGNO TECNICO RAPPRESENTAZIONE DEI GIUNTI SALDATI DETTAGLI DELLA PREPARAZIONE DEI LEMBI DEL GIUNTO FINITURA DELLE SALDATURE RAPPRESENTAZIONE CUMULATIVA SALDATURE MOLTO ESTESE SEZIONE TEORICA DELLE SALDATURE CONTROLLI SULLE SALDATURE TIPOLOGIA E FREQUENZA DEI CONTROLLI IN FUNZIONE DELLA CLASSE DI QUALITÀ DEL GIUNTO Giunti di classe di qualità B1 Livello di ispezione I Giunti di classe di qualità B2 - C1 Livello di ispezione II Giunti di classe di qualità B3 - C2 - D1 Livello di ispezione III Controlli ulteriori rispetto ai minimi previsti Controlli indiretti e CND sulle saldature CRITERI DI ACCETTABILITÀ Inizio produzione Produzione di serie Fine produzione INDICAZIONI GENERALI PER LA PROGETTAZIONE CONTROLLI NON DISTRUTTIVI SU GIUNTI ISPEZIONABILI CONTROLLO DEI GIUNTI SALDATI NON ISPEZIONABILI MODALITÀ DI COMPORTAMENTO PER I CONTROLLI DEI GIUNTI SALDATI NON ISPEZIONABILI IN OPERA MODALITÀ DI ESECUZIONE DELLE MAQUETTE E RELATIVI ESAMI MACROGRAFICI ALLEGATI ALLEGATO ALLEGATO

4 Avvertenza Il presente documento è di proprietà TRENITALIA. Nessuna parte di questo documento può essere riprodotto, memorizzato, trasmesso in qualsiasi forma e/o qualsiasi mezzo, elettronico, meccanico, di fotocopia, di registrazione senza l'autorizzazione scritta da TRENITALIA. 1. GENERALITÀ 1.1 Scopo La presente specifica definisce le condizioni alle quali i progettisti, sia di nuove costruzioni che per ristrutturazioni e riparazioni di Materiale Rotabile, dovranno attenersi per quanto riguarda: la classificazione la designazione il controllo dei giunti saldati. 1.2 Norme di riferimento Per normative non datate è valida l'ultima pubblicazione. UNI EN ISO Tolleranze generali per le costruzioni saldate dimensioni lineari e angolari forma e posizione. UNI Terminologia per la saldatura dei metalli Procedimenti di saldatura UNI EN Giunti saldati e brasati Rappresentazione simbolica delle saldature sui disegni. UNI EN Nomenclatura dei processi e relativa codificazione numerica per la rappresentazione simbolica sui disegni UNI EN Giunti saldati ad arco in acciaio. Guida sui livelli di qualità delle imperfezioni. UNI EN Classificazione delle imperfezioni nelle saldature metalliche per fusione con commenti esplicativi. UNI EN Giunti saldati ad arco in alluminio e sue leghe. Guida sui livelli di qualità delle imperfezioni.. UNI EN 970 Esame non distruttivo di saldatura a fusione esame visivo ST N Requisiti di qualità e regole costruttive per strutture saldate ST N Tolleranze dimensionali e geometriche non indicate a disegno. 1.3 Simbologia - Abbreviazioni CND controllo non distruttivo DT controllo dimensionale I.L istruzioni di lavoro M.A. metallo d apporto M.B. metallo base MT controllo magnetoscopico P.F.C piano fabbricazione e controllo PT controllo con liquidi penetranti RT controllo radiografico UT controllo con ultrasuoni VT controllo visivo 4

5 1.4 Definizioni Idoneità alla saldatura indica che il materiale utilizzato, per le sue proprietà intrinseche chimiche, fisiche e metallurgiche è idoneo a realizzare giunzioni saldate rispondenti ai requisiti richiesti. Difetto di saldatura imperfezione non accettabile Imperfezione di saldatura qualsiasi deviazione della saldatura ideale. Imperfezione / difetto di saldatura esterno - discontinuità di saldatura superficiale rilevabile tramite controlli visivi, PT, MT. Imperfezione /difetto di saldatura interno - discontinuità interna della saldatura rilevabile con esami macrografici o con controlli CND di volume (UT, RT). Inizio produzione Produzione di uno o più sottogruppi, gruppi o assiemi dove vengono eseguiti esami e controlli per la verifica della messa a punto del processo Lotto di produzione Numero di particolari prodotti nello stesso stabilimento, senza discontinuità di tempo, con le stesse condizioni operative: stesse procedure di saldatura, materiale, tipologia di giunti. Materiale d apporto di saldatura materiali consumati nell esecuzione di una saldatura, inclusi metallo di apporto, flussi e gas. Metallo base metallo che costituisce i pezzi da saldare Metallo di apporto metallo che sotto forma di bacchetta, filo o elettrodo viene depositato fuso, tra i lembi da unire Piano delle sequenze costruttive di saldatura documento che integra il PFC mediante una precisa sequenza di saldatura necessaria per la realizzazione di un componente saldato Piano di controllo CND sulle saldature. Elenco dei giunti saldati da controllare tramite CND richiesti da questa ST, la loro identificazione tramite correlazione numerica con i disegni di progetto, nonché la frequenza di controllo Procedimenti di saldatura metodo utilizzato per eseguire una giunzione saldata tra due pezzi. Per i procedimenti di saldatura citati nella presente specifica, la terminologia e le definizioni sono quelle indicate nella UNI Produzione di serie produzione di particolari saldati dello stesso tipo, costruiti in un dato periodo, secondo un processo continuo e conforme a regole comuni di progettazione e costruzione. WPAR verbale di qualificazione di procedura di saldatura comprende tutti i parametri riguardanti la saldatura di un saggio di prova, richiesta per la qualificazione 5
.")
6 di una specifica di procedura di saldatura, nonché tutti i risultati dei controlli e delle prove eseguiti sul saggio WPS specifica di procedura di saldatura documento che fornisce in dettaglio le variabili necessarie per un applicazione specifica, onde assicurare la ripetibilità in produzione. 1.5 Procedimenti di saldatura I procedimenti per i quali si applica la presente specifica sono: Saldatura ad arco con elettrodi rivestiti 12 - Saldatura ad arco sommerso 15 - Saldatura al plasma Saldatura MIG Saldatura ad arco con filo elettrodo fusibile in atmosfera di gas inerte Saldatura MAG Saldatura ad arco con filo elettrodo fusibile in atmosfera di gas attivo Saldatura ad arco con filo animato in atmosfera di gas attivo Saldatura ad arco con filo animato in atmosfera di gas inerte 141- Saldatura TIG saldatura ad arco con elettrodo di tungsteno in atmosfera inerte. La nomenclatura e la codificazione numerica dei procedimenti è stata ricavata dalla norma UNI EN SCELTA DEI PROCEDIMENTI DI SALDATURA E UTILIZZO DEI MATERIALI DI APPORTO 2.1 Scelta dei procedimenti di saldatura I procedimenti di saldatura sono scelti ed applicati dal costruttore sotto la sua responsabilità. Nel caso in cui un procedimento o più procedimenti di saldatura vengano imposti per scelte progettuali, questi devono essere indicati sui disegni costruttivi. 2.2 Materiali di apporto utilizzabile I materiali di apporto da utilizzare in produzione sono quelli indicati nelle procedure di saldatura qualificate (WPAR - WPS). Il materiale depositato deve avere caratteristiche meccaniche non inferiori al materiale base per l acciaio; mentre per l alluminio deve essere compatibile. I metalli di apporto di specifiche caratteristiche devono essere indicati/richiesti a disegno Per i campi di validità del metallo di apporto vedi norma UNI EN 288/3 punto e per l'acciaio e UNI EN 288/4 punto per allumini e sue leghe 6

7 3. CLASSIFICAZONE DEI GIUNTI SALDATI 3.1 Classe di qualità di un giunto La classe di qualità ( es. B1,C1) definisce un giunto sulla base di un livello di qualità (B,C,D) ed un livello di criticità ( 1, 2, 3 ). Tale classe di qualità deve essere riportata sui disegni secondo le modalità indicate al punto 4.1 Ad ogni classe di qualità assegnata ad un giunto saldato è associato un livello di d ispezione, come indicato in tab. n 2, che ne determina la frequenza e il metodo di controllo CND da eseguire come indicato in Tabella n Livello di criticità Il livello di criticità è assegnato dal progettista sulla base dell'importanza del giunto saldato : Livello di criticità 1 Il livello 1 sarà assegnato a tutti quei giunti che interessano complessivi o parti di essi il cui cedimento determini conseguenze gravi sulla sicurezza di esercizio, incolumità delle persone o notevoli oneri riparativi. Livello di criticità 2 Il livello 2 sarà assegnato a tutti quei giunti che interessano complessivi o parti di essi il cui cedimento influisca sulla regolarità di esercizio, comporti costi di intervento di media entità Livello di criticità 3 Il livello 3 sarà assegnato a tutti i giunti che non rientrano nei livelli precedenti. Nota 1 Per giunzioni saldate relative alla supporteria del carrello deve essere assegnato un livello di criticità 1; stesso dicasi per la supporteria della struttura cassa posizionata all esterno la cui ispezionabilità risultasse difficoltosa durante le visite periodiche, nonché tutte le unioni dei macro assiemi componenti il telaio strutturale dei mezzi rotabili Livello di qualità: Il livello di qualità dei giunti saldati è riferito a tre livelli di accettabilità delle imperfezioni (B,C,D) dei giunti saldati e viene assegnata dal progettista in funzione delle sollecitazioni a cui sarà sottoposto il giunto stesso sulla base dei coefficienti di sicurezza minimi richiesti dalla Tabella n 1 Livello di qualità B (Elevato) Livello di qualità C (Medio) Livello di qualità D (Moderato) Le norme UNI EN per l acciaio e UNI EN per alluminio e sue leghe individuano, per ogni livello di qualità, i criteri di accettazione dei difetti che sono individuati numericamente e commentati nelle norme UNI EN ISO

8 Tabella n 1 Coefficienti di sicurezza per l assegnazione dei livelli di qualità dei giunti LIVELLO DI QUALITÀ Sollecitazioni Statiche Sollecitazioni di fatica giunti saldati Acciaio Alluminio Acciaio Alluminio B - Elevato 1.1 ηs ηs ηf ηf 1.45 C - Medio 1.3 < ηs < ηs < ηf < ηf 2.5 D - Moderato ηs >2 ηs >2 ηf >2 ηf >2.5 Saranno accettati coefficienti di sicurezza conformi o superiori a quelli indicati in Tabella 1: ηs = σ amm / σ reale Grado di sicurezza per sollecitazioni Statiche ηf = Δσ amm / Δσ reale Grado di sicurezza per sollecitazioni di Fatica σ amm.= Tensione ammissibile per sollecitazioni statiche coincidenti con il limite di snervamento del materiale σ reale = Sollecitazione massima originata dai carichi agenti sul giunto Δσ amm = Ampiezza del campo di sollecitazione ammissibile a parità di tipologia di giunto e di ciclo di lavoro coincidente con la differenza σ max - σ min rilevabile dal diagramma del Goodman - Smith del materiale, per il valore di σ medio = 0. Il diagramma di Goodman Smith utilizzato si deve riferire ad un numero di cicli pari a : 2X10 6, inoltre deve garantire una probabilità di sopravvivenza del 99,7%. Δσ reale = Ampiezza del campo di sollecitazioni agente sul giunto provocata dai carichi applicati, ridotta al valore di σ medio = 0. Questa quantità si rileva dal diagramma di Goodman-Smith del materiale in funzione dei valori di σ max, σ min e σ medio agenti sul giunto, secondo quanto indicato in figura 1. 8

9 Figura 1 In particolare nella figura 1 è rappresentato un ciclo di fatica con σ max = A, σ min = B e σ medio 2,5 per cui il coefficiente di sicurezza ηf = Δσ amm / Δσ reale = 1,5. 4. DISEGNO TECNICO 4.1 Rappresentazione dei giunti saldati I tipi di giunto ed i tipi di saldatura devono essere rappresentati sui disegni secondo le modalità indicate dalla norma UNI EN 22553, integrati dalla classe di qualità scelta dalla progettazione secondo le modalità descritte al paragrafo 3 Un esempio è riportato in Figura 2 9

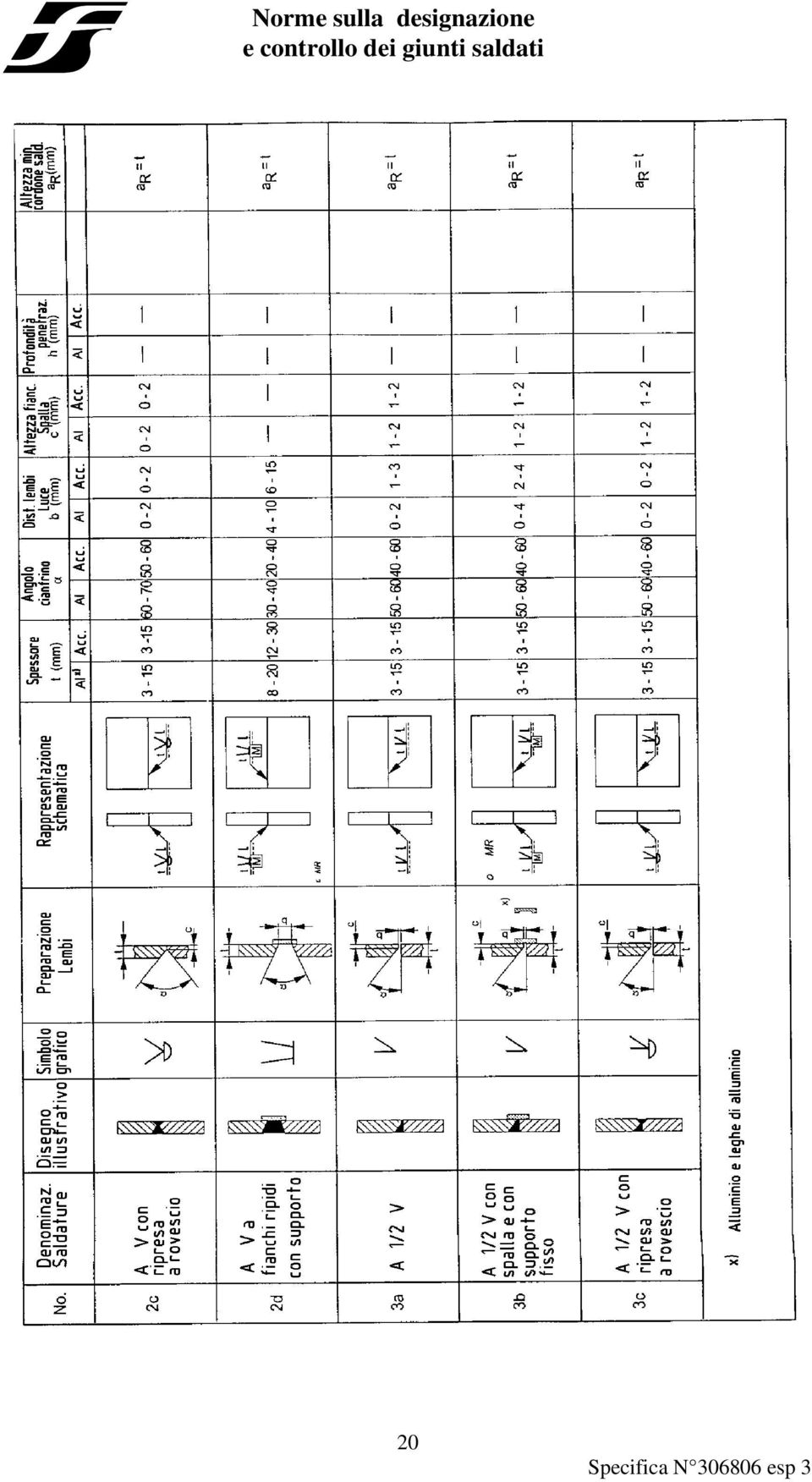
10 Esempio di giunto Testa testa rasato spessore lamiere da saldare 5mm con preparazione a ½ V a completa penetrazione Lunghezza saldatura 300 mm Livello di qualità C Livello di criticità 3 Classe di qualità del giunto C3 Figura 2. Nota 2 I disegni devono indicare se le saldature di testa o a T sono intese a completa penetrazione od a parziale penetrazione. Nel caso di saldatura di testa o a T a parziale penetrazione deve essere specificato la sezione di gola richiesta. Nell allegato 2 Punto 9.2 (composto da 8 fogli) sono riportati esempi di rappresentazione della forma dei giunti più utilizzati per la costruzione di rotabili ferroviari 4.2 Dettagli della preparazione dei lembi del giunto I dettagli geometrici e dimensionali delle preparazioni e dell'accostamento dei lembi (luce, spalla, angolo del cianfrino) sono strettamente legati ai procedimenti di saldatura utilizzati. I dettagli dimensionali della preparazione e dell'accostamento dei lembi da effettuare in produzione dovranno corrispondere alle indicazioni e alle tolleranze riportate sulle relative WPS o IL per garantire la ripetibilità del processo di saldatura stesso; comunque questa operazione dovrà essere parte integrante del PFC. Nel caso in cui un procedimento di saldatura sia imposto da scelte progettuali, questo dovrà essere indicato sul disegno con le relative indicazioni dei dettagli per la preparazione dei lembi idonei allo scopo. Nell Allegato 2 punto 9.2 vengono riportati i dettagli della preparazione e dell'accostamento dei lembi. Si precisa che le dimensioni delle spalle, delle luci e gli angoli dei cianfrini sono indicativi e riferiti all uso dei procedimenti di saldatura MIG per alluminio e sue leghe e MAG per l acciaio. 4.3 Finitura delle saldature Quando le saldature devono avere una finitura particolare queste devono essere indicate sul disegno secondo le modalità riportate nella norma UNI EN Rappresentazione cumulativa - Qualora tutte le saldature di un assieme, o particolare rappresentato su un disegno, fossero della stessa classe di qualità, è ammessa una singola indicazione al margine del disegno stesso. 10
 sono riportati esempi di rappresentazione della forma dei giunti più utilizzati per la costruzione di rotabili ferroviari 4.")
11 - Qualora la maggioranza delle saldature di un assieme, o particolare rappresentato su un disegno, fossero della stessa classe di qualità, è ammessa una singola indicazione al margine del disegno stesso, con un richiamo atto ad evidenziare le saldature con classificazione diversa a quella comune. 4.5 Saldature molto estese Al fine di ottimizzare i controlli, in particolare per saldature molto estese, il progettista potrà: a) emettere un elaborato in cui risultino evidenziate le zone della saldatura maggiormente sollecitate per le quali è stata determinata la classificazione del giunto; b) suddividere la saldatura in zone con classificazioni diverse in funzione delle sollecitazioni agenti nelle zone stesse. 4.6 Sezione teorica delle Saldature Nell Allegato 2 punto 9.2, ultima colonna, sono indicati i valori teorici delle sezioni di saldatura da prendere a riferimento per i calcoli delle giunzioni saldate. 5. CONTROLLI SULLE SALDATURE 5.1 Tipologia e frequenza dei controlli in funzione della classe di qualità del giunto La Tabella 2 associa un livello di ispezione( I,II,III,IV) in relazione alla classe di qualità del giunto saldato, assegnato dal progettista. Tabella n 2 Livello di criticità CLASSE DI QUALITÀ DEL GIUNTO SALDATO Livello di qualità B C Elevato Medio 1 I II III D Moderato 2 II III IV 3 III IV IV 11
 suddividere la saldatura in zone con classificazioni diverse in funzione delle sollecitazioni")
12 La tabella 3 indica per ciascun livello di ispezione, il tipo e la frequenza dei controlli CND da eseguire ad inizio produzione ed in produzione di serie. Livello di Ispezione RT e/o UT (Controllo di Volume) I 100% Tutti i pezzi II Inizio produzione: primi due pezzi prodotti Tabella n 3 TIPOLOGIA E FREQUENZA DI CONTROLLO MT o PT ( Controllo in Superficie) 100% Tutti i pezzi Inizio produzione: primi due pezzi prodotti VT ( Controllo in Superficie) 100% Tutti i pezzi 100% Tutti i pezzi Produzione di serie: 1 su 10 prodotti Produzione di serie: 1 su 10 prodotti III Non Richiesto Inizio produzione: primi due pezzi prodotti Produzione di serie: 1 su 15 prodotti 100% Tutti i pezzi IV Non Richiesto Non Richiesto 100% Tutti i pezzi Nota 3 Su tutte le saldature, qualunque sia la classe di qualità dovranno essere sempre effettuati controlli visivi e dimensionali al 100% della lunghezza della saldatura e sul 100% dei pezzi saldati. Tali controlli devono essere eseguiti da personale competente e con appropriata strumentazione secondo quanto riportato dalla UNI EN Giunti di classe di qualità B1 Livello di ispezione I Il progettista deve accertarsi che tali giunti siano ispezionabili con i CND previsti dalla Tabella 3; qualora non fosse possibile realizzare detti controlli o il controllo risultasse parziale o inaffidabile, il progettista deve declassare il giunto ridimensionandolo strutturalmente diminuendo l'entità della sollecitazione sul giunto stesso, in modo da rendere necessario un livello di ispezione II Nota 4 Non è accettabile una classificazione progettuale (B1) di un giunto ove non sia possibile la sua ispezionabilià con controlli di volume in maniera totale. 12

13 5.1.2 Giunti di classe di qualità B2 - C1 Livello di ispezione II Se per motivi di accessibilità o per tipologia di giunto, non possono essere eseguiti i controlli di volume richiesti o nel caso in cui tali giunti risultassero ispezionabili solo parzialmente, dovranno essere stabiliti, previo accordo tra cliente e progettista, controlli macrografici da eseguire su maquette, le cui modalità sono indicate nella ST punto 8.2, anche il numero delle maquette da esaminare sarà oggetto di un accordo tra le parti Giunti di classe di qualità B3 - C2 - D1 Livello di ispezione III Se per motivi particolari di progettazione, tecnologici, di sicurezza, geometria non tradizionale o complessa, posizione non agevole, condizioni di vincolo ecc. può essere richiesto, previo accordo tra progettista e cliente, sul primo pezzo di inizio produzione, un controllo di volume. Nel caso di inaccessibilità al controllo o controllo parziale sono ammessi controlli indiretti tramite: Maquette, Prova di lavoro, Qualifica della procedura di saldatura secondo UNI EN 288/8, Controlli ulteriori rispetto ai minimi previsti Il committente o il progettista potranno richiedere ulteriori controlli rispetto a quegli minimi richiesti dalla Tabella n 3, per assemblaggi saldati con particolari procedimenti di saldatura non previsti da questa S.T Controlli indiretti e CND sulle saldature Qualsiasi sia la struttura da assemblare tramite saldatura devono essere definite, in fase di Revisione preliminare di progetto, le frequenze e le tipologie di controllo da eseguire, la cui fattibilità ed affidabilità del controllo dovrà essere verificata nella fase di inizio produzione. Nel caso in cui, durante le verifiche, si riscontri la non affidabilità del controllo CND previsto, si dovrà procedere a controlli indiretti da concordare tra le parti, purché venga rispettato quanto previsto ai succitati punti 5.1.1, e Prima dell'inizio della produzione saldata dovrà essere predisposto un piano di controllo sulle saldature comprendenti procedure generali ed operative per eseguire i controlli CND richiesti. Vedi anche quanto definito dalla ST. N Criteri di accettabilità In relazione al corrispondente livello di qualità assegnato dalla progettazione B-C-D le imperfezioni non devono superare i criteri di accettabilità riportate nelle norme UNI EN e UNI EN rispettivamente per l acciaio e alluminio. Per prodotti saldati, con particolari esigenze prestazionali, il progettista e/o committente potranno richiedere criteri di accettabilità più severi di quelli previsti dalle suddette normative. In particolare per quanto riguarda i criteri di accettazione dei risultati dei controlli vale quanto di seguito indicato. 13

14 5.2.1 Inizio produzione Controlli al 100 % della lunghezza delle saldature dei giunti classificati sui disegni di sottogruppi, gruppi ed assiemi destinati alla produzione. Tale percentuale dovrà essere comunque mantenuta sino a che non saranno riscontrati due sottogruppi, gruppi ed assiemi esenti da difetti oltre i limiti di accettabilità ( secondo Norme UNI EN e rispettivamente per acciaio e per alluminio) Produzione di serie Per i sottogruppi, gruppi, assiemi successivamente prodotti ( dopo la fase di cui al punto ), si effettueranno i controlli con la frequenza e percentuale indicate in tabella 3. Se durante il controllo venisse rilevata una o più Non Conformità si dovrà operare con le seguenti modalità: -Non Conformità riguardanti giunti di classe di qualità B3- C2- D1 ( Liv. Ispez. III) la saldatura in questione verrà controllata al 100 % della sua lunghezza sia sul prodotto precedente che sul successivo, se già realizzato. Se anche il precedente o il successivo risultassero presentare la stessa Non Conformità i controlli verranno estesi ad ulteriori due prodotti precedenti e successivi se già realizzati. Se anche una sola saldature di queste ultime risultasse difettosa, il controllo sarà esteso a tutto il lotto di produzione. - Non Conformità riguardanti giunti di classe di qualità B2- C1 ( Liv. Ispez. II) la saldatura in questione verrà controllata al 100 % della sua lunghezza estendendo tale controllo a tutto il lotto di produzione. Se anche un solo giunto del lotto risultasse presentare la stessa Non Conformità i controlli sul giunto verranno estesi al lotto precedente ed al successivo se già realizzato Fine produzione L'ultimo sottogruppo, gruppo, assieme prodotto dovrà essere controllato come indicato al punto INDICAZIONI GENERALI PER LA PROGETTAZIONE In considerazione alle maturate esperienze, su inconvenienti di esercizio per degrado dei giunti saldati causati, nella maggior parte dei casi, da una mancata attenzione nella loro fase di progettazione, si riportano alcune accortezze da tenere in osservazione durante la stesura di un progetto saldato: 1) I giunti da saldare devono essere locati in modo da essere sempre ben visibili e accessibili al momento della saldatura. 2) Il flusso delle linee di forza deve essere per quanto possibile indisturbato. 14
, si effettueranno i controlli con la frequenza e percentuale indicate in tabella 3.")
15 3) Non è ammesso la collocazione di saldature in zone fortemente sollecitate e/o con requisiti di sicurezza elevati quando le tipologie dei giunti o la posizione non permette di effettuare i previsti controlli di volume. 4) Per strutture saldate in acciaio nelle quali le lamiere sono sollecitate da tensioni interne dovute alla saldatura e/o da sollecitazioni di esercizio nel senso dello spessore devono essere previsti adeguati interventi di saldatura e l utilizzo di materiali caratterizzati da adeguata strizione al traverso corto (senso dello spessore). 5) Per strutture saldate in leghe di alluminio sono da evitare giunzioni che presentano nell insieme le seguenti caratteristiche : Tipologia di giunto d angolo, a T a parziale penetrazione o completa penetrazione, a croce. Con due sole vie di smaltimento calore dovuto alla saldatura Severe condizioni di vincolo 6) Per sollecitazioni trasversali di fatica a causa della concentrazione delle tensioni dovuti alla forma geometrica del vertice della saldatura l applicazione dei sostegni del bagno sono da evitare. 7) L applicazione dei sostegni del bagno di fusione permanenti o rimovibili è permessa solo se prevista a progetto/disegno. 8) Saldature su teste delle viti o di dadi con lo scopo di evitarne lo svitamento non è consentito su componenti che riguardano la sicurezza. Non sono inoltre ammesse appuntature su dadi o prigionieri il cui materiale non risulti idoneo alla saldatura 9) Nel calcolo e relativo dimensionamento delle saldature si deve tenere conto della riduzione della resistenza meccanica in Z.F e ZTA per acciai incruditi, alluminio e leghe d alluminio 10) Per saldature testa - testa o a T a piena penetrazione deve essere prevista la ripresa a rovescio quando le giunzioni saldate in questione sono caratterizzate da elevate sollecitazioni dinamiche. 11) Nelle saldature testa - testa con variazioni di spessore o variazioni di larghezza fra le lamiere saldate, deve essere prevista una zona di transizione tale da favorire l andamento delle linee di forza : nel caso di sollecitazioni statiche o di carico dinamico minimo con differenza di spessore Δ T superiore a 10 mm (fra le due lamiere interessate) si richiede una zona di transizione con pendenza non superiore a 1:1. (vedere punto 9.1 Allegato 1 Figura 3) nel caso di sollecitazioni dinamiche elevate, con differenza di spessore Δ T di oltre 3 mm, per giunti a raso su un lato, e Δ T maggiore o uguale a 6 mm, con giunti in posizione centrale, si richiede una zona di transizione di pendenza non superiore a 1:4 (vedere punto 9.1 Allegato 1 Figura 4) 15
.")
16 12) Le saldature d angolo devono essere, in generale, realizzate in forma isoscele. Se per motivi costruttivi o di miglioramento del flusso delle linee di forza sono necessarie saldature con lati del triangolo non isoscele; sul disegno deve essere indicata altre allo spessore di gola (a), anche il valore dei rispettivi lati (Z). 13) Le saldature d angolo non devono essere indicate con spessori superiori a quelli richiesti dal relativo dimensionamento relativo al minimo spessore delle lamiere interessate alla giunzione. 14) Nelle saldature d angolo, la distanza tra l anima e il suo bordo estremo deve essere: d 1,5 a + 2 t (vedere punto 9.1 Allegato 1 Figura 5) 15) Le saldature che richiedono una rifinitura particolare devono essere indicate nei disegni e nel programma delle saldatura. 16) In caso di realizzazione di strutture saldate che vengano fissate ad altre strutture mediante collegamenti semifissi (bulloni, chiodi etc.) deve essere indicato a disegno la tolleranza geometrica di planarità fra i piani di interfaccia. Nel caso in cui non siano interposti nel collegamento, elementi di sospensione, dovrà essere data evidenza, dell adeguatezza delle tolleranze assegnate, mediante opportuni calcoli di verifica del dimensionamento delle saldature interessate. 7. CONTROLLI NON DISTRUTTIVI SU GIUNTI ISPEZIONABILI Vedi punto 8.1 della ST n CONTROLLO DEI GIUNTI SALDATI NON ISPEZIONABILI 8.1 Modalità di comportamento per i controlli dei giunti saldati non ispezionabili in opera. Qualora non sia possibile eseguire in opera i CND richiesti, fatto salvo quanto richiesto al precedente punto 5, è possibile optare per effettuare controlli alternativi del giunto in questione, effettuando prima della produzione e fuori opera giunti facsimile definite maquette. L esecuzione della Maquette, al fine di garantire le stesse condizioni di produzione (smaltimento di calore, tensioni residue ), deve essere supportata dall emissione di disegni o descrizione dettagliata ove siano individuati: particolari che compongono la maquette, ed il loro materiale. spessori, dimensioni dei singoli componenti, eventuali vincoli. I disegni o la descrizione della maquette devono essere emessi dalla progettazione responsabile del progetto. Qualora, per necessità aziendali, detta documentazione venga elaborata da una diversa attività, prima della sua attuazione deve essere approvata dall ufficio progettazione responsabile del progetto. 16
 Le saldature d angolo non devono essere indicate con spessori superiori a quelli richiesti dal relativo dimensionamento relativo al minimo spessore delle lamiere interessate alla giunzione.")
17 Detta documentazione dovrà essere rintracciabile con un N di identificazione e richiamata sui disegni di progetto interessati. Il numero e la frequenza delle maquette da eseguire devono essere concordate tra cliente e progettista e riportate su documento di progetto. Sono anche ammessi esami macrografici su talloni o su provini ricavati da sfridi di lavorazione. 8.2 Modalità di esecuzione delle maquette e relativi esami macrografici Vedi punto 8.2 della ST n ALLEGATI Sono riportati di seguito gli allegati richiamati nella presente specifica 9.1 Allegato 1 Sono riportate le vari Figure richiamate dalla presente specifica tecnica. Figura 3 17

18 Figura 4 Figura 5 18

19 9.2 Allegato 2 Allegato composto da 8 fogli raffiguranti varie tipologie di giunti. 19

20 20
21 21
22 22
23 23
24 24
25 25
26 26
Trieste 28 Febbraio 2011
 CERTIFICAZIONE DEL SISTEMA DI GESTIONE ISO 3834: 2009 Requisiti di qualità della saldatura per fusione dei materiali metallici Trieste 28 Febbraio 2011 Roberto Silvestrin I patentini per la saldatura I
CERTIFICAZIONE DEL SISTEMA DI GESTIONE ISO 3834: 2009 Requisiti di qualità della saldatura per fusione dei materiali metallici Trieste 28 Febbraio 2011 Roberto Silvestrin I patentini per la saldatura I
SCHEMA 0 STORIA. Schema certificativo CP004 0.1 DOCUMENTI ESTERNI DI RIFERIMENTO
 SCHEMA per la certificazione del controllo della produzione in fabbrica ai fini della marcatura CE dei profilati cavi di acciai non legati e a grano fine per impieghi strutturali di cui alle norme UNI
SCHEMA per la certificazione del controllo della produzione in fabbrica ai fini della marcatura CE dei profilati cavi di acciai non legati e a grano fine per impieghi strutturali di cui alle norme UNI
SCHEMA 0 STORIA. Schema certificativo CP003 0.1 DOCUMENTI ESTERNI DI RIFERIMENTO
 SCHEMA per la certificazione del controllo della produzione in fabbrica ai fini della marcatura CE dei prodotti laminati a caldo di acciai per impieghi strutturali di cui alla norma UNI EN 10025-1, edizione
SCHEMA per la certificazione del controllo della produzione in fabbrica ai fini della marcatura CE dei prodotti laminati a caldo di acciai per impieghi strutturali di cui alla norma UNI EN 10025-1, edizione
SOMMARIO 1. CALCESTRUZZO... 2 2. ACCIAIO DA C.A. (DEL TIPO B450C)... 3 3. ACCIAIO PER CARPENTERIA METALLICA... 4 MANDANTE:
... 3 3. ACCIAIO PER CARPENTERIA METALLICA... 4 MANDANTE:") SOMMARIO 1. CALCESTRUZZO... 2 2. ACCIAIO DA C.A. (DEL TIPO B450C)... 3 3. ACCIAIO PER CARPENTERIA METALLICA... 4 1 1. Calcestruzzo Classe di esposizione: XC1 (elevazione) XC2 (fondazione) Classe di consistenza:
SOMMARIO 1. CALCESTRUZZO... 2 2. ACCIAIO DA C.A. (DEL TIPO B450C)... 3 3. ACCIAIO PER CARPENTERIA METALLICA... 4 1 1. Calcestruzzo Classe di esposizione: XC1 (elevazione) XC2 (fondazione) Classe di consistenza:
CENTRO DI TRASFORMAZIONE
 DEFINIZIONE (NTC 11.3.1.7): Un impianto esterno alla fabbrica... che riceve dal produttore di acciaio elementi base... e confeziona elementi strutturali direttamente impiegabili in cantiere I centri di
DEFINIZIONE (NTC 11.3.1.7): Un impianto esterno alla fabbrica... che riceve dal produttore di acciaio elementi base... e confeziona elementi strutturali direttamente impiegabili in cantiere I centri di
Rappresentazione delle saldature
 TIPI DI GIUNTI SALDATI (UNI 1307-2a parte) Si definisce giunto saldato la zona in cui avviene il collegamento dei pezzi mediante saldatura. Le superfici minori dei pezzi, vicine e interessate alla saldatura,
TIPI DI GIUNTI SALDATI (UNI 1307-2a parte) Si definisce giunto saldato la zona in cui avviene il collegamento dei pezzi mediante saldatura. Le superfici minori dei pezzi, vicine e interessate alla saldatura,
Linee Guida AICQ Incollaggio Parte 5 Manutenzione e Riparazione
 Direzione Tecnica Ingegneria Rotabili e Tecnologie di Base Tecnologie Meccaniche e Sistemi Frenanti - Sistemi e Componenti Meccanici - Sistemi Frenanti - Processi Speciali Autori: Nannini Andrea e-mail:
Direzione Tecnica Ingegneria Rotabili e Tecnologie di Base Tecnologie Meccaniche e Sistemi Frenanti - Sistemi e Componenti Meccanici - Sistemi Frenanti - Processi Speciali Autori: Nannini Andrea e-mail:
Agrigento, 18 giugno 2014. Geom. Raffaello Dellamotta Tel. 0541-322.234 r.dellamotta@giordano.it
 . Come identificarlo, certificarlo e controllarlo attraverso le NTC ed il nuovo CPR 305/2011 Specificazione e qualificazione delle procedure di saldatura per materiali metallici come richiesto dalla EN
. Come identificarlo, certificarlo e controllarlo attraverso le NTC ed il nuovo CPR 305/2011 Specificazione e qualificazione delle procedure di saldatura per materiali metallici come richiesto dalla EN
SCHEMA. Mandato CEN M/120 - Prodotti metallici per impiego strutturale e loro accessori
 SCHEMA per la certificazione del controllo della produzione in fabbrica ai fini della marcatura CE di componenti per strutture di acciaio e d alluminio cui alla norma UNI EN 1090-1:2012 0 STORIA Edizione
SCHEMA per la certificazione del controllo della produzione in fabbrica ai fini della marcatura CE di componenti per strutture di acciaio e d alluminio cui alla norma UNI EN 1090-1:2012 0 STORIA Edizione
REQUISITI QUALITA Conformi alla norma ISO 3834-2
 REQUISITI QUALITA Conformi alla norma ISO 3834-2 Coordinatore di Saldartura Responsabile coordinamento attività di Saldatura (CS) Welding Engineer Compiti e responsabilità secondo ISO 473 PROCEDIMENTI
REQUISITI QUALITA Conformi alla norma ISO 3834-2 Coordinatore di Saldartura Responsabile coordinamento attività di Saldatura (CS) Welding Engineer Compiti e responsabilità secondo ISO 473 PROCEDIMENTI
Lezione. Tecnica delle Costruzioni
 Lezione Tecnica delle Costruzioni Collegamenti saldati Procedimenti di saldatura Sorgente termica che produce alta temperatura in modo localizzato Fusione del materiale base più il materiale di apporto
Lezione Tecnica delle Costruzioni Collegamenti saldati Procedimenti di saldatura Sorgente termica che produce alta temperatura in modo localizzato Fusione del materiale base più il materiale di apporto
Effettuare gli audit interni
 Scopo Definire le modalità per la gestione delle verifiche ispettive interne Fornitore del Processo Input Cliente del Processo Qualità (centrale) e Referenti Qualità delle sedi territoriali Direzione Qualità
Scopo Definire le modalità per la gestione delle verifiche ispettive interne Fornitore del Processo Input Cliente del Processo Qualità (centrale) e Referenti Qualità delle sedi territoriali Direzione Qualità
CONTROLLO SALDATURE IN SITO STRUTTURA METALLICA SALDATA XXXXXXXXXXX
 CONTROLLO SALDATURE IN SITO STRUTTURA METALLICA SALDATA XXXXXXXXXXXX Prova n 958/AA 27 aprile 2011 Committente: Relatore: XXXXXXXXXXX ing. Andrea Cimino Ristrutturazione edificio in centro storico Rif:
CONTROLLO SALDATURE IN SITO STRUTTURA METALLICA SALDATA XXXXXXXXXXXX Prova n 958/AA 27 aprile 2011 Committente: Relatore: XXXXXXXXXXX ing. Andrea Cimino Ristrutturazione edificio in centro storico Rif:
INDICE. Istituto Tecnico F. Viganò PROCEDURA PR 01. Rev. 2 Data 20 Maggio 2009. Pagina 1 di 9 TENUTA SOTTO CONTROLLO DEI DOCUMENTI
 INDICE 1 di 9 1. SCOPO 2. CAMPO DI APPLICAZIONE 3. TERMINOLOGIA E ABBREVIAZIONI 4. RESPONSABILITÀ 5. MODALITÀ OPERATIVE 5.1. Redazione e identificazione 5.2. Controllo e verifica 5.3. Approvazione 5.4.
INDICE 1 di 9 1. SCOPO 2. CAMPO DI APPLICAZIONE 3. TERMINOLOGIA E ABBREVIAZIONI 4. RESPONSABILITÀ 5. MODALITÀ OPERATIVE 5.1. Redazione e identificazione 5.2. Controllo e verifica 5.3. Approvazione 5.4.
Professionisti nella consulenza, formazione e certificazione in saldatura
 Professionisti nella consulenza, formazione e certificazione in saldatura Masterweld Nata agli inizi del 2010, dall unione di due professionisti, Masterweld ha come obiettivo principale quello di fronteggiare
Professionisti nella consulenza, formazione e certificazione in saldatura Masterweld Nata agli inizi del 2010, dall unione di due professionisti, Masterweld ha come obiettivo principale quello di fronteggiare
SCHEMA 0 STORIA. Schema certificativo SC001 0.1 DOCUMENTI ESTERNI DI RIFERIMENTO. 0.2 Documenti IGQ di riferimento. Edizione 2 06/10/10
 SCHEMA per la certificazione dei tubi di acciaio per il convogliamento di acqua e di altri liquidi acquosi, di cui alla norma UNI EN 10224 - Ed. Marzo 2006 Il presente documento è stato approvato dalla
SCHEMA per la certificazione dei tubi di acciaio per il convogliamento di acqua e di altri liquidi acquosi, di cui alla norma UNI EN 10224 - Ed. Marzo 2006 Il presente documento è stato approvato dalla
CAPACITÀ DI PROCESSO (PROCESS CAPABILITY)
") CICLO DI LEZIONI per Progetto e Gestione della Qualità Facoltà di Ingegneria CAPACITÀ DI PROCESSO (PROCESS CAPABILITY) Carlo Noè Università Carlo Cattaneo e-mail: cnoe@liuc.it 1 CAPACITÀ DI PROCESSO Il
CICLO DI LEZIONI per Progetto e Gestione della Qualità Facoltà di Ingegneria CAPACITÀ DI PROCESSO (PROCESS CAPABILITY) Carlo Noè Università Carlo Cattaneo e-mail: cnoe@liuc.it 1 CAPACITÀ DI PROCESSO Il
REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA
 REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA SETTORE ECONOMICO PROFESSIONALE 1 SETTORE MECCANICA; PRODUZIONE E MANUTENZIONE DI MACCHINE; IMPIANTISTICA Processo Lavorazioni Meccaniche
REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA SETTORE ECONOMICO PROFESSIONALE 1 SETTORE MECCANICA; PRODUZIONE E MANUTENZIONE DI MACCHINE; IMPIANTISTICA Processo Lavorazioni Meccaniche
International Studies Ltd
 www.internationalstudies.ltd.uk info@internationalstudies.ltd.uk pag. 1 di 6 Utilizzo dell acciaio in edilizia mediante saldatura e redazione delle WPS L'impiego dei processi di saldatura nel settore delle
www.internationalstudies.ltd.uk info@internationalstudies.ltd.uk pag. 1 di 6 Utilizzo dell acciaio in edilizia mediante saldatura e redazione delle WPS L'impiego dei processi di saldatura nel settore delle
ALLEGATO II Dispositivi di attacco
 ALLEGATO II Dispositivi di attacco. : il testo compreso fra i precedenti simboli si riferisce all aggiornamento di Maggio 2011 Nel presente allegato sono riportate le possibili conformazioni dei dispositivi
ALLEGATO II Dispositivi di attacco. : il testo compreso fra i precedenti simboli si riferisce all aggiornamento di Maggio 2011 Nel presente allegato sono riportate le possibili conformazioni dei dispositivi
4.6 APPROVVIGIONAMENTO
 Unione Industriale 43 di 94 4.6 APPROVVIGIONAMENTO 4.6.1 Generalità Il capitolo indica le modalità con le quali la filatura conto terzi deve gestire il rapporto di subfornitura nell ambito di un sistema
Unione Industriale 43 di 94 4.6 APPROVVIGIONAMENTO 4.6.1 Generalità Il capitolo indica le modalità con le quali la filatura conto terzi deve gestire il rapporto di subfornitura nell ambito di un sistema
4.5 CONTROLLO DEI DOCUMENTI E DEI DATI
 Unione Industriale 35 di 94 4.5 CONTROLLO DEI DOCUMENTI E DEI DATI 4.5.1 Generalità La documentazione, per una filatura conto terzi che opera nell ambito di un Sistema qualità, rappresenta l evidenza oggettiva
Unione Industriale 35 di 94 4.5 CONTROLLO DEI DOCUMENTI E DEI DATI 4.5.1 Generalità La documentazione, per una filatura conto terzi che opera nell ambito di un Sistema qualità, rappresenta l evidenza oggettiva
RG02 - Allegato CV Rev00 del 22-12-2013. Prove di estrazione. Tensioni residue. Prove di penetrazione. Esame visivo. Georadar.
 RG02 - Allegato CV Rev00 del 22-2- RG02 ALLEGATO CV CERTIFICAZIONE IN AMBITO CIVILE CV. SCOPO E CAMPO DI APPLICAZIONE Il presente allegato è una integrazione al regolamento RG02 nell ultima revisione disponibile,
RG02 - Allegato CV Rev00 del 22-2- RG02 ALLEGATO CV CERTIFICAZIONE IN AMBITO CIVILE CV. SCOPO E CAMPO DI APPLICAZIONE Il presente allegato è una integrazione al regolamento RG02 nell ultima revisione disponibile,
CHE COSA CAMBIA CON LA NUOVA NORMA EUROPEA PER PROFILI IN PVC UNI EN 12608
 COSTRUIRE SERRAMENTI IN PVC CHE COSA CAMBIA CON LA NUOVA NORMA EUROPEA PER PROFILI IN PVC UNI EN 12608 1 La norma europea rivolta alla definizione delle caratteristiche dei profili in PVC per finestre
COSTRUIRE SERRAMENTI IN PVC CHE COSA CAMBIA CON LA NUOVA NORMA EUROPEA PER PROFILI IN PVC UNI EN 12608 1 La norma europea rivolta alla definizione delle caratteristiche dei profili in PVC per finestre
RAPPORTO DI PROVA Venezia,. Foglio n. 1 di 7. Protocollo: Luogo e Data della prova: Richiedente: Materiale testato:
 Foglio n. 1 di 7 Protocollo: Luogo e Data della prova: Mestre, Richiedente: Materiale testato: Prova eseguita: Conducibilità termica Riferimento Normativo: UNI EN 12667 DESCRIZIONE DEL CAMPIONE SOTTOPOSTO
Foglio n. 1 di 7 Protocollo: Luogo e Data della prova: Mestre, Richiedente: Materiale testato: Prova eseguita: Conducibilità termica Riferimento Normativo: UNI EN 12667 DESCRIZIONE DEL CAMPIONE SOTTOPOSTO
Operatore TIG automatica (orbitale)
") Operatore TIG automatica (orbitale) GTAW(TIG) MANUALE E ORBITALE Parametri che influenzano la saldatura TIG TUNGSTEN INERT GAS, ovvero saldatura con elettrodo di tungsteno in atmosfera di gas inerte Diametro
Operatore TIG automatica (orbitale) GTAW(TIG) MANUALE E ORBITALE Parametri che influenzano la saldatura TIG TUNGSTEN INERT GAS, ovvero saldatura con elettrodo di tungsteno in atmosfera di gas inerte Diametro
UNI EN ISO 9001:2008 Sistemi di Gestione per la Qualità: requisiti e guida per l uso
 SORVEGLIANZA E CERTIFICAZIONI UNI EN ISO 9001:2008 Sistemi di Gestione per la Qualità: requisiti e guida per l uso Pagina 1 di 10 INTRODUZIONE La Norma UNI EN ISO 9001:2008 fa parte delle norme Internazionali
SORVEGLIANZA E CERTIFICAZIONI UNI EN ISO 9001:2008 Sistemi di Gestione per la Qualità: requisiti e guida per l uso Pagina 1 di 10 INTRODUZIONE La Norma UNI EN ISO 9001:2008 fa parte delle norme Internazionali
Aspetti tecnici della norma per le costruzioni in acciaio. Fabio Querci RINA Services S.p.A. Product Certification Central Italy
 Aspetti tecnici della norma per le costruzioni in acciaio Fabio Querci RINA Services S.p.A. Product Certification Central Italy 1 Scelta della classe di esecuzione, il primo passo: I COMPONENTI SONO IDENTIFICATI
Aspetti tecnici della norma per le costruzioni in acciaio Fabio Querci RINA Services S.p.A. Product Certification Central Italy 1 Scelta della classe di esecuzione, il primo passo: I COMPONENTI SONO IDENTIFICATI
NORME TECNICHE PER LE COSTRUZIONI:
 NORME TECNICHE PER LE COSTRUZIONI: UNI EN 3834 -Requisiti per la qualità della saldatura UNI EN ISO 9001 -Sistemi di gestione qualità UNI EN ISO 9001 -Sistemi di gestione qualità Centri di trasformazione:
NORME TECNICHE PER LE COSTRUZIONI: UNI EN 3834 -Requisiti per la qualità della saldatura UNI EN ISO 9001 -Sistemi di gestione qualità UNI EN ISO 9001 -Sistemi di gestione qualità Centri di trasformazione:
Prodotti Siderurgici. 12. SISTEMI DI GIUNZIONE Unioni saldate, unioni bullonate
 Prodotti Siderurgici 12. SISTEMI DI GIUNZIONE Unioni saldate, unioni bullonate Premessa Il presente documento vuole fornire indicazioni semplici e concrete per i collegamenti nelle costruzioni metalliche,
Prodotti Siderurgici 12. SISTEMI DI GIUNZIONE Unioni saldate, unioni bullonate Premessa Il presente documento vuole fornire indicazioni semplici e concrete per i collegamenti nelle costruzioni metalliche,
DATI IDENTIFICATIVI CEI COLLEGAMENTI/RELAZIONI TRA DOCUMENTI INFORMAZIONI EDITORIALI 3680 C:1998-02
 N O R M A I T A L I A N A C E I Norma Italiana Data Pubblicazione CEI 79-3 2012-05 Titolo Sistemi di allarme Prescrizioni particolari per gli impianti di allarme intrusione Title Alarm systems Particular
N O R M A I T A L I A N A C E I Norma Italiana Data Pubblicazione CEI 79-3 2012-05 Titolo Sistemi di allarme Prescrizioni particolari per gli impianti di allarme intrusione Title Alarm systems Particular
LEZIONI N 24 E 25 UNIONI SALDATE
 LEZIONI N 24 E 25 UNIONI SALDATE Le saldature si realizzano prevalentemente con il metodo dell arco elettrico, utilizzando elettrodi rivestiti, che forniscono il materiale di apporto. Il collegamento è
LEZIONI N 24 E 25 UNIONI SALDATE Le saldature si realizzano prevalentemente con il metodo dell arco elettrico, utilizzando elettrodi rivestiti, che forniscono il materiale di apporto. Il collegamento è
Il contesto legislativo nazionale ed europeo: traguardi acquisiti e criticità del sistema a quattro anni dal DM 14 Gennaio 2008
 Associazione Costruttori Acciaio Italiani Il contesto legislativo nazionale ed europeo: traguardi acquisiti e criticità del sistema a quattro anni dal DM 14 Gennaio 2008 8 Ottobre 2013, Milano Marco Perazzi
Associazione Costruttori Acciaio Italiani Il contesto legislativo nazionale ed europeo: traguardi acquisiti e criticità del sistema a quattro anni dal DM 14 Gennaio 2008 8 Ottobre 2013, Milano Marco Perazzi
Dimensioni Altezza del telaio di protezione dai supporti: Larghezza del telaio di protezione:
 Scheda 23: TELAIO ANTERIORE ABBATTIBILE SALDATO PER MOTOAGRICOLE CON STRUTTURA PORTANTE DI TIPO ARTICOLATO O RIGIDO CON POSTO DI GUIDA ARRETRATO CON MASSA MAGGIORE DI 2000 kg E FINO A 3500 kg SPECIFICHE
Scheda 23: TELAIO ANTERIORE ABBATTIBILE SALDATO PER MOTOAGRICOLE CON STRUTTURA PORTANTE DI TIPO ARTICOLATO O RIGIDO CON POSTO DI GUIDA ARRETRATO CON MASSA MAGGIORE DI 2000 kg E FINO A 3500 kg SPECIFICHE
DM.9 agosto 2000 LINEE GUIDA PER L ATTUAZIONE DEL SISTEMA DI GESTIONE DELLA SICUREZZA TITOLO I POLITICA DI PREVENZIONE DEGLI INCIDENTI RILEVANTI
 DM.9 agosto 2000 LINEE GUIDA PER L ATTUAZIONE DEL SISTEMA DI GESTIONE DELLA SICUREZZA TITOLO I POLITICA DI PREVENZIONE DEGLI INCIDENTI RILEVANTI Articolo 1 (Campo di applicazione) Il presente decreto si
DM.9 agosto 2000 LINEE GUIDA PER L ATTUAZIONE DEL SISTEMA DI GESTIONE DELLA SICUREZZA TITOLO I POLITICA DI PREVENZIONE DEGLI INCIDENTI RILEVANTI Articolo 1 (Campo di applicazione) Il presente decreto si
, ' *-- ' " $!,"""&& # " $%
 ! "#$ %"&"" $$' " (#! %")" * +'#!", ' *-- ' " $!,"""&& # " $% &' ())* %")" + +' # ++,! " %"" '+'$ " $( ++ %"&"" ' " '! $- &(.)'.())/ &/0 # $ %. " (' ' 1 + $ *2.&)/.33./ 0' 12' 3, & 4 5 3./.22, 4) 5 " &
! "#$ %"&"" $$' " (#! %")" * +'#!", ' *-- ' " $!,"""&& # " $% &' ())* %")" + +' # ++,! " %"" '+'$ " $( ++ %"&"" ' " '! $- &(.)'.())/ &/0 # $ %. " (' ' 1 + $ *2.&)/.33./ 0' 12' 3, & 4 5 3./.22, 4) 5 " &
Strutture in acciaio. Unioni
 Strutture in acciaio Unioni Tipologie di unioni Chiodi o bulloni Sono puntuali Indeboliscono le sezioni Ripristinano solo parzialmente la continuità Si eseguono in opera con relativa facilità Saldatura
Strutture in acciaio Unioni Tipologie di unioni Chiodi o bulloni Sono puntuali Indeboliscono le sezioni Ripristinano solo parzialmente la continuità Si eseguono in opera con relativa facilità Saldatura
Progetto MICS Abilitazioni Macchine Giornata Nazionale di Formazione Formatori in collaborazione con ANIMA/UCoMESA-AISEM Milano 22 Marzo 2012
 Progetto MICS Abilitazioni Macchine Giornata Nazionale di Formazione Formatori in collaborazione con ANIMA/UCoMESA-AISEM Milano 22 Marzo 2012 Sede ANIMA via Scarsellini 13 - Milano Classificazione degli
Progetto MICS Abilitazioni Macchine Giornata Nazionale di Formazione Formatori in collaborazione con ANIMA/UCoMESA-AISEM Milano 22 Marzo 2012 Sede ANIMA via Scarsellini 13 - Milano Classificazione degli
RELAZIONE TECNICA VV.F
 VAR. MET.: DERIVAZ. PER MARATEA DN 250 (10 ) - 75 bar L = 508 m RELAZIONE TECNICA VV.F 3 Nov. 12 Emissione per permessi con inserita P.E. Faragasso Lupinacci Barci 2 Giu. 12 Variato tracciato Inserita
VAR. MET.: DERIVAZ. PER MARATEA DN 250 (10 ) - 75 bar L = 508 m RELAZIONE TECNICA VV.F 3 Nov. 12 Emissione per permessi con inserita P.E. Faragasso Lupinacci Barci 2 Giu. 12 Variato tracciato Inserita
1. INTRODUZIONE 2. VALUTAZIONE PRELIMINARE DEL FORNITORE
 PQO.07 Pagina N : 1 Elaborato RESP. UFF. ACQUISTI : N Tot. Pagine: 8 Indice Rev.: 1 Verificato DIRETTORE GENERALE: Data emissione: 01-09-2004 Approvato RESP. ASS. : 1. INTRODUZIONE Nel presente Capitolato
PQO.07 Pagina N : 1 Elaborato RESP. UFF. ACQUISTI : N Tot. Pagine: 8 Indice Rev.: 1 Verificato DIRETTORE GENERALE: Data emissione: 01-09-2004 Approvato RESP. ASS. : 1. INTRODUZIONE Nel presente Capitolato
La Qualità il Controllo ed il Collaudo della macchina utensile. Dr. Giacomo Gelmi
 La Qualità il Controllo ed il Collaudo della macchina utensile Dr. Giacomo Gelmi Che cosa è una macchina utensile? E uno spazio fisico in cui si collocano, sostenuti da adeguate strutture ed in posizioni
La Qualità il Controllo ed il Collaudo della macchina utensile Dr. Giacomo Gelmi Che cosa è una macchina utensile? E uno spazio fisico in cui si collocano, sostenuti da adeguate strutture ed in posizioni
TAU S.r.l. Linee guida per le automazioni, secondo le nuove norme europee EN 13241-1, EN 12445 ed EN 12453
 TAU S.r.l. Linee guida per le automazioni, secondo le nuove norme europee EN 13241-1, EN 12445 ed EN 12453 Dal 31 maggio 2001, gli impianti per cancelli automatici ad uso promiscuo (carrabile-pedonale)
TAU S.r.l. Linee guida per le automazioni, secondo le nuove norme europee EN 13241-1, EN 12445 ed EN 12453 Dal 31 maggio 2001, gli impianti per cancelli automatici ad uso promiscuo (carrabile-pedonale)
Nuova edizione Linee Guida La gestione e controllo del processo di protezione dalla corrosione
 Convegno AICQ Settore trasporto su rotaia Giovedì 11 Dicembre 2014 Nuova edizione Linee Guida La gestione e controllo del processo di protezione dalla corrosione Introduzione alle Linee Guida AICQ La necessità
Convegno AICQ Settore trasporto su rotaia Giovedì 11 Dicembre 2014 Nuova edizione Linee Guida La gestione e controllo del processo di protezione dalla corrosione Introduzione alle Linee Guida AICQ La necessità
Sistema di gestione. Criteri di acquisto e di controllo dell acciaio per opere. in carpenteria metallica pagina 1 di 7
 in carpenteria metallica pagina 1 di 7 0 2014-07-07 Aggiornamenti secondo Reg. Eu. 305-2011 Servizio QSA Luca Bosi REV DATA DESCRIZIONE DELLE MODIFICHE PREPARATO VERIFICATO E APPROVATO 1.0 SCOPO Si stabiliscono
in carpenteria metallica pagina 1 di 7 0 2014-07-07 Aggiornamenti secondo Reg. Eu. 305-2011 Servizio QSA Luca Bosi REV DATA DESCRIZIONE DELLE MODIFICHE PREPARATO VERIFICATO E APPROVATO 1.0 SCOPO Si stabiliscono
GD Srl CAPITOLATO GENERALE DI FORNITURA. N 1 Specificato il Foro Competente AQ DIR 05/02/15. Torchio. Barigazzi. Giannitti
 PAG. / 9 GD Srl N Specificato il Foro Competente AQ CQ DIR 05/02/5 Barigazzi Torchio Giannitti N 0 Allineamento ai requisiti della norma UNI EN ISO 900:2008 e della specifica tecnica ISO/TS 6949:2009 AQ
PAG. / 9 GD Srl N Specificato il Foro Competente AQ CQ DIR 05/02/5 Barigazzi Torchio Giannitti N 0 Allineamento ai requisiti della norma UNI EN ISO 900:2008 e della specifica tecnica ISO/TS 6949:2009 AQ
VILLA BORROMEO Sarmeola di Rubano Padova 25 novembre 2010. Relatore: Ing. Carlo Calisse
 LE RETI ANTICADUTA DALLE NORME UNI EN 1263-1 1 e 2 ALLE NUOVE LINEE GUIDA AIPAA VILLA BORROMEO Sarmeola di Rubano Padova 25 novembre 2010 Relatore: Ing. Carlo Calisse INTRODUZIONE ALLE NORME UNI EN 1263-1:
LE RETI ANTICADUTA DALLE NORME UNI EN 1263-1 1 e 2 ALLE NUOVE LINEE GUIDA AIPAA VILLA BORROMEO Sarmeola di Rubano Padova 25 novembre 2010 Relatore: Ing. Carlo Calisse INTRODUZIONE ALLE NORME UNI EN 1263-1:
Manuale della qualità. Procedure. Istruzioni operative
 Unione Industriale 19 di 94 4.2 SISTEMA QUALITÀ 4.2.1 Generalità Un Sistema qualità è costituito dalla struttura organizzata, dalle responsabilità definite, dalle procedure, dai procedimenti di lavoro
Unione Industriale 19 di 94 4.2 SISTEMA QUALITÀ 4.2.1 Generalità Un Sistema qualità è costituito dalla struttura organizzata, dalle responsabilità definite, dalle procedure, dai procedimenti di lavoro
EN 1090?? Lorch Schweißtechnik GmbH www.lorch.eu
 EN 1090?? Lorch Schweißtechnik GmbH www.lorch.eu DM 14-01-2008 Nuove Norme Tecniche per le Costruzioni EN 1090 Marcatura CE delle strutture in acciaio UNI EN ISO 3834.1:2006 Requisiti di Qualità per la
EN 1090?? Lorch Schweißtechnik GmbH www.lorch.eu DM 14-01-2008 Nuove Norme Tecniche per le Costruzioni EN 1090 Marcatura CE delle strutture in acciaio UNI EN ISO 3834.1:2006 Requisiti di Qualità per la
Certificazioni & Collaudi S.r.l.
 Il presente documento è stato emesso dalla Direzione Generale il 08/05/2015. L originale firmato è conservato presso l ufficio del Responsabile Gestione Qualità INDICE GENERALE 1. SCOPO, CAMPO DI APPLICAZIONE
Il presente documento è stato emesso dalla Direzione Generale il 08/05/2015. L originale firmato è conservato presso l ufficio del Responsabile Gestione Qualità INDICE GENERALE 1. SCOPO, CAMPO DI APPLICAZIONE
SCHEDA 69: TELAIO POSTERIORE ABBATTIBILE PIEGATO PER TRATTORI A CINGOLI CON MASSA MAGGIORE DI 1500 kg E FINO A 3000 kg
 SCHEDA 69: TELAIO POSTERIORE ABBATTIBILE PIEGATO PER TRATTORI A CINGOLI CON MASSA MAGGIORE DI 1500 kg E FINO A 3000 kg SPECIFICHE DEL TELAIO DI PROTEZIONE. : il testo compreso fra i precedenti simboli
SCHEDA 69: TELAIO POSTERIORE ABBATTIBILE PIEGATO PER TRATTORI A CINGOLI CON MASSA MAGGIORE DI 1500 kg E FINO A 3000 kg SPECIFICHE DEL TELAIO DI PROTEZIONE. : il testo compreso fra i precedenti simboli
PROGETTO TECNICO SISTEMA DI GESTIONE QUALITA IN CONFORMITÀ ALLA NORMA. UNI EN ISO 9001 (ed. 2008) n. 03 del 31/01/09 Salvatore Ragusa
 n. 03 del 31/01/09 Salvatore Ragusa") PROGETTO TECNICO SISTEMA DI GESTIONE QUALITA IN CONFORMITÀ ALLA NORMA UNI EN ISO 9001 (ed. 2008) Revisione Approvazione n. 03 del 31/01/09 Salvatore Ragusa PROGETTO TECNICO SISTEMA QUALITA Il nostro progetto
PROGETTO TECNICO SISTEMA DI GESTIONE QUALITA IN CONFORMITÀ ALLA NORMA UNI EN ISO 9001 (ed. 2008) Revisione Approvazione n. 03 del 31/01/09 Salvatore Ragusa PROGETTO TECNICO SISTEMA QUALITA Il nostro progetto
STRUTTURE METALLICHE IN ACCIAIO
 STRUTTURE METALLICHE IN ACCIAIO La marcatura CE UNI EN 1090-1. Il primo passo è il conseguimento dell Attestato di Denuncia Attività da parte del Consiglio Superiore dei Lavori Pubblici e l iscrizione
STRUTTURE METALLICHE IN ACCIAIO La marcatura CE UNI EN 1090-1. Il primo passo è il conseguimento dell Attestato di Denuncia Attività da parte del Consiglio Superiore dei Lavori Pubblici e l iscrizione
SLINGOFER S.R.L. Informativa Sulle Attrezzature Revisionate e Certificate INDICE STATO DI CONSERVAZIONE... ... ... SCOPO DEL SERVIZIO... ...
 Informativa Sulle Attrezzature Revisionate e Certificate INDICE ATTESTATI SULLO S STATO DI CONSERVAZIONE... 2 SCOPO DEL SERVIZIO......... 5 METODO DI LAVORO......... 6 1/9 ESEMPI DI RICONDIZIONAMENTO MACCHINE...
Informativa Sulle Attrezzature Revisionate e Certificate INDICE ATTESTATI SULLO S STATO DI CONSERVAZIONE... 2 SCOPO DEL SERVIZIO......... 5 METODO DI LAVORO......... 6 1/9 ESEMPI DI RICONDIZIONAMENTO MACCHINE...
Milano, 24 aprile 2008 Prot. SC/gm/ n. 975/08 Lettera Circolare
 Milano, 24 aprile 2008 Prot. SC/gm/ n. 975/08 Lettera Circolare Oggetto: Linee guida per le dichiarazioni di rispondenza degli impianti elettrici ed elettronici esistenti - ai sensi del DM 37/08 art. 7
Milano, 24 aprile 2008 Prot. SC/gm/ n. 975/08 Lettera Circolare Oggetto: Linee guida per le dichiarazioni di rispondenza degli impianti elettrici ed elettronici esistenti - ai sensi del DM 37/08 art. 7
Come cambiano gli obblighi per le strutture metalliche a partire dal 1 luglio 2014
 Regolamento (UE) n.305/11 e norme del gruppo EN1090 La Marcatura CE delle strutture metalliche alla luce delle Norme tecniche per le Costruzioni Firenze, 30/10/2014 Come cambiano gli obblighi per le strutture
Regolamento (UE) n.305/11 e norme del gruppo EN1090 La Marcatura CE delle strutture metalliche alla luce delle Norme tecniche per le Costruzioni Firenze, 30/10/2014 Come cambiano gli obblighi per le strutture
1 SCOPO E CAMPO DI APPLICAZIONE...2 2 RIFERIMENTI... 2 3 SIGLE E DEFINIZIONI... 2 4 RESPONSABILITA...3 5 PROCEDURA...3
 del 13 11 2012 Pagina 1 di 6 INDICE 1 SCOPO E CAMPO DI APPLICAZIONE...2 2 RIFERIMENTI... 2 3 SIGLE E DEFINIZIONI... 2 4 RESPONSABILITA...3 5 PROCEDURA...3 5.1 Programmazione delle attività...3 5.2 Documentazione...
del 13 11 2012 Pagina 1 di 6 INDICE 1 SCOPO E CAMPO DI APPLICAZIONE...2 2 RIFERIMENTI... 2 3 SIGLE E DEFINIZIONI... 2 4 RESPONSABILITA...3 5 PROCEDURA...3 5.1 Programmazione delle attività...3 5.2 Documentazione...
COMUNE DI VILLAFRATI PROVINCIA DI
 COMUNE DI VILLAFRATI PROVINCIA DI PIANO DI MANUTENZIONE RELAZIONE GENERALE DESCRIZIONE: LAVORI DI MANUTENZIONE STRAORDINARIA SCUOLA MEDIA GIOVANNI XXIII COMMITTENTE: COMUNE DI VILLAFRATI IL TECNICO: ARCH.
COMUNE DI VILLAFRATI PROVINCIA DI PIANO DI MANUTENZIONE RELAZIONE GENERALE DESCRIZIONE: LAVORI DI MANUTENZIONE STRAORDINARIA SCUOLA MEDIA GIOVANNI XXIII COMMITTENTE: COMUNE DI VILLAFRATI IL TECNICO: ARCH.
La qualifica dei saldatori: la nuova ISO 9606-1: 2013
 La qualifica dei saldatori: la nuova ISO 9606-1: 2013 A cura di Agostino Paggin Direttore Tecnico presso International Weld QUALIFICA DEI SALDATORI È uscita lo scorso 21 novembre la nuova norma UNI EN
La qualifica dei saldatori: la nuova ISO 9606-1: 2013 A cura di Agostino Paggin Direttore Tecnico presso International Weld QUALIFICA DEI SALDATORI È uscita lo scorso 21 novembre la nuova norma UNI EN
SymCAD/C.A.T.S. modulo Canali Schema
 SymCAD/C.A.T.S. modulo Canali Schema Il modulo Ventilazione Standard permette di effettuare la progettazione integrata (disegno e calcoli) in AutoCAD di reti di canali aria (mandata e ripresa). Il disegno
SymCAD/C.A.T.S. modulo Canali Schema Il modulo Ventilazione Standard permette di effettuare la progettazione integrata (disegno e calcoli) in AutoCAD di reti di canali aria (mandata e ripresa). Il disegno
Know how in pillole: Il COORDINATORE DELLA SALDATURA Welding Coordinator Competenze e Responsabilità nei Sistemi UNI EN ISO 3834 e UNI EN 1090
 Care Colleghe, Cari Colleghi, prosegue la serie di Newsletter legate agli Schemi di Certificazione di AICQ SICEV costituiti o in fase di costituzione. Questa volta la pillola formativa si riferisce al
Care Colleghe, Cari Colleghi, prosegue la serie di Newsletter legate agli Schemi di Certificazione di AICQ SICEV costituiti o in fase di costituzione. Questa volta la pillola formativa si riferisce al
UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria sede di Vicenza A.A. 2007/08
 UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria sede di Vicenza A.A. 2007/08 Corso di Disegno Tecnico Industriale per il Corso di Laurea triennale in Ingegneria Meccanica e in Ingegneria Meccatronica
UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria sede di Vicenza A.A. 2007/08 Corso di Disegno Tecnico Industriale per il Corso di Laurea triennale in Ingegneria Meccanica e in Ingegneria Meccatronica
Oggetto: parere legale in merito alle responsabilità del progettista nel. Affido alle seguenti considerazioni il parere richiesto in ordine alle
 Oggetto: parere legale in merito alle responsabilità del progettista nel caso di interventi soggetti a denuncia di inizio attività. Affido alle seguenti considerazioni il parere richiesto in ordine alle
Oggetto: parere legale in merito alle responsabilità del progettista nel caso di interventi soggetti a denuncia di inizio attività. Affido alle seguenti considerazioni il parere richiesto in ordine alle
REGOLAMENTO (UE) N. 1235/2011 DELLA COMMISSIONE
 N. 1235/2011 DELLA COMMISSIONE") 30.11.2011 Gazzetta ufficiale dell Unione europea L 317/17 REGOLAMENTO (UE) N. 1235/2011 DELLA COMMISSIONE del 29 novembre 2011 recante modifica del regolamento (CE) n. 1222/2009 del Parlamento europeo
30.11.2011 Gazzetta ufficiale dell Unione europea L 317/17 REGOLAMENTO (UE) N. 1235/2011 DELLA COMMISSIONE del 29 novembre 2011 recante modifica del regolamento (CE) n. 1222/2009 del Parlamento europeo
Tipologie di profilati commerciali IPE
 HE A-B-M Acciai da costruzione o da carpenteria Tipologie di profilati commerciali IPE UPN L lati uguali IPE Sagomario o profilario Passaggi di lavorazione per un profilo a doppio T lavorato a caldo Nascita
HE A-B-M Acciai da costruzione o da carpenteria Tipologie di profilati commerciali IPE UPN L lati uguali IPE Sagomario o profilario Passaggi di lavorazione per un profilo a doppio T lavorato a caldo Nascita
Sistema di diagnosi CAR TEST
 Data: 30/09/09 1 di 7 Sistema di diagnosi CAR TEST Il sistema di diagnosi CAR TEST venne convenientemente utilizzato per: - verificare che la scocca di un veicolo sia dimensionalmente conforme ai disegni
Data: 30/09/09 1 di 7 Sistema di diagnosi CAR TEST Il sistema di diagnosi CAR TEST venne convenientemente utilizzato per: - verificare che la scocca di un veicolo sia dimensionalmente conforme ai disegni
MODULI DI CONFORMITA I & F BUREAU VERITAS ITALIA
 MODULI DI CONFORMITA DIRETTIVA 97/23/EC del 29/05/1997 MODULO A (Controllo di fabbricazione interno) Nell ambito di questa procedura il fabbricante si accerta e dichiara che le attrezzature a pressione
MODULI DI CONFORMITA DIRETTIVA 97/23/EC del 29/05/1997 MODULO A (Controllo di fabbricazione interno) Nell ambito di questa procedura il fabbricante si accerta e dichiara che le attrezzature a pressione
INTRODUZIONE AL MANUALE DELLA QUALITA
 INTRODUZIONE AL MANUALE DELLA QUALITA Elaborazione Verifica Approvazione Il Responsabile Qualità Il Rappresentante della Direzione Il Dirigente Scolastico (.. ) (. ) ( ) Data Data Data Rev Causale (emis./revis.)
INTRODUZIONE AL MANUALE DELLA QUALITA Elaborazione Verifica Approvazione Il Responsabile Qualità Il Rappresentante della Direzione Il Dirigente Scolastico (.. ) (. ) ( ) Data Data Data Rev Causale (emis./revis.)
un controllo di accettazione tipo A ogni 300 mc massimo di getto
 Laboratorio autorizzato dal ministero delle infrastrutture ad effettuare prove sui materiali da costruzione per strutture metalliche ed opere in cemento armato con D.M. n. 39073 del 23/3/1995 e successivi
Laboratorio autorizzato dal ministero delle infrastrutture ad effettuare prove sui materiali da costruzione per strutture metalliche ed opere in cemento armato con D.M. n. 39073 del 23/3/1995 e successivi
CONTROLLO INIZIALE E MANUTENZIONE DEI SISTEMI DI RIVELAZIONE INCENDI
 Milano, Gennaio 2012 NORMA UNI 11224 GIUGNO 2011 CONTROLLO INIZIALE E MANUTENZIONE DEI SISTEMI DI RIVELAZIONE INCENDI Gà la norma UNI 9795/2010 Sistemi fissi automatici di rivelazione, di segnalazione
Milano, Gennaio 2012 NORMA UNI 11224 GIUGNO 2011 CONTROLLO INIZIALE E MANUTENZIONE DEI SISTEMI DI RIVELAZIONE INCENDI Gà la norma UNI 9795/2010 Sistemi fissi automatici di rivelazione, di segnalazione
TENUTA SOTTO CONTROLLO DELLE REGISTRAZIONI
 Rev.0 Data 10.10.2002 TENUTA SOTTO CONTROLLO DELLE REGISTRAZIONI Indice: 1.0 SCOPO 2.0 CAMPO DI APPLICAZIONE 3.0 RIFERIMENTI E DEFINIZIONI 4.0 RESPONSABILITÀ 5.0 MODALITÀ ESECUTIVE 6.0 ARCHIVIAZIONE 7.0
Rev.0 Data 10.10.2002 TENUTA SOTTO CONTROLLO DELLE REGISTRAZIONI Indice: 1.0 SCOPO 2.0 CAMPO DI APPLICAZIONE 3.0 RIFERIMENTI E DEFINIZIONI 4.0 RESPONSABILITÀ 5.0 MODALITÀ ESECUTIVE 6.0 ARCHIVIAZIONE 7.0
SCHEMA. Mandato CEN M/120 Prodotti metallici per impieghi strutturali e loro accessori.
 SCHEMA per la certificazione del controllo di produzione in fabbrica ai fini della marcatura CE dei prodotti di alluminio e di leghe di alluminio cui alla norma UNI EN 15088:2006 0 STORIA Edizione 0 08/06/2012
SCHEMA per la certificazione del controllo di produzione in fabbrica ai fini della marcatura CE dei prodotti di alluminio e di leghe di alluminio cui alla norma UNI EN 15088:2006 0 STORIA Edizione 0 08/06/2012
COMUNE DI PERUGIA AREA DEL PERSONALE DEL COMPARTO DELLE POSIZIONI ORGANIZZATIVE E DELLE ALTE PROFESSIONALITA
 COMUNE DI PERUGIA AREA DEL PERSONALE DEL COMPARTO DELLE POSIZIONI ORGANIZZATIVE E DELLE ALTE PROFESSIONALITA METODOLOGIA DI VALUTAZIONE DELLA PERFORMANCE Approvato con atto G.C. n. 492 del 07.12.2011 1
COMUNE DI PERUGIA AREA DEL PERSONALE DEL COMPARTO DELLE POSIZIONI ORGANIZZATIVE E DELLE ALTE PROFESSIONALITA METODOLOGIA DI VALUTAZIONE DELLA PERFORMANCE Approvato con atto G.C. n. 492 del 07.12.2011 1
AZIENDA SANITARIA LOCALE TO1 - SC MEDICINA LEGALE - OBITORIO CIVICO
 AZIENDA SANITARIA LOCALE TO1 - SC MEDICINA LEGALE - OBITORIO CIVICO PROCEDURA PR02 - Audit Interni Edizione 1 Approvata dal Direttore della SC Medicina Legale Emessa dal Referente Aziendale per la Qualità
AZIENDA SANITARIA LOCALE TO1 - SC MEDICINA LEGALE - OBITORIO CIVICO PROCEDURA PR02 - Audit Interni Edizione 1 Approvata dal Direttore della SC Medicina Legale Emessa dal Referente Aziendale per la Qualità
Linee Guida per la stesura del Documento Tecnico
 Linee Guida per la stesura del Documento Tecnico relativo alle certificazioni di prodotto agroalimentare di cui al Regolamento per il rilascio del Certificato di Conformità del prodotto agroalimentare
Linee Guida per la stesura del Documento Tecnico relativo alle certificazioni di prodotto agroalimentare di cui al Regolamento per il rilascio del Certificato di Conformità del prodotto agroalimentare
Regolamento per la certificazione di Sistemi di Gestione per la Qualità
 Regolamento per la certificazione di Sistemi di Gestione per la Qualità In vigore dal 19/11/2015 Agroqualità Società per azioni Viale Cesare Pavese, 305-00144 Roma - Italia Tel. +39 0654228675 - Fax: +39
Regolamento per la certificazione di Sistemi di Gestione per la Qualità In vigore dal 19/11/2015 Agroqualità Società per azioni Viale Cesare Pavese, 305-00144 Roma - Italia Tel. +39 0654228675 - Fax: +39
REQUISITI PROCESSO DI SALDATURA di cui al par. 11.3.4.5 delle NTC2008
 Requisito Travi PREM 2015 di cui al par. 11.3.4.5 delle NTC2008 Procedimento all arco elettrico (ammessi procedimenti diversi previa adeguata doc. tecnica e sperimentale) Qualifica (certificati) saldatori
Requisito Travi PREM 2015 di cui al par. 11.3.4.5 delle NTC2008 Procedimento all arco elettrico (ammessi procedimenti diversi previa adeguata doc. tecnica e sperimentale) Qualifica (certificati) saldatori
Regolamento per la certificazione di Sistemi di Gestione per la Qualità
 Regolamento per la certificazione di Sistemi di Gestione per la Qualità In vigore dal 15/09/2015 RINA Via Corsica 12 16128 Genova - Italia tel +39 010 53851 fax +39 010 5351000 web site : www.rina.org
Regolamento per la certificazione di Sistemi di Gestione per la Qualità In vigore dal 15/09/2015 RINA Via Corsica 12 16128 Genova - Italia tel +39 010 53851 fax +39 010 5351000 web site : www.rina.org
UNI EN ISO 3834. Requisiti di qualità per la saldatura per fusione dei materiali metallici. info@marcelomartorelli.mobi
 UNI EN ISO 3834 Requisiti di qualità per la saldatura per fusione dei materiali metallici Introduzione alle norme UNI EN ISO 3834:2006 Perché considerare la UNI EN ISO 3834:2006 nella propria azienda?
UNI EN ISO 3834 Requisiti di qualità per la saldatura per fusione dei materiali metallici Introduzione alle norme UNI EN ISO 3834:2006 Perché considerare la UNI EN ISO 3834:2006 nella propria azienda?
«Gestione dei documenti e delle registrazioni» 1 SCOPO... 2 2 CAMPO DI APPLICAZIONE E GENERALITA... 2 3 RESPONSABILITA... 2 4 DEFINIZIONI...
 Pagina 1 di 6 INDICE 1 SCOPO... 2 2 CAMPO DI APPLICAZIONE E GENERALITA... 2 3 RESPONSABILITA... 2 4 DEFINIZIONI... 2 5 RESPONSABILITA... 2 5.3 DESTINATARIO DELLA DOCUMENTAZIONE... 3 6 PROCEDURA... 3 6.1
Pagina 1 di 6 INDICE 1 SCOPO... 2 2 CAMPO DI APPLICAZIONE E GENERALITA... 2 3 RESPONSABILITA... 2 4 DEFINIZIONI... 2 5 RESPONSABILITA... 2 5.3 DESTINATARIO DELLA DOCUMENTAZIONE... 3 6 PROCEDURA... 3 6.1
Istituto Italiano della Saldatura
 La corrosione può produrre nel tempo profonde alterazioni delle caratteristiche strutturali di componenti metallici tali da comprometterne anche la sicurezza e la funzionalità. Un efficace gestione del
La corrosione può produrre nel tempo profonde alterazioni delle caratteristiche strutturali di componenti metallici tali da comprometterne anche la sicurezza e la funzionalità. Un efficace gestione del
CORSI DI CARATTERE METALLURGICO
 Via Valle Piana 80/28 CORSI DI CARATTERE METALLURGICO ESECUZIONE ED INTERPRETAZIONE DI ESAMI METALLOGRAFICI Tecnici di laboratorio e controllo qualità Nell ambito del controllo della qualità di componenti
Via Valle Piana 80/28 CORSI DI CARATTERE METALLURGICO ESECUZIONE ED INTERPRETAZIONE DI ESAMI METALLOGRAFICI Tecnici di laboratorio e controllo qualità Nell ambito del controllo della qualità di componenti
www.airliquidewelding.it
 www.airliquidewelding.it Con il 1 luglio 2014 diventa cogente la norma EN 1090-1: 2009/EC 1-2011. La norma è rivolta ai produttori di componenti strutturali in acciaio o in alluminio, o parti di essi,
www.airliquidewelding.it Con il 1 luglio 2014 diventa cogente la norma EN 1090-1: 2009/EC 1-2011. La norma è rivolta ai produttori di componenti strutturali in acciaio o in alluminio, o parti di essi,
GESTIONE DELLA QUALITÀ DELLE FORNITURE DI BENI E SERVIZI
 Pagina 1 di 10 GESTIONE DELLA QUALITÀ DELLE DISTRIBUZIONE Fornitori di beni e servizi Documento pubblicato su www.comune.torino.it/progettoqualita/procedure.shtml APPLICAZIONE SPERIMENTALE Stato del documento
Pagina 1 di 10 GESTIONE DELLA QUALITÀ DELLE DISTRIBUZIONE Fornitori di beni e servizi Documento pubblicato su www.comune.torino.it/progettoqualita/procedure.shtml APPLICAZIONE SPERIMENTALE Stato del documento
UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria sede di Vicenza A.A. 2007/08
 UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria sede di Vicenza Corso di Disegno Tecnico Industriale per il Corso di Laurea triennale in Ingegneria Meccanica e in Ingegneria Meccatronica Tolleranze
UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria sede di Vicenza Corso di Disegno Tecnico Industriale per il Corso di Laurea triennale in Ingegneria Meccanica e in Ingegneria Meccatronica Tolleranze
APPROVVIGIONARE APPROVVIGIONARE. Rev. Data Causale Redazione Verifica Approvazione. 00 xx/xx/xxxx Prima emissione
 APPROVVIGIONARE Rev. Data Causale Redazione Verifica Approvazione 00 xx/xx/xxxx Prima emissione INDICE SCOPO DELLA PROCEDURA RESPONSABILITÀ CAMPO DI APPLICAZIONE MODALITÀ OPERATIVE MONITORAGGIO E MISURAZIONE
APPROVVIGIONARE Rev. Data Causale Redazione Verifica Approvazione 00 xx/xx/xxxx Prima emissione INDICE SCOPO DELLA PROCEDURA RESPONSABILITÀ CAMPO DI APPLICAZIONE MODALITÀ OPERATIVE MONITORAGGIO E MISURAZIONE
Corso sui CONTROLLI NON DISTRUTTIVI DI STRUTTURE E MANUFATTI IN ACCIAIO
 Corso sui CONTROLLI NON DISTRUTTIVI DI STRUTTURE E MANUFATTI IN ACCIAIO Formazione certificata Formazione certificata valida per l accesso valida per all ESAME l accesso I-II LIVELLO all ESAME RINA II
Corso sui CONTROLLI NON DISTRUTTIVI DI STRUTTURE E MANUFATTI IN ACCIAIO Formazione certificata Formazione certificata valida per l accesso valida per all ESAME l accesso I-II LIVELLO all ESAME RINA II
Dichiarazione di conformità per caldaie a carica manuale
 Ufficio di contatto marchio di qualità: Moritz Dreher Neugasse 6 CH-8005 Zürich Tel.: +41 (0)44 250 88 16 Fax.: +41 (0)44 250 88 22 Email: dreher@holzenergie.ch Marchio di qualità Energia leg Svizzera
Ufficio di contatto marchio di qualità: Moritz Dreher Neugasse 6 CH-8005 Zürich Tel.: +41 (0)44 250 88 16 Fax.: +41 (0)44 250 88 22 Email: dreher@holzenergie.ch Marchio di qualità Energia leg Svizzera
Allegato A al CCNL 2006/2009 comparto Ministeri
 Allegato A al CCNL 2006/2009 comparto Ministeri AREA FUNZIONALE PRIMA ( ex A1 e A1S ) Appartengono a questa Area funzionale i lavoratori che svolgono attività ausiliarie, ovvero lavoratori che svolgono
Allegato A al CCNL 2006/2009 comparto Ministeri AREA FUNZIONALE PRIMA ( ex A1 e A1S ) Appartengono a questa Area funzionale i lavoratori che svolgono attività ausiliarie, ovvero lavoratori che svolgono
2.2.4 Distanze di sicurezza UNI EN ISO 13857:2008, UNI EN 349:1994
 2.2.4 Distanze di sicurezza UNI EN ISO 13857:2008, UNI EN 349:1994 2.2.4.1 Descrizione L uso delle distanze di sicurezza rappresenta un modo per garantire l integrità fisica dei lavoratori in presenza
2.2.4 Distanze di sicurezza UNI EN ISO 13857:2008, UNI EN 349:1994 2.2.4.1 Descrizione L uso delle distanze di sicurezza rappresenta un modo per garantire l integrità fisica dei lavoratori in presenza
S.A.C. Società Aeroporto Catania S.p.A.
 S.A.C. Società Aeroporto Catania S.p.A. Capitolato tecnico per Affidamento del servizio di consulenza per la progettazione, implementazione e certificazione di un Sistema di Gestione Integrato per la Qualità
S.A.C. Società Aeroporto Catania S.p.A. Capitolato tecnico per Affidamento del servizio di consulenza per la progettazione, implementazione e certificazione di un Sistema di Gestione Integrato per la Qualità
SISTEMA DI GESTIONE PER LA QUALITA Capitolo 4
 1. REQUISITI GENERALI L Azienda DSU Toscana si è dotata di un Sistema di gestione per la qualità disegnato in accordo con la normativa UNI EN ISO 9001:2008. Tutto il personale del DSU Toscana è impegnato
1. REQUISITI GENERALI L Azienda DSU Toscana si è dotata di un Sistema di gestione per la qualità disegnato in accordo con la normativa UNI EN ISO 9001:2008. Tutto il personale del DSU Toscana è impegnato
GUIDA ALLA CERTIFICAZIONE CE DELLE UNITÀ DA DIPORTO ACCERTAMENTI E PROVE DI STABILITA E GALLEGGIABILITA. MODULO Aa
 GUIDA ALLA CERTIFICAZIONE CE DELLE UNITÀ DA DIPORTO ACCERTAMENTI E PROVE DI STABILITA E GALLEGGIABILITA MODULO Aa REGISTRO ITALIANO NAVALE INDICE GUIDA ALLA CERTIFICAZIONE CE DELLE UNITÀ DA DIPORTO ACCERTAMENTI
GUIDA ALLA CERTIFICAZIONE CE DELLE UNITÀ DA DIPORTO ACCERTAMENTI E PROVE DI STABILITA E GALLEGGIABILITA MODULO Aa REGISTRO ITALIANO NAVALE INDICE GUIDA ALLA CERTIFICAZIONE CE DELLE UNITÀ DA DIPORTO ACCERTAMENTI
MANUALE DELLA QUALITÀ SEZIONE 5.1: FUNZIONAMENTO DEL SISTEMA DI GESTIONE PER LA QUALITÀ
 MANUALE GESTIONE QUALITÀ SEZ. 5.1 REV. 02 pagina 1/5 MANUALE DELLA QUALITÀ Rif.to: UNI EN ISO 9001:2008 PARTE 5: RESPONSABILITÀ DELLA DIREZIONE SEZIONE 5.1: FUNZIONAMENTO DEL SISTEMA DI GESTIONE PER LA
MANUALE GESTIONE QUALITÀ SEZ. 5.1 REV. 02 pagina 1/5 MANUALE DELLA QUALITÀ Rif.to: UNI EN ISO 9001:2008 PARTE 5: RESPONSABILITÀ DELLA DIREZIONE SEZIONE 5.1: FUNZIONAMENTO DEL SISTEMA DI GESTIONE PER LA
LA CERTIFICAZIONE. Dr.ssa Eletta Cavedoni Responsabile Qualità Cosmolab srl Tortona
 LA CERTIFICAZIONE Dr.ssa Eletta Cavedoni Responsabile Qualità Cosmolab srl Tortona Qualità Grado in cui un insieme di caratteristiche intrinseche soddisfa i requisiti (UNI EN ISO 9000/00) Requisito Esigenza
LA CERTIFICAZIONE Dr.ssa Eletta Cavedoni Responsabile Qualità Cosmolab srl Tortona Qualità Grado in cui un insieme di caratteristiche intrinseche soddisfa i requisiti (UNI EN ISO 9000/00) Requisito Esigenza
POLITECNICO DI TORINO
 NEWSLETTER N2 - I dispositivi elettronici posti a protezione degli operatori E stato indicato nella precedente newsletter che la sicurezza degli operatori in un contesto industriale è affidata a una catena
NEWSLETTER N2 - I dispositivi elettronici posti a protezione degli operatori E stato indicato nella precedente newsletter che la sicurezza degli operatori in un contesto industriale è affidata a una catena
Indicazioni per un aggiornamento della documentazione ai sensi della Direttiva 2007/47
 Indicazioni per un aggiornamento della documentazione ai sensi della Direttiva 2007/47 Modifiche alla fascicolazione tecnica: Come noto la fascicolazione tecnica di un dispositivo medico su misura, che
Indicazioni per un aggiornamento della documentazione ai sensi della Direttiva 2007/47 Modifiche alla fascicolazione tecnica: Come noto la fascicolazione tecnica di un dispositivo medico su misura, che
CORPO PERMANENTE VIGILI DEL FUOCO TRENTO Ufficio Operativo Interventistico
 Provincia Autonoma di Trento Servizio Antincendi e Protezione Civile CORPO PERMANENTE VIGILI DEL FUOCO TRENTO Ufficio Operativo Interventistico Norma EN 1147/0 (norme europee) SCALE PORTATILI PER USO NELLE
Provincia Autonoma di Trento Servizio Antincendi e Protezione Civile CORPO PERMANENTE VIGILI DEL FUOCO TRENTO Ufficio Operativo Interventistico Norma EN 1147/0 (norme europee) SCALE PORTATILI PER USO NELLE
MONITORAGGIO E MISURAZIONE DEL PRODOTTO
 25/02/2011 Pag. 1 di 6 MONITORAGGIO E MISURAZIONE DEL PRODOTTO 1. SCOPO... 2 2. APPLICABILITÀ... 2 3. DOCUMENTI DI RIFERIMENTO... 2 3.1. Norme... 2 3.2. Moduli... 2 4. RESPONSABILITÀ... 2 5. DEFINIZIONI...
25/02/2011 Pag. 1 di 6 MONITORAGGIO E MISURAZIONE DEL PRODOTTO 1. SCOPO... 2 2. APPLICABILITÀ... 2 3. DOCUMENTI DI RIFERIMENTO... 2 3.1. Norme... 2 3.2. Moduli... 2 4. RESPONSABILITÀ... 2 5. DEFINIZIONI...
PROCEDURE - GENERALITA
 PROCEDURE - GENERALITA Le PROCEDURE sono regole scritte, utili strumenti di buona qualità organizzativa, con le quali lo svolgimento delle attività viene reso il più possibile oggettivo, sistematico, verificabile,
PROCEDURE - GENERALITA Le PROCEDURE sono regole scritte, utili strumenti di buona qualità organizzativa, con le quali lo svolgimento delle attività viene reso il più possibile oggettivo, sistematico, verificabile,
Istituto Superiore Per la Prevenzione E la Sicurezza del Lavoro
 Istituto Superiore Per la Prevenzione E la Sicurezza del Lavoro Dipartimento Territoriale di BRESCIA Via San Francesco d Assisi, 11 25122 BRESCIA Competenze ed Obblighi degli Organismi Notificati, dei
Istituto Superiore Per la Prevenzione E la Sicurezza del Lavoro Dipartimento Territoriale di BRESCIA Via San Francesco d Assisi, 11 25122 BRESCIA Competenze ed Obblighi degli Organismi Notificati, dei