INFORMAZIONI & TABELLE. per lo STAMPAGGIO ad INIEZIONE dei MATERIALI TERMOPLASTICI
|
|
|
- Aloisia Bellucci
- 8 anni fa
- Visualizzazioni
Transcript
1 INFORMAZIONI & TABELLE per lo STAMPAGGIO ad INIEZIONE dei MATERIALI TERMOPLASTICI

2 Abbiamo voluto raccogliere le informazioni di base inerenti lo stampaggio della materie plastiche per dare un supporto a chi si interessa di questo processo. Flavio Fabbrigiotti 2

3 LO STAMPAGGIO AD INIEZIONE DELLE MATERIE TERMOPLASTICHE concetti generici GRANULI DI MATERIALE TERMOPLASTICO Per trasformare il materiale termoplastico che viene prodotto in forma di GRANULI tramite la tecnologia dello stampaggio ad iniezione si utilizza una PRESSA AD INIEZIONE ed uno STAMPO ESEMPIO DI PRESSA AD INIEZIONE PER STAMPAGGIO TERMOPLASTICI 3

4 CICLO DI STAMPAGGIO AD INIEZIONE DEI MATERIALI TERMOPLASTICI PRINCIPI DI BASE Il granulo del materiale termoplastico viene portato alla fusione a temperature dell'ordine di C in modo da venir liquefatto. Ogni tipo di materiale termoplastico (Polipropilene, Polietilene, Policarbonato, Metacrilato, Poliammide 6 - conosciuto come nylon, ABS, Poliestere, ecc.) ha la caratteristica di diventare un liquido visco- elastico se portato alla propria temperatura di fusione, senza perdere le proprie caratteristiche. A differenza dalle gomme e dai termoindurenti che modificano la propria struttura in modo irreversibile quando sono fusi, i termoplastici fondono tutte le volte che vengono riscaldati. La "mescola" di materiale termoplastico fuso viene "iniettato" nelle cavità dello stampo dove viene raffreddato nella forma voluta. CICLO DETTAGLIATO Il materiale termoplastico viene posto all'interno della "tramoggia"(14) dove per gravità scende all'interno del "cilindro di plastificazione"(13). La "vite di plastificazione"(12) entra in rotazione in modo da trasportare i granuli sul proprio grande filetto, fino nella zona anteriore del cilindro di plastificazione, davanti alla vite stessa. Durante questa fase chiamata di "plastificazione" il materiale in granuli viene completamente fuso per l'azione di riscaldamento delle "resistenze elettriche di riscaldamento"(10) poste all'esterno del cilindro 4

5 FORMULE & TABELLE per lo stampaggio ad iniezione di plastificazione che viene percorso per tutto il suo interno dal materiale che si fonde uniformemente, grazie al particolare profilo della vite. Quando il "fuso" (o "mescola") raggiunge la punta della vite, passa attraverso una particolare valvola che è avvitata sulla punta della vite di plastificazione che viene denominato "puntale". Dopo aver superato il puntale, il fuso rimane nella parte anteriore del cilindro perché il foro anteriore di uscita del cilindro, detto "ugello di iniezione"(7) è chiuso. La vite di plastificazione deve arretrare per dare spazio alla mescola fusa nella zona del cilindro fra l'ugello e il puntale. Quando la quantità di mescola plastificata è sufficiente a riempire lo stampo, la vite si ferma. A questo punto si provvede a liberare lo stampo dal suo contenuto (la plastica fredda iniettata nel ciclo precedente) aprendolo tramite lo spostamento del "semistampo mobile"(5) ed espellendo dalle cavità i pezzi freddi tramite l'"estrattore"(3); si richiude lo stampo con le cavità vuote pronte a ricevere la mescola fusa che staziona nel cilindro di plastificazione nella quantità prestabilita. Lo stampo deve essere chiuso con una forza sufficiente a contenere l'impatto dell'iniezione del fuso (tipicamente decine o centinaia di tonnellate). Per procedere all'iniezione del fuso nello stampo, la vite di plastificazione si sposta in avanti senza ruotare. Per effetto di questo spostamento si chiude il puntale che impedisce al fuso di retrocedere verso i filetti della vite ed il fuso è obbligato ad attraversare l'ugello opportunamente aperto. Il fuso percorre i canali di alimentazione delle cavità dello stampo fino a riempire completamente le cavità dello stampo. Lo stampo è raffreddato con una circolazione forzata di acqua fredda che deve asportare il calore del fuso per riportare il materiale termoplastico alla temperatura ambiente. Durante la fase di raffreddamento il fuso diminuisce la propria temperatura: per questa variazione aumenta la sua densità, cioè diminuisce il proprio volume. Per evitare la formazione di vuoti all'interno dei pezzi stampati, si ricorre all'utilizzo della "pressione di mantenimento": la vite continua ad esercitare una pressione minore sul materiale iniettato per alimentare dell'ulteriore fuso a compensazione del "ritiro" del materiale plastico che si raffredda. FASI DEL CICLO CHIUSURA DELLO STAMPO: AVANTI LA SLITTA DELL'INIEZIONE: INIEZIONE: ROTAZIONE DELLA VITE DI PLASTIFICAZIONE: APERTURA DELLO STAMPO: ESTRAZIONE DEI PEZZI STAMPATI: 5

6 STAMPAGGIO TECNICO E STAMPAGGIO VELOCE Il ciclo di stampaggio precedentemente descritto è uguale sia per lo stampaggio dei particolari tecnici che per lo stampaggio veloce. Si intente per particolare tecnico un oggetto di materiale termiplastico destinato ad avere una funzionalità meccanica o estetica che comporta una esigenza di tolleranza costruttiva senza restrizioni sul ciclo di stampaggio che può essere sufficientemente lungo da permettere alla pressa di controllare ogni fase con sufficiente precisione. Possono venir usati stampi abbastanza semplici ed economici che consentono ridotti impegni economici nella attrezzatura. Le presse ad iniezione utilizzate per lo stampaggio tecnico devono avere una buona precisione che è relativamente semplice da ottenere dal momento che ogni fase del ciclo è sufficientemente lungo da permettere ai regolatori standard di velocità, pressione, posizione e temperatura di correggersi fino ad ottenere il valore corretto. Ad esempio nello stampaggio del particolare tecnico "coppia conica" in poliammide 6 caricato vetro 30% è previsto un ciclo di stampaggio di 37 secondi su una macchina da 200 tonnellate per una stampo a 6 impronte. Il tempo di iniezione è 4 secondi perchè la velocità di iniezione deve essere lenta per evitare fenomeni di jetting che potrebbero inglobare bolle d'aria all'interno del pezzo. Una pressa standard con un controllo idraulico con valvola proporzionale di velocità riesce a controllare con precisione l'andamento della bassa velocità dell'iniezione. Il tempo di mantenimento dei ritiri è 25 secondi, durante i quali la pressa deve mantere la pressione di iniezione ai valori impostati. Considerando che il tempo di controllo di pressione di un impianto oleodinamico standard è dell'ordine di 0,3 sec, è evidente che lo stampaggio del particolare tecnico sarà ben controllato. Ci sono particolari in cui è possibile diminuire il più possibile il tempo di ciclo senza diminuire le proprietà del pezzo finito. In certi casi con la riduzione del ciclo la qualità addirittura migliora. E' il caso dello stampaggio di particolari a pareti sottili in cui il materiale plastico se iniettato troppo lentamente raffredda 6

7 al punto da riempire con difficoltà lo stampo. Per esempio nello stampaggio dei secchi per vernici lo spessore è circa 1mm per un secchio da 20 litri: se l'iniezione è lenta il pezzo viene tensionato e il secchio diventa fragile. Questo secchio deve venir stampato su una pressa da 550 tonnellate che riempie il secchio in meno di 1 secondo, il tempo di ciclo totale nonostante le grandi dimensioni delle parti in movimento è di circa 10 secondi. Se prendiamo in considerazione lo stampaggio di un vasetto per confezioni alimentari in Polipropilene del peso di 6 gr abbiamo un ciclo di 3,6 secondi, per 8 impronte su una pressa da 270 tonnellate. Il tempo di riempimento di 0,38 sec. Per rendere possibile questo ciclo di stampaggio la pressa deve avere alcune particolari caratteristiche: deve effettuare le regolazione in modo più veloce, deve avere la possibilità di sovrapporre alcune fasi, deve essere strutturalmente più robusta per sopportare maggior fatica, deve essere potenziata nel motore pompa deve essere potenziata nel motore della vite deve avere un profilo della vite ad alta plastificazione 7

8 INDICE DI CONSUMO Le presse ad iniezione per lo stampaggio ad iniezione dei termoplastici sono state realizzate inizialmente con impianti oleodinamici. Questo sistema di movimentazione è stato potenziato ed affinato per poter raggiungere gli alti livelli produttivi dello stampaggio ad alta produttività. Con l'aumento della produttività si è visto aumentare il consumo elettrico per cui ci si è posto il problema della sostenibilità economica di questa scelta. Per realizzare un corretto confronto dal punto di vista del consumo elettrico, si deve prendere in esame il rapporto consumo elettrico per i prezzi prodotti: indice di consumo = energia consumata 1 kg materiale trasformato = kwh/kg Misurando il consumo elettrico di una pressa ad alta produttività si è verificato che più si riduce il ciclo più migliora l'indice di consumo perché con l'aumento del consumo aumenta maggiormente la produttività dell'impianto. L'unico limite diventa la qualità perchè diminuendo troppo il ciclo di stampaggio, pur raffreddando maggiormente lo stampo con acqua più fredda si arriva alla condizione limite per cui il materiale non riesce a raffreddarsi sufficientemente nello stampo e la sua conformazione risulta insufficiente. ESEMPIO DI CALCOLO DELL INDICE DI CONSUMO SI considera lo stampaggio di una CUSTODIA DVD, in Polistirolo cristallo su una pressa idraulica prodotta dalla BMB modello KW250/1300, con stampo a 6 impronte: peso stampata gr tempo ciclo sec consumo energetico kwh materiale trasformato kg/h INDICE DI CONSUMO kwh/kg Costo di 1 kwh Costo 1 stampata c 108 5,5 51,52 70,69 0,73 0, ,14 64,80 0,77 0, ,5 45,08 59,82 0,75 0, ,7 55,54 0,79 0, Come è evidente alla diminuzione del ciclo di stampaggio aumenta il consumo elettrico, ma aumenta maggiormente la produttività dell impianto: AL DIMINUIRE DEL TEMPO DI CICLO DIMINUISCE L INDICE DI CONSUMO. PRESSE ELETTRICHE Da qualche anno i costruttori di presse hanno iniziato a costruire macchine basate su azionamenti elettrici. Anche nel caso delle macchine elettriche si deve ricorrere a potenziamenti per aumentare la produttività. Non solo si tratta di potenziare elettricamente la macchina utilizzando motori più grandi ma si deve ricorrere a particolari dispositivi meccanici per garantire che l usura non costringa a pesanti manutenzioni sugli organi di trasmissione dei movimenti in tempi relativamente brevi. 8

9 Anche il software di controllo deve implementare particolari correzioni per essere in grado di controllare con precisione non solo i movimenti e le posizioni ma anche le velocità e le pressioni. Nonostante il costo di produzione di una pressa elettrica sia superiore e quella idraulica, vale la pena di verificare la differenza di consumo elettrico impiegato per la produzione e controllare in quanti anni si ammortizza la differenza del costo di acquisto con il risparmio energetico. Nel caso dello stampaggio del pezzo esaminato precedentemente, i consumi diventano: peso stampata gr tempo ciclo sec consumo energetico kwh materiale trasformato kg/h INDICE DI CONSUMO kwh/kg Costo di 1 kwh Costo 1 stampata c 108 5,5 22,90 70,69 0,32 0, ,28 64,80 0,34 0, ,5 20,04 59,82 0,33 0, ,42 55,54 0,35 0, Bisogna anche considerare che nel caso della pressa elettrica non esiste l olio del circuito oleodinamico e quindi si risparmia l onere del suo raffreddamente. Conoscendo il calore necessario da smaltire dell impianto oleodinamico e il C.O.P. della macchina frigorifera impiegata per il suo raffreddamento il consumo elettrico del frigorifero vale: consumo elettrico del frigorifero (kwh elettrici) = raffreddamento necessario (kwh termici) COP Un ulteriore risparmio nell uso della macchina elettrica consiste nei minor scarti dovuti alla maggior precisione della macchina elettrica sia nel normale funzionamento che nella fase di inizio produzione. 9

10 I MATERIALI PLASTICI Le materie plastiche hanno la caratteristica di essere composte da macromolecole dette polimeri che sono composte da catene in particolari ordini strutturali di un gran numero di piccole molecole dette monomeri. Monomero STIROLO Polimero POLISTIRENE (o POLISTIROLO) Il termine polimero è una parola composta che deriva dal greco 'poli' (molti) e 'meros' (unità o parte) ed è usata per designare una sostanza costituita da grosse molecole ottenute dall'unione in catena di molte piccole molecole di una o più specie. I monomeri sono composti organici e derivano in maggior parte dal petrolio e metano ma anche dal carbone e da composti vegetali. L IUPAC (Internationa Union of Pure and Applied Chemistry, 1952) ha adottato una nomenclatura per le macromolecole che sono classificate come polimeri in funzione delle loro unità strutturali o monomeri. La transizione delle proprietà da non polimeriche a polimeriche è graduale in funzione dell incremento del peso molecolare: OLIGOMERI (oligos=poco) hanno peso molecolare < 1500, hanno meno di 20 monomeri, non hanno proprietà polimeriche, catene inferiori a 50 Å, sono solubili, possono essere distillati e formare masse cristalline o amorfe, BASSI POLIMERI a BASSO PESO MOLECOLARE fra 1500 e 5000, da 20 a100 monomeri, catene lunghe da 50 Å a 500 Å, non distillabili, se lineari fondono senza notevole aumento di volume, proprietà colloidali non significative, MESOPOLIMERI con peso molecolare fra 5000 e , da 100 a 200 monomeri, catene lunghe da 500 Å a 2500 Å, non distillabili, se lineari fondono con aumento di volume, ALTI POLIMERI ad ALTO PESO MOLECOLARE da fino a milioni, più di 100 monomeri, catene lunghe più di 2500 Å (0,00025mm), non distillabili, se lineari fondono con notevole aumento di volume, le loro soluzioni diluite sono molto viscose, generalmente formano film e fibre resistenti. CLASSIFICAZIONE DI UN POLIMERO IN FUNZIONE DELLA STRUTTURA OMOPOLIMERO: catene costituite da un singolo monomero COPOLIMERO: catene costituite da due differenti unità monomeriche in sequenza generalmente irregolare o COPOLIMERI STATISTICI (la distribuzione dei 2 monomeri è casuale) o COPOLIMERI ALTERNANTI (sequenze dei 2 monomeri regolarmente alternate) o COPOLIMERI A BLOCCHI (formati da sequenze di blocchi dei 2 monomeri) o COPOLIMERI AD INNESTO (blocchi di un monomero sono innestati sullo scheletro dell altro come ramificazione) TERPOLIMERO: catene costituite da tre differenti unità monomeriche in sequenza irregolare 10

11 ORIGINE DELLE MATERIE PLASTICHE Dal punto di vista della loro produzione, le materie plastiche possono venir suddivise in: origine naturale origine artificiale origine sintetica MATERIE PLASTICHE DI ORIGINE NATURALE Le più antiche materie plastiche conosciute sono di origine naturale. I polimeri esistono in natura; basti pensare alla gomma naturale, ad alcune resine naturali come l'ambra, alla cellulosa, e alle sostanze proteiche. I polimeri naturali sono molto più complessi dei sintetici Altre materie plastiche naturali possono essere di origine animale: corno (di bovini e di ovini), avorio (di elefante, di tricheco, di ippopotamo), tartaruga (di terra e di mare), gomma lacca (secrezione di insetto); di origine vegetale: gomma arabica (o gomma d acacia), coppale (da giacimenti), dammar (da alberi), colofonia (da distillazione della trementina), cera lacca (a base di colofonia) cera carnauba (o cera vegetale di foglie), guttaperga (ricavata da un albero della Malesia); di origine minerale: bitume (da distillazione del petrolio), asfalto (o bitume allo stato nativo), ozocherite (cera minerale da giacimenti), ceresina (per raffinazione dell ozocherite), cera montana (per estrazione da ligniti bituminose), paraffina (miscela di idrocarburi), ambra. MATERIE PLASTICHE DI ORIGINE ARTIFICIALE Nel 1845 il tedesco Schönbein ottenne il processo di nitrazione della cellulosa da cui si ottiene la celluloide la cui produzione industriale venne avviata nel 1870 dai fratelli Hyatt negli Stati Uniti. La nascita della moderna industria delle materie plastiche si può far risale al 1862 con l esposizione dell inglese Alessandro Parkes alla Grande Esposizione di Londra di alcuni minuscoli oggetti fabbricati con la Parkesite, un composto basato sul nitrato di cellulosa, lavorato a pressione. Le prime materie plastiche realizzate dalle industrie sono di origine artificiale: cioè sono fabbricate dall uomo mediante opportune manipolazioni, ma partendo dalla sostanza macromolecolare già prodotta 11
, avorio (di elefante, di tricheco, di")
12 dalla natura. Queste materie plastiche sono dette anche materie plastiche semi- sintetiche. Fra tali materie annoveriamo: derivate dalla cellulosa: tra le più importanti la celluloide, l acetato di cellulosa, l acetato- butirrato di cellulosa, il propionato di cellulosa, l etilcellulosa, la cellulosa rigenerata /o cellophane); derivate dalla caseina: solo la galalite; derivate dal poli- isoprene: l ebanite e le semi- ebaniti. Fino al 1920 l industria delle materie plastiche rimase una attività abbastanza marginale che assunse però negli anni successivi un incredibile ritmo di sviluppo, fino ai giorni attuali. 12

13 MATERIE PLASTICHE DI ORIGINE SINTETICA Le materie plastiche che vengono utilizzate oggi sono di origine sintetica: fabbricate interamente dall uomo mediante procedimenti di sintesi. Con l'avvento dei polimeri sintetici viene anche introdotta la parola 'plastica', derivante dal greco 'plastikos' che significa atto a prendere forma o ad essere stampato. Oggi sta ad indicare un materiale ad alto peso molecolare costituito da carbonio e idrogeno, ed eventualmente da ossigeno, azoto ed altri elementi, che si presenti liquido e capace di assumere la forma voluta durante una fase di produzione. Per la formazione delle resine sintetiche esistono 2 fondamentali processi di polimerizzazione: La POLIMERIZZAZIONE PER ADDIZIONE: si modifica il monomero in modo da formare lunghe catene molecolari. La POLIMERIZZAZIONE PER CONDENSAZIONE: 2 o più monomeri vengono fatti reagire per formare le catene molecolari 13

14 Origine delle materie plastiche Origine derivazione denominazione animale corno avorio tartaruga gommalacca Naturale vegetale gomma arabica coppale dammar colofonia ceralacca cera carnauba guttaperga minerale bitume asfalto ceresina cera montana paraffina ambra Artificiale dalla cellulosa celluloide acetato di cellulosa acetato butirrato di cellulosa propionato di cellulosa etilcellulosa cellophane dalla caseina galalite dal poli- isoprene ebanite semi ebaniti ABS Acrilonitrile Butadiene Stirene EP Resine Epossidiche HDPE Polietilene Alta Densità LDPE Polietilene Bassa Densità LLDPE Polietilene Lineare Bassa Densità MF Resine melamminiche/formaldeide PA Poliammide PBT PoliButilenTereftalato PC PoliCarbonato PET PoliEtilenTereftalato Sintetica da sintesi dal petrolio PF Resine Fenoliche PMMA PoliMetioMetacrilato POM Poliacetati PP Polipropilene PS Polistirolo/Polistirene PSU Polisulfoni PTFE Politerafluoroetilene PUR Poliuretani PVA PoliVinilAcetati PVC PoliVinilCloruri UF Resine Ureiche UP Resine Poliestere 14

15 I materiali che vengono utilizzati per i processi industriali sono dei COMPOSTI costituiti dalla RESINA BASE (polimero) e da altri additivi chimici e cariche Le materie plastiche, dal punti di vista delle caratteristiche di trasformazione in prodotti finiti, si suddividono in 3 grandi categorie: materie termoplastiche materie termoindurenti materie elastomeriche materie plastiche tipo temperatura processo caratteristiche termoplastici tutte le volte che aumenta la temperatura rammoliscono per poi indurirsi nel raffreddamento le molecole diminuiscono i loro legami alle alte temperature il processo è reversibile se non viene deteriorato il materiale termoindurenti quando la temperatura aumenta induriscono avviene una trasformazione nella struttura del materiale il processo è irreversibile elastomeri quando aumenta la temperatura avviene una reazione con altri elementi (tipicamente con lo zolfo) avviene una trasformazione nella struttura del materiale che si chiama VULCANIZZAZIONE il processo è irreversibile RESINE TERMOINDURENTI resina di base simbolo ISO Denominazione Alchidiche - resina alchidica Alliliche PDAP resina allilica (polidiallilfalato) Epossidiche EP resina epossidica Fenoliche PF resina feonolo- formaldeide Melaminiche MF MPF resina melamina- formaldeide resina melamina- fenolo- formaldeide Poliestere insature UP resina poliestere insutura Poliuretani (a struttura reticolata) Siliconi (a struttura reticolata) PUR SI resina poliuretanica (rigida o flessibile) resina siliconica (rigida o flessibile) Ureiche UF resina urea- formaldeide 15

16 RESINE TERMOPLASTICHE resina di base simbolo ISO Denominazione Acriliche PMMA polimetilmetacrilato CA acetato di cellulosa Cellulosiche CAB acetobutirrato di celulosa CP propionato di cellulosa Poliacetaliche POM poliacetale (poliossimetilene) PA 66 poliammide 66 PA 6 poliammide 6 Poliammidi PA 610 poliammide 6 10 PA 11 poliammide 11 PA 12 poliammide 12 Policarbonati PC policarbonato Poliesteri termoplastici PBT polibutilentereftalato PET polietilentereftalato Polifenileni PPO polifenilenossido (modificato) Poliolefiniche PE polietilene PP polipropilene Poliuretani (a struttura lineare) PUR poliuretano termoplastico FEP fluoro etilene- propilene Resine fluoro- carboniche ETCE etilene- tetrafluoroetilene PCTFE policloro- trifluoroetilene PS polistirene (polistiolo) Stireniche SB polistirene antiurto ABS acrilonitrile- butadine.stirene SAN stirene- acrilonitrile Viniliche PVC policroruro di vinile PVAC poliacetyato di vinile RESINE ELASTOMERICHE resina di base Denominazione lattice isoprene (gomma naturale o caucciù) butadiene polibutadiene stirene- butadiene stirene (gomma stirolo) SBR acrilonitrile- butadiene gomma nitrilica isobutilene isoprene gomma butilica clorobutadiene Neoprene stirolo gomma stirolo vinilpiridina- butadiene copolimeri butadiene- vinilpiridina solfoclorurazione del polietilene elastomeri da polietilene fluorurati elastomeri da fluoro- olefine acrilato di etile elastomeri acrilici acrilato di butile elastomeri acrilici fluoroacrilati polimeri dei fluoroacrilati cloruro di etilene e polisolfuro di sodio gomme al polisolfuro poliesteri lineari e diisocianati gomme poliestere silicio gomme siliconiche 16
 PUR poliuretano termoplastico FEP fluoro etilene- propilene Resine fluoro- carboniche ETCE etilene- tetrafluoroetilene PCTFE policloro- trifluoroetilene PS polistirene (polistiolo)")
17 Dal punto di vista della forma delle macromolecole le materie plastiche si possono suddividere in: macromolecole lineari macromolecole ramificate macromolecole reticolate 17

18 Una importante suddivisione delle materie plastiche è dovuta alla differente struttura: struttura semicristallina struttura amorfa La fusione dei polimeri a STRUTTURA AMORFA, avviene gradualmente con l aumentare della temperatura, passando dallo stato solido a quello fuso con valori di viscosità sempre decrescenti- Il ritiro di stampaggio è limitato allo 0,3% - 0,9%. Alcuni materiali sono trasparenti I polimeri a STRUTTURA SEMICRISTALLINA hanno un preciso punto di fusione, superando il quale possono intervenire fenomeni di degradazione termica. Il ritiro di stampaggio è molto più elevato. La struttura semicristallina rende questi materiali più resistenti agli agenti chimici e più rigidi e resistenti meccanicamente fino alla temperatura di fusione. 18

19 La TEMPERATURA DI TRANSIZIONE VETROSA Tg è quella temperatura al di sotto della quale un materiale AMORFO si comporta come SOLIDO VETROSO; al di sopra si comporta come AMORFO GOMMOSO ad alta viscosità. Non avviene un cambiamento di struttura o termodinamica ma solo di viscosità del materiale. La TEMPERATURA DI FUSIONE Tm è quella temperatura a cui avviene un cambiamento di struttura del materiale, da CRISTALLINO a LIQUIDO Variazione del volume specifico v con la temperatura per un materiale amorfo, semicristallino e cristallino. Andamento del modulo elastico E in funzione della temperatura T Temperatura vetrosa di alcuni materiali materiale Tg HLPE C PP atattico - 20 C PP isotattico 0 C PVAc (acetato di polivinile) 28 C PLA (polilattato) 58 C PET 79 C PVC 81 C PVA (alcool polivinilico) 85 C PS 95 C PMMA atattico 105 C PC 150 C 19

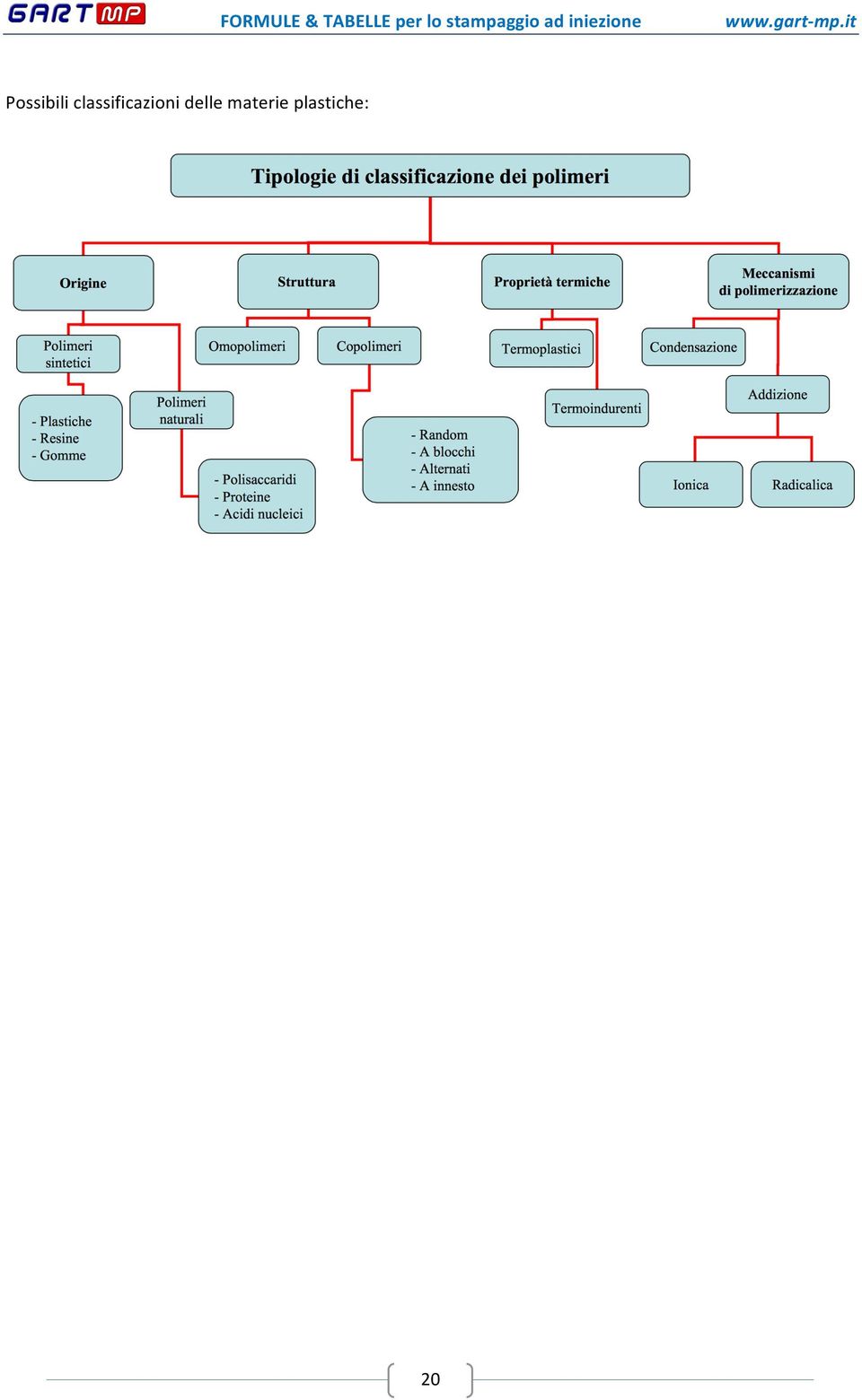
20 Possibili classificazioni delle materie plastiche: 20
21 LA PIRAMIDE DELLE MATERIE TERMOPLASTICHE 21
22 CARATTERISTICHE FISICHE DELLE MATERIE PLASTICHE Riguardo al loro comportamento meccanico le materie plastiche possiedono un ampio intervallo di resistenza meccanica e rigidità. I loro moduli elastici E risultano generalmente bassi in paragone ai metalli, con l'eccezione dei materiali compositi rinforzati con fibre. Questo fatto viene considerato nella progettazione dei particolari di materiale plastico come pure le deformazioni che dipendono dalla temperatura, dalle sollecitazioni statiche o dinamiche e per il tempo che vengono applicate. La densità delle materie plastiche é bassa (da 0,8 sino a 2,2). A parità di densità, le caratteristiche meccaniche delle materie plastiche sono per lo più migliori di quelle dei materiali comparabili. Questo vale anche per materiali espansi che hanno densità estremamente basse ed anche per le strutture sandwich realizzate con sovrapposizione di materie plastiche diverse. Le materie plastiche sono materiali isolanti e di struttura per il settore elettrico ed elettronico, come specificato nelle norme standardizzate internazionali anche per esigenze estreme. RESISTENZA A TRAZIONE E MODULO DI ELASTICITÀ IN ORDINE CRESCENTE Sostanze gommoelastiche: a) gomma tenera, b) PVC plastificato, c) elastomeri poliuretanici; Termoplasti non rinforzati parzialmente cristallini: d) politetrafluoroetilene, e) polietilene, f) poliammide; g) policarbonato h) polistirene i) PVC rigido j) vetro acrilico Termoplasti allo stato vetroso: k) stratificati di idrato di cellulosa l) fibra vulcanizzata m) materiale stampato e stratificato n) stampato sec. DIN 7708 o) laminati di carta, laminati di tessuto; p) materie plastiche. rinforzate con fibre di vetro mat, tessuti o roving in fibre di vetro con matrice in UP o EP metalli: q) alluminio r) acciaio 22
23 La resistenza alle condizioni ambientali delle materie plastiche fa sì che queste, nelle normali condizioni d'impiego, non richiedano protezione superficiale. I termoindurenti strettamente reticolati sono insolubili nei solventi organici. Gli elastomeri rigonfiano in solventi chimicamente affini, i termoplastici sono solubili, d'altro canto risultano in parte materiali altamente resistenti alla corrosione, adatti per la costruzione di apparecchiature e tubazioni. Alcuni materiali sono soggetti a tensocorrosione in presenza di determinate sostanze. La resistenza delle materie plastiche alle intemperie è differenziata. Molti materiali plastici sono fisiologicamente inerti ed ammessi nell'industria alimentare. La conducibilità termica delle materie plastiche é molto ridotta (estremamente bassa per i materiali espansi), il coefficiente di dilatazione termica e più elevato di quello dei materiali. I materiali plastici compositi con elevate cariche raggiungono più bassi coefficienti di dilatazione termica. Tutti i materiali organici sono combustibili. Alcune materie plastiche, per la loro struttura chimica, risultano difficilmente infiammabili. Con l'aggiunta di particolari sostanze ignifughe additivate durante la loro produzione o lavorazione é possibile ridurre notevolmente l'infiammabilità delle materie plastiche, in conformità alle norme di sicurezza vigenti nei vari settori. Per la progettazione di prodotti di materiale plastico si hanno a disposizione materiali colorabili in modo stabile, a scelta, brillanti, trasparenti e tonalità opache in qualsiasi colore. I semilavorati ed i manufatti presentano, ad eccezione di alcuni prodotti espansi ed altamente rinforzati, superfici compatte lucide od opache, anche goffrate, secondo le superfici degli stampi e filiere; tali superfici sono durature e non necessitano di alcun ulteriore lavoro di rifinitura. Le tecnologie industriali della lavorazione delle masse da stampaggio permettono una produzione razionale di parti di precisione del peso < 1 g come pure quella di grandi manufatti sino ad un peso > 100 kg e parti (termoformate) sino a 16 m 2 di superficie, come pure corpi cavi sino a litri di capacità. Vengono estrusi fino a 1,5 metri di diametro, film sino a 8 metri di larghezza, lastre sino a 3,5 m, la lunghezza viene limitata soltanto dalle possibilità di trasporto. Le materie plastiche offrono perciò un ampio spettro di possibilità per l'impiego nei loro settori fondamentali, meccanica fine, elettronica ed elettrotecnica, imballaggio, elettrodomestici ed articoli sportivi, automobilistica, aerospaziale ed edile. Vengono usate nello stampaggio ad iniezione. Vengono usate nella estrusione. Vengono usate nella termoformatura. Vengono usate nel soffiaggio. Vengono usate nello stampaggio rotazione Vengono usate nella calandratura. Vengono usate nella spalmatura. Le materie termoplastiche Grazie alla reversibilità della fusione lo scarto di lavorazione può venir recuperato anche se potrebbe aver perso parte delle sue caratteristiche a causa delle sollecitazioni subite nella prima trasformazione. 23
24 Ogni materiale termoplastico ha ben precise caratteristiche fisiche che dipendono dalla propria composizione DUREZZA Le materie termoplastiche se confrontate con la scala di MOHS sono al pari del talco e del gesso. SCALA DI MOHS TENERI (si scalfiscono con l'unghia) 1 Talco 2 Gesso SEMI DURI (si rigano con una punta d'acciaio) 3 Calcite 4 Fluorite 5 Apatite DURI (non si rigano con la punta di acciaio) 6 Ortoclasio 7 Quarzo 8 Topazio 9 Corindone 10 Diamante (Carborundum) Per verificare la durezza delle materie termoplastiche si utilizzano durometri con scala SHORE D 24
25 CARATTERISTICHE FISICHE DELLE PRINCIPALI MATERIE PLASTICHE materiale plastico sigla mat. Modulo di elasticità alla fless. Carico di rottura alla traz. Peso specifico massa volumica Coef. di dilataz. termica Calore specifico Cond. termica Coef. di attrito su acciaio secco E Rm p.sp c c.sp k N/mm 2 N/mm 2 kg/dm 3 (a 20 C) mm/m/ C kcal/kg kcal/m C Politertrafluoretilene PTFE ,18 0,014 0,31 0,343 0,1 PoliVinilCloruro rigido PVC ,4 0,08 0,13 PoliVinilCloruro C PVC-C ,55 0,07 Poliammide ,35 0,085 0,35 0,25 0,42 Polipropilene PP ,93 0,15 0,48 0,134 0,35 AcriloButadieneStirene ABS ,06 0,05 0,13 0,5 Polietilene alta densità HDPE ,93 0,2 0,53 0,459 0,3 Kynar PVDF ,8 0,13 0,094 0,3 Poliammide 6 PA ,14 0,09 0,215 0,42 Poliammide 11 PA ,04 0,1 0,197 0,36 Poliestere PET ,38 0,07 0,24 0,25 Policarbonato PC ,2 0,065 0,18 0,5 25
Le materie plastiche Chimica e tecnologie chimiche
 Cosa sono... Le materie plastiche Chimica e tecnologie chimiche materiali artificiali polimerici con STRUTTURA MACROMOLECOLARE Monomeri e polimeri Materiali plastici... si dividono in TERMOPLASTICI ELASTOMERI
Cosa sono... Le materie plastiche Chimica e tecnologie chimiche materiali artificiali polimerici con STRUTTURA MACROMOLECOLARE Monomeri e polimeri Materiali plastici... si dividono in TERMOPLASTICI ELASTOMERI
Moldex3D: Libreria dei materiali e un mini-glossario
 Moldex3D: Libreria dei materiali e un mini-glossario La disponibilità di materiali nella libreria materiali di un software di simulazione come Moldex3D è una cosa importante, ma ancor più importante è
Moldex3D: Libreria dei materiali e un mini-glossario La disponibilità di materiali nella libreria materiali di un software di simulazione come Moldex3D è una cosa importante, ma ancor più importante è
Degrado dei materiali non-metallici 1 materiali polimerici. Contenuto
 Contenuto o legame chimico C C - legame covalente, energia di legame - struttura tetragonale dei quattro legami del carbonio reazioni di polimerizzazione - poliaddizione, esempi - policondensazione, esempi
Contenuto o legame chimico C C - legame covalente, energia di legame - struttura tetragonale dei quattro legami del carbonio reazioni di polimerizzazione - poliaddizione, esempi - policondensazione, esempi
"#$%&'(%!*+,-(+$%)!(%"%'4$.)."#0'0"'"*#,$*'<2.--,-%)*='4$%#.0".='5%33*'"*#,$*-.>'
!(%%'4$.).#0'0'*#,$*'<2.--,-%)*='4$%#.0.='5%33*'*#,$*-.>'") "#$%& "#$%&(#)(%)#*"+*"*#,$*-../*$#01020*-.2%34%)#*/*3*2$%3%-.2%-.-,"56010-*3."#0*55$%705-0*#0 "#$%&(%)5.".$02*3."#.)%"%2%34%)#0%$5*"0203*2$%3%-.2%-*$0& 8.)0".)0"#.#026. 9-*)#%3.$0 :-*))0102*+0%"./.0;%-03.$0&
"#$%& "#$%&(#)(%)#*"+*"*#,$*-../*$#01020*-.2%34%)#*/*3*2$%3%-.2%-.-,"56010-*3."#0*55$%705-0*#0 "#$%&(%)5.".$02*3."#.)%"%2%34%)#0%$5*"0203*2$%3%-.2%-*$0& 8.)0".)0"#.#026. 9-*)#%3.$0 :-*))0102*+0%"./.0;%-03.$0&
ALLROUNDER 370 A. Distanza tra le colonne: 370 x 370 mm Forza di chiusura: 500, 600 kn Unità iniezione (conforme a EUROMAP): 100, 170, 290
: 100, 170, 290") Dati e fatti ALLROUNDER 37 A Distanza tra le colonne: 37 x 37 mm Forza di chiusura: 5, 6 kn Unità iniezione (conforme a EUROMAP): 1, 17, 29 www.arburg.com 37 A Quote per l installazione 325 85 215 438
Dati e fatti ALLROUNDER 37 A Distanza tra le colonne: 37 x 37 mm Forza di chiusura: 5, 6 kn Unità iniezione (conforme a EUROMAP): 1, 17, 29 www.arburg.com 37 A Quote per l installazione 325 85 215 438
Generalità. Le cere dentali CERE NATURALI. Generalità
 Generalità Le cere dentali Prof. Silvia Recchia le cere dentali sono: utilizzate in numerosi impieghi, ma soprattutto per la modellazione di protesi (da riprodurre in lega o resina) materiali termoplastici
Generalità Le cere dentali Prof. Silvia Recchia le cere dentali sono: utilizzate in numerosi impieghi, ma soprattutto per la modellazione di protesi (da riprodurre in lega o resina) materiali termoplastici
I Materiali Polimerici
 I Materiali Polimerici I Materiali Polimerici Un polimero è costituito da molte unità molecolari ricorrenti, unite tra di loro per addizione sequenziale di molecole di monomero. Molte molecole del monomero
I Materiali Polimerici I Materiali Polimerici Un polimero è costituito da molte unità molecolari ricorrenti, unite tra di loro per addizione sequenziale di molecole di monomero. Molte molecole del monomero
modulo: CHIMICA DEI POLIMERI
 CORSO PON Esperto nella progettazione, caratterizzazione e lavorazione di termoplastici modulo: CHIMICA DEI POLIMERI Vincenzo Venditto influenza delle caratteristiche strutturali, microstrutturali e morfologiche
CORSO PON Esperto nella progettazione, caratterizzazione e lavorazione di termoplastici modulo: CHIMICA DEI POLIMERI Vincenzo Venditto influenza delle caratteristiche strutturali, microstrutturali e morfologiche
a) Estrusori a trascinamento.
 Estrusori a trascinamento.") ESTRUSIONE E la tecnologia tipica per la produzione di manufatti con una dimensione indefinita (foglie, lastre, tubi, profilati). E utilizzata anche per la produzione di manufatti soffiati (bottiglie,
ESTRUSIONE E la tecnologia tipica per la produzione di manufatti con una dimensione indefinita (foglie, lastre, tubi, profilati). E utilizzata anche per la produzione di manufatti soffiati (bottiglie,
= 0,375 cioè ω = 136
 Il controllo della durezza Nel settore della meccanica ci si incontra spesso con il concetto di durezza ; ed infatti la durezza è una caratteristica fondamentale per giudicare se un certo materiale è idoneo
Il controllo della durezza Nel settore della meccanica ci si incontra spesso con il concetto di durezza ; ed infatti la durezza è una caratteristica fondamentale per giudicare se un certo materiale è idoneo
Processi di lavorazione di materiali polimerici: stampaggio a iniezione
 Processi di lavorazione di materiali polimerici: stampaggio a iniezione Fonti: De Filippi A.M., Fabbricazione di componenti in materiali polimerici, Hoepli 2008; Stampaggio con iniezione Kalpakjian S.,
Processi di lavorazione di materiali polimerici: stampaggio a iniezione Fonti: De Filippi A.M., Fabbricazione di componenti in materiali polimerici, Hoepli 2008; Stampaggio con iniezione Kalpakjian S.,
tecnologia PROPRIETÀ DEI METALLI Scuola secondaria primo grado. classi prime Autore: Giuseppe FRANZÈ
 tecnologia PROPRIETÀ DEI METALLI Scuola secondaria primo grado. classi prime Autore: Giuseppe FRANZÈ LE PROPRIETÀ DEI MATERIALI DA COSTRUZIONE Si possono considerare come l'insieme delle caratteristiche
tecnologia PROPRIETÀ DEI METALLI Scuola secondaria primo grado. classi prime Autore: Giuseppe FRANZÈ LE PROPRIETÀ DEI MATERIALI DA COSTRUZIONE Si possono considerare come l'insieme delle caratteristiche
Catalogo Tecnico Giunti GF con gabbia in resina
 Catalogo Tecnico Giunti GF con gabbia in resina - Trasmissioni Industriali S.a.s. - Via Lago di Annone,15 36015 Z.I. Schio ( VI ) Tel. 0445/500142-500011 Fax. 0445/500018 NUOVO SITO GIFLEX GF CON MANICOTTO
Catalogo Tecnico Giunti GF con gabbia in resina - Trasmissioni Industriali S.a.s. - Via Lago di Annone,15 36015 Z.I. Schio ( VI ) Tel. 0445/500142-500011 Fax. 0445/500018 NUOVO SITO GIFLEX GF CON MANICOTTO
INTERVENTO DI CLAUDIA RICCARDI PLASMAPROMETEO - Dipartimento di Fisica Università degli Studi di Milano - Bicocca
 INTERVENTO DI CLAUDIA RICCARDI PLASMAPROMETEO - Dipartimento di Fisica Università degli Studi di Milano - Bicocca La ricerca come strumento per lo sviluppo aziendale: sinergia tra università e industria
INTERVENTO DI CLAUDIA RICCARDI PLASMAPROMETEO - Dipartimento di Fisica Università degli Studi di Milano - Bicocca La ricerca come strumento per lo sviluppo aziendale: sinergia tra università e industria
Mescolatore Tipo a V. I Applicazione. I Principio di funzionamento
 MS I Applicazione Il mescolatore tipo a V realizza una miscelazione omogenea dei solidi. Il processo di miscelazione è un operazione comune nella produzione destinata all industria farmaceutica e sanitaria
MS I Applicazione Il mescolatore tipo a V realizza una miscelazione omogenea dei solidi. Il processo di miscelazione è un operazione comune nella produzione destinata all industria farmaceutica e sanitaria
Identificazione dei materiali. Materie plastiche
 Le materie plastiche si suddividono in due gruppi principali: fusibili (termoplastiche) e non fusibili (termoindurenti). I materiali termoplastici sono sagomati ad iniezione o per fusione e, a differenza
Le materie plastiche si suddividono in due gruppi principali: fusibili (termoplastiche) e non fusibili (termoindurenti). I materiali termoplastici sono sagomati ad iniezione o per fusione e, a differenza
APPLICATION SHEET Luglio
 Indice 1. Descrizione dell applicazione 2. Applicazione - Dati 3. Selezione del prodotto e dimensionamento 4. Soluzione Motovario 1. Descrizione dell applicazione Gli schermi per campi da cricket fanno
Indice 1. Descrizione dell applicazione 2. Applicazione - Dati 3. Selezione del prodotto e dimensionamento 4. Soluzione Motovario 1. Descrizione dell applicazione Gli schermi per campi da cricket fanno
SERBATOI PER IMPIANTI DI CONDIZIONAMENTO
 SERBATOI PER IMPIANTI DI CONDIZIONAMENTO 1 INDICE - Caratteristiche funzionali - costruttive. Pag. 4 - Caratteristiche tecniche coibentazioni. Pag. 5 - Caratteristiche dimensionali. Pag. 6 - Dimensionamento
SERBATOI PER IMPIANTI DI CONDIZIONAMENTO 1 INDICE - Caratteristiche funzionali - costruttive. Pag. 4 - Caratteristiche tecniche coibentazioni. Pag. 5 - Caratteristiche dimensionali. Pag. 6 - Dimensionamento
Cos è una. pompa di calore?
 Cos è una pompa di calore? !? La pompa di calore aria/acqua La pompa di calore (PDC) aria-acqua è una macchina in grado di trasferire energia termica (calore) dall aria esterna all acqua dell impianto
Cos è una pompa di calore? !? La pompa di calore aria/acqua La pompa di calore (PDC) aria-acqua è una macchina in grado di trasferire energia termica (calore) dall aria esterna all acqua dell impianto
LE VALVOLE TERMOSTATICHE
 LE VALVOLE TERMOSTATICHE Per classificare ed individuare le valvole termostatiche si deve valutare che cosa si vuole ottenere dal loro funzionamento. Per raggiungere un risparmio energetico (cosa per la
LE VALVOLE TERMOSTATICHE Per classificare ed individuare le valvole termostatiche si deve valutare che cosa si vuole ottenere dal loro funzionamento. Per raggiungere un risparmio energetico (cosa per la
IL RISPARMIO ENERGETICO E GLI AZIONAMENTI A VELOCITA VARIABILE L utilizzo dell inverter negli impianti frigoriferi.
 IL RISPARMIO ENERGETICO E GLI AZIONAMENTI A VELOCITA VARIABILE L utilizzo dell inverter negli impianti frigoriferi. Negli ultimi anni, il concetto di risparmio energetico sta diventando di fondamentale
IL RISPARMIO ENERGETICO E GLI AZIONAMENTI A VELOCITA VARIABILE L utilizzo dell inverter negli impianti frigoriferi. Negli ultimi anni, il concetto di risparmio energetico sta diventando di fondamentale
SCIENZA E TECNOLOGIA DEI MATERIALI COMPOSITI A MATRICE POLIMERICA
 Università degli studi di Messina Corso di laurea in INGEGNERIA DEI MATERIALI SCIENZA E TECNOLOGIA DEI MATERIALI COMPOSITI A MATRICE POLIMERICA Prof. A.M.Visco Lezione T 2 : Processi di realizzazione di
Università degli studi di Messina Corso di laurea in INGEGNERIA DEI MATERIALI SCIENZA E TECNOLOGIA DEI MATERIALI COMPOSITI A MATRICE POLIMERICA Prof. A.M.Visco Lezione T 2 : Processi di realizzazione di
TUBO IN POLIETILENE PE-Xa
 TUBO TUBO IN POLIETILENE PE-Xa CODICE PRODOTTO PTR 373 Il tubo in polietilene reticolato Ercos Pe-Xa è ottenuti con il sistema di reticolazione a perossidi, ed è classificato nel gruppo Pe-Xa. Questo processo
TUBO TUBO IN POLIETILENE PE-Xa CODICE PRODOTTO PTR 373 Il tubo in polietilene reticolato Ercos Pe-Xa è ottenuti con il sistema di reticolazione a perossidi, ed è classificato nel gruppo Pe-Xa. Questo processo
LEGGE DI STEVIN (EQUAZIONE FONDAMENTALE DELLA STATICA DEI FLUIDI PESANTI INCOMPRIMIBILI) z + p / γ = costante
 z + p / γ = costante") IDRAULICA LEGGE DI STEVIN (EQUAZIONE FONDAMENTALE DELLA STATICA DEI FLUIDI PESANTI INCOMPRIMIBILI) z + p / γ = costante 2 LEGGE DI STEVIN Z = ALTEZZA GEODETICA ENERGIA POTENZIALE PER UNITA DI PESO p /
IDRAULICA LEGGE DI STEVIN (EQUAZIONE FONDAMENTALE DELLA STATICA DEI FLUIDI PESANTI INCOMPRIMIBILI) z + p / γ = costante 2 LEGGE DI STEVIN Z = ALTEZZA GEODETICA ENERGIA POTENZIALE PER UNITA DI PESO p /
Classificazione delle pompe. Pompe rotative volumetriche POMPE ROTATIVE. POMPE VOLUMETRICHE si dividono in... VOLUMETRICHE
 Classificazione delle pompe Pompe rotative volumetriche POMPE VOLUMETRICHE si dividono in... POMPE ROTATIVE VOLUMETRICHE Pompe rotative volumetriche Principio di funzionamento Le pompe rotative sono caratterizzate
Classificazione delle pompe Pompe rotative volumetriche POMPE VOLUMETRICHE si dividono in... POMPE ROTATIVE VOLUMETRICHE Pompe rotative volumetriche Principio di funzionamento Le pompe rotative sono caratterizzate
I collettori solari termici
 I collettori solari termici a cura di Flavio CONTI, ing. LUVINATE (Varese) Tel. 0332 821398 Collettori solari a BASSA temperatura I collettori solari a bassa temperatura utilizzati normalmente negli impianti
I collettori solari termici a cura di Flavio CONTI, ing. LUVINATE (Varese) Tel. 0332 821398 Collettori solari a BASSA temperatura I collettori solari a bassa temperatura utilizzati normalmente negli impianti
Corso di tecnologia Scuola media a.s. 2010-2011 PROF. NICOLA CARIDI
 Corso di tecnologia Scuola media a.s. 2010-2011 PROF. NICOLA CARIDI ARGOMENTI TRATTATI: Oggetti materiali e tecnologie Classificazione dei materiali Proprietà dei materiali Proprietà chimico/fisico Proprietà
Corso di tecnologia Scuola media a.s. 2010-2011 PROF. NICOLA CARIDI ARGOMENTI TRATTATI: Oggetti materiali e tecnologie Classificazione dei materiali Proprietà dei materiali Proprietà chimico/fisico Proprietà
TECNOLOGIE DI LIQUID MOULDING
 TECNOLOGIE DI LIQUID MOULDING Tecniche legate alla produzione di materiali compositi, caratterizzate dal flusso di una matrice polimerica termoindurente (resina) attraverso un rinforzo asciutto a base
TECNOLOGIE DI LIQUID MOULDING Tecniche legate alla produzione di materiali compositi, caratterizzate dal flusso di una matrice polimerica termoindurente (resina) attraverso un rinforzo asciutto a base
International Textil Education. Machinery Division. Manuale per la stampa a trasferimento termico
 Machinery Division Manuale per la stampa a trasferimento termico Manuale per la stampa a trasferimento termico STAMPA A TRASFERIMENTO TERMICO.....4 Principio di funzionamento.4 SRUTTURA INTERNA...5 Testina
Machinery Division Manuale per la stampa a trasferimento termico Manuale per la stampa a trasferimento termico STAMPA A TRASFERIMENTO TERMICO.....4 Principio di funzionamento.4 SRUTTURA INTERNA...5 Testina
METALLI FERROSI GHISA ACCIAIO
 METALLI FERROSI I metalli ferrosi sono i metalli e le leghe metalliche che contengono ferro. Le leghe ferrose più importanti sono l acciaio e la ghisa. ACCIAIO: lega metallica costituita da ferro e carbonio,
METALLI FERROSI I metalli ferrosi sono i metalli e le leghe metalliche che contengono ferro. Le leghe ferrose più importanti sono l acciaio e la ghisa. ACCIAIO: lega metallica costituita da ferro e carbonio,
Classificazione. Le plastiche utilizzate in edilizia sono classificate in: - Resine termoindurenti - Resine termoplastiche
 Classificazione Le plastiche utilizzate in edilizia sono classificate in: - Resine termoindurenti - Resine termoplastiche Entrambe raggruppano altre resine differenti per alcun specificità. Resine termoindurenti.
Classificazione Le plastiche utilizzate in edilizia sono classificate in: - Resine termoindurenti - Resine termoplastiche Entrambe raggruppano altre resine differenti per alcun specificità. Resine termoindurenti.
Riscaldatori a cartuccia
 Riscaldatori a cartuccia Cartuccia Pg01 di 14 2011-01 E.M.P. Srl - Italy - www.emp.it Riscaldatori a cartuccia HD Alta densità di potenza Descrizione La tecnologia costruttiva dei riscaldatori a cartuccia
Riscaldatori a cartuccia Cartuccia Pg01 di 14 2011-01 E.M.P. Srl - Italy - www.emp.it Riscaldatori a cartuccia HD Alta densità di potenza Descrizione La tecnologia costruttiva dei riscaldatori a cartuccia
Oli Klübersynth GH 6 Oli sintetici per ingranaggi e per alte temperature
 Descrizione: Gli oli Klübersynth GH 6 sono oli per ingranaggi e per alte temperature a base di poliglicoli. Presentano una elevata resistenza al grippaggio e offrono buona protezione antiusura; nel test
Descrizione: Gli oli Klübersynth GH 6 sono oli per ingranaggi e per alte temperature a base di poliglicoli. Presentano una elevata resistenza al grippaggio e offrono buona protezione antiusura; nel test
iglidur V400: Resistenza chimica e alle alte temperature
 iglidur : Resistenza chimica e alle alte temperature Produzione standard a magazzino Eccellente resistenza all usura anche con alberi teneri e temperature fino a +200 C Ottima resistenza agli agenti chimici
iglidur : Resistenza chimica e alle alte temperature Produzione standard a magazzino Eccellente resistenza all usura anche con alberi teneri e temperature fino a +200 C Ottima resistenza agli agenti chimici
Generalità sulle elettropompe
 Generalità sulle elettropompe 1) Introduzione Ne esistono diverse tipologie ma si possono inizialmente suddividere in turbopompe e pompe volumetriche. Le prime sono caratterizzate da un flusso continuo
Generalità sulle elettropompe 1) Introduzione Ne esistono diverse tipologie ma si possono inizialmente suddividere in turbopompe e pompe volumetriche. Le prime sono caratterizzate da un flusso continuo
Contenuto di umidita. Calore specifico. c [kj/kgk] [%]
![Contenuto di umidita. Calore specifico. c [kj/kgk] [%]](/thumbs/24/3870675.jpg "Contenuto di umidita. Calore specifico. c [kj/kgk] [%]") Allegato A Proprietà termofisiche dei materiali da costruzione Materiale Massa Volumica ρ [kg/m 3 ] Calore specifico c [kj/kgk] Contenuto di umidita [%] Conduttività termica utile di calcolo λ [W/mK] Permeabilità
Allegato A Proprietà termofisiche dei materiali da costruzione Materiale Massa Volumica ρ [kg/m 3 ] Calore specifico c [kj/kgk] Contenuto di umidita [%] Conduttività termica utile di calcolo λ [W/mK] Permeabilità
352&(662',&20%867,21(
 352&(662',&20%867,21( Il calore utilizzato come fonte energetica convertibile in lavoro nella maggior parte dei casi, è prodotto dalla combustione di sostanze (es. carbone, metano, gasolio) chiamate combustibili.
352&(662',&20%867,21( Il calore utilizzato come fonte energetica convertibile in lavoro nella maggior parte dei casi, è prodotto dalla combustione di sostanze (es. carbone, metano, gasolio) chiamate combustibili.
Circuiti amplificatori
 Circuiti amplificatori G. Traversi Strumentazione e Misure Elettroniche Corso Integrato di Elettrotecnica e Strumentazione e Misure Elettroniche 1 Amplificatori 2 Amplificatori Se A V è negativo, l amplificatore
Circuiti amplificatori G. Traversi Strumentazione e Misure Elettroniche Corso Integrato di Elettrotecnica e Strumentazione e Misure Elettroniche 1 Amplificatori 2 Amplificatori Se A V è negativo, l amplificatore
CHE COSA CAMBIA CON LA NUOVA NORMA EUROPEA PER PROFILI IN PVC UNI EN 12608
 COSTRUIRE SERRAMENTI IN PVC CHE COSA CAMBIA CON LA NUOVA NORMA EUROPEA PER PROFILI IN PVC UNI EN 12608 1 La norma europea rivolta alla definizione delle caratteristiche dei profili in PVC per finestre
COSTRUIRE SERRAMENTI IN PVC CHE COSA CAMBIA CON LA NUOVA NORMA EUROPEA PER PROFILI IN PVC UNI EN 12608 1 La norma europea rivolta alla definizione delle caratteristiche dei profili in PVC per finestre
INTRODUZIONE: PERDITE IN FIBRA OTTICA
 INTRODUZIONE: PERDITE IN FIBRA OTTICA Il nucleo (o core ) di una fibra ottica è costituito da vetro ad elevatissima purezza, dal momento che la luce deve attraversare migliaia di metri di vetro del nucleo.
INTRODUZIONE: PERDITE IN FIBRA OTTICA Il nucleo (o core ) di una fibra ottica è costituito da vetro ad elevatissima purezza, dal momento che la luce deve attraversare migliaia di metri di vetro del nucleo.
I processi di tempra sono condotti sul manufatto finito per generare sforzi residui di compressione in superficie. Vengono sfruttate allo scopo
 I processi di tempra sono condotti sul manufatto finito per generare sforzi residui di compressione in superficie. Vengono sfruttate allo scopo diverse metodologie. 1 La tempra termica (o fisica) si basa
I processi di tempra sono condotti sul manufatto finito per generare sforzi residui di compressione in superficie. Vengono sfruttate allo scopo diverse metodologie. 1 La tempra termica (o fisica) si basa
Trasportatori a nastro
 Trasportatori a nastro Realizzano un trasporto di tipo continuo, in orizzontale o in pendenza, di materiali alla rinfusa e di carichi concentrati leggeri. incastellatura di sostegno Trasporti interni 1
Trasportatori a nastro Realizzano un trasporto di tipo continuo, in orizzontale o in pendenza, di materiali alla rinfusa e di carichi concentrati leggeri. incastellatura di sostegno Trasporti interni 1
Materiali Plastici. standard PVC. Cloruro di polivinile
 8 >> Materiali Plastici standard Materiali Plastici standard >> Semilavorati in PVC PVC Cloruro di polivinile Il PVC rigido è un materiale di larga diffusione, utilizzato prevalentemente per la sua ottima
8 >> Materiali Plastici standard Materiali Plastici standard >> Semilavorati in PVC PVC Cloruro di polivinile Il PVC rigido è un materiale di larga diffusione, utilizzato prevalentemente per la sua ottima
Progetto. Laboratorio ambientale: il riciclaggio dei rifiuti. Regione Siciliana SCUOLA SECONDARIA DI 1 1 GRADO S. QUASIMODO - Ragusa
 Regione Siciliana SCUOLA SECONDARIA DI 1 1 GRADO S. QUASIMODO - Ragusa Progetto Apprendere per orientarsi nella società complessa Laboratorio ambientale: il riciclaggio dei rifiuti Esperto: ing. Walter
Regione Siciliana SCUOLA SECONDARIA DI 1 1 GRADO S. QUASIMODO - Ragusa Progetto Apprendere per orientarsi nella società complessa Laboratorio ambientale: il riciclaggio dei rifiuti Esperto: ing. Walter
GLI STATI DI AGGREGAZIONE DELLA MATERIA. Lo stato gassoso
 GLI STATI DI AGGREGAZIONE DELLA MATERIA Lo stato gassoso Classificazione della materia MATERIA Composizione Struttura Proprietà Trasformazioni 3 STATI DI AGGREGAZIONE SOLIDO (volume e forma propri) LIQUIDO
GLI STATI DI AGGREGAZIONE DELLA MATERIA Lo stato gassoso Classificazione della materia MATERIA Composizione Struttura Proprietà Trasformazioni 3 STATI DI AGGREGAZIONE SOLIDO (volume e forma propri) LIQUIDO
IL PROBLEMA DEL PRODURRE
 IL PROBLEMA DEL PRODURRE IL CICLO TECNOLOGICO E I PROCESSI PRIMARI E SECONDARI Ing. Produzione Industriale - Tecnologia Meccanica Processi primari e secondari - 1 IL CICLO TECNOLOGICO Il ciclo tecnologico
IL PROBLEMA DEL PRODURRE IL CICLO TECNOLOGICO E I PROCESSI PRIMARI E SECONDARI Ing. Produzione Industriale - Tecnologia Meccanica Processi primari e secondari - 1 IL CICLO TECNOLOGICO Il ciclo tecnologico
CLASSIFICAZIONE DELLE LAVORAZIONI MECCANICHE
 CLASSIFICAZIONE DELLE LAVORAZIONI MECCANICHE Le lavorazioni meccaniche possono essere classificate secondo diversi criteri. Il criterio che si è dimostrato più utile, in quanto ha permesso di considerare
CLASSIFICAZIONE DELLE LAVORAZIONI MECCANICHE Le lavorazioni meccaniche possono essere classificate secondo diversi criteri. Il criterio che si è dimostrato più utile, in quanto ha permesso di considerare
COME NASCE UN CERCHIO IN CARBONIO
 COME NASCE UN CERCHIO IN CARBONIO Mike Wilson, che ha passato quasi tutta la sua vita lavorativa in Dymag, è il responsabile della progettazione. Insieme al suo team valuta tutti gli aspetti progettuali
COME NASCE UN CERCHIO IN CARBONIO Mike Wilson, che ha passato quasi tutta la sua vita lavorativa in Dymag, è il responsabile della progettazione. Insieme al suo team valuta tutti gli aspetti progettuali
Filamenti 3D. 42 Codici Prodotto (44876 44917) Katun Brand
 Katun Brand") Filamenti 3D Filamenti 3D 42 Codici Prodotto (44876 44917) ABS 1.75 mm in 10 colori ABS 2.85 mm in 10 colori PLA 1.75 mm in 11 colori PLA 2.85 mm in 11 colori Katun Brand Bobina nera con logo Katun Scatola
Filamenti 3D Filamenti 3D 42 Codici Prodotto (44876 44917) ABS 1.75 mm in 10 colori ABS 2.85 mm in 10 colori PLA 1.75 mm in 11 colori PLA 2.85 mm in 11 colori Katun Brand Bobina nera con logo Katun Scatola
LA CORRENTE ELETTRICA
 L CORRENTE ELETTRIC H P h Prima che si raggiunga l equilibrio c è un intervallo di tempo dove il livello del fluido non è uguale. Il verso del movimento del fluido va dal vaso a livello maggiore () verso
L CORRENTE ELETTRIC H P h Prima che si raggiunga l equilibrio c è un intervallo di tempo dove il livello del fluido non è uguale. Il verso del movimento del fluido va dal vaso a livello maggiore () verso
Le infinite vite della plastica. MedeaAmbiente
 Le infinite vite della plastica. MedeaAmbiente Al principio La plastica ha una storia antica. Prima che comparisse, l uomo ha utilizzato dei polimeri naturali, reperibili in natura, come il guscio della
Le infinite vite della plastica. MedeaAmbiente Al principio La plastica ha una storia antica. Prima che comparisse, l uomo ha utilizzato dei polimeri naturali, reperibili in natura, come il guscio della
PROGRAMMAZIONE GENERALE SCIENZA DEI MATERIALI DENTALI CLASSE IVE ODONTOTECNICA anno scolastico 2014/2015
 PROGRAMMAZIONE GENERALE SCIENZA DEI MATERIALI DENTALI CLASSE IVE ODONTOTECNICA anno scolastico 2014/2015 Competenze da conseguire al termine del quinto anno: applicare le metodologie e le tecniche della
PROGRAMMAZIONE GENERALE SCIENZA DEI MATERIALI DENTALI CLASSE IVE ODONTOTECNICA anno scolastico 2014/2015 Competenze da conseguire al termine del quinto anno: applicare le metodologie e le tecniche della
 Funzionamento del motore 4 tempi I componenti fondamentali del motore 4 tempi I componenti ausiliari del motore 4 tempi La trasmissione del moto Le innovazioni motoristiche L influenza dell aerodinamica
Funzionamento del motore 4 tempi I componenti fondamentali del motore 4 tempi I componenti ausiliari del motore 4 tempi La trasmissione del moto Le innovazioni motoristiche L influenza dell aerodinamica
Si classifica come una grandezza intensiva
 CAP 13: MISURE DI TEMPERATURA La temperatura È osservata attraverso gli effetti che provoca nelle sostanze e negli oggetti Si classifica come una grandezza intensiva Può essere considerata una stima del
CAP 13: MISURE DI TEMPERATURA La temperatura È osservata attraverso gli effetti che provoca nelle sostanze e negli oggetti Si classifica come una grandezza intensiva Può essere considerata una stima del
Tabella 1 Consumo di materie plastiche in Canada: 2000 2014
 Tabella 1 Consumo di materie plastiche in Canada: 2000 2014 Anno Tonnellate Indice 2000 = 100 2000 5.650.000 100 2003 5.825.000 103,1 2004 5.960.000 105,5 2005 6.354.000 112,5 2006 6.235.000 110,3 2007
Tabella 1 Consumo di materie plastiche in Canada: 2000 2014 Anno Tonnellate Indice 2000 = 100 2000 5.650.000 100 2003 5.825.000 103,1 2004 5.960.000 105,5 2005 6.354.000 112,5 2006 6.235.000 110,3 2007
Cold Plate BREVETTATO
 L uso di dissipatori ad acqua si sta sempre più diffondendo per rispondere all esigenza di dissipare elevate potenze in spazi contenuti e senza l adozione di ventole con elevate portate d aria. Infatti,
L uso di dissipatori ad acqua si sta sempre più diffondendo per rispondere all esigenza di dissipare elevate potenze in spazi contenuti e senza l adozione di ventole con elevate portate d aria. Infatti,
TRATTAMENTI TERMICI IMPORTANZA DI ESEGUIRE IL TRATTAMENTO TERMICO NEL MOMENTO OPPORTUNO DEL PROCESSO DI REALIZZAZIONE DEL PEZZO
 TRATTAMENTI TERMICI IL TRATTAMENTO TERMICO CONSISTE IN UN CICLO TERMICO CHE SERVE A MODIFICARE LA STRUTTURA DEL MATERIALE PER LA VARIAZIONE DELLE SUE CARATTERISTICHE MECCANICHE: RESISTENZA DEFORMABILITA
TRATTAMENTI TERMICI IL TRATTAMENTO TERMICO CONSISTE IN UN CICLO TERMICO CHE SERVE A MODIFICARE LA STRUTTURA DEL MATERIALE PER LA VARIAZIONE DELLE SUE CARATTERISTICHE MECCANICHE: RESISTENZA DEFORMABILITA
La propulsione Informazioni per il PD
 Informazioni per il PD 1/10 Compito Come funziona un automobile? Gli alunni studiano i diversi tipi di propulsione (motore) dell auto e imparano qual è la differenza tra un motore diesel e uno a benzina.
Informazioni per il PD 1/10 Compito Come funziona un automobile? Gli alunni studiano i diversi tipi di propulsione (motore) dell auto e imparano qual è la differenza tra un motore diesel e uno a benzina.
Lezione 11 Trattamenti termici
 Lezione 11 Gerardus Janszen Dipartimento di Tel 02 2399 8366 janszen@aero.polimi.it . IL TRATTAMENTO TERMICO CONSISTE IN UN CICLO TERMICO CHE SERVE A MODIFICARE LA STRUTTURA DEL MATERIALE PER LA VARIAZIONE
Lezione 11 Gerardus Janszen Dipartimento di Tel 02 2399 8366 janszen@aero.polimi.it . IL TRATTAMENTO TERMICO CONSISTE IN UN CICLO TERMICO CHE SERVE A MODIFICARE LA STRUTTURA DEL MATERIALE PER LA VARIAZIONE
Pressione. Esempio. Definizione di pressione. Legge di Stevino. Pressione nei fluidi EQUILIBRIO E CONSERVAZIONE DELL ENERGIA NEI FLUIDI
 Pressione EQUILIBRIO E CONSERVAZIONE DELL ENERGIA NEI FLUIDI Cos è la pressione? La pressione è una grandezza che lega tra di loro l intensità della forza e l aerea della superficie su cui viene esercitata
Pressione EQUILIBRIO E CONSERVAZIONE DELL ENERGIA NEI FLUIDI Cos è la pressione? La pressione è una grandezza che lega tra di loro l intensità della forza e l aerea della superficie su cui viene esercitata
Caratteristiche tecniche. Per trasportare aria, gas e vapori poco aggressivi, generare vuoto e comprimere aria, senza contaminazione di olio.
 SCHEDA TECNICA I041 N 950.50 KNDCB con motore Brushless Principio di funzionamento Le pompe a membrana KNF si basano su un principio molto semplice - la parte centrale di una membrana elastica flette su
SCHEDA TECNICA I041 N 950.50 KNDCB con motore Brushless Principio di funzionamento Le pompe a membrana KNF si basano su un principio molto semplice - la parte centrale di una membrana elastica flette su
Forza. Forza. Esempi di forze. Caratteristiche della forza. Forze fondamentali CONCETTO DI FORZA E EQUILIBRIO, PRINCIPI DELLA DINAMICA
 Forza CONCETTO DI FORZA E EQUILIBRIO, PRINCIPI DELLA DINAMICA Cos è una forza? la forza è una grandezza che agisce su un corpo cambiando la sua velocità e provocando una deformazione sul corpo 2 Esempi
Forza CONCETTO DI FORZA E EQUILIBRIO, PRINCIPI DELLA DINAMICA Cos è una forza? la forza è una grandezza che agisce su un corpo cambiando la sua velocità e provocando una deformazione sul corpo 2 Esempi
Resina FT0607. La resina riempitiva creata per isolare, sigillare e proteggere circuiti elettrici ed elettronici
 Via Oberdan, 7 20059 Vimercate (MI) Tel.: +39 039 6612297 Fax : +39 039 6612297 E-mail: info@fiortech.com Partita IVA: 02916370139 Resina FT0607 La resina riempitiva creata per isolare, sigillare e proteggere
Via Oberdan, 7 20059 Vimercate (MI) Tel.: +39 039 6612297 Fax : +39 039 6612297 E-mail: info@fiortech.com Partita IVA: 02916370139 Resina FT0607 La resina riempitiva creata per isolare, sigillare e proteggere
ESTRATTO ATTUATORE CON VITE SENZA FINE PER TRAIETTORIE NON LINEARI E ALZACRISTALLI REALIZZATO CON IL MEDESIMO
 ESTRATTO ATTUATORE CON VITE SENZA FINE PER TRAIETTORIE NON LINEARI E ALZACRISTALLI REALIZZATO CON IL MEDESIMO vittorio.scialla@strumentiperleaziende.com Attuatore per traiettorie non lineari dotato di
ESTRATTO ATTUATORE CON VITE SENZA FINE PER TRAIETTORIE NON LINEARI E ALZACRISTALLI REALIZZATO CON IL MEDESIMO vittorio.scialla@strumentiperleaziende.com Attuatore per traiettorie non lineari dotato di
Gli stampi per termoindurenti
 Via Sione 18/B - 03030 - Chiaiamari - Frosinone Tel. (39) 775868478 - Fax (39) 775868775 E-mail: comera.fr@tin.it Gli stampi per termoindurenti Relatore: Ing.. Raponi Gianluigi 1 L attività La COMERA è
Via Sione 18/B - 03030 - Chiaiamari - Frosinone Tel. (39) 775868478 - Fax (39) 775868775 E-mail: comera.fr@tin.it Gli stampi per termoindurenti Relatore: Ing.. Raponi Gianluigi 1 L attività La COMERA è
Materiali per alte temperature
 Materiali per alte temperature Prof. Barbara Rivolta Dipartimento di Meccanica Politecnico di Milano 14 Novembre 2013, Lecco Fenomeni metallurgici ad alta temperatura 2 Fenomeni meccanici: sovrasollecitazioni
Materiali per alte temperature Prof. Barbara Rivolta Dipartimento di Meccanica Politecnico di Milano 14 Novembre 2013, Lecco Fenomeni metallurgici ad alta temperatura 2 Fenomeni meccanici: sovrasollecitazioni
Acqua azzurra, acqua chiara. Istituto Comprensivo della Galilla Scuola Media Dessì - Ballao
 Acqua azzurra, acqua chiara Istituto Comprensivo della Galilla Scuola Media Dessì - Ballao Proprietà fisiche Ecosistemi acquatici Origine della vita Ciclo dell acqua Acqua Scoperte Sensazioni Leggi La
Acqua azzurra, acqua chiara Istituto Comprensivo della Galilla Scuola Media Dessì - Ballao Proprietà fisiche Ecosistemi acquatici Origine della vita Ciclo dell acqua Acqua Scoperte Sensazioni Leggi La
RICOSTRUZIONE UNGHIE
 RICOSTRUZIONE UNGHIE Santolo Testa Le unghie non hanno una resistenza infinita, gli agenti patogeni, lo stress e le carenze alimentari (calcio, ferro, vitamine D-B6-B12) possono disidratarle,indebolirle,
RICOSTRUZIONE UNGHIE Santolo Testa Le unghie non hanno una resistenza infinita, gli agenti patogeni, lo stress e le carenze alimentari (calcio, ferro, vitamine D-B6-B12) possono disidratarle,indebolirle,
COMBUSTIBLE ECOLOGICO 100% - NOCCIOLINO NOCCIOLINO DI OLIVA VERGINE PRESENTAZIONE
 NOCCIOLINO DI OLIVA VERGINE PRESENTAZIONE Il NOCCIOLINO DI OLIVA VERGINE è un prodotto naturale, ottenuto solo ed esclusivamente con procedimenti meccanici durante la lavorazione delle olive. Durante la
NOCCIOLINO DI OLIVA VERGINE PRESENTAZIONE Il NOCCIOLINO DI OLIVA VERGINE è un prodotto naturale, ottenuto solo ed esclusivamente con procedimenti meccanici durante la lavorazione delle olive. Durante la
La combustione. Docente: prof.ssa Lobello Carmela
 La combustione Percorso didattico realizzato dalla classe II D Istituto d Istruzione secondaria di I grado S Francesco d Assisi Francavilla Fontana (Br) Docente: prof.ssa Lobello Carmela Perché la combustione?
La combustione Percorso didattico realizzato dalla classe II D Istituto d Istruzione secondaria di I grado S Francesco d Assisi Francavilla Fontana (Br) Docente: prof.ssa Lobello Carmela Perché la combustione?
Lavori intelligenti per il risparmio energetico
 Città di San Donà di Piave Assessorato all Ambiente SPORTELLO ENERGIA Lavori intelligenti per il risparmio energetico SOLARE TERMICO Un impianto a collettori solari (anche detto a pannelli solari termici
Città di San Donà di Piave Assessorato all Ambiente SPORTELLO ENERGIA Lavori intelligenti per il risparmio energetico SOLARE TERMICO Un impianto a collettori solari (anche detto a pannelli solari termici
RESISTENZA DEI MATERIALI TEST
 RESISTENZA DEI MATERIALI TEST 1. Nello studio della resistenza dei materiali, i corpi: a) sono tali per cui esiste sempre una proporzionalità diretta tra sollecitazione e deformazione b) sono considerati
RESISTENZA DEI MATERIALI TEST 1. Nello studio della resistenza dei materiali, i corpi: a) sono tali per cui esiste sempre una proporzionalità diretta tra sollecitazione e deformazione b) sono considerati
PAGINA 1 DI 5 MOLYKOTE
 PAGINA 1 DI 5 MOLYKOTE CARATTERISTICHE Le lacche Molykote sono dispersioni di sostanze lubrificanti solide, come ad esempio il bisolfuro di molibdeno, e di resine leganti organiche o inorganiche finemente
PAGINA 1 DI 5 MOLYKOTE CARATTERISTICHE Le lacche Molykote sono dispersioni di sostanze lubrificanti solide, come ad esempio il bisolfuro di molibdeno, e di resine leganti organiche o inorganiche finemente
Sez. E Sistemi e tecnologie ad aria compressa, di ausilio alla produzione UGELLI E GETTI PER ARIA COMPRESSA AIR NOZZLES AND JETS
 Sez. E Sistemi e tecnologie ad aria compressa, di ausilio alla produzione DC COOLING Alternative cooling solutions UGELLI E GETTI PER ARIA COMPRESSA AIR NOZZLES AND JETS Documentazione non registrata,
Sez. E Sistemi e tecnologie ad aria compressa, di ausilio alla produzione DC COOLING Alternative cooling solutions UGELLI E GETTI PER ARIA COMPRESSA AIR NOZZLES AND JETS Documentazione non registrata,
Impianti per il trasferimento di energia
 Capitolo 2 Impianti per il trasferimento di energia 2.1 2.1 Introduzione In molte zone di un velivolo è necessario disporre di energia, in modo controllato; questo è necessario per molte attività, ad esempio
Capitolo 2 Impianti per il trasferimento di energia 2.1 2.1 Introduzione In molte zone di un velivolo è necessario disporre di energia, in modo controllato; questo è necessario per molte attività, ad esempio
Materiali, Sviluppo, Soluzioni. Prodotti di Molibdeno per la industria del vetro
 Materiali, Sviluppo, Soluzioni Prodotti di Molibdeno per la industria del vetro H.C. Starck, Molibdeno Materiali come il molibdeno e il tungsteno, sono vitali per le applicazioni di fusione, omogeneizzazione
Materiali, Sviluppo, Soluzioni Prodotti di Molibdeno per la industria del vetro H.C. Starck, Molibdeno Materiali come il molibdeno e il tungsteno, sono vitali per le applicazioni di fusione, omogeneizzazione
Energia nelle reazioni chimiche. Lezioni d'autore di Giorgio Benedetti
 Energia nelle reazioni chimiche Lezioni d'autore di Giorgio Benedetti VIDEO Introduzione (I) L energia chimica è dovuta al particolare arrangiamento degli atomi nei composti chimici e le varie forme di
Energia nelle reazioni chimiche Lezioni d'autore di Giorgio Benedetti VIDEO Introduzione (I) L energia chimica è dovuta al particolare arrangiamento degli atomi nei composti chimici e le varie forme di
Esercizio 20 - tema di meccanica applicata e macchine a fluido- 2002
 Esercizio 0 - tema di meccanica applicata e macchine a fluido- 00 er regolare il regime di rotazione di un gruppo elettrogeno, viene calettato sull albero di trasmissione del motore un volano in ghisa.
Esercizio 0 - tema di meccanica applicata e macchine a fluido- 00 er regolare il regime di rotazione di un gruppo elettrogeno, viene calettato sull albero di trasmissione del motore un volano in ghisa.
Il sistema radiante a soffitto e parete. Climalife
 Il sistema radiante a soffitto e parete Info 2014 Pannello Radiante Pannello radiante in sandwich prefabbricato costituito da: - Strato a vista in cartongesso ignifugo, spessore 15 mm; - Circuito radiante
Il sistema radiante a soffitto e parete Info 2014 Pannello Radiante Pannello radiante in sandwich prefabbricato costituito da: - Strato a vista in cartongesso ignifugo, spessore 15 mm; - Circuito radiante
TRATTAMENTO DELLE RIMONTE CAPILLARI
 TRATTAMENTO LE RIMONTE CAPILLARI INTRODUZIONE: Grazie alle sue ottime caratteristiche tecniche e alla facilità di messa in opera il di POTASSIO viene largamente utilizzato per rendere idrorepellenti i
TRATTAMENTO LE RIMONTE CAPILLARI INTRODUZIONE: Grazie alle sue ottime caratteristiche tecniche e alla facilità di messa in opera il di POTASSIO viene largamente utilizzato per rendere idrorepellenti i
ATTREZZATURA DI LABORATORIO
 ATTREZZATURA DI LABORATORIO IN GENERALE RICORDIAMO CHE 1) il vetro pyrex non reagisce chimicamente con altre sostanze tranne che con l acido fluoridrico se riscaldato non si spacca 2) gli strumenti in
ATTREZZATURA DI LABORATORIO IN GENERALE RICORDIAMO CHE 1) il vetro pyrex non reagisce chimicamente con altre sostanze tranne che con l acido fluoridrico se riscaldato non si spacca 2) gli strumenti in
Filament Extruder. how it works
 Filament Extruder how it works FAQ Cosa è un estrusore? È uno strumento che trasforma la materia prima plastica (pellet) in filamento adatto alla stampante 3d o alle penne 3d. Come funziona un estrusore?
Filament Extruder how it works FAQ Cosa è un estrusore? È uno strumento che trasforma la materia prima plastica (pellet) in filamento adatto alla stampante 3d o alle penne 3d. Come funziona un estrusore?
Capacità di assorbire una deformazione plastica senza rompersi: alta=duttile (es. oro) bassa=fragile (es. vetro)
 bassa=fragile (es. vetro)") Capacità di assorbire una deformazione plastica senza rompersi: alta=duttile (es. oro) bassa=fragile (es. vetro) E dipendente dalla temperatura:capacità di riposizionamento di difetti ed atomi (diffusione
Capacità di assorbire una deformazione plastica senza rompersi: alta=duttile (es. oro) bassa=fragile (es. vetro) E dipendente dalla temperatura:capacità di riposizionamento di difetti ed atomi (diffusione
I METALLI. I metalli sono materiali strutturali costituiti ciascuno da un singolo elemento. Hanno tra loro proprietà molto simili.
 M et 1 all I METALLI I metalli sono materiali strutturali costituiti ciascuno da un singolo elemento. Hanno tra loro proprietà molto simili. Proprietà Le principali proprietà dei metalli sono le seguenti:
M et 1 all I METALLI I metalli sono materiali strutturali costituiti ciascuno da un singolo elemento. Hanno tra loro proprietà molto simili. Proprietà Le principali proprietà dei metalli sono le seguenti:
I.I.S. Giulio Natta Istituto di Istruzione Superiore Tecnico per la meccanica e le materie plastiche Liceo delle Scienze Applicate
 I.I.S. Giulio Natta Istituto di Istruzione Superiore Tecnico per la meccanica e le materie plastiche Liceo delle Scienze Applicate Impianti Materie Plastiche Modulo 2 Alimentazione Contenuti 1. Premessa
I.I.S. Giulio Natta Istituto di Istruzione Superiore Tecnico per la meccanica e le materie plastiche Liceo delle Scienze Applicate Impianti Materie Plastiche Modulo 2 Alimentazione Contenuti 1. Premessa
PANNELLI SOLARI TERMICI PANNELLI SOLARI FOTOVOLTAICI
 PANNELLI SOLARI I pannelli solari utilizzano l'energia solare per trasformarla in energia utile e calore per le attività dell'uomo. PANNELLI SOLARI FOTOVOLTAICI PANNELLI SOLARI TERMICI PANNELLI SOLARI
PANNELLI SOLARI I pannelli solari utilizzano l'energia solare per trasformarla in energia utile e calore per le attività dell'uomo. PANNELLI SOLARI FOTOVOLTAICI PANNELLI SOLARI TERMICI PANNELLI SOLARI
Impianti di propulsione navale
 Il circuito acqua di raffreddamento deve asportare e dissipare il calore generato dalle tre fonti principali, precisamente: Cilindri motore; Olio lubrificante; Aria di sovralimentazione. Il circuito è
Il circuito acqua di raffreddamento deve asportare e dissipare il calore generato dalle tre fonti principali, precisamente: Cilindri motore; Olio lubrificante; Aria di sovralimentazione. Il circuito è
Cuscinetti radiali rigidi a sfere ad una corona Generation C. Informazione tecnica
 Cuscinetti radiali rigidi a sfere ad una corona Generation C Informazione tecnica Indice Caratteristiche 2 Vantaggi dei cuscinetti FAG radiali rigidi a sfere Generation C 2 Tenuta e lubrificazione 2 Temperatura
Cuscinetti radiali rigidi a sfere ad una corona Generation C Informazione tecnica Indice Caratteristiche 2 Vantaggi dei cuscinetti FAG radiali rigidi a sfere Generation C 2 Tenuta e lubrificazione 2 Temperatura
Cos è il nastro autoadesivo?
 Cos è il nastro autoadesivo? Per nastro autoadesivo si intende una striscia di materiale che può aderire con la semplice pressione su varie superfici senza la necessità di calore, umettatura od altro.
Cos è il nastro autoadesivo? Per nastro autoadesivo si intende una striscia di materiale che può aderire con la semplice pressione su varie superfici senza la necessità di calore, umettatura od altro.
CORRENTE E TENSIONE ELETTRICA LA CORRENTE ELETTRICA
 CORRENTE E TENSIONE ELETTRICA La conoscenza delle grandezze elettriche fondamentali (corrente e tensione) è indispensabile per definire lo stato di un circuito elettrico. LA CORRENTE ELETTRICA DEFINIZIONE:
CORRENTE E TENSIONE ELETTRICA La conoscenza delle grandezze elettriche fondamentali (corrente e tensione) è indispensabile per definire lo stato di un circuito elettrico. LA CORRENTE ELETTRICA DEFINIZIONE:
V= R*I. LEGGE DI OHM Dopo aver illustrato le principali grandezze elettriche è necessario analizzare i legami che vi sono tra di loro.
 LEGGE DI OHM Dopo aver illustrato le principali grandezze elettriche è necessario analizzare i legami che vi sono tra di loro. PREMESSA: Anche intuitivamente dovrebbe a questo punto essere ormai chiaro
LEGGE DI OHM Dopo aver illustrato le principali grandezze elettriche è necessario analizzare i legami che vi sono tra di loro. PREMESSA: Anche intuitivamente dovrebbe a questo punto essere ormai chiaro
Elenco delle principali gomme ed impieghi tipici
 Elenco delle principali gomme ed impieghi tipici Proprietà Mescole Gomma Naturale (NR) Temperatura Impiego: -50 +80 C Struttura chimica preponderante: cis-poliisoprene Caratteristiche: Ottima resa elastica
Elenco delle principali gomme ed impieghi tipici Proprietà Mescole Gomma Naturale (NR) Temperatura Impiego: -50 +80 C Struttura chimica preponderante: cis-poliisoprene Caratteristiche: Ottima resa elastica
Rapidamente al grado esatto Tarature di temperatura con strumenti portatili: una soluzione ideale per il risparmio dei costi
 Rapidamente al grado esatto Tarature di temperatura con strumenti portatili: una soluzione ideale per il risparmio dei costi Gli strumenti per la misura di temperatura negli impianti industriali sono soggetti
Rapidamente al grado esatto Tarature di temperatura con strumenti portatili: una soluzione ideale per il risparmio dei costi Gli strumenti per la misura di temperatura negli impianti industriali sono soggetti
DIMENSIONAMENTO DEL MARTINETTO PER RICIRCOLO DI SFERE
 DIMENSIONAMENTO DEL MARTINETTO PER RICIRCOLO DI SFERE Per un corretto dimensionamento del martinetto a ricircolo di sfere è necessario operare come segue: definizione dei dati del dell applicazione (A)
DIMENSIONAMENTO DEL MARTINETTO PER RICIRCOLO DI SFERE Per un corretto dimensionamento del martinetto a ricircolo di sfere è necessario operare come segue: definizione dei dati del dell applicazione (A)
Corso di Componenti e Impianti Termotecnici LE RETI DI DISTRIBUZIONE PERDITE DI CARICO LOCALIZZATE
 LE RETI DI DISTRIBUZIONE PERDITE DI CARICO LOCALIZZATE 1 PERDITE DI CARICO LOCALIZZATE Sono le perdite di carico (o di pressione) che un fluido, in moto attraverso un condotto, subisce a causa delle resistenze
LE RETI DI DISTRIBUZIONE PERDITE DI CARICO LOCALIZZATE 1 PERDITE DI CARICO LOCALIZZATE Sono le perdite di carico (o di pressione) che un fluido, in moto attraverso un condotto, subisce a causa delle resistenze
PROVE SULLA MACCHINA A CORRENTE CONTINUA
 LABORATORIO DI MACCHINE ELETTRICHE PROVE SULLA MACCHINA A CORRENTE CONTINUA PROVE SULLA MACCHINA A C. C. Contenuti Le prove di laboratorio che verranno prese in esame riguardano: la misura a freddo, in
LABORATORIO DI MACCHINE ELETTRICHE PROVE SULLA MACCHINA A CORRENTE CONTINUA PROVE SULLA MACCHINA A C. C. Contenuti Le prove di laboratorio che verranno prese in esame riguardano: la misura a freddo, in
Temperatura e Calore
 Temperatura e Calore 1 Temperatura e Calore Stati di Aggregazione Temperatura Scale Termometriche Dilatazione Termica Il Calore L Equilibrio Termico La Propagazione del Calore I Passaggi di Stato 2 Gli
Temperatura e Calore 1 Temperatura e Calore Stati di Aggregazione Temperatura Scale Termometriche Dilatazione Termica Il Calore L Equilibrio Termico La Propagazione del Calore I Passaggi di Stato 2 Gli
COMPONENTI TERMODINAMICI APERTI
 CAPITOLO NONO COMPONENTI TERMODINAMICI APERTI Esempi applicativi Vengono di seguito esaminati alcuni componenti di macchine termiche che possono essere considerati come sistemi aperti A) Macchina termica
CAPITOLO NONO COMPONENTI TERMODINAMICI APERTI Esempi applicativi Vengono di seguito esaminati alcuni componenti di macchine termiche che possono essere considerati come sistemi aperti A) Macchina termica
L APPARATO CIRCOLATORIO
 L APPARATO CIRCOLATORIO Tutte le cellule del nostro corpo hanno bisogno di sostanze nutritive e di ossigeno per svolgere le loro funzioni vitali. Così, esiste il sangue, un tessuto fluido che porta in
L APPARATO CIRCOLATORIO Tutte le cellule del nostro corpo hanno bisogno di sostanze nutritive e di ossigeno per svolgere le loro funzioni vitali. Così, esiste il sangue, un tessuto fluido che porta in
DIVISORI DI FLUSSO "Serie XV 3" ITALIANO VERS:07-04-201 0
 DIVISORI DI FLUSSO "Serie XV 3" ITALIANO VERS:07-04-201 0 VERS:20-02-2008 XV-D DIVISORE DI FLUSSO XV-G DIVISORE DI FLUSSO + MOTORE Questo modello è la versione standard dei divisori di flusso, divide semplicemente
DIVISORI DI FLUSSO "Serie XV 3" ITALIANO VERS:07-04-201 0 VERS:20-02-2008 XV-D DIVISORE DI FLUSSO XV-G DIVISORE DI FLUSSO + MOTORE Questo modello è la versione standard dei divisori di flusso, divide semplicemente