Lavorazioni per asportazione di truciolo
|
|
|
- Damiano Simone
- 6 anni fa
- Visualizzazioni
Transcript
1 Lavorazioni per asportazione di truciolo Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva - cinematica del taglio - meccanica del taglio - parametri di lavorazione - risultati delle lavorazione - macchine e processi 1
2 FORMAZIONE DEL TRUCIOLO h c utensile truciolo Azione di utensile elementare h o misure sperimentali mostrano: - produzione di calore - spessore del truciolo h c > h o - durezza del truciolo > durezza metallo base materiale in lavorazione la formazione del truciolo avviene per deformazione plastica 2
3 Metodi per analizzare la deformazione plastica durante la lavorazione - taglio interrotto - microscopia ottica ed elettronica della morfologia del truciolo zona di deformazione plastica secondaria zona di deformazione plastica primaria 3
4 Dispositivo quick stop tests 4
5 TIPI DI TRUCIOLO Ad elementi staccati tipico di materiali duri fragili ottone, ghisa) non si ha deformazione nella zona secondaria Segmentato tipico di materiali duri ma tenaci (acciai alto carbonio) si ha modesta deformazione nella zona secondaria Fluente, continuo, tipico di materiali duttili (acciai basso carbonio, alluminio, alcune leghe leggere), la deformazione e l attrito nella zona di deformazione secondaria portano a notevole produzione di calore Fluente, continuo frammentato, indica che nella zona di deformazione primaria si è avuta una variazione della direzione di deformazione vibrazioni,irregolarità, durata inferiore di utensile 5
6 TAGLIO ORTOGONALE LIBERO IPOTESI: - larghezza del tagliente maggiore di larghezza del pezzo - velocità di taglio costante lungo tagliente - tagliente perpendicolare alla velocità di taglio 6
 / cos ( φ γ ) h o φ")
7 h c Φ angolo di scorrimento h c h o spessore del truciolo spessore del truciolo indeformato r c = h c / h o fattore di ricalcamento geometricamente: r c = sen ( φ ) / cos ( φ γ ) h o φ 7
8 ANGOLI DI TAGLIO γ angolo di spoglia frontale >0, <0, =0 α angolo di spoglia dorsale >0 β angolo di taglio?? - g + γ + α + β = 90 b a 8
9 Modello di Pijspanen per la formazione del truciolo permette di ottenere la deformazione γ s = cot φ + tan (φ γ) e poi (minimizzando γ s ) φ = 45 + γ / 2 9
10 CINEMATICA DEL TAGLIO V t velocità relativa utensile pezzo velocità di taglio V s velocità relativa truciolo pezzo velocità di scorrimento γ V f V t φ V s V f velocità relativa truciolo utensile velocità di flusso Con varie relazioni è possibile determinare tali valori V t x h o = V f x h c V t = V f x r c V s = V f cosγ / sinφ. ed infine la velocità di deformazione γ s = V t / x cos γ / cos ( φ γ ) Da osservazioni sperimentali è possibile stimare x e quindi, dopo calcolato e misurato le altre grandezze in gioco, anche la velocità di deformazione. γ s [ s -1 ] 10
11 Il truciolo è in equilibrio sotto l azione dell utensile e la reazione del pezzo DINAMICA DEL TAGLIO la forza generica che si scambiano utensile e pezzo può essere scomposta lungo direzioni di interesse tecnologico: - direzione velocità di taglio potenza di taglio scelta macchina e parametri - direzione perpendicolare inflessione pezzo tolleranza di lavorazione - direzione petto utensile usura utensile cambio utensili - direzione piano di scorrimento minima forza condizioni per il taglio 11
12 Scomposizione della forza risultante secondo il cerchio di Merchant R = SQR ( F 2 z + F 2 x ) F z = R cos ( µ γ ) F x = R sen ( µ γ ) F s = R cos (φ + µ γ ) = F z cos φ F x sen φ F n = R sen ( φ + µ γ ) = F z sin φ + F x cos φ T = R sen µ e N = R cos µ 12
13 Sul piano di scorrimento τ σ s s ( + ) F cos sin s F R φ µ γ φ s = = sin φ = S S S s ( + ) F sin sin n F R φ µ γ φ n = = sin φ = S S S s Queste relazioni ci suggeriscono come e quando sia possibile avere deformazione plastica sul piano di scorrimento Infatti, è possibile trovare un piano caratterizzato da un certo φ nel quale la τ s sia massima ed, eventualmente, maggiore della resistenza alla deformazione del materiale. La forza F z che provoca scorrimento su quel piano è quindi la forza minima che può formare truciolo. Il problema è quindi quello di trovare una espressione F z = f( φ, µ, γ ), ricavare il valore di φ che rende minima la F 13
14 F z ( ) ( ) ( ) ( ) Fs cos µ γ τ s S cos µ γ = = cos φ + µ γ sin φ cos φ + µ γ derivando rispetto a φ ed uguagliando a zero: ( + ) ( + ) 2 2 sin cos ( + ) df cosφ cos φ µ γ sin φ sin φ µ γ z = τ s S = dφ φ φ µ γ 0 cioè: ( ) ( ) ( ) cos φ cos φ + µ γ sin φ sin φ + µ γ = cos φ + φ + µ γ = 0 14
15 Relazione di Ernst - Merchant 2 φ + µ γ = π / 2 angolo di scorrimento: - diminuisce con l aumentare dell angolo di attrito - aumenta con l angolo di spoglia frontale L evidenza sperimentale mostra una certa differenza da tale relazione e allora Merchant, considerando anche la σ s, secondo la τ s = τ o + k σ s ha proposto la: 2 φ + µ γ = ζ la determinazione sperimentale di ζ permette un migliore accordo 15
16 FORZA DI TAGLIO Metodo del τ s (analitico) F z = τ S s ( ζ φ ) ( ) cos 2 sin φ cos ζ φ F x = τ S s ( ζ φ ) ( ) sin 2 sin φ cos ζ φ - difficile determinazione t s e Φ - alcune ipotesi semplificative per ottenere soluzione 16
17 METODO DEL KS (sperimentale) F z = K s A - tiene conto della reale situazione tecnologica - le approssimazioni sono più che accettabili e si evitano molti calcoli Il metodo è prettamente tecnologico in quanto la determinazione del Ks viene fatta attraverso la misura delle forze di taglio nelle condizioni reali di lavoro Determinazione del K s - si scelgono alcune condizioni sperimentali spessore del truciolo velocità di taglio angolo γ - si effettuano prove di taglio e si misura la F t - si calcola K s = F t / A o A o = h o b = a p sezione del truciolo indeformato 17
18 Relazione pressione (energia) specifica di taglio / spessore truciolo indeformato K s = K so h -z prove sperimentali per vari materiali danno i risultati riportati in tabella acciai ghise ottoni leghe leggere z Relazione di Kronemberg (per gli acciai): K so = 2.4 R m β [ dan/mm 2 ] log K s K s log ( A o, h o ) A o, h o 18

 trasduttori")
19 Metodi e strumenti per la misura delle forze di taglio celle di carico piezoelettriche trasduttori magnetici celle di carico elastiche trasduttori capacitivi La conoscenza della forza principale di taglio permette inoltre attraverso relazioni empiriche la determinazione delle altre forze di interesse tecnologico, F n e F a (normale e avanzamento) trasduttori induttivi 19
20 Forze di taglio in funzione della velocità in funzione dell angolo γ 20
21 POTENZE DI LAVORAZIONE Potenza di taglio: - Velocità di taglio - Forza di taglio ( P = V F ) Potenza di avanzamento: - Velocità di avanzamento - Forza di avanzamento Potenza di repulsione: - Velocità di repulsione - Forza di repulsione Dati noti: Vt, Ft, Va, Vr inoltre: Fr = % Ft Fa = 20-30% Ft P = Vt Ft + Va Fa 21
22 PARAMETRI DI LAVORAZIONE - angolo di spoglia frontale γ diminuisce F t truciolo fluente migliora finitura superficiale minori potenze minore usura utensile utensile meno robusto sgrossatura max 6 finitura fino a 20 (alluminio) - angolo di spoglia dorsale α evita strisciamento del dorso dell utensile evita danneggiamento superficie lavorata deve essere - piccolo per non indebolire l utensile - grande per non causare strisciamento - grande se E è piccolo (alluminio) acciai 6-8 Al
23 Ft serve principalmente per la determinazione della potenza di taglio Fa influenza inflessione utensile, contribuisce (poco) alla potenza di taglio Fr determina principalmente l inflessione del pezzo e quindi le tolleranze di lavorazione non contribuisce alla potenza di taglio 23
24 - Spessore del truciolo aumenta potenza di taglio produttività usura utensile diminuisce finitura superficiale - Larghezza del truciolo aumenta potenza di taglio produttività - Velocità di taglio aumenta potenza di taglio produttività usura utensile finitura superficiale 24
25 - Materiale da lavorare se ne tiene conto attraverso il K s - Materiale dell utensile usura utensile vita utile finitura superficiale - Lubrorefrigerazione calore sviluppato vita utensile finitura superficiale potenza di taglio - Tipo di macchina utensile rigidezza precisione smorzamento vibrazioni 25
 criteri per valutare la lavorabilità di un materiale finitura superficiale vita utensile forze e potenze evacuazione del truciolo Le prove per determinare la lavorabilità devono necessariamente")
26 LAVORABILITÀ attitudine del materiale ad essere lavorato per asportazione di truciolo (truciolabilità?) criteri per valutare la lavorabilità di un materiale finitura superficiale vita utensile forze e potenze evacuazione del truciolo Le prove per determinare la lavorabilità devono necessariamente essere di tipo tecnologico: usura utensile (microscopia), forze di taglio (dinamometri), finitura superficiale (rugosimetri) determinati nelle condizioni di lavoro, per certi set di parametri tecnologici 26
27 Dipende da varie caratteristiche - del materiale - composizione chimica - lavorazioni / trattamenti deformazione plastica subiti in precedenza incrudimento ricristallizzazione trattamenti termici - caratteristiche strutturali fasi dimensioni dei grani orientazione dei grani - della tecnologia / lavorazione sgrossatura / finitura fresatura concorde / discorde lubro-refrigerazione - dell utensile materiale angoli di spoglia rompitruciolo 27
28 Acciai al piombo (particelle lubrificanti) Ghise fragili allo zolfo (particelle infragilizzanti) truciolo corto al calcio (particelle desossidanti) abrasività cementite al carbonio (vedi HB -> Ks) inox - tenacità (austenitici) Compositi sollecitazioni variabili - abrasività (martensitici) urti/usura/vibrazioni Alluminio bassa HB Ottone truciolo corto buona finitura superficiale lunga durata utensili alta Vt Magnesio basso Ks Leghe Ni alta R ad alta temperatura incrudimento / tenacità Titanio bassa conducibilità termica / alto Ks 28
29 MATERIALI PER UTENSILI - Effetti termici - Effetti meccanici - Usura - Durezza alta temperatura - Elevata resistenza meccanica statica e dinamica ad alta temperatura - Resistenza all abrasione Aumento velocità di taglio 29
30 Materiali per utensili 30
31 Materiali per utensili 31
32 Acciai alto legati medio carbonio (0.7) alto contenuto di elementi di lega (W 18%, 4 Cr, 2.5 Co, 1 V) adeguato TT --> formazione di WC e CrC grani fini (Cr) resistenza all usura (V 4 C 3 ) durezza a caldo (Co in soluzione) fucinatura (900 C) tempra (1250 C) rinvenimento (580 C) X75W18KUTF X80WCo1818KUTF Vt 80 m / min Carburi sinterizzati WC (>90%), Co (legante, <10%) TiC resistenza all usura TaC resistenza alla craterizzazione NbC tenacità, durezza a caldo Vt 200 m / min Carburi ricoperti TiN TiC Al 2 O 3 TiCN ZrN ottima resistenza all usura, buona tenacità 32




33 Produzione inserti sinterizzati in WC ricoprimenti 33




34 Utilizzo inserti sinterizzati Porta-utensili 34
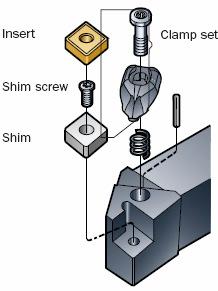




35 Tipi di bloccaggio 35
36 TEMPERATURA DI TAGLIO Cause: - deformazione plastica zona primaria - attrito utensile truciolo - deformazione zona secondaria Dipende da: - Vt velocità di taglio - Ks energia specifica di taglio - ho spessore truciolo - c calore specifico - λ conducibilità termica zona di deformazione primaria zona di deformazione secondaria Si ripartisce: - utensile - pezzo - truciolo R Q = Q + Q pezzo utensile truciolo R aumenta se λ u / λ m aumenta T V h a t b 0 a b HSS WC
37 Stima della temperatura Analisi sperimentale utensile può: essere toccato essere visto non essere toccato né visto isolante contatto elettrico I caso mercuri o 37
38 II caso pirometro fresa pezzo macchina utensile 38
39 III caso termocoppia pirometro 39
40 Analisi numerica modellazione del processo, ad esempio con Equazioni di Fourier sulla trasmissione del calore Analisi dimensionale assumendo come variabili del processo di taglio 1. V t (m / min) velocità di taglio [ L t -1 ] 2. A (mm 2 ) sezione del truciolo [ L 2 ] 3. k s (J / mm2) energia specifica di taglio [ M L -1 t -2 ] 4. λ (W / m K) conducibilità termica del materiale [ M L t -3 T -1 ] 5. ρc (J / mm 3 K) calore specifico (per unità di volume) [ M L -1 t -2 T -1 ] 6. T temperatura [ T ] 40
41 si determinano le 2 grandezze adimensionali: 1 2 (,,,, ) (,,,, ) Q = f V λ ρc K T = V K λ ρc T a b c d t s t s Q = f V λ ρc K A = V K λ ρc A e f g i t s t s affinché le grandezze siano adimensionali la somma degli esponenti di tutte le dimensioni devono essere = a a b b 2b c c 3c c d d d 2d Q = L t M L t M L t T M L T t T e e f f 2 f g g 3g g i i i 2i 2 Q = L t M L t M L t T M L T t L L a b + c d = 0 L e f + g 1+ 2 = 0 a = 0 e = 2 M b c d 0 M f g i 0 b = + + = = f = 0, t a 2b 3c 2d = 0 t e 2 f 3g 2i = 0 c = 0 g = 2 T c d 1 0 T g i 0 d 1 + = = = i = 2 41
42 quindi: Q 1 = T Ks ρc Q V A λ 2 t 2 = 2 ( ρc) 2 Sperimentalmente si trova fra Q 1 e Q 2 una relazione empirica: Log Q 1 Q 1 = C 0 Q 2 n per gli acciai : C 0 = 0.4 n = 0.3 (0.5) quindi (per n = 0.3): Log Q 2 Τ = C o K s V t 0.6 A 0.3 / λ 0.6 (ρc)
43 Meccanismi di fuori servizio utensile deformazioni plastiche rottura fragile usura progressiva modifica forma utensile improvvisa progressiva angoli di taglio dimensioni 43
44 USURA UTENSILI Meccanismi - adesione - abrasione - diffusione - fatica Modifica forma utensile Aumento Ft, T ed indebolimento Utensile 44

45 Principali forme di Usura degli utensili Usura sul fianco Craterizzazione Deformazione plastica Intaglio sul tagliente secondario Microfessurazione termica Criccatura da fatica meccanica Scheggiatura Rottura Tagliente di riporto 45
46 Misura dell usura diretta - microscopio - rugosimetro - fotografia (analisi di immagini) - pesate differenziali indiretta - isotopi radioattivi - finitura superficiale - misura delle forze - misura della temperatura - vibrazioni 46
47 Usura dorsale labbro d usura VB VB VB a: rottura del filo tagliente b: usura progressiva a V costante c: aumento catastrofico A B C Tempo di contatto 47
![Usura progressiva 0.6 0.5 0.4 Vb [mm] 0.3 0.2 0.](/docs-images/72/67798504/images/48-1.jpg "1 0 0 200 400 600 800 1000 1200 1400 1600 1800 2000 Tem po di lavorazione [s] Utensile WC non")
48 Usura progressiva Vb [mm] Tem po di lavorazione [s] Utensile WC non rivestito Materiale: Al6061 con 10% Al 2 O 3 48
49 Usura frontale Volume del cratere volume cratere V t adesione, tagliente di riporto diffusione, reazioni chimiche velocità di craterizzazione acciaio superrapido carburo tempo di contatto C temperatura superficie utensile 49
50 Criteri di usura Un utensile deve essere cambiato quando: - la lavorazione supera i limiti di tolleranza - la rugosità supera i valori ammissibili - il labbro di usura è troppo grande Labbro di usura il petto dell utensile presenta un cratere troppo grande Cratere di usura KT / KM 0.1 KT f 50
51 Vita utensile per varie velocità di taglio e vari criteri di usura 51
52 DURATA UTENSILI Influenzata da - materiale da lavorare - spessore truciolo - angolo di spoglia frontale - velocità di taglio - lubrorefrigerazione Ln D u approccio sperimentale Ln V t 52
53 Relazione di Taylor ottenuta empiricamente con ripetute prove, con diversi materiali, diversi angoli, diverse condizioni di taglio V t x D u n = C 0.28 WC n 0.12 HSS 0.70 Ceramici C dipende da criterio di usura geometria utensile rapporto di forma del truciolo tipo di lavorazione materiale in lavorazione 53
54 osservazioni ln D u campo di validità: - intervallo limitato di velocità - campi di velocità non estremi θ 1 1 ln Du = lnvt + ln C n n 1 θ = arctan n 81 acciai 73 carburi 55 ceramici ln V t 54
55 Legge di Taylor generalizzata 1. criterio : VB max 2. variabili della lavorazione : V t h, b, VB 3. tipo di relazione: c V D = VB h b n VB t u x y m m = 0.44 x = 0.66 HSS 0.4 WC y = 0.46 HSS 0.21 WC NB: y < x e x - y =
56 Relazione di Kronemberg Du = 60 G acciai f 0.20 ghise 0.1 non ferrosi 0.14 acciai g 0.1 ghise 0.1 non ferrosi V t q A f c VB g A = b * h G = b / h q carburo - acciaio ghisa 0.25 HSS - acciaio ghisa
57 OTTIMIZZAZIONE DELLE CONDIZIONI DI TAGLIO cosa ottimizziamo? tempo di produzione t p costo di produzione tasso di profitto c p p r vincoli potenza deformazione del pezzo deformazione dell utensile min / max f V t rugosità R a = k f 2 / r strumenti relazioni vita utensile relazioni forze / potenze relazioni parametri / produzione 57
58 Asportazione di materiale l c volume da asportare V = l c d d tempo di contatto l c tc = ncorse tcorsa = b V t velocità di asportazione V l c d Z = = = b Vt d = A V t l c c b V t t 58
59 Tempo di produzione Funzioni obiettivo V V tcu V t t p = t0 + + = t Z Z Du Z D cu u t o = tempi passivi (carico / scarico e ritorno utensile) t cu = tempo cambio utensile Costo di produzione V V V t V c = c + c t + c = c + c t + c + c + c = cu p 0 m p cu 0 m 0 m m cu Z Du Z Z Du Z Du V c ut 1 = c0 ' + cm 1 + tcu + Z cm D u c o = costo di attrezzaggio c u = costo orario (macchina, materiali, personale) c ut = costo utensili Tasso di profitto Pr = ( R cp ) t p R = ricavi 59
60 k F = k + + k V ovvero Vt Costo Tempo 1 n n t F = k k k V 1 1 n t Vt con t p c p Costo o Tempo (totale) k 0 t o c o + c m t o k 1 V/A c m V/A k 2 t cu V/(A*C 1/n ) c m (t cu + c ut / c m ) V/(A*C 1/n ) k 3 k 2 / k 1 n esponente della Taylor C costante della Taylor A sezione del truciolo V volume da asportare Costo o Tempo (lavorazione) Costo o Tempo (utensili) Costo o Tempo (passivi) V t 60
61 Ricerca dei minimi Funzione Derivata prima Velocità ottima Derivata seconda F = k k k V t 1 1 n t Vt 2 t 1 n k1 n + ( 1+ n) k3v t F = V nv V ottima n = ( 1 n) k n k1 ( )( ) 2 2n + 1+ n 1+ 2n k3v t F = Vt n Vt n n 1 n < n + > n > Durata alla velocità ottima 1 1 n n Duottima = k3 C n 61
62 Tempo Costo Velocità ottima V ottima 1 n C n = ( 1 n) tcu n > V ottima 1 n 1 n n C ncm C n = = ( 1 n)( Cut + Cmtcu ) C ut ( 1 n) + tcu Cm n t C ut cu < + tcu Cm Durata alla velocità ottima D uottima 1 n = t n cu < D uottima ( 1 )( ) ( 1 n) ut + tcu n Cut + Cmtcu Cm = = nc m C n 62
63 considerazioni Ln D u n< Ln V t D ( acciaio) u ottima ( carburo) u ottima 1 n t cu n acciaio = = 8 1 n tcu n 2 ipotizzando D carburo t cu acciaio = 3 t cu carburi C acciaio = 0.3 C carburi n acciao = 0.12 n carburo =
64 3 strategie c p t p t p c p zona di massima redditività V t opt costo V t opt tempo V t 64
65 CLASSIFICAZIONE DELLE LAVORAZIONI PER ASPORTAZIONE DI TRUCIOLO Classificazione secondo i movimenti Moto di taglio Moto di avanzamento Moto di registrazione - rettilineo - alternativo - rotatorio - continuo - intermittente - per posizionare l utensile in prossimità della zona di lavoro all utensile o al pezzo 65
66 Classificazione secondo contatto utensile pezzo Continuo Monotaglienti Bitaglienti Pluritaglienti - tornitura - limatura - piallatura - stozzatura - foratura - brocciatura Discontinuo Pluritaglienti - fresatura Taglienti indefiniti - rettifica 66
67 MOTO DI TAGLIO Rotatorio Rettilineo Torni (pezzo) Limatrici (utensile) Trapani (utensile) Piallatrici (utensile) Alesatrici (utensile) Stozzatrici (utensile) Fresatrici (utensile) Brocciatrici (utensile) Rettificatrici (utensile) In genere è più facile mettere in movimento ad elevata velocità l utensile piuttosto che il pezzo 67
68 TORNITURA Moto di taglio pezzo rotatorio Moto di avanzamento utensile lineare rettilineo o meno Moto di registrazione utensile lineare discontinuo Moto di lavoro elicoidale (tornitura longitudinale) 68

69 Struttura tornio Selettore velocità del mandrino Testa Mandrino autocentrante Porta utensile Torretta Carrello Carro Guide Contropunta Albero della contropunta Controtesta Manovella della avanzamento controtesta Telaio Boschetto Alberto Selettore degli avanzamenti Frizione Contenitore dei trucioli Grembiale Leva di blocco del carro Leva della frizione Barra a vite Barra dell avanzamento Leva di innesto dell avanzamento longitudinale e trasversale 69


70 Lavorazioni possibili tornitura cilindrica esterna tornitura piana esterna sfacciatura 70





71 tornitura esterna di superfici complesse tornitura interna 71






72 filettatura interna esterna esecuzione di gole 72



73 troncatura zigrinatura 73






74 sistemi di serraggio tra punta e contropunta con brida e disco menabrida con autocentrante dall esterno con autocentrante dall interno con autocentrante con griffe tornibili con piattaforma a griffe indipendenti con piattaforma e squadra su spina, tra punta e contropunta 74
75 posizionamento relativo utensile / pezzo sistema di riferimento 75
76 angoli della sezione normale angoli del profilo angoli di registrazione angolo di inclinazione 76

77 Effetto di χ e λ sulla formazione del truciolo χ = 45, λ > 0 χ = 0, λ > 0 χ = 0, λ = 0 χ = 0, λ < 0 χ = 45, λ < 0 77
78 FORZE DI TAGLIO 1200 kn Componenti della forza di taglio 1000 kn 800 kn 600 kn 400 kn 200 kn 0 kn Ft Fr Fa Angolo di registrazione χ Ft : Fr : Ff 1 : 1/2-1/4 : 1/4-1/8 78
79 individuazione della sezione del truciolo a A = h x b h = a x sin χ b = p / sin χ A = a x p p h χ b χ 79
80 Forza di taglio e potenza di lavorazione F t = K s A = K so h -z a p P = F t v t + F f v f + F r 0= = F t π d n + F f f n = = n F t ( π d + α f ) posto α [ 1/4-1/8 ] F t K s KT sono influenzati da χ 80
81 Verifica dell autocentrante z = numero di griffe d = diametro del pezzo in corrispondenza all utensile d* = diametro del pezzo in corrispondenza alla presa delle griffe p = pressione di contatto griffa / pezzo A = area di contatto griffa / pezzo M t = F t d / 2 M r = z µ p A d* / 2 deve essere M r > M t µ = coefficiente di attrito statico M t = momento di taglio M r = momento resistente 81
82 La rugosità teorica dipende da fattori geometrici Rugosità teorica nelle operazioni di tornitura La rugosità reale dipende anche da - deformazioni plastiche - vibrazioni - dilatazioni termiche R a differenziali - attrito - struttura cristallina - velocità di taglio - angolo γ γ R a - raggio di raccordo fra i taglienti r R a - profondità di passata p R a - avanzamento f R a - usura utensile V t 82
83 I caso: taglienti non raccordati p χ f χ Rt V f f/2 B H χ A C χ δ D δ Linea di compenso H f D L f δ δ Ra = y ( x) dx ( AHH ' ABC CDD ') 2 L = + + = = f f
84 Determinare δ = δ ( f, χ 1, χ 2 ) f = f1 + f2 2 δ = f tan χ = f tan χ ' f f δ = tan χ δ = tan χ ' f 1 1 = δ + 2 tan χ tan χ ' f δ = tan χ tan χ ' f δ R 4 a = = tan χ tan χ ' A χ B P f 1 f 2 χ χ f f / 2 R a χ aumenta ( ruotare l utensile vuol dire far variare in senso opposto χ e χ e quindi le tangenti ) C δ 84
85 2 caso: taglienti raccordati: f r + Si dimostra l effetto dell avanzamento è analogo (al quadrato) l effetto degli angoli di registrazione e sostituito dall effetto del raggio di raccordo Formula di Schmalz R 1000 = 8 (valida se lavora solo la parte raccordata) t f r 2 f [ mm ] r [ mm ] R a [ µm ] R a Rt = 4 32 f r 2 85
86 FRESATURA Fresatura periferica Moto di taglio utensile rotatorio Moto di avanzamento pezzo lineare rettilineo o meno Moto di registrazione pezzo lineare discontinuo Fresatura frontale Moto di lavoro cicloidale Periferica asse fresa superficie lavorata Frontale 86
87 Struttura fresatrici orizzontale verticale per attrezzisti 87



88 Lavorazioni possibili spianatura taglio ruote dentate 88



89 esecuzione scanalature esecuzione cave 89
90 avanzamento della fresa: f [mm/giro] Avanzamento per dente: fz [mm/giro] velocità di avanzamento: V f = f n [mm/s] Numero di denti: z da 90
91 fresatura in discordanza up milling fresatura in concordanza down milling 91
92 Sezione del truciolo è necessario individuare la traiettoria del dente: y il moto relativo, somma del moto di avanzamento con il moto di taglio è dato dal rotolamento senza strisciamento di una polare mobile su una polare fissa; la fresa è solidale con la polare mobile f z f z centro istantanea rotazione A B A B x polare fissa f = z f z polare mobile Diagramma delle velocità di un punto sulla periferia della fresa quando si trova alle varie distanze dalla polare fissa 92
93 Con alcune ipotesi semplificative: - trascuriamo centro di istantanea rotazione - un solo dente in presa - denti dritti lo spessore del truciolo vale: da hθ = AD AB = AC sinθ = f z sinθ lo spessore medio: h med 1 ϕ = hθ dθ f = 0 d f Dϕ 2 r z lo spessore massimo: dr hmax = f z sinϕ = f z 2 1 D dr D ( da semplificare se d r << D ) 93
94 Le forze di taglio hanno quindi il seguente andamento: F t t φ t 2 π t φ f z f z f z θ 1 θ 2 θ 3 dr vibrazioni urti usura utensile avere almeno 3 denti in presa 94
95 Potenza di lavorazione F M t, θ t, θ = = K A s s θ K A θ D 2 (per un dente in presa) D D D M t = K s Aθ K s Amedio = K s z d a h θ med M tω K s d a hmed D ω P = = ζ η 2η h med = d f Dϕ 2 r z ω = 2π n ϕ ζ = = ϕ 0 2 ϕ π z P t K d d z f n η s a r z = = K d d V s a r f η P a viene trascurata 95
96 Confronto up milling vs down milling usura dorsale frontale quindi α grande γ piccolo il pezzo viene sollevato schiacciato quindi basse tolleranze migliori tolleranze il pezzo viene spinto contro l utensile allontanato dall utensile quindi moto regolare moto irregolare quindi sistema di recupero automatico dei giochi zona di lavoro già lavorata crosta superficiale non adatta su grezzi di fonderia 96
97 y Rugosità teorica per simmetria viene soddisfatta per x = c f z 2 R ω t + V t = sin ( ) c f c f z 2 ma per piccoli angoli ( ω t ) sin c ω tc c allora: f z dobbiamo trovare l ascissa e l ordinata del punto c x t c f f = 2 = 2 ω R + V V + V f t f f z f z f z ω ω ω t c = = = ω R + z f f z n ω z ω R + z f z R + z 2π 2π 97
98 L ordinata y è la rugosità massima (altezza picco valle) 2 2 Y = R 1 cos ( ω tc ) R 1 1 sin ( ω tc ) R 1 1 ( ω t = c ) f 2 z 2 2 ( ω t ) c R 2 R 1 1 ( ) 2 R π f z R = ω tc = f = z R z 2 + 2R ± z f 2π 2 ( ) 2 R max R π f z se 2π R? z f z f z = R 2 max = 2 8R ( 2R ± z f ) + discordanza - concordanza NB: la rugosità reale è maggiore 98
99 traiettoria dente Fresatura frontale spessore del truciolo arco di lavoro A A O φ 1 φ 2 H θ C H B B dr h = HH ' HC cosθ = f cosθ θ 1 ϕ f ϕ = θ θ θ ϕ = = ϕ 1 1 z hmed h d cos d ϕ θ 2 ϕ2 f z f = sinϕ1 sin ϕ2 sinϕ1 sinϕ2 ϕ = + ϕ z z ( ) [ ] D D dr fz se sinϕ1 + sinϕ2 = dr hmed = Dϕ 99


100 Geometria delle frese frontali materiali duri tagliente robusto peggiore evacuazione truciolo materiali duttili tagliente robusto evacuazione truciolo 100


101 Finitura superficiale Segni di lavorazione Angolo di registrazione Inserto raschiante inclinazione asse fresa 101

102 eccentricità diametro troppo piccolo 102
103 FORATURA Moto di taglio utensile rotatorio Moto di avanzamento utensile rettilineo Moto di registrazione utensile pezzo Moto di lavoro elicoidale lavorazioni 103


104 Struttura trapani da banco, sensitivo a colonna radiale 104
105 Punta elicoidale quadretto faccette di affilatura angolo fra i taglienti 105
106 Altri utensili per foratura Refrigerata ad inserti a gradini doppia da centri svasatore svasatore conico bareno 106
107 angoli di spoglia reali γ' γ α' V f V t φ V reale α 107
108 Forze di taglio P 1 componenti della forza P 3 di taglio P 2 resistenza all avanzamento coppia di taglio P 3 sezione del truciolo s = a/2 D/2 D a D D 2 K M t = P2 = K s = a D π W = M tω = a D K sn W s [ ] empiricamente P 2 = 2 P 1 108
109 Lavorazioni per abrasione (rettifica) Moto di taglio utensile rotatorio Moto di avanzamento utensile / pezzo Moto di registrazione utensile rettilineo curvilineo Moto di lavoro (cicloidale) rettilineo 109
110 rettificatrice universale 110




111 Tipiche forme delle mole Montaggio mole 111
112 Caratteristiche delle mole abrasivo - alundum Al 2 O 3 - carborundum SiC - borazon NB nitruro di boro cubico - diamante codifica Norton legante - vetrosi (forti, rigidi buona finitura) argille silicati feldspati - elastici (gomma) alta velocità e finitura - resinosi (bachelite) - metallici per diamante 112
113 Struttura delle mole: aperta chiusa porosità per - maggiore raffreddamento - superficie di contatto estesa - materiali teneri a truciolo lungo Durezza (del legante) della mola - capacità di trattenere i grani abrasivi la mola dura deve essere ravvivata altrimenti i grani si arrotondano e perdono capacità di tagliare la mola tenera presenta sempre nuovi grani perché cede facilmente sotto l azione delle forze di taglio mole diamantate (molto dure) ma con abrasivo durissimo adatta per sgrossatura e per lavorazioni con buone tolleranze (se non ravvivata) adatta per materiali duri e per sgrossatura (basse tolleranze) adatta materiali duri molto duri (WC) 113
114 Altre caratteristiche - disposizione casuale dei grani attivi utensile elementare indefinito - sezione del truciolo piccola e variabile - γ fortemente negativo - elevato ricalcamento / strisciamento - elevato K s - generazione di elevate quantità di calore 114
115 Meccanica della rettifica Potenza = F t v t MRR x K s = [mm 3 /s] [ N/mm 2 mm/mm] = d a d r v a K s -> F t = K s A v a / v t Sezione del truciolo b = k 1 h Volume del singolo truciolo V c = 1/3 1/2 b h l s 115
116 Lunghezza acro di contatto l = AB = d D s r Numero di trucioli N = k V d c 2 t a k 2 = numero di grani attivi Volume totale asportato 1 2 Vc N c = k1 s dr D k2 Vt da = MR = MRR 1 = da dr Va V d 6 V d V 2 a r a r a s = = = k3 dr k1 k V 2 dr D Vt k1 k2 D t Vt v a v t d r comportamento tenero 116
ASPORTAZIONE DI TRUCIOLO ASPORTAZIONE DI TRUCIOLO
 ASPORTAZIONE DI TRUCIOLO ASPORTAZIONE DI TRUCIOLO Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva truciolo utensile - cinematica
ASPORTAZIONE DI TRUCIOLO ASPORTAZIONE DI TRUCIOLO Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva truciolo utensile - cinematica
Lavorazioni per asportazione di truciolo
 Lavorazioni per asportazione di truciolo Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva - cinematica del taglio - meccanica del
Lavorazioni per asportazione di truciolo Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva - cinematica del taglio - meccanica del
Lavorazioni per asportazione di truciolo
 Lavorazioni per asportazione di truciolo Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva - cinematica del taglio - meccanica del
Lavorazioni per asportazione di truciolo Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva - cinematica del taglio - meccanica del
Lavorazioni per asportazione di truciolo
 Lavorazioni per asportazione di truciolo Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva - cinematica del taglio - meccanica del
Lavorazioni per asportazione di truciolo Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva - cinematica del taglio - meccanica del
Classificazione delle lavorazioni per asportazione di truciolo
 Classificazione delle lavorazioni per asportazione di truciolo Classificazione secondo i movimenti Moto di taglio Moto di avanzamento Moto di registrazione - rettilineo - alternativo - rotatorio - continuo
Classificazione delle lavorazioni per asportazione di truciolo Classificazione secondo i movimenti Moto di taglio Moto di avanzamento Moto di registrazione - rettilineo - alternativo - rotatorio - continuo
Classificazione delle lavorazioni per asportazione di truciolo
 Classificazione delle lavorazioni per asportazione di truciolo Classificazione secondo i movimenti Moto di taglio Moto di avanzamento Moto di registrazione - rettilineo - alternativo - rotatorio - continuo
Classificazione delle lavorazioni per asportazione di truciolo Classificazione secondo i movimenti Moto di taglio Moto di avanzamento Moto di registrazione - rettilineo - alternativo - rotatorio - continuo
Foratura. Moto di taglio utensile rotatorio. Moto di avanzamento utensile. Moto di registrazione pezzo. lavorazioni. Asportazione di truciolo 120
 Foratura Moto di taglio utensile rotatorio Moto di avanzamento utensile rettilineo Moto di registrazione utensile pezzo Moto di lavoro elicoidale lavorazioni Asportazione di truciolo 120 Struttura trapani
Foratura Moto di taglio utensile rotatorio Moto di avanzamento utensile rettilineo Moto di registrazione utensile pezzo Moto di lavoro elicoidale lavorazioni Asportazione di truciolo 120 Struttura trapani
Lavorazioni per abrasione (rettifica)
") Lavorazioni per abrasione (rettifica) Moto di taglio utensile rotatorio Moto di avanzamento utensile / pezzo Moto di registrazione utensile rettilineo curvilineo Moto di lavoro (cicloidale) rettilineo
Lavorazioni per abrasione (rettifica) Moto di taglio utensile rotatorio Moto di avanzamento utensile / pezzo Moto di registrazione utensile rettilineo curvilineo Moto di lavoro (cicloidale) rettilineo
Classificazione delle lavorazioni per asportazione di truciolo
 Classificazione delle lavorazioni per asportazione di truciolo Classificazione secondo i movimenti Moto di taglio Moto di avanzamento Moto di registrazione - rettilineo - alternativo - rotatorio - continuo
Classificazione delle lavorazioni per asportazione di truciolo Classificazione secondo i movimenti Moto di taglio Moto di avanzamento Moto di registrazione - rettilineo - alternativo - rotatorio - continuo
Lavorazioni per asportazione di truciolo
 Lavorazioni per asportazione di truciolo Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva - cinematica del taglio - meccanica del
Lavorazioni per asportazione di truciolo Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva - cinematica del taglio - meccanica del
Lavorazioni per asportazione di truciolo
 Lavorazioni per asportazione di truciolo Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva - cinematica del taglio - meccanica del
Lavorazioni per asportazione di truciolo Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva - cinematica del taglio - meccanica del
in funzione dell angolo γ in funzione della velocità di taglio Ft serve principalmente per la determinazione della potenza di taglio
 in funzione dell angolo γ Ft serve principalmente per la determinazione della potenza di taglio in funzione della velocità di taglio Fa influenza inflessione utensile, contribuisce (poco) alla potenza
in funzione dell angolo γ Ft serve principalmente per la determinazione della potenza di taglio in funzione della velocità di taglio Fa influenza inflessione utensile, contribuisce (poco) alla potenza
Fresatura. Moto di taglio utensile rotatorio. Moto di avanzamento pezzo lineare rettilineo o meno. Moto di registrazione pezzo lineare discontinuo
 Fresatura Moto di taglio utensile rotatorio Moto di avanzamento pezzo lineare rettilineo o meno Moto di registrazione pezzo lineare discontinuo Moto di lavoro cicloidale Periferica asse fresa // superficie
Fresatura Moto di taglio utensile rotatorio Moto di avanzamento pezzo lineare rettilineo o meno Moto di registrazione pezzo lineare discontinuo Moto di lavoro cicloidale Periferica asse fresa // superficie
Lavorazioni per asportazione di truciolo
 Lavorazioni per asportazione di truciolo Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva - cinematica del taglio - meccanica del
Lavorazioni per asportazione di truciolo Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva - cinematica del taglio - meccanica del
-7b - FRESATURA FRESATURA
 -7b - FRESATURA 1 FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, scanalature, spallamenti, ecc.) mediante l azione
-7b - FRESATURA 1 FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, scanalature, spallamenti, ecc.) mediante l azione
LE LAVORAZIONI INDUSTRIALI
 LE LAVORAZIONI INDUSTRIALI Tornitura Foratura Fresatura Rettifica Altre lavorazioni 1 LAVORAZIONI INDUSTRIALI Nelle lavorazioni industriali per asportazione di truciolo sono sempre presenti: Pezzo Grezzo
LE LAVORAZIONI INDUSTRIALI Tornitura Foratura Fresatura Rettifica Altre lavorazioni 1 LAVORAZIONI INDUSTRIALI Nelle lavorazioni industriali per asportazione di truciolo sono sempre presenti: Pezzo Grezzo
Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio. La tornitura. Foratura, fresatura e rettifica
 Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio La tornitura Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico di Torino 1 Obiettivi
Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio La tornitura Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico di Torino 1 Obiettivi
Lavorazioni per asportazione di truciolo
 Lavorazioni per asportazione di truciolo Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva - cinematica del taglio - meccanica del
Lavorazioni per asportazione di truciolo Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva - cinematica del taglio - meccanica del
FRESATURA. Fresatura 1
 FRESATURA -FR Fresatura 1 FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, scanalature, spallamenti, ecc.) mediante l
FRESATURA -FR Fresatura 1 FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, scanalature, spallamenti, ecc.) mediante l
Tecnologia dei Processi di Produzione. Tecnologie di Lavorazione Meccanica ad asportazione di truciolo
 Tecnologia dei Processi di Produzione Tecnologie di Lavorazione Meccanica ad asportazione di truciolo Lavorazioni ad asportazione di truciolo: Dalla piallatura in falegnameria... Truciolo alla tornitura
Tecnologia dei Processi di Produzione Tecnologie di Lavorazione Meccanica ad asportazione di truciolo Lavorazioni ad asportazione di truciolo: Dalla piallatura in falegnameria... Truciolo alla tornitura
Asportazione di truciolo. LIUC - Ingegneria Gestionale 1
 Asportazione di truciolo LIUC - Ingegneria Gestionale 1 L asportazione di truciolo Per asportazione di truciolo (taglio e rimozione del materiale) si lavorano a freddo grezzi di fonderia e semilavorati
Asportazione di truciolo LIUC - Ingegneria Gestionale 1 L asportazione di truciolo Per asportazione di truciolo (taglio e rimozione del materiale) si lavorano a freddo grezzi di fonderia e semilavorati
Tecnologia Meccanica FRESATURA. Tecnologia Meccanica FRESATURA
 FRESATURA 1 FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, scanalature, spallamenti, ecc.) mediante l azione di un
FRESATURA 1 FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, scanalature, spallamenti, ecc.) mediante l azione di un
ASPORTAZIONE DI TRUCIOLO - 3 FORMAZIONE E DISTACCO
 LAVORAZIONI PER SEPARAZIONE ASPORTAZIONE DI TRUCIOLO - 3 FORMAZIONE E DISTACCO Vittore Carassiti - INFN FE 1 FORMAZIONE E DISTACCO DEL TRUCIOLO Vittore Carassiti - INFN FE 2 FATTORI DI INFLUENZA I principali
LAVORAZIONI PER SEPARAZIONE ASPORTAZIONE DI TRUCIOLO - 3 FORMAZIONE E DISTACCO Vittore Carassiti - INFN FE 1 FORMAZIONE E DISTACCO DEL TRUCIOLO Vittore Carassiti - INFN FE 2 FATTORI DI INFLUENZA I principali
Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio
 Processi per asportazione C.N. Processi per asportazione C.N. La tornitura Foratura, fresatura e rettifica Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico di Torino 1 Obiettivi
Processi per asportazione C.N. Processi per asportazione C.N. La tornitura Foratura, fresatura e rettifica Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico di Torino 1 Obiettivi
Asportazione di truciolo. LIUC - Ingegneria Gestionale 1
 Asportazione di truciolo LIUC - Ingegneria Gestionale 1 L asportazione di truciolo Per asportazione di truciolo (taglio e rimozione del materiale) si lavorano a freddo grezzi di fonderia e semilavorati
Asportazione di truciolo LIUC - Ingegneria Gestionale 1 L asportazione di truciolo Per asportazione di truciolo (taglio e rimozione del materiale) si lavorano a freddo grezzi di fonderia e semilavorati
 Tecnologia Meccanica 2 Tecnologie e Sistemi di Lavorazione Lavorazione di tornitura Lavorazione che ha lo scopo di ottenere superfici di rivoluzione variamente conformate. Moti caratteristici Moto di taglio
Tecnologia Meccanica 2 Tecnologie e Sistemi di Lavorazione Lavorazione di tornitura Lavorazione che ha lo scopo di ottenere superfici di rivoluzione variamente conformate. Moti caratteristici Moto di taglio
TECNOLOGIA MECCANICA. Parte 11
 TECNOLOGIA MECCANICA Parte 11 Con la fresatura si o=engono numerose @pologie di superfici: piane o complesse, scanalatura semplici e complesse, smussi, sedi di lingue=e e chiave=e, ruote dentate. I mo@
TECNOLOGIA MECCANICA Parte 11 Con la fresatura si o=engono numerose @pologie di superfici: piane o complesse, scanalatura semplici e complesse, smussi, sedi di lingue=e e chiave=e, ruote dentate. I mo@
Lavorazioni per asportazione di truciolo.
 Lavorazioni per asportazione di truciolo carmelo.demaria@unipi.it Asportazione di materiale Dalla piallatura in falegnameria... Truciolo alla tornitura in officina Asportazione di materiale Taglio Abrasivi
Lavorazioni per asportazione di truciolo carmelo.demaria@unipi.it Asportazione di materiale Dalla piallatura in falegnameria... Truciolo alla tornitura in officina Asportazione di materiale Taglio Abrasivi
PROGRAMMA SVOLTO Anno Scolastico:2016/2017 MATERIA : TECNOLOGIA MECCANICA DI PRODOTTO E DI PROCESSO MECCANICI /DIURNO CLASSE: 4 C MECCATRONICA
 Anno Scolastico:2016/2017 Pagine 1 di 5 MATERIA : TECNOLOGIA MECCANICA DI PRODOTTO E DI PROCESSO MECCANICI /DIURNO CLASSE: 4 C MECCATRONICA Prof.: Fortunato LAURIA 15 giugno 2017 DOC F. Lauria 15 giugno
Anno Scolastico:2016/2017 Pagine 1 di 5 MATERIA : TECNOLOGIA MECCANICA DI PRODOTTO E DI PROCESSO MECCANICI /DIURNO CLASSE: 4 C MECCATRONICA Prof.: Fortunato LAURIA 15 giugno 2017 DOC F. Lauria 15 giugno
FRESATURA. Fresatura periferica
 FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, spallamenti, scanalature, ecc.) mediante l azione di un utensile pluritagliente
FRESATURA La fresatura è una lavorazione per asportazione di materiale che consente di ottenere una vasta gamma di superfici (piani, spallamenti, scanalature, ecc.) mediante l azione di un utensile pluritagliente
Fresatura. LIUC - Ingegneria Gestionale 1
 Fresatura LIUC - Ingegneria Gestionale 1 Fresatura È un operazione che consente di realizzare in generale: Superfici piane Scanalature e cave di forma semplice e complessa Denti di ruote dentate Per fresare
Fresatura LIUC - Ingegneria Gestionale 1 Fresatura È un operazione che consente di realizzare in generale: Superfici piane Scanalature e cave di forma semplice e complessa Denti di ruote dentate Per fresare
le lavorazioni a freddo asportazione di
 le lavorazioni a freddo asportazione di le lavorazioni ad asportazione di truciolo la struttura truciolo delle macchine utensili lo studio del processo di asportazione di truciolo riveste un importanza
le lavorazioni a freddo asportazione di le lavorazioni ad asportazione di truciolo la struttura truciolo delle macchine utensili lo studio del processo di asportazione di truciolo riveste un importanza
ASPORTAZIONE DI TRUCIOLO - 4 DURATA DEL TAGLIENTE
 LAVORAZIONI PER SEPARAZIONE ASPORTAZIONE DI TRUCIOLO - 4 DURATA DEL TAGLIENTE Vittore Carassiti - INFN FE 1 INTRODUZIONE La velocità di taglio e gli altri parametri di lavorazione Alla velocità di taglio
LAVORAZIONI PER SEPARAZIONE ASPORTAZIONE DI TRUCIOLO - 4 DURATA DEL TAGLIENTE Vittore Carassiti - INFN FE 1 INTRODUZIONE La velocità di taglio e gli altri parametri di lavorazione Alla velocità di taglio
Riferimenti: Levi/Zompì Tecnologia meccanica cap. 6 Giusti/Santochi Tecnologia meccanica cap. 9
 LAVORAZIONI DI FORATURA - ALESATURA Riferimenti: Levi/Zompì Tecnologia meccanica cap. 6 Giusti/Santochi Tecnologia meccanica cap. 9 1 FORATURA 2 FORATURA a z D/2 Moto di taglio: moto rotatorio dell utensile
LAVORAZIONI DI FORATURA - ALESATURA Riferimenti: Levi/Zompì Tecnologia meccanica cap. 6 Giusti/Santochi Tecnologia meccanica cap. 9 1 FORATURA 2 FORATURA a z D/2 Moto di taglio: moto rotatorio dell utensile
ad asportazione di truciolo
 Lavorazioni ad asportazione di truciolo FORMAZIONE DEL TRUCIOLO Per l interpretazione del processo di formazione del truciolo useremo il modello detto taglio ortogonale (tagliente perpendicolare alla velocità
Lavorazioni ad asportazione di truciolo FORMAZIONE DEL TRUCIOLO Per l interpretazione del processo di formazione del truciolo useremo il modello detto taglio ortogonale (tagliente perpendicolare alla velocità
Il ciclo di lavorazione
 Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
LA FORMAZIONE DEL TRUCIOLO. Forza di strappamento (o Forza di taglio) e Sforzo di strappamento
 e Sforzo di strappamento") LA FORMAZIONE DEL TRUCIOLO Forza di strappamento (o Forza di taglio) e Sforzo di strappamento La forza necessaria per l asportazione del truciolo è detta Forza di strappamento (o Forza di taglio): F s
LA FORMAZIONE DEL TRUCIOLO Forza di strappamento (o Forza di taglio) e Sforzo di strappamento La forza necessaria per l asportazione del truciolo è detta Forza di strappamento (o Forza di taglio): F s
CLASSIFICAZIONI DELLE LAVORAZIONI MECCANICHE
 CLASSIFICAZIONI DELLE LAVORAZIONI MECCANICHE Le lavorazioni meccaniche possono essere classificate secondo diversi criteri. Il criterio che verrà esposto si è dimostrato quello più utile a chiarire tale
CLASSIFICAZIONI DELLE LAVORAZIONI MECCANICHE Le lavorazioni meccaniche possono essere classificate secondo diversi criteri. Il criterio che verrà esposto si è dimostrato quello più utile a chiarire tale
Corso di Tecnologia Meccanica
 Corso di Tecnologia Meccanica Modulo 4.4 Lavorazioni per asportazione di truciolo LIUC - Ingegneria Gestionale 1 Lavorazioni a moto di taglio rettilineo LIUC - Ingegneria Gestionale 2 Lavorazioni a moto
Corso di Tecnologia Meccanica Modulo 4.4 Lavorazioni per asportazione di truciolo LIUC - Ingegneria Gestionale 1 Lavorazioni a moto di taglio rettilineo LIUC - Ingegneria Gestionale 2 Lavorazioni a moto
Classificazione secondo i movimenti
 CLASSIFICAZIONE DELLE LAVORAZIONI PER ASPORTAZIONE DI TRUCIOLO Classificazione secondo i movimenti Moto di taglio - rettilineo -alternativo - rotatorio Moto di avanzamento - continuo -intermittente all
CLASSIFICAZIONE DELLE LAVORAZIONI PER ASPORTAZIONE DI TRUCIOLO Classificazione secondo i movimenti Moto di taglio - rettilineo -alternativo - rotatorio Moto di avanzamento - continuo -intermittente all
Rettificatura. LIUC - Ingegneria Gestionale 1
 Rettificatura LIUC - Ingegneria Gestionale 1 Rettificatura Consiste in un asportazione di sovrametallo in piccolissimi trucioli mediante utensili detti mole formate da grani abrasivi uniti da un legante
Rettificatura LIUC - Ingegneria Gestionale 1 Rettificatura Consiste in un asportazione di sovrametallo in piccolissimi trucioli mediante utensili detti mole formate da grani abrasivi uniti da un legante
UTENSILI PER TORNIRE
 di Tecnologia Meccanica UTENSILI PER TORNIRE A cura dei proff. Morotti Giovanni e Santoriello Sergio Utensili per tornire Gli utensili impiegati sul tornio sono numerosi, in relazione alle molteplici operazioni
di Tecnologia Meccanica UTENSILI PER TORNIRE A cura dei proff. Morotti Giovanni e Santoriello Sergio Utensili per tornire Gli utensili impiegati sul tornio sono numerosi, in relazione alle molteplici operazioni
Lavorazioni per asportazione di truciolo
 Lavorazioni per asportazione di truciolo Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva - cinematica del taglio - meccanica del
Lavorazioni per asportazione di truciolo Distacco di alcune parti di materiale dal pezzo attraverso l interazione con utensili che agiscono in maniera progressiva - cinematica del taglio - meccanica del
Rif. Bibliografico: Giusti/Santochi Tecnologia meccanica cap.9
 LAVORAZIONI DI RETTIFICA Rif. Bibliografico: Giusti/Santochi Tecnologia meccanica cap.9 1 Rettifica - le lavorazioni Foto copertina 2 Rettifica - le lavorazioni 3 Rettifica - le lavorazioni Rettifica in
LAVORAZIONI DI RETTIFICA Rif. Bibliografico: Giusti/Santochi Tecnologia meccanica cap.9 1 Rettifica - le lavorazioni Foto copertina 2 Rettifica - le lavorazioni 3 Rettifica - le lavorazioni Rettifica in
POLITECNICO DI TORINO TECNOLOGIA MECCANICA IL CICLO DI LAVORAZIONE
 POLITECNICO DI TORINO TECNOLOGIA MECCANICA IL CICLO DI LAVORAZIONE DEFINIZIONE Il ciclo di lavorazione è, in senso lato, la successione logica di tutte le operazioni necessarie per trasformare un pezzo
POLITECNICO DI TORINO TECNOLOGIA MECCANICA IL CICLO DI LAVORAZIONE DEFINIZIONE Il ciclo di lavorazione è, in senso lato, la successione logica di tutte le operazioni necessarie per trasformare un pezzo
ESAME DI STATO 2012/2013 INDIRIZZO MECCANICA
 ESAME DI STATO 2012/2013 INDIRIZZO MECCANICA TEMA DI:DISEGNO, PROGETTAZIONE, ORGANIZZAZIONE INDUSTRIALE Dimensionamento dell albero L albero rappresentato nell allegato può essere assimilato ad una trave
ESAME DI STATO 2012/2013 INDIRIZZO MECCANICA TEMA DI:DISEGNO, PROGETTAZIONE, ORGANIZZAZIONE INDUSTRIALE Dimensionamento dell albero L albero rappresentato nell allegato può essere assimilato ad una trave
LAVORAZIONI INDUSTRIALI
 TORNITURA 1 LAVORAZIONI INDUSTRIALI Nelle lavorazioni industriali per asportazione di truciolo sono sempre presenti: Pezzo Grezzo Macchina Utensile Utensile Attrezzatura 2 1 TORNITURA 3 TORNITURA Obiettivo:
TORNITURA 1 LAVORAZIONI INDUSTRIALI Nelle lavorazioni industriali per asportazione di truciolo sono sempre presenti: Pezzo Grezzo Macchina Utensile Utensile Attrezzatura 2 1 TORNITURA 3 TORNITURA Obiettivo:
Foratura e lavorazioni complementari. LIUC - Ingegneria Gestionale 1
 Foratura e lavorazioni complementari LIUC - Ingegneria Gestionale 1 Foratura È la più comune delle operazioni effettuate mediante il trapano e serve per ottenere fori di precisione grossolana LIUC - Ingegneria
Foratura e lavorazioni complementari LIUC - Ingegneria Gestionale 1 Foratura È la più comune delle operazioni effettuate mediante il trapano e serve per ottenere fori di precisione grossolana LIUC - Ingegneria
INTRODUZIONE ALLE MACCHINE UTENSILI
 INTRODUZIONE ALLE MACCHINE UTENSILI Definizione di M.U. Moti di taglio e avanzamento Velocità di taglio Utensili monotaglienti e a più taglienti Il truciolo DEFINIZIONE Si definiscono macchine utensili
INTRODUZIONE ALLE MACCHINE UTENSILI Definizione di M.U. Moti di taglio e avanzamento Velocità di taglio Utensili monotaglienti e a più taglienti Il truciolo DEFINIZIONE Si definiscono macchine utensili
Tecnologia Meccanica. Esercitazione
 OR 1 OR Esercizi sull asportazione di truciolo 1) Esercizio 1 2) Esercizio 2 3) Esercizio 3 : A) : I) II) 4) Esercizio 4 5) Esercizio 5 6) Esercizio 6 B) : 1) 2) 3) 4) ornitura Fresatura Foratura Ciclo
OR 1 OR Esercizi sull asportazione di truciolo 1) Esercizio 1 2) Esercizio 2 3) Esercizio 3 : A) : I) II) 4) Esercizio 4 5) Esercizio 5 6) Esercizio 6 B) : 1) 2) 3) 4) ornitura Fresatura Foratura Ciclo
Tornitura. angolo di spoglia superiore C materiale da lavorare parametri di lavorazione interazione tra truciolo ed utensile
 Tornitura Le lavorazioni eseguite al tornio sono lavorazioni basate sull' asportazione di truciolo ad opera di un utensile la cui geometria ed il materiale con cui viene realizzato dipendono dal materiale
Tornitura Le lavorazioni eseguite al tornio sono lavorazioni basate sull' asportazione di truciolo ad opera di un utensile la cui geometria ed il materiale con cui viene realizzato dipendono dal materiale
Il ciclo di lavorazione
 Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
Il ciclo di lavorazione
 Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
Le frese cilindrico-frontali in metallo duro
 Le frese cilindrico-frontali in metallo duro Le frese cilindrico-frontali fanno parte di una vastissima categoria di utensili impiegati diffusamente in ogni tipo di lavorazione meccanica. Questi utensili
Le frese cilindrico-frontali in metallo duro Le frese cilindrico-frontali fanno parte di una vastissima categoria di utensili impiegati diffusamente in ogni tipo di lavorazione meccanica. Questi utensili
SCELTA DEL TIPO DI INSERTO/FRESA
 FRESATURA DI SPALLAMENTI RETTI SCELTA DEL TIPO DI INSERTO/FRESA Per l esecuzione di spallamenti retti è necessaria una fresa con un angolo di registrazione di 90. Inoltre, l angolo di 90 permette di limitare
FRESATURA DI SPALLAMENTI RETTI SCELTA DEL TIPO DI INSERTO/FRESA Per l esecuzione di spallamenti retti è necessaria una fresa con un angolo di registrazione di 90. Inoltre, l angolo di 90 permette di limitare
Formulario Tecnologia Meccanica
 Formulario Tecnologia Meccanica Marcello Miccio U n i S A 1 4 / 0 7 / 0 1 0 Relazioni Meccanismo Formazione del Truciolo. - Rapporto di taglio: - Fattore di ricalcamento: - Spessore di taglio: sin - Spessore
Formulario Tecnologia Meccanica Marcello Miccio U n i S A 1 4 / 0 7 / 0 1 0 Relazioni Meccanismo Formazione del Truciolo. - Rapporto di taglio: - Fattore di ricalcamento: - Spessore di taglio: sin - Spessore
Guida alla fresatura 1/8
 LAVORAZIONE CON FRESE A DISCO Guida alla fresatura 1/8 SCELTA DEL TIPO DI FRESA Troncatura ad esecuzione di cave. Larghezza della fresa: Standard: 5, 6, 8 e 10 mm Speciale: 5,0 12,4 mm Questo tipo di fresa
LAVORAZIONE CON FRESE A DISCO Guida alla fresatura 1/8 SCELTA DEL TIPO DI FRESA Troncatura ad esecuzione di cave. Larghezza della fresa: Standard: 5, 6, 8 e 10 mm Speciale: 5,0 12,4 mm Questo tipo di fresa
4)- Elementi di base della fresatura
- Elementi di base della fresatura") Fresatura periferica 4)- Elementi di base della fresatura La spianatura di superfici con le frese può essere eseguita in due modi che differiscono tra loro moltissimo negli elementi tecnici e cioè: fresatura
Fresatura periferica 4)- Elementi di base della fresatura La spianatura di superfici con le frese può essere eseguita in due modi che differiscono tra loro moltissimo negli elementi tecnici e cioè: fresatura
efi Hartner Multiplexlex è pensare in grande!
 efi Hartner Multiplexlex è pensare in grande! multiplexlex Hartner Foratura a spirale con placchetta intercambiabile Nuova placchetta intercambiabile MP 05 con geometria die taglienti ottimizzata Art.
efi Hartner Multiplexlex è pensare in grande! multiplexlex Hartner Foratura a spirale con placchetta intercambiabile Nuova placchetta intercambiabile MP 05 con geometria die taglienti ottimizzata Art.
2003/2004 MACCHINE UTENSILI MOTI DI TAGLIO
 2003/2004 MACCHINE UTENSILI MOTI DI TAGLIO Si dicono macchine utensili quelle che consentono la lavorazione di pezzi di varie forme e misure asportando materiale sotto forma di trucioli mediante uno o
2003/2004 MACCHINE UTENSILI MOTI DI TAGLIO Si dicono macchine utensili quelle che consentono la lavorazione di pezzi di varie forme e misure asportando materiale sotto forma di trucioli mediante uno o
COMPITO DI TECNOLOGIA MECCANICA
 COMPIO DI ECNOLOGIA MECCANICA 1) Ipotizzando di dover lavorare un grezzo (ø120 x 150) di acciaio con carico di rottura di 850 N/mm 2 con i seguenti vincoli riportati si calcoli per ogni operazione il tempo
COMPIO DI ECNOLOGIA MECCANICA 1) Ipotizzando di dover lavorare un grezzo (ø120 x 150) di acciaio con carico di rottura di 850 N/mm 2 con i seguenti vincoli riportati si calcoli per ogni operazione il tempo
IL TAGLIO ORBITALE DELLE VITI SENZA FINE UNA TECNOLOGIA ECOSOSTENIBILE
 IL TAGLIO ORBITALE DELLE VITI SENZA FINE UNA TECNOLOGIA ECOSOSTENIBILE Marco Benincasa (Benincasa Meccanica) Giampaolo Giacomozzi (Varvel SpA) Massimiliano Turci (Studio Tecnico Turci) Riduttori a vite
IL TAGLIO ORBITALE DELLE VITI SENZA FINE UNA TECNOLOGIA ECOSOSTENIBILE Marco Benincasa (Benincasa Meccanica) Giampaolo Giacomozzi (Varvel SpA) Massimiliano Turci (Studio Tecnico Turci) Riduttori a vite
L utensile da tornio (Nomenclatura secondo UNI )
") L utensile da tornio (Nomenclatura secondo UNI 3401-3406) L utensile da tornio è costituito da uno stelo e da una testa (o nasello). In particolare nella testa si distinguono le seguenti parti: - il petto
L utensile da tornio (Nomenclatura secondo UNI 3401-3406) L utensile da tornio è costituito da uno stelo e da una testa (o nasello). In particolare nella testa si distinguono le seguenti parti: - il petto
PROCESSO DELL ASPORTAZIONE DEL METALLO
 PROCESSO DELL ASPORTAZIONE DEL METALLO Formazione del truciolo La lavorazione meccanica di un elemento, ha lo scopo di mutarne la forma e le dimensioni per ottenere un particolare meccanico conforme alle
PROCESSO DELL ASPORTAZIONE DEL METALLO Formazione del truciolo La lavorazione meccanica di un elemento, ha lo scopo di mutarne la forma e le dimensioni per ottenere un particolare meccanico conforme alle
Spoglia superiore negativa Considerazioni tecniche
 Spoglia superiore negativa Considerazioni tecniche Negli utensili a punta singola si è sempre più affermato l utilizzo della spoglia superiore negativa, che indubbiamente porta dei vantaggi in termini
Spoglia superiore negativa Considerazioni tecniche Negli utensili a punta singola si è sempre più affermato l utilizzo della spoglia superiore negativa, che indubbiamente porta dei vantaggi in termini
Punte elicoidali Generalità
 Punte elicoidali Generalità La punta elicoidale è l utensile universalmente usato per praticare fori su qualsiasi materiale. Troppo spesso viene trascurata l importanza che riveste una sua accurata costruzione
Punte elicoidali Generalità La punta elicoidale è l utensile universalmente usato per praticare fori su qualsiasi materiale. Troppo spesso viene trascurata l importanza che riveste una sua accurata costruzione
Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio. La tornitura
 Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio Foratura, fresatura e rettifica Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico
Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio Foratura, fresatura e rettifica Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico
Le nuove frese a manicotto FP 140
 Jongen Italia s.r.l. Le nuove frese a manicotto FP 140 con sottoplacchetta L`utensile Le nuove frese a manicotto sono particolarmente adatte per la spianatura di quasi tutti materiali comuni, offrendo
Jongen Italia s.r.l. Le nuove frese a manicotto FP 140 con sottoplacchetta L`utensile Le nuove frese a manicotto sono particolarmente adatte per la spianatura di quasi tutti materiali comuni, offrendo
Tecnologia Meccanica. Asportazione di truciolo 1
 Asportazione di truciolo 1 3.Asportazione di truciolo Fonti Giusti M., Santochi F., e studi di fabbricazione, Casa Editrice Ambrosiana Cap.9, Cap. 10 Gabrielli F., Ippolito R., Micari F., Analisi e Tecnologia
Asportazione di truciolo 1 3.Asportazione di truciolo Fonti Giusti M., Santochi F., e studi di fabbricazione, Casa Editrice Ambrosiana Cap.9, Cap. 10 Gabrielli F., Ippolito R., Micari F., Analisi e Tecnologia
- 5b 1 - TORNITURA. Obiettivo: ottenere superfici assialsimmetriche
 - 5b 1 - TORNITURA 1 Tornitura Obiettivo: ottenere superfici assialsimmetriche Il pezzo possiede il moto di taglio (rotatorio) L utensile possiede il moto di avanzamento 2 Il tornio Un tornio parallelo
- 5b 1 - TORNITURA 1 Tornitura Obiettivo: ottenere superfici assialsimmetriche Il pezzo possiede il moto di taglio (rotatorio) L utensile possiede il moto di avanzamento 2 Il tornio Un tornio parallelo
RETTIFICA. Rettifica lavorazione di finitura realizzata mediante utensile multitagliente a geometria non definita (mola).
.") RETTIFICA -FR Rettifica 1 Rettifica lavorazione di finitura realizzata ediante utensile ultitagliente a geoetria non definita (ola). Angolo di spoglia generalente negativo Rettifica 2 1 Tipologia di superfici
RETTIFICA -FR Rettifica 1 Rettifica lavorazione di finitura realizzata ediante utensile ultitagliente a geoetria non definita (ola). Angolo di spoglia generalente negativo Rettifica 2 1 Tipologia di superfici
Le Macchine Utensili Lavorazioni per asportazione di truciolo. A cura di Massimo Reboldi
 Le Macchine Utensili Lavorazioni per asportazione di truciolo A cura di Massimo Reboldi Le macchine utensili La macchina utensile è la madre di tutte le battaglie; Da essa dipendono tutti i beni, sia di
Le Macchine Utensili Lavorazioni per asportazione di truciolo A cura di Massimo Reboldi Le macchine utensili La macchina utensile è la madre di tutte le battaglie; Da essa dipendono tutti i beni, sia di
FORMAZIONE DEL TRUCIOLO
 GEOMETRIA PARTE TAGLIENTE ANGOLO DI REGISTRAZIONE ANGOLO DI SPOGLIA SUPERIORE ANGOLO DI SPOGLIA INFERIORE ANGOLO DI TAGLIO ANGOLO DI INCLINAZIONE ANGOLO AL VERTICE RAGGIO DI PUNTA ANGOLI DI SPOGLIA ASSIALI
GEOMETRIA PARTE TAGLIENTE ANGOLO DI REGISTRAZIONE ANGOLO DI SPOGLIA SUPERIORE ANGOLO DI SPOGLIA INFERIORE ANGOLO DI TAGLIO ANGOLO DI INCLINAZIONE ANGOLO AL VERTICE RAGGIO DI PUNTA ANGOLI DI SPOGLIA ASSIALI
Nuova linea di fresatura positiva multi tagliente
 Dicembre 2015 1/9 Nuova linea di fresatura positiva multi tagliente 2/9 Con l'utilizzo sempre maggiore di centri di lavoro di bassa potenza, TaeguTec introduce la sua nuova linea di inserti di fresatura
Dicembre 2015 1/9 Nuova linea di fresatura positiva multi tagliente 2/9 Con l'utilizzo sempre maggiore di centri di lavoro di bassa potenza, TaeguTec introduce la sua nuova linea di inserti di fresatura
Classificazione e nomenclatura degli utensili monotaglienti
 Classificazione e nomenclatura degli utensili monotaglienti L utensile più diffuso per asportare materiale sotto forma di truciolo è l utensile monotagliente, detto anche utensile a punta singola. Esso
Classificazione e nomenclatura degli utensili monotaglienti L utensile più diffuso per asportare materiale sotto forma di truciolo è l utensile monotagliente, detto anche utensile a punta singola. Esso
- 5c - Rettificatura
 - 5c - Rettificatura 1 Definizione Lavorazione di finitura realizzata mediante utensile multitagliente a geometria non definita (mola) in grado di asportare facilmente trucioli anche submicrometrici. Angolo
- 5c - Rettificatura 1 Definizione Lavorazione di finitura realizzata mediante utensile multitagliente a geometria non definita (mola) in grado di asportare facilmente trucioli anche submicrometrici. Angolo
Inserto piccolo ma dal robusto bloccagggio a coda di rondine
 ecember 2014 1/9 Inserto piccolo ma dal robusto bloccagggio a coda di rondine 2/9 Inserto piccolo ma dal robusto bloccagggio a coda di rondine TaeguTec è orgogliosa di presentare una nuova linea di prodotti
ecember 2014 1/9 Inserto piccolo ma dal robusto bloccagggio a coda di rondine 2/9 Inserto piccolo ma dal robusto bloccagggio a coda di rondine TaeguTec è orgogliosa di presentare una nuova linea di prodotti
Tecnologia Meccanica. Il Ciclo di Lavorazione 1
 ERGATA PARTIMENTO INGEGNERIA 1 ERGATA PARTIMENTO INGEGNERIA 1. Fonti Giusti M., Santochi F., e studi di fabbricazione, Casa Editrice Ambrosiana Cap.9 2 ERGATA PARTIMENTO INGEGNERIA Generalità Si dice CICLO
ERGATA PARTIMENTO INGEGNERIA 1 ERGATA PARTIMENTO INGEGNERIA 1. Fonti Giusti M., Santochi F., e studi di fabbricazione, Casa Editrice Ambrosiana Cap.9 2 ERGATA PARTIMENTO INGEGNERIA Generalità Si dice CICLO
ESERCITAZIONE -- ASTA PORTACOMPARATORE
 ESERCITAZIONE -- ASTA PORTACOMPARATORE 1 Progettare l asta di un comparatore (determinarne diametro e materiale) OBIETTIVO minimizzare il costo F VINCOLI FUNZIONALI freccia massima di inflessione, tolleranza
ESERCITAZIONE -- ASTA PORTACOMPARATORE 1 Progettare l asta di un comparatore (determinarne diametro e materiale) OBIETTIVO minimizzare il costo F VINCOLI FUNZIONALI freccia massima di inflessione, tolleranza
Jongen Italia s.r.l. La nuova fresa del tipo FP 49. permette un impegno assiale fino a 17 mm
 Jongen Italia s.r.l. La nuova fresa del tipo FP 49 permette un impegno assiale fino a 17 mm GLI UTENSILI F Nuova serie per spallamento retto che garantisce la massima produttività e precisione riducendo
Jongen Italia s.r.l. La nuova fresa del tipo FP 49 permette un impegno assiale fino a 17 mm GLI UTENSILI F Nuova serie per spallamento retto che garantisce la massima produttività e precisione riducendo
Dispensa di LAVORAZIONE alle M.U. asportazione del truciolo
 Dispensa di LAVORAZIONE alle M.U. asportazione del truciolo TABELLE PARAMETRI TECNICI ISTRUZIONI AL CALCOLO DEI PARAMETRI TECNICI Redatto da Cipro Massimo 14 Novembre 2005 Ultima revisione: 24/02/2011
Dispensa di LAVORAZIONE alle M.U. asportazione del truciolo TABELLE PARAMETRI TECNICI ISTRUZIONI AL CALCOLO DEI PARAMETRI TECNICI Redatto da Cipro Massimo 14 Novembre 2005 Ultima revisione: 24/02/2011
Docente: Ing. P.Zanetti
 Torniturar Docente: Ing. P.Zanetti 1. Introduzione all operazione di tornitura Il moto di taglio (rotatorio) è affidato al pezzo Il moto di avanzamento è affidato all utensile Si ottengono solo pezzi caratterizzati
Torniturar Docente: Ing. P.Zanetti 1. Introduzione all operazione di tornitura Il moto di taglio (rotatorio) è affidato al pezzo Il moto di avanzamento è affidato all utensile Si ottengono solo pezzi caratterizzati
L evoluzione nella fresatura trocoidale
 New Prodotti Luglio 2016 nuovi per i tecnici dell'asportazione truciolo L evoluzione nella fresatura trocoidale Le frese a candela CircularLine riducono i tempi di lavorazione e aumentano la durata utile
New Prodotti Luglio 2016 nuovi per i tecnici dell'asportazione truciolo L evoluzione nella fresatura trocoidale Le frese a candela CircularLine riducono i tempi di lavorazione e aumentano la durata utile
Angoli caratteristici delle frese a lame riportate
 Angoli caratteristici delle frese a lame riportate Le frese a lame riportate sono costituite da un corpo in acciaio su cui sono fissate, in apposite sedi, le lame di acciaio rapido o di metallo duro che
Angoli caratteristici delle frese a lame riportate Le frese a lame riportate sono costituite da un corpo in acciaio su cui sono fissate, in apposite sedi, le lame di acciaio rapido o di metallo duro che
Corso di Tecnologia Meccanica
 Corso di Tecnologia Meccanica Modulo 4.1 Lavorazioni per asportazione di truciolo LIUC - Ingegneria Gestionale 1 Il principio del taglio dei metalli LIUC - Ingegneria Gestionale 2 L asportazione di truciolo
Corso di Tecnologia Meccanica Modulo 4.1 Lavorazioni per asportazione di truciolo LIUC - Ingegneria Gestionale 1 Il principio del taglio dei metalli LIUC - Ingegneria Gestionale 2 L asportazione di truciolo
TECNOLOGIA MECCANICA. Parte 12
 TECNOLOGIA MECCANICA Parte 12 MATERIALI I materiali per costruire gli utensili devono avere le seguen@ caraaeris@che: Durezza a freddo: Il tagliente dell utensile deve essere molto duro alla temperatura
TECNOLOGIA MECCANICA Parte 12 MATERIALI I materiali per costruire gli utensili devono avere le seguen@ caraaeris@che: Durezza a freddo: Il tagliente dell utensile deve essere molto duro alla temperatura
SERVIZI A VALORE AGGIUNTO PER LA COMPETITIVITA DEL CLIENTE
 SERVIZI A VALORE AGGIUNTO PER LA COMPETITIVITA DEL CLIENTE PROGRAMMA DEI CORSI RISERVATI AI CLIENTI DELL UTENSILERIA LUGHESE PRESENTAZIONE L Utensileria Lughese, da sempre attenta all evoluzione delle
SERVIZI A VALORE AGGIUNTO PER LA COMPETITIVITA DEL CLIENTE PROGRAMMA DEI CORSI RISERVATI AI CLIENTI DELL UTENSILERIA LUGHESE PRESENTAZIONE L Utensileria Lughese, da sempre attenta all evoluzione delle
Costruzione di Macchine Verifica a fatica degli elementi delle macchine
 Costruzione di Macchine Verifica a fatica degli elementi delle macchine In figura 1 è rappresentato schematicamente un mescolatore: l albero con la paletta è mosso da un motore elettrico asincrono trifase
Costruzione di Macchine Verifica a fatica degli elementi delle macchine In figura 1 è rappresentato schematicamente un mescolatore: l albero con la paletta è mosso da un motore elettrico asincrono trifase
Marzo /9. Linea di troncatura e scanalatura
 Marzo 2017 www.taegutec.com 1/9 Linea di troncatura e scanalatura 2/9 CARATTERISTICHE TaeguTec a introdotto la nuova linea RHINOGROOVE, per lavorazione di troncatura e scanalatura. Il RHINOGROOVE è un
Marzo 2017 www.taegutec.com 1/9 Linea di troncatura e scanalatura 2/9 CARATTERISTICHE TaeguTec a introdotto la nuova linea RHINOGROOVE, per lavorazione di troncatura e scanalatura. Il RHINOGROOVE è un
Materiali per utensili da taglio: usura e durata degli utensili
 Materiali per utensili da taglio: usura e durata degli utensili 1 Introduzione Il comportamento di un utensile influenza in maniera determinante la qualità ed il costo delle parti lavorate: Sgrossatura:
Materiali per utensili da taglio: usura e durata degli utensili 1 Introduzione Il comportamento di un utensile influenza in maniera determinante la qualità ed il costo delle parti lavorate: Sgrossatura:
P: potenza in kw, n: numero di giri R: raggio puleggia in metri B = 1,1 b + 10 mm dove: B: larghezza corona l = B dove l : lunghezza mozzo puleggia
 ESERCIZIO Si deve provvedere all accoppiamento, con un riduttore a ruote dentate cilindriche a denti diritti, tra un motore asincrono trifase e un albero, rappresentato nello schema, che a sua volta trasmette
ESERCIZIO Si deve provvedere all accoppiamento, con un riduttore a ruote dentate cilindriche a denti diritti, tra un motore asincrono trifase e un albero, rappresentato nello schema, che a sua volta trasmette
La fig. 1 rappresenta un utensile dritto per sgrossatura con le relative parti che lo caratterizzano e gli angoli caratteristici dei taglienti.
 La Tornitura Utensili da tornio Gli utensili da tornio sono generalmente a punta singola con tagliente in acciaio o con placchetta di carburi metallici riportata su di uno stelo di acciaio (al carbonio
La Tornitura Utensili da tornio Gli utensili da tornio sono generalmente a punta singola con tagliente in acciaio o con placchetta di carburi metallici riportata su di uno stelo di acciaio (al carbonio
Tecnologia Meccanica. Cicli di Lavorazione
 OR 1 OR Generalità Si dice CICLO LAORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione di processi tecnologici (fusione, stampaggio, lavorazioni
OR 1 OR Generalità Si dice CICLO LAORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione di processi tecnologici (fusione, stampaggio, lavorazioni
Il cono d affilatura nelle punte elicoidali. Riprendendo la figura N 1 della descrizione generale, si possono dare le seguenti definizioni:
 Il cono d affilatura nelle punte elicoidali Riprendendo la figura N 1 della descrizione generale, si possono dare le seguenti definizioni: Fig.N 1- Alcuni angoli caratteristici della punta elicoidale ε
Il cono d affilatura nelle punte elicoidali Riprendendo la figura N 1 della descrizione generale, si possono dare le seguenti definizioni: Fig.N 1- Alcuni angoli caratteristici della punta elicoidale ε
Materiali per utensili da taglio: usura e durata degli utensili
 Materiali per utensili da taglio: usura e durata degli utensili Riferimenti: Levi/Zompì Tecnologia Meccanica cap. 4 Santochi/Giusti Tecnologia Meccanica cap. 8 Introduzione Il comportamento di un utensile
Materiali per utensili da taglio: usura e durata degli utensili Riferimenti: Levi/Zompì Tecnologia Meccanica cap. 4 Santochi/Giusti Tecnologia Meccanica cap. 8 Introduzione Il comportamento di un utensile
Jongen Italia s.r.l. Fresare con la tipologia INSERTO
 Jongen Italia s.r.l. Fresare con la tipologia INSERTO 75 GLI UTENSILI > nuova serie per spallamento retto che garantisce la massima produttività e precisione riducendo il carico sulla fresatrice CARATTERISTICHE
Jongen Italia s.r.l. Fresare con la tipologia INSERTO 75 GLI UTENSILI > nuova serie per spallamento retto che garantisce la massima produttività e precisione riducendo il carico sulla fresatrice CARATTERISTICHE
6. Quale di questi forni produce meno ossidazioni per eseguire un t.t.? a combustione ad atmosfera nessuno dei tre a nafta
 Questionario area meccanica tecnologia e disegno TECNOLOGIA MECCANICA 1. Bisogna tornire un particolare in acciaio di diametro 55 mm. Si utilizza una Vc di 90 m/min. Quale numero di giri devo scegliere
Questionario area meccanica tecnologia e disegno TECNOLOGIA MECCANICA 1. Bisogna tornire un particolare in acciaio di diametro 55 mm. Si utilizza una Vc di 90 m/min. Quale numero di giri devo scegliere
IL PRODOTTO DA REALIZZARE
 IL PRODOTTO DA REALIZZARE 1 Parte 1: analisi della funzionalità del prodotto La trancia Una cinghia cui viene impresso un moto rotatorio da un motore esterno è collegata alla puleggia; la puleggia trasmette
IL PRODOTTO DA REALIZZARE 1 Parte 1: analisi della funzionalità del prodotto La trancia Una cinghia cui viene impresso un moto rotatorio da un motore esterno è collegata alla puleggia; la puleggia trasmette
ESAME DI STATO 2014/2015 INDIRIZZO ITMM MECCANICA MECCATRONICA ED ENERGIA TEMA DI : DISEGNO, PROGETTAZIONE E ORGANIZZAZIONE INDUSTRIALE
 ESAME DI STATO 2014/2015 INDIRIZZO ITMM MECCANICA MECCATRONICA ED ENERGIA Prima parte TEMA DI : DISEGNO, PROGETTAZIONE E ORGANIZZAZIONE INDUSTRIALE A) Dimensionamento dell albero L albero rappresentato
ESAME DI STATO 2014/2015 INDIRIZZO ITMM MECCANICA MECCATRONICA ED ENERGIA Prima parte TEMA DI : DISEGNO, PROGETTAZIONE E ORGANIZZAZIONE INDUSTRIALE A) Dimensionamento dell albero L albero rappresentato
Meccanica e Macchine esame 2008 MECCANICA APPLICATA E MACCHINE A FLUIDO
 Meccanica e Macchine esame 008 MECCANICA APPLICATA E MACCHINE A FLUIDO Sessione ordinaria 008 Lo schema riportato in figura rappresenta un motore elettrico che eroga una potenza nominale di 0 kw ad un
Meccanica e Macchine esame 008 MECCANICA APPLICATA E MACCHINE A FLUIDO Sessione ordinaria 008 Lo schema riportato in figura rappresenta un motore elettrico che eroga una potenza nominale di 0 kw ad un