INTRODUZIONE ALLA PROGRAMMAZIONE DELLE MUCN
|
|
|
- Cesarina Serra
- 8 anni fa
- Visualizzazioni
Transcript
1 INTRODUZIONE ALLA PROGRAMMAZIONE DELLE MUCN 1

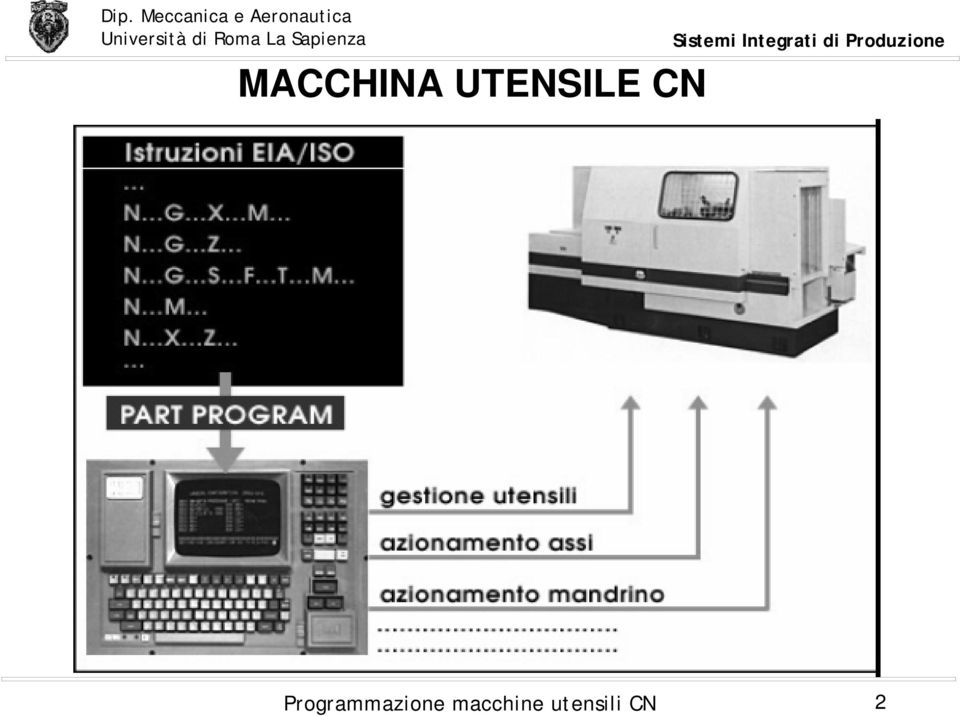
2 MACCHINA UTENSILE CN 2
3 SISTEMA DI RIFERIMENTO Y X Z 3

4 SISTEMA DI RIFERIMENTO E ASSI MACCHINA L asse Z è sempre coincidente o parallelo con l asse del mandrino. Il verso positivo dell asse Z è quello per cui si ha un allontanamento dell utensile dal pezzo Il verso positivo dell asse X, nelle macchine a mandrino orizzontale, è rivolto a destra guardando dal mandrino verso il pezzo in lavorazione L asse Y è perpendicolare al piano definito dagli assi X e Y ed il suo verso positivo è definito dalla regola della mano destra Possono esservi assi ausiliari di traslazione U, V, W. 4

5 ASSI TORNIO Utensile davanti all asse Utensile dietro l asse 5

6 ASSI FRESATRICE 6

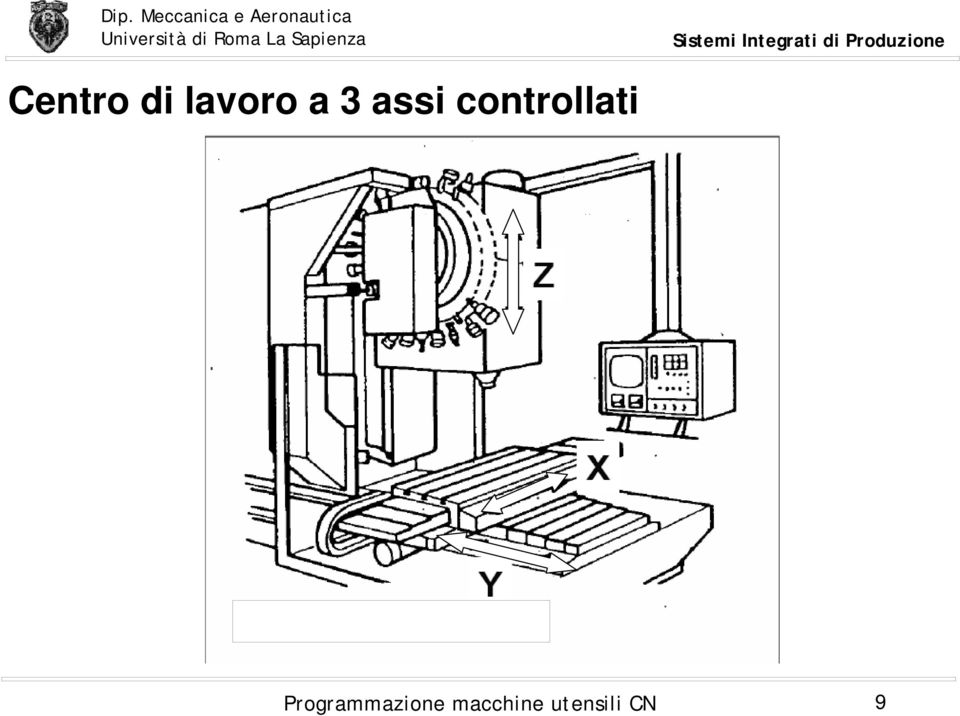
7 CLASSIFICAZIONE ASSI CONTROLLATI 2 Assi X e Y possono interpolare (muoversi insieme in modo coordinato). Lungo Z l'utensile non ha alcuna possibilità di movimento indicizzato (controllato). La lavorazione complessiva giace sullo stesso piano. 2,5 Assi X e Y possono interpolare. L'asse Z può variare la sua quota, ma non interpolare con gli assi X e Y. La lavorazione complessiva avviene su piani paralleli al piano principale, a livelli Z diversi. 3 Assi Si richiede un movimento simultaneo e coordinato degli assi X,Y e Z. Adatto per la lavorazione di molte superfici free-form. 7

8 4 Assi. La lavorazione avviene mediante il movimento interpolato dei 3 assi principali unito ad un movimento di rotazione (sull'utensile o sul pezzo). Se il 4 asse è interpolato con gli altri tre, si parla di 4assi vero, Se il 4 asse può solo ruotare mentre gli altri assi sono fermi, si parla di 4 assi indexato. 5 Assi La lavorazione avviene mediante il movimento interpolato dei 3 assi principali unito alla rotazione sia della testa porta-utensile che del pezzo. 5 assi vero: in grado di interpolare simultaneamente i 5 movimenti. 4,5 assi: interpolazione simultanea dei 3 assi + una rotazione. Sono poi in grado di riposizionare con una quinta rotazione. 3+2 assi: interpolazione simultanea dei 3 assi. Sono poi in grado di riposizionare per rotazione sia il pezzo che la testa porta-utensile. 8

9 Centro di lavoro a 3 assi controllati 9
10 Centro di lavoro a 5 assi controllati Y A B X Z 10

11 Centro di lavoro a 6 assi controllati B Z W C Y X 11

12 RIFERIMENTI 12

13 13
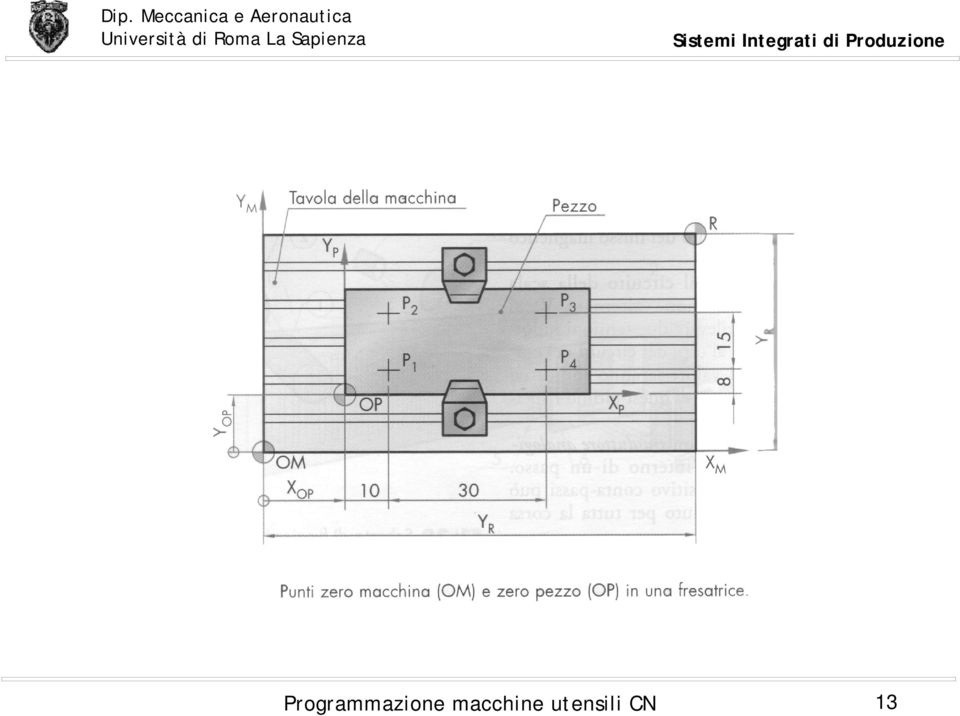
14 Il controllo numerico fissa un proprio sistema di riferimento ed origine assoluta : ZERO MACCHINA M Per i torni è tipicamente fissato nel centro del mandrino 14

15 Il programmatore in base alla quotatura del disegno stabilisce uno ZERO PEZZO W rispetto al quale programma gli spostamenti. 15

16 Zero utensile E Zero portautensile N 16

17 PROGRAMMAZIONE Le macchine utensili a CN funzionano eseguendo una serie di direttive fornite mediante un programma. I movimenti della macchina sono designati in modo tale che il programmatore supporrà sempre che l utensile sia in moto rispetto al sistema di coordinate associato al pezzo, che viene considerato fisso. ISTRUZIONI Il programma contiene Geometriche (dim. pezzo, movim. utensile pezzo) Tecnologiche (ω, feed, utensile) Cinematiche (interpolazione) COMANDI Interruttori (circuiti lubro-refrig., verso rotaz. mandrino, sistema cambio utensile) 17
 Tecnologiche (ω, feed, utensile) Cinematiche (interpolazione) COMANDI Interruttori (circuiti lubro-refrig., verso rotaz.")
18 PROGRAMMATORE X w F I Z W 100 Z w W (-200, 50) (0, 50) 18
 (0,")
19 CONTROLLO X M F I M Z M (120, 50) (320, 50) Queste coordinate si ottengono aggiungendo lo spostamento di origine: +320 su Z 19

20 PROGRAMMATORE DEFINISCE LA TRAIETTORIA dell utensile (considerato come un punto) rispetto ad una terna di assi solidale con il pezzo e con origine nello ZERO - PEZZO INFORMA IL CONTROLLO dimensioni caratteristiche utensile rispetto allo ZERO - UTENSILE E w coincidente con lo ZERO - PORTAUTENSILE N TRASFORMAZIONE terna solidale pezzo con terna solidale macchina CONTROLLO MUOVE gli organi mobili per realizzare la traiettoria programmata ESEGUE le operazioni tecnologiche richieste W M 20

21 Programmazione ISO Le istruzioni che la macchina deve eseguire per realizzare le diverse operazioni di una lavorazione vengono scritte in un Part Program redatto secondo lo standard internazionale di programmazione UNI ISO Tale programma è costituito da un insieme di blocchi di dati. Ciascun blocco è formato da una serie di parole ognuna delle quali corrisponde ad una specifica istruzione da inviare al sistema di controllo. Le parole (o istruzioni) sono costituite da caratteri alfanumerici di cui il primo letterale 21
22 Struttura di un programma 22
23 Ordine di inserimento delle parole (istruzioni) in un blocco Numero di sequenza N Funzioni Generali o preparatorie G Coordinate punto di arrivo X,Y,Z Coordinate ausiliarie di interpolazione I,J,K Velocità di avanzamento F Velocità di taglio S Funzioni di richiamo utensile T Funzioni ausiliarie o miscellanee M 23
24 Numero di sequenza Ogni blocco inizia con una parola che ne indica il suo numero di sequenza. Tale numero indica al controllo la sequenza temporale dei blocchi da eseguire N10. N20 N30. 24
25 Alcune funzioni generali o preparatorie G00 G01 G02 G03 G17 G18 G19 G40 G41 G42 G70 G71 Controllo punto a punto in rapido Interpolazione lineare Interpolazione circolare oraria Interpolazione circolare antioraria Piano di interpolaz. X-Y Piano di interpolaz. X-Z Piano di interpolaz. Y-Z Cancellaz. compensaz. utensile Compensaz. utensile a sx Compensaz. utensile a dx Misure in pollici Misure in mm G81-89 G90 G91 G92 G94 G95 G96 G97 Cicli fissi Programmaz. assoluta Programmaz. Incrementale Max. vel.rotaz. mandrino Avanzamento in mm/min Avanzamento in mm/giro Vel. taglio in m/min Vel. taglio in giri/min Le funzioni G sono modali, restano cioè attive sino a quando non viene richiamata un altra di queste. Le altre sono autocancellanti 25
26 Coordinate del punto di arrivo Indicano il punto di arrivo dell utensile proveniente da un punto precedentemente raggiunto. Non è necessario ripetere le coordinate che non mutano fra un posizionamento e il successivo Xxx Y yy Z zz Per default espresse in mm All accensione della macchina è attivo il metodo di programmazione assoluto (G90), mentre il metodo di programmazione incrementale è attivabile mediante la funzione generale G91 26
27 Esempio (interpolazione) Le coordinate del centro circonferenza (I,J) sono definite in modalità incrementale rispetto al punto di partenza 27
28 Velocità di avanzamento Viene impostata facendo seguire alla lettera F (feed) il valore numerico individuato nella stesura del ciclo di lavorazione Può essere espressa in mm/min (G94) di default su fresatrici e centri di lavoro mm/giro (G95) di default su torni e centri di tornitura 28
29 Velocità di taglio Viene impostata facendo seguire alla lettera S (speed) la velocità di taglio individuata nella stesura del ciclo di lavorazione Può essere espressa in giri/min (G97) vel. rotaz. mandrino: di default all accensione della macchina m/min (G96) per tornitura frontale (sfacciatura) e esecuzione di gole a vel. di taglio costante V t =2πr*N *10-3 [m/min] N [giri/min] 29
30 Funzioni di richiamo utensile L utensile da impiegare per una determinata operazione viene selezionato con la lettera di indirizzo T (tool) seguita da due coppie di cifre da 01 a 99. La prima coppia indica il numero progressivo assegnato all utensile corrispondente alla posizione occupata nel magazzino. La seconda coppia di cifre indica la locazione di memoria in cui sono state registrate le caratteristiche geometriche dell utensile quali lunghezza e raggio, necessarie per la compensazione dell utensile. 30
31 Funzioni ausiliarie o miscellanee M seguita da un numero compreso tra 00 e 99. Se programmate in un blocco contenente movimenti degli assi, sono attive prima del movimento Possono in genere essere viste come degli interruttori che azionano dei processi M02 fine programma M03 rotaz. oraria mandrino modale M04 rotaz. antioraria mandrino modale M05 M06 arresto mandrino cambio utensile M08 inserzione pompa fluido luborefr. modale M09 fermata erogazione fluido M10 blocco assi non in ciclo modale M11 sblocco assi non in ciclo modale 31
32 Esempio di blocco N10 G03 X20 Z36 I10 K10 F0.3 S1500 T01 M06 Numero blocco Informazioni geometriche Informazioni tecnologiche Informazioni ausiliarie 32
33 Scelta utensile V t [giri/min] 97 Rotaz. antioraria 33
34 V t [m/min] 96 Fine programma e riavvolgimento nastro 34
35 Interpolazione lineare diagonale con quota angolare A G01 X100 A150 oppure G01 X100 A-30 35
36 Smusso a 45 con cateto D Z G0 X13 Z1 G1 Z0 F0.15 G1 X30 D2 E0.08 G1 Z-25 G1 X60 D5 G1 Z-45 36
37 Cicli fissi di foratura G81 foratura (fori passanti) G82 fori ciechi (sosta sul fondo) G83 foratura profonda (evacuazione truciolo) 37
38 38
39 Ciclo fisso sgrossatura // asse z G84 X.. Z.. P-.. coord. punto finale B profondità di passata Prima della chiamata ciclo utensile in A A fine ciclo l utensile torna in A start point end point 39
40 Percorso utensile Il percorso utensile viene programmato rispetto ad un punto di riferimento. Tornitura Fresatura 40
41 Compensazione diametro utensile (fresatura) G40 off G41 sx G42 dx 41
42 Offset agli spigoli 42
43 Compensazione raggio utensile (tornitura) Errori lungo conicità e raccordi 43
44 Esempi di programmazione di torni a controllo numerico Esercizio 1 W Z X 44
45 Q C B E P M I G O N L H F D A 45
46 La realizzazione del pezzo avverrà in due fasi: nella prima si asporterà materiale dal lato destro fino alla realizzazione della gola, nella seconda si posizionerà il pezzo nel mandrino, con griffe morbide, dalla parte già lavorata e il sovrametallo verrà asportato con modalità identiche a quelle della prima fase che sarà di seguito descritta nel dettaglio. Le lavorazioni saranno effettuate secondo la seguente sequenza: sfacciatura tornitura cilindrica esterna di sgrossatura in più passate sino a lasciare 1 mm di sovrametallo tornitura cilindrica esterna di finitura realizzazione gola con utensile di larghezza pari a quella della gola 46
47 Per facilitare la stesura del part program è utile redigere una tabella con le coordinate dei punti caratteristici della lavorazione start A B C D E F G H I L M N O P Q X Z Nel part program che segue, il posizionamento dell utensile è programmato in modalità assoluta. 47
48 % Albero inizio programma, descrizione pezzo N010 G00 X150 Z200 T0101 M06 (MSG, UT. SGR) prelev. utensile sgrossatore N020 G92 S2400 N030 G96 G95 F0.3 S300 M04 M08 N040 X50 Z-2 N050 G01 X-0.5 N060 G00 Z0 N070 X41 N080 G01 Z-115 N090 X45 N100 G00 Z0 N110 X37 N120 G01 Z-61 limitaz. max vel mandrino vel taglio cost m/min, feed mm/giro, rotaz.antioraria, fluido lubrorefr. posizionamento in rapido punto start sfacciatura allontanamento in rapido utensile posizionamento in A torn. cil.est fino a C allontanamento utensile ritorno in rapido posizionamento in D prima passata sgrossatura DE 48
49 N130 X41 Z -65 N140 G00 Z0 N150 X33 N160 G01 Z-61 N170 X35 N180 G00 Z0 N190 X29 N200 G01 Z-61 N210 X31 N220 G00 Z0 N230 X25 N240 G01 Z-61 N250 X27 N260 G00 Z0 eliminaz. sovrametallo spigolo EB ritorno in rapido posizionamento in F seconda passata sgrossatura FG allontanamento utensile ritorno in rapido posizionamento in H terza passata di sgrossatura HI allontanamento utensile ritorno in rapido posiz. In L quarta passata di sgrossatura LM allontanamento utensile ritorno in rapido 49
50 N270 X21 posiz. in N N280 G01 Z-56 quinta passata di sgrossatura NP N290 X25 Z-61 eliminaz. sovrametallo spigolo PM N300 G00 Z0 ritorno in rapido N310 X15 posiz. in Q N320 G01 X21 Z-6 M09 asportazione spigolo QO, arresto fluido luborefr. N330 G00 X50 Z200 T0202 M06 (MSG, UT. FIN) cambio utensile finitore N340 F0.15 S400 M08 impost. parametri taglio, pompa fluido on N350 X15 Z0 avvicinamento in rapido a Q N360 G01 Z-2 posiz. inizio finitura N370 X20 Z-7 lavoraz. primo smusso N380 Z-57 lavoraz. primo tratto cilindrico N390 G02 X25 Z-62 I5 K0 lavoraz. raccordo circolare N400 G01 X36 lavoraz. spalla battuta 50
51 N410 X40 Z-66 N420 Z-115 N430 X42 M09 lavoraz. secondo smusso lavoraz. secondo tratto cilindrico allontanamento utensile, pompa fluido off N440 G00 X50 Z200 T0303 M06 (MSG, UT. TRONC) cambio utensile N450 Z-112 F0.1 S300 M08 N460 G01 X35 N470 G00 X50 N480 Z200 M05 M02 impost. parametri taglio, pompa fluido on realizzazione gola allontanamento in rapido utensile allontanamento utensile dal pezzo, arresto mandrino, fine programma 51
52 Esercizio 2 Per ottenere l oggetto mostrato in figura si dovrà prevedere l esecuzione delle seguenti lavorazioni: sfacciatura, tornitura interna, tornitura esterna, e troncatura 52
53 Gli utensili previsti per le lavorazioni sono riportati nella tabella con i rispettivi parametri di taglio. 53
54 54
55 55
PROGRAMMAZIONE della M.U. CNC
 PROGRAMMAZIONE della M.U. CNC 1 La programmazione delle M.U. CNC 1 Generalità 2 Geometrie di riferimento 3 Grammatica 4 Lessico 5 Sintassi 6 Esempi 7 Linguaggio APT 2 La programmazione delle M.U. CNC Le
PROGRAMMAZIONE della M.U. CNC 1 La programmazione delle M.U. CNC 1 Generalità 2 Geometrie di riferimento 3 Grammatica 4 Lessico 5 Sintassi 6 Esempi 7 Linguaggio APT 2 La programmazione delle M.U. CNC Le
LA PROGRAMMAZIONE N10 G0 X5 Y5
 LA PROGRAMMAZIONE Un programma per una Macchina Utensile CNC è costituito da una sequenza logica di informazioni geometriche, tecnologiche ed ausiliarie (fasi di lavoro). Le informazioni geometriche riguardano
LA PROGRAMMAZIONE Un programma per una Macchina Utensile CNC è costituito da una sequenza logica di informazioni geometriche, tecnologiche ed ausiliarie (fasi di lavoro). Le informazioni geometriche riguardano
METODO PER LA STESURA DI PROGRAMMI PER IL CENTRO DI LAVORO CNC
 METODO PER LA STESURA DI PROGRAMMI PER IL CENTRO DI LAVORO CNC Riferimento al linguaggio di programmazione STANDARD ISO 6983 con integrazioni specifiche per il Controllo FANUC M21. RG - Settembre 2008
METODO PER LA STESURA DI PROGRAMMI PER IL CENTRO DI LAVORO CNC Riferimento al linguaggio di programmazione STANDARD ISO 6983 con integrazioni specifiche per il Controllo FANUC M21. RG - Settembre 2008
Corso di Automazione industriale
 Corso di Automazione industriale Lezione 11 Macchine utensili e controllo numerico Programmazione CNC Università degli Studi di Bergamo, Automazione Industriale, A.A. 2015/2016, A. L. Cologni 1 Introduzione
Corso di Automazione industriale Lezione 11 Macchine utensili e controllo numerico Programmazione CNC Università degli Studi di Bergamo, Automazione Industriale, A.A. 2015/2016, A. L. Cologni 1 Introduzione
classe 4 MECCANICI SERALE
 TORNIO CNC classe 4 MECCANICI SERALE 1 PARTE COSTRUZIONE DI UN PROGRAMMA TORNIO CNC Il programma di lavorazione deve essere immesso con un formato accettabile dal CNC. Tale formato deve comprendere tutti
TORNIO CNC classe 4 MECCANICI SERALE 1 PARTE COSTRUZIONE DI UN PROGRAMMA TORNIO CNC Il programma di lavorazione deve essere immesso con un formato accettabile dal CNC. Tale formato deve comprendere tutti
ESERCITAZIONE Scrittura di un programma CNC per la fresatura di un componente dato
 ESERCITAZIONE Scrittura di un programma CNC per la fresatura di un componente dato Nella presente esercitazione si redige il programma CNC per la fresatura del pezzo illustrato nelle Figure 1 e 2. Figura
ESERCITAZIONE Scrittura di un programma CNC per la fresatura di un componente dato Nella presente esercitazione si redige il programma CNC per la fresatura del pezzo illustrato nelle Figure 1 e 2. Figura
PROGRAMMAZIONE EIA/ISO Macchine Utensili CNC
 PROGRAMMAZIONE EIA/ISO Macchine Utensili CNC A cura di Massimo Reboldi Versione 2.0 7/1/14 La programmazione EIA/ISO! Introduzione! Assi e Riferimenti! Linguaggio di programmazione! Grammatica;! Lessico;!
PROGRAMMAZIONE EIA/ISO Macchine Utensili CNC A cura di Massimo Reboldi Versione 2.0 7/1/14 La programmazione EIA/ISO! Introduzione! Assi e Riferimenti! Linguaggio di programmazione! Grammatica;! Lessico;!
Appunti per la programmazione ISO (dal manuale OSAI riservato ai propri clienti)
") ITIS Varese Tecnologia Meccanica ed Esercitazioni Reparto Macchine Utensili TORNIO ANTARES controllo OSAI 8600 T Appunti per la programmazione ISO (dal manuale OSAI riservato ai propri clienti) MOVIMENTI
ITIS Varese Tecnologia Meccanica ed Esercitazioni Reparto Macchine Utensili TORNIO ANTARES controllo OSAI 8600 T Appunti per la programmazione ISO (dal manuale OSAI riservato ai propri clienti) MOVIMENTI
MACCHINE A CONTROLLO NUMERICO C.N.C.
 1 MACCHINE A CONTROLLO NUMERICO C.N.C. Marino prof. Mazzoni Evoluzione delle macchine utensili Quantità di pezzi 10 10 10 10 6 5 4 3 10 2 1 2 1-MACCHINE SPECIALIZZATE 2-MACCHINE TRANSFERT 3-SISTEMI FLESSIBILI
1 MACCHINE A CONTROLLO NUMERICO C.N.C. Marino prof. Mazzoni Evoluzione delle macchine utensili Quantità di pezzi 10 10 10 10 6 5 4 3 10 2 1 2 1-MACCHINE SPECIALIZZATE 2-MACCHINE TRANSFERT 3-SISTEMI FLESSIBILI
L automazione. L automazione. Insieme delle tecniche e dei metodi per sostituire o ridurre l intervento umano in un attività lavorativa
 L automazione 1 L automazione Insieme delle tecniche e dei metodi per sostituire o ridurre l intervento umano in un attività lavorativa Politecnico di Torino 1 Automazione delle macchine utensili (M.U.)
L automazione 1 L automazione Insieme delle tecniche e dei metodi per sostituire o ridurre l intervento umano in un attività lavorativa Politecnico di Torino 1 Automazione delle macchine utensili (M.U.)
4. Nome e direzione degli assi (2h) (teoria: 1h, pratica: 1h)
 (teoria: 1h, pratica: 1h)") 37 4. Nome e direzione degli assi (2h) (teoria: 1h, pratica: 1h) 4.1 La disposizione degli assi secondo la norma ISO Ogni asse è definito dal verso e dalla direzione di movimento della slitta ed è caratterizzato
37 4. Nome e direzione degli assi (2h) (teoria: 1h, pratica: 1h) 4.1 La disposizione degli assi secondo la norma ISO Ogni asse è definito dal verso e dalla direzione di movimento della slitta ed è caratterizzato
Esempi di programmazione di un centro di lavoro verticale a CNC
 Istituto Aldini Valeriani VA meccanica, a.s. 2011/2012 Esempi di programmazione di un centro di lavoro verticale a CNC Andrea Burnelli Esempiprogrammazione Andrea Burnelli Pagina 1 Esempiprogrammazione
Istituto Aldini Valeriani VA meccanica, a.s. 2011/2012 Esempi di programmazione di un centro di lavoro verticale a CNC Andrea Burnelli Esempiprogrammazione Andrea Burnelli Pagina 1 Esempiprogrammazione
UNIVERSITA degli STUDI di BERGAMO FACOLTA di INGEGNERIA. Corso di AUTOMAZIONE INDUSTRIALE
 UNIVERSITA degli STUDI di BERGAMO FACOLTA di INGEGNERIA Corso di AUTOMAZIONE INDUSTRIALE Prof. Andrea Cataldo andrea.cataldo@itia.cnr.it ARGOMENTI delle ESERCITAZIONI CONTROLLO NUMERICO in AULA CONTROLLO
UNIVERSITA degli STUDI di BERGAMO FACOLTA di INGEGNERIA Corso di AUTOMAZIONE INDUSTRIALE Prof. Andrea Cataldo andrea.cataldo@itia.cnr.it ARGOMENTI delle ESERCITAZIONI CONTROLLO NUMERICO in AULA CONTROLLO
Lavorazioni al TORNIO PARALLELO
 Istituto Istituto Istruzione Superiore G. Boris Giuliano" Via Carducci, 13-94015 Piazza Armerina (En) Corso di Tecnologie Meccaniche e Applicazioni Anno scolastico 2015-2016 Lavorazioni al TORNIO PARALLELO
Istituto Istituto Istruzione Superiore G. Boris Giuliano" Via Carducci, 13-94015 Piazza Armerina (En) Corso di Tecnologie Meccaniche e Applicazioni Anno scolastico 2015-2016 Lavorazioni al TORNIO PARALLELO
TORNIO ANTARES controllo OSAI 8600 T
 ITIS Varese Tecnologia Meccanica ed Esercitazioni Reparto Macchine Utensili TORNIO ANTARES controllo OSAI 8600 T Appunti per l utilizzo del modulo di comando (dal manuale OSAI riservato ai propri clienti)
ITIS Varese Tecnologia Meccanica ed Esercitazioni Reparto Macchine Utensili TORNIO ANTARES controllo OSAI 8600 T Appunti per l utilizzo del modulo di comando (dal manuale OSAI riservato ai propri clienti)
La quotatura costituisce il complesso delle informazioni in un disegno che precisano le dimensioni di un oggetto o di un componente meccanico
 La quotatura costituisce il complesso delle informazioni in un disegno che precisano le dimensioni di un oggetto o di un componente meccanico 1 La quotatura è ottenuta con i seguenti elementi La linea
La quotatura costituisce il complesso delle informazioni in un disegno che precisano le dimensioni di un oggetto o di un componente meccanico 1 La quotatura è ottenuta con i seguenti elementi La linea
TORNI VERTICALI A DUE MONTANTI Mod. 1520, 1525, 1L532
 TORNI VERTICALI A DUE MONTANTI Mod. 15, 155, 1L5 M.I.R.M.U. Via Baldinucci, 4 158 Milano Tel.959 Fax.9954 info @mirmu.it 1 Le macchine sono destinate alle operazioni di sgrossatura e di finitura di pezzi
TORNI VERTICALI A DUE MONTANTI Mod. 15, 155, 1L5 M.I.R.M.U. Via Baldinucci, 4 158 Milano Tel.959 Fax.9954 info @mirmu.it 1 Le macchine sono destinate alle operazioni di sgrossatura e di finitura di pezzi
LAVORAZIONI INDUSTRIALI
 TORNITURA 1 LAVORAZIONI INDUSTRIALI Nelle lavorazioni industriali per asportazione di truciolo sono sempre presenti: Pezzo Grezzo Macchina Utensile Utensile Attrezzatura 2 1 TORNITURA 3 TORNITURA Obiettivo:
TORNITURA 1 LAVORAZIONI INDUSTRIALI Nelle lavorazioni industriali per asportazione di truciolo sono sempre presenti: Pezzo Grezzo Macchina Utensile Utensile Attrezzatura 2 1 TORNITURA 3 TORNITURA Obiettivo:
TORNIO PARALLELO 4 MECCANICI SERALE TORNIO PARALLELO 4 MECCANICI SERALE PAGINA 1/1
 TORNIO PARALLELO 4 MECCANICI SERALE PAGINA 1/1 Basamento E costituito da una struttura portante in ghisa stabilizzata e munito di nervature, garantisce la massima robustezza e rigidità dell'insieme. Le
TORNIO PARALLELO 4 MECCANICI SERALE PAGINA 1/1 Basamento E costituito da una struttura portante in ghisa stabilizzata e munito di nervature, garantisce la massima robustezza e rigidità dell'insieme. Le
Corso di controllo numerico (Cnc iso)
") Corso di controllo numerico (Cnc iso) A cura di Ferrarese Adolfo. - Copyright 2007 - Ferrarese Adolfo - Tutti i diritti riservati - 1 Prefazione: Il corso si articola in 8 sezioni: 7 lezioni più un'ampia
Corso di controllo numerico (Cnc iso) A cura di Ferrarese Adolfo. - Copyright 2007 - Ferrarese Adolfo - Tutti i diritti riservati - 1 Prefazione: Il corso si articola in 8 sezioni: 7 lezioni più un'ampia
CNC. Linguaggio ProGTL3. (Ref. 1308)
") CNC 8065 Linguaggio ProGTL3 (Ref. 1308) SICUREZZA DELLA MACCHINA È responsabilità del costruttore della macchina che le sicurezze della stessa siano abilitate, allo scopo di evitare infortuni alle persone
CNC 8065 Linguaggio ProGTL3 (Ref. 1308) SICUREZZA DELLA MACCHINA È responsabilità del costruttore della macchina che le sicurezze della stessa siano abilitate, allo scopo di evitare infortuni alle persone
PROGRAMMAZIONE ASSISTITA DAL COMPUTER (CAD/CAM)
") PROGRAMMAZIONE ASSISTITA DAL COMPUTER (CAD/CAM) Con la programmazione manuale, il programmatore descrive un ciclo di lavoro nella sequenza voluta ed in un linguaggio comprensibile all unità di governo.
PROGRAMMAZIONE ASSISTITA DAL COMPUTER (CAD/CAM) Con la programmazione manuale, il programmatore descrive un ciclo di lavoro nella sequenza voluta ed in un linguaggio comprensibile all unità di governo.
PROGRAMMAZIONE TORNIO CNC (controllo Olivetti )
") PROGRAMMAZIONE TORNIO CNC (controllo Olivetti ) Il programma è l insieme di istruzioni in codice necessari al controllo di una macchina utensile equipaggiata con controllo numerico. Il codice è l insieme
PROGRAMMAZIONE TORNIO CNC (controllo Olivetti ) Il programma è l insieme di istruzioni in codice necessari al controllo di una macchina utensile equipaggiata con controllo numerico. Il codice è l insieme
IL CNC IL LINGUAGGIO DI PROGRAMMAZIONE PER LA MACCHINE UTENSILI A CNC Fondamenti
 IL CNC IL LINGUAGGIO DI PROGRAMMAZIONE PER LA MACCHINE UTENSILI A CNC Fondamenti Centro per l Automazione e la Meccanica Via Rainusso 138/N 41100 Modena INDICE 1- La metodologia ed il linguaggio di programmazione
IL CNC IL LINGUAGGIO DI PROGRAMMAZIONE PER LA MACCHINE UTENSILI A CNC Fondamenti Centro per l Automazione e la Meccanica Via Rainusso 138/N 41100 Modena INDICE 1- La metodologia ed il linguaggio di programmazione
Basi di programmazione ISO per macchine CNC con CNC Simulator
 Basi di programmazione ISO per macchine CNC con CNC Simulator 1. I primi comandi per semplici lavorazioni (coordinate cartesiane assolute)..2 2. Settaggio del software...2 3. Tornitura cilindrica...6 4.
Basi di programmazione ISO per macchine CNC con CNC Simulator 1. I primi comandi per semplici lavorazioni (coordinate cartesiane assolute)..2 2. Settaggio del software...2 3. Tornitura cilindrica...6 4.
Rappresentazione Denominazione simbolo ISO Riferimento a unificazioni
 Tabelle TABELLE 1 Nelle pagine che seguono sono riportati stralci di tabelle che si trovano normalmente sui manuali e che sono di grande importanza durante le fasi di lavorazione. Le tabelle proposte riguar-
Tabelle TABELLE 1 Nelle pagine che seguono sono riportati stralci di tabelle che si trovano normalmente sui manuali e che sono di grande importanza durante le fasi di lavorazione. Le tabelle proposte riguar-
I. Programmazione di un tornio con asse Y. Indice
 1 I. Programmazione di un tornio con asse Y Indice I. Programmazione di un tornio con asse Y... 1 1.1 Introduzione... 2 1.2 Schema di programmazione specifico per il piano G19... 4 1.3 Esempio di programmazione...
1 I. Programmazione di un tornio con asse Y Indice I. Programmazione di un tornio con asse Y... 1 1.1 Introduzione... 2 1.2 Schema di programmazione specifico per il piano G19... 4 1.3 Esempio di programmazione...
IL TORNIO CNC PRINCIPI FONDAMENTALI Tornio a CNC Graziano CTX310 Controllo Siemens 840D con Shop Turn
 ========================================================== SCUOLA PROFESSIONALE PROVINCIALE PER L INDUSTRIA L ARTIGIANATO ED IL COMMERCIO GUGLIELMO MARCONI Via K. WOLF 42. I-39012 Merano (BZ) Tel.: +39
========================================================== SCUOLA PROFESSIONALE PROVINCIALE PER L INDUSTRIA L ARTIGIANATO ED IL COMMERCIO GUGLIELMO MARCONI Via K. WOLF 42. I-39012 Merano (BZ) Tel.: +39
Corso di Tecnologia Meccanica
 Corso di Tecnologia Meccanica Modulo 4.1 Lavorazioni per asportazione di truciolo LIUC - Ingegneria Gestionale 1 Il principio del taglio dei metalli LIUC - Ingegneria Gestionale 2 L asportazione di truciolo
Corso di Tecnologia Meccanica Modulo 4.1 Lavorazioni per asportazione di truciolo LIUC - Ingegneria Gestionale 1 Il principio del taglio dei metalli LIUC - Ingegneria Gestionale 2 L asportazione di truciolo
TECNOLOGIA MECCANICA LE MACCHINE UTENSILI A CNC I Centri di Lavoro
 LE MACCHINE UTENSILI A CNC I Centri di Lavoro Centro per l Automazione e la Meccanica Via Rainusso 138/N 41100 Modena INDICE 1 Fresatrici, Alesatrici e Centri di Lavoro pag. 2 1.1 Generalità 2 1.2 Struttura
LE MACCHINE UTENSILI A CNC I Centri di Lavoro Centro per l Automazione e la Meccanica Via Rainusso 138/N 41100 Modena INDICE 1 Fresatrici, Alesatrici e Centri di Lavoro pag. 2 1.1 Generalità 2 1.2 Struttura
Campo d'impiego Struttura Cambio utensile/pallet Caratteristiche tecniche
 Campo d'impiego Struttura Cambio utensile/pallet Caratteristiche tecniche Meccaniche Arrigo Pecchioli Via di Scandicci 221-50143 Firenze (Italy) - Tel. (+39) 055 70 07 1 - Fax (+39) 055 700 623 e-mail:
Campo d'impiego Struttura Cambio utensile/pallet Caratteristiche tecniche Meccaniche Arrigo Pecchioli Via di Scandicci 221-50143 Firenze (Italy) - Tel. (+39) 055 70 07 1 - Fax (+39) 055 700 623 e-mail:
LA TORNITURA. Corso di Tecnologie Speciali I prof. Luigi Carrino
 LA TORNITURA L operazione di tornitura consente di ottenere superfici di rivoluzione interne ed esterne variamente conformate tra cui anche filettature e zigrinature. I movimenti nell operazione di tornitura
LA TORNITURA L operazione di tornitura consente di ottenere superfici di rivoluzione interne ed esterne variamente conformate tra cui anche filettature e zigrinature. I movimenti nell operazione di tornitura
AFFILATRICI UNIVERSALI A 6 ASSI CNC
 AFFILATRICI UNIVERSALI A 6 ASSI CNC Mantello conico con assottigliamento a S Assottigliamento a U 4 Facce con assottigliamento a S 4 facce con assottigliamento a X Punta a centrare Punta a 3 taglienti
AFFILATRICI UNIVERSALI A 6 ASSI CNC Mantello conico con assottigliamento a S Assottigliamento a U 4 Facce con assottigliamento a S 4 facce con assottigliamento a X Punta a centrare Punta a 3 taglienti
ALESATRICE ORIZZONTALE Mod. 2B660
 ALESATRICE ORIZZONTALE Mod. 2B660 M.I.R.M.U. - Via Baldinucci, 40 20158 Milano - Tel 02.39320593 Fax 02.39322954 info @mirmu.it 1 La macchina utensile di tipo universale con un montante anteriore mobile
ALESATRICE ORIZZONTALE Mod. 2B660 M.I.R.M.U. - Via Baldinucci, 40 20158 Milano - Tel 02.39320593 Fax 02.39322954 info @mirmu.it 1 La macchina utensile di tipo universale con un montante anteriore mobile
FAGOR CNC 800T. Manuale di AUTOAPPRENDIMENTO. Ref. 9804 (ita)
") FAGOR CNC 800T Manuale di AUTOAPPRENDIMENTO Ref. 9804 (ita) INDICE Capitolo 1 Questioni teoriche sulla macchina-cnc 1.1.- Assi della macchina...3 1.2.- Zero macchina e zero pezzo.. 4 1.3.- Ricerca del
FAGOR CNC 800T Manuale di AUTOAPPRENDIMENTO Ref. 9804 (ita) INDICE Capitolo 1 Questioni teoriche sulla macchina-cnc 1.1.- Assi della macchina...3 1.2.- Zero macchina e zero pezzo.. 4 1.3.- Ricerca del
CORSO di AUTOMAZIONE INDUSTRIALE
 CORSO di AUTOMAZIONE INDUSTRIALE (cod. 8469) APPELLO del 10 Novembre 2010 Prof. Emanuele Carpanzano Soluzioni Esercizio 1 (Domande generali) 1.a) Controllo Modulante Tracciare qualitativamente la risposta
CORSO di AUTOMAZIONE INDUSTRIALE (cod. 8469) APPELLO del 10 Novembre 2010 Prof. Emanuele Carpanzano Soluzioni Esercizio 1 (Domande generali) 1.a) Controllo Modulante Tracciare qualitativamente la risposta
E TECNOLOGIA MECCANICA Appello 10 settembre 2010 Laurea Ing. Energetica
 PRINCIPI DI PROGETTAZIONE QUESITI DI TECNOLOGIA MECCANICA E TECNOLOGIA MECCANICA Appello 10 settembre 2010 Laurea Ing. Energetica Nome Matricola Rispondere ai quesiti solo sui fogli protocollo. Tutti i
PRINCIPI DI PROGETTAZIONE QUESITI DI TECNOLOGIA MECCANICA E TECNOLOGIA MECCANICA Appello 10 settembre 2010 Laurea Ing. Energetica Nome Matricola Rispondere ai quesiti solo sui fogli protocollo. Tutti i
Scheda. Descrizione della macchina
 Scheda 1 Lavorazione: Macchina: TORNITURA TORNIO PARALLELO Descrizione della macchina I torni sono macchine che eseguono l asportazione di truciolo: lo scopo è ottenere superfici esterne e interne variamente
Scheda 1 Lavorazione: Macchina: TORNITURA TORNIO PARALLELO Descrizione della macchina I torni sono macchine che eseguono l asportazione di truciolo: lo scopo è ottenere superfici esterne e interne variamente
Trasformazioni Geometriche 1 Roberto Petroni, 2011
 1 Trasformazioni Geometriche 1 Roberto etroni, 2011 Trasformazioni Geometriche sul piano euclideo 1) Introduzione Def: si dice trasformazione geometrica una corrispondenza biunivoca che associa ad ogni
1 Trasformazioni Geometriche 1 Roberto etroni, 2011 Trasformazioni Geometriche sul piano euclideo 1) Introduzione Def: si dice trasformazione geometrica una corrispondenza biunivoca che associa ad ogni
RUGOSITÀ. Introduzione
 RUGOSITÀ 299 Introduzione Le superfici degli oggetti reali sono di solito affette da irregolarità microgeometriche. Tali irregolarità possono essere casuali (tipico nei pezzi prodotti per fusione), ovvero
RUGOSITÀ 299 Introduzione Le superfici degli oggetti reali sono di solito affette da irregolarità microgeometriche. Tali irregolarità possono essere casuali (tipico nei pezzi prodotti per fusione), ovvero
Campo d'impiego Struttura Cambio utensile/pallet Caratteristiche tecniche
 Campo d'impiego Struttura Cambio utensile/pallet Caratteristiche tecniche Meccaniche Arrigo Pecchioli Via di Scandicci 221-50143 Firenze (Italy) - Tel. (+39) 055 70 07 1 - Fax (+39) 055 700 623 e-mail:
Campo d'impiego Struttura Cambio utensile/pallet Caratteristiche tecniche Meccaniche Arrigo Pecchioli Via di Scandicci 221-50143 Firenze (Italy) - Tel. (+39) 055 70 07 1 - Fax (+39) 055 700 623 e-mail:
Esempi di funzione. Scheda Tre
 Scheda Tre Funzioni Consideriamo una legge f che associa ad un elemento di un insieme X al più un elemento di un insieme Y; diciamo che f è una funzione, X è l insieme di partenza e X l insieme di arrivo.
Scheda Tre Funzioni Consideriamo una legge f che associa ad un elemento di un insieme X al più un elemento di un insieme Y; diciamo che f è una funzione, X è l insieme di partenza e X l insieme di arrivo.
 6 Generalità Quando un pezzo presenta fori o cavità, il disegno può risultare di difficile comprensione a causa della presenza di numerose linee tratteggiate. 7 Generalità Sezionando ( tagliando ) con
6 Generalità Quando un pezzo presenta fori o cavità, il disegno può risultare di difficile comprensione a causa della presenza di numerose linee tratteggiate. 7 Generalità Sezionando ( tagliando ) con
Test, domande e problemi di Robotica industriale
 Test, domande e problemi di Robotica industriale 1. Quale, tra i seguenti tipi di robot, non ha giunti prismatici? a) antropomorfo b) cilindrico c) polare d) cartesiano 2. Un volume di lavoro a forma di
Test, domande e problemi di Robotica industriale 1. Quale, tra i seguenti tipi di robot, non ha giunti prismatici? a) antropomorfo b) cilindrico c) polare d) cartesiano 2. Un volume di lavoro a forma di
funzionale tecnologica di collaudo quote di grandezza quote di posizione in serie in parallelo combinata con quote sovrapposte in coordinate
 QUOTATURA PARTE 2 Prof. Caterina Rizzi CLASSIFICAZIONE punto di vista geometrico quote di grandezza quote di posizione quote di accoppiamento disposizione: sistemi di quotatura in serie in parallelo combinata
QUOTATURA PARTE 2 Prof. Caterina Rizzi CLASSIFICAZIONE punto di vista geometrico quote di grandezza quote di posizione quote di accoppiamento disposizione: sistemi di quotatura in serie in parallelo combinata
Trasformazioni nello spazio Grafica 3d
 Trasformazioni nello spazio Grafica 3d Giancarlo RINALDO rinaldo@dipmat.unime.it Dipartimento di Matematica Università di Messina Trasformazioni nello spaziografica 3d p. 1 Introduzione In questa lezione
Trasformazioni nello spazio Grafica 3d Giancarlo RINALDO rinaldo@dipmat.unime.it Dipartimento di Matematica Università di Messina Trasformazioni nello spaziografica 3d p. 1 Introduzione In questa lezione
QUOTATURA. Introduzione
 QUOTATURA 182 Introduzione Per quotatura si intende l insieme delle norme che permettono l indicazione esplicita delle dimensioni(lineari ed angolari) dell oggetto rappresentato. Poiché a ciascun disegno
QUOTATURA 182 Introduzione Per quotatura si intende l insieme delle norme che permettono l indicazione esplicita delle dimensioni(lineari ed angolari) dell oggetto rappresentato. Poiché a ciascun disegno
CNC PILOT 4290 Asse B e Y
 Manuale utente CNC PILOT 4290 Asse B e Y Software NC 625 952-xx Italiano (it) 8/2010 CNC PILOT 4290 Asse B e Y CNC PILOT 4290 Asse B e Y Questo manuale descrive le funzioni disponibili nel CNC PILOT 4290
Manuale utente CNC PILOT 4290 Asse B e Y Software NC 625 952-xx Italiano (it) 8/2010 CNC PILOT 4290 Asse B e Y CNC PILOT 4290 Asse B e Y Questo manuale descrive le funzioni disponibili nel CNC PILOT 4290
IL CALIBRO A CORSOIO
 di Tecnologia Meccanica IL CALIBRO A CORSOIO A cura dei proff. Morotti Giovanni e Santoriello Sergio IL CALIBRO A CORSOIO Il calibro a corsoio è lo strumento di misura lineare più impiegato in officina.
di Tecnologia Meccanica IL CALIBRO A CORSOIO A cura dei proff. Morotti Giovanni e Santoriello Sergio IL CALIBRO A CORSOIO Il calibro a corsoio è lo strumento di misura lineare più impiegato in officina.
MODUS. Centro di Lavoro a 3 assi controllati con rotazione tavolo porta profili -90, 0, +90 per la lavorazione su 3 facce del profilo.
 MODUS Centro di Lavoro a 3 assi controllati con rotazione tavolo porta profili -90, 0, +9 per la lavorazione su 3 facce del profilo. CARATTERISTICHE TECNICHE: Carenatura perimetrale con apertura portellone
MODUS Centro di Lavoro a 3 assi controllati con rotazione tavolo porta profili -90, 0, +9 per la lavorazione su 3 facce del profilo. CARATTERISTICHE TECNICHE: Carenatura perimetrale con apertura portellone
SymCAD/C.A.T.S. modulo Canali Schema
 SymCAD/C.A.T.S. modulo Canali Schema Il modulo Ventilazione Standard permette di effettuare la progettazione integrata (disegno e calcoli) in AutoCAD di reti di canali aria (mandata e ripresa). Il disegno
SymCAD/C.A.T.S. modulo Canali Schema Il modulo Ventilazione Standard permette di effettuare la progettazione integrata (disegno e calcoli) in AutoCAD di reti di canali aria (mandata e ripresa). Il disegno
LA REALIZZAZIONE DI UN PROGETTO
 LA REALIZZAZIONE DI UN PROGETTO Nuovo prodotto Progettazione Programmazione CICLO Operazione Descrizione nnonnononoonono noninininiluludodo Produzione ITI San Zeno (Vr) 1 CICLO 1 Il ciclo nel processo
LA REALIZZAZIONE DI UN PROGETTO Nuovo prodotto Progettazione Programmazione CICLO Operazione Descrizione nnonnononoonono noninininiluludodo Produzione ITI San Zeno (Vr) 1 CICLO 1 Il ciclo nel processo
Il ciclo di lavorazione
 INTRODUZIONE AI CICLI DI LAVORAZIONE Rif. Bibliografico: Giusti-Santochi TECNOLOGIA MECCANICA e studi di fabbricazione Capitolo 9 1 Il ciclo di lavorazione DEFINIZIONE: Si dice CICLO DI LAVORAZIONE tutto
INTRODUZIONE AI CICLI DI LAVORAZIONE Rif. Bibliografico: Giusti-Santochi TECNOLOGIA MECCANICA e studi di fabbricazione Capitolo 9 1 Il ciclo di lavorazione DEFINIZIONE: Si dice CICLO DI LAVORAZIONE tutto
1 A DISEGNO PROGETTAZIONE ORGANIZZAZIONE INDUSTRIALE. T n. =C, con C = 366 ed n = 0.25, Motore
 Disegno, Progettazione ed rganizzazione Industriale esame 03 DISEGN PRGETTZINE RGNIZZZINE INDUSTRILE Sessione ordinaria 03 L albero di trasmissione rappresentato in figura trasmette una potenza P = 5 kw
Disegno, Progettazione ed rganizzazione Industriale esame 03 DISEGN PRGETTZINE RGNIZZZINE INDUSTRILE Sessione ordinaria 03 L albero di trasmissione rappresentato in figura trasmette una potenza P = 5 kw
Minicorso Regole di Disegno Meccanico
 Parte 3 Minicorso Regole di Disegno Meccanico di Andrea Saviano Tolleranze dimensionali di lavorazione Accoppiamenti mobili, stabili e incerti Giochi e interferenze Posizione della zona di tolleranza e
Parte 3 Minicorso Regole di Disegno Meccanico di Andrea Saviano Tolleranze dimensionali di lavorazione Accoppiamenti mobili, stabili e incerti Giochi e interferenze Posizione della zona di tolleranza e
L EQUILIBRIO UNIVERSALE dalla meccanica celeste alla fisica nucleare
 L EQUILIBRIO UNIVERSALE dalla meccanica celeste alla fisica nucleare Cap.4 giroscopio, magnetismo e forza di Lorentz teoria del giroscopio Abbiamo finora preso in considerazione le condizionidi equilibrio
L EQUILIBRIO UNIVERSALE dalla meccanica celeste alla fisica nucleare Cap.4 giroscopio, magnetismo e forza di Lorentz teoria del giroscopio Abbiamo finora preso in considerazione le condizionidi equilibrio
Usando il pendolo reversibile di Kater
 Usando il pendolo reversibile di Kater Scopo dell esperienza è la misurazione dell accelerazione di gravità g attraverso il periodo di oscillazione di un pendolo reversibile L accelerazione di gravità
Usando il pendolo reversibile di Kater Scopo dell esperienza è la misurazione dell accelerazione di gravità g attraverso il periodo di oscillazione di un pendolo reversibile L accelerazione di gravità
Fondamenti per la Programmazione delle Macchine a Controllo Numerico
 Fondamenti per la Programmazione delle Macchine a Controllo Numerico Sistemi di Coordinate I sistemi di coordinate, permettono al programmatore di definire i punti caratteristici del profilo da lavorare.
Fondamenti per la Programmazione delle Macchine a Controllo Numerico Sistemi di Coordinate I sistemi di coordinate, permettono al programmatore di definire i punti caratteristici del profilo da lavorare.
Proiezioni Grafica 3d
 Proiezioni Grafica 3d Giancarlo RINALDO rinaldo@dipmat.unime.it Dipartimento di Matematica Università di Messina ProiezioniGrafica 3d p. 1 Introduzione Il processo di visualizzazione in 3D è intrinsecamente
Proiezioni Grafica 3d Giancarlo RINALDO rinaldo@dipmat.unime.it Dipartimento di Matematica Università di Messina ProiezioniGrafica 3d p. 1 Introduzione Il processo di visualizzazione in 3D è intrinsecamente
S.T.I. Servizi Tecnici Industriali srl Prato 17/10/10. Gestione utensili completa con cnc Fanuc
 S.T.I. Servizi Tecnici Industriali srl Prato 17/10/10 Gestione utensili completa con cnc Fanuc Rev. 1.0.0 *** Lo scopo di questa applicazione, sviluppata su di una fresatrice Fagima modello Dominus equipaggiata
S.T.I. Servizi Tecnici Industriali srl Prato 17/10/10 Gestione utensili completa con cnc Fanuc Rev. 1.0.0 *** Lo scopo di questa applicazione, sviluppata su di una fresatrice Fagima modello Dominus equipaggiata
ESECUZIONE DELLE FILETTATURE
 asdf ESECUZIONE DELLE FILETTATURE 14 January 2012 Il seguente articolo si propone di realizzare un excursus dei principali metodi di esecuzione di una filettatura. Ci soffermeremo maggiormente su alcuni
asdf ESECUZIONE DELLE FILETTATURE 14 January 2012 Il seguente articolo si propone di realizzare un excursus dei principali metodi di esecuzione di una filettatura. Ci soffermeremo maggiormente su alcuni
Gli oggetti 3D di base
 Gli oggetti 3D di base 04 Attraverso gli oggetti 3D di base, AutoCAD dispiega la sua capacità di modellazione per volumi e per superfici per quei modelli che si possono pensare come composizioni di oggetti
Gli oggetti 3D di base 04 Attraverso gli oggetti 3D di base, AutoCAD dispiega la sua capacità di modellazione per volumi e per superfici per quei modelli che si possono pensare come composizioni di oggetti
MATERIA: LABORATORIO DI MECCANICA
 UF1 - PRODURRE ALLA FRESATRICE Norme del disegno tecnico. Tolleranze di lavorazione. Lettura degli strumenti di misura e di controllo Conoscenza degli utensili per fresare Calcolo dei parametri di taglio.
UF1 - PRODURRE ALLA FRESATRICE Norme del disegno tecnico. Tolleranze di lavorazione. Lettura degli strumenti di misura e di controllo Conoscenza degli utensili per fresare Calcolo dei parametri di taglio.
Il ciclo di lavorazione
 Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
Il ciclo di lavorazione Analisi critica del disegno di progetto Riprogettazione del componente (ove necessario) Determinazione dei processi tecnologici e scelta delle macchine utensili Stesura del ciclo
CNC 8055 TC. Manuale di autoapprendimento REF. 1010 SOFT: V01.0X
 CNC 8055 TC Manuale di autoapprendimento REF. 1010 SOFT: V01.0X Tutti i diritti sono riservati. La presente documentazione, interamente o in parte, non può essere riprodotta, trasmessa, trascritta, memorizzata
CNC 8055 TC Manuale di autoapprendimento REF. 1010 SOFT: V01.0X Tutti i diritti sono riservati. La presente documentazione, interamente o in parte, non può essere riprodotta, trasmessa, trascritta, memorizzata
Informazioni tecniche. QWD Macchine per la fabbricazione e la manutenzione degli utensili in PCD con processo di elettroerosione a filo
 Informazioni tecniche QWD Macchine per la fabbricazione e la manutenzione degli utensili in PCD con processo di elettroerosione a filo QWD 750/760 Una concezione versatile di macchina per le più elevate
Informazioni tecniche QWD Macchine per la fabbricazione e la manutenzione degli utensili in PCD con processo di elettroerosione a filo QWD 750/760 Una concezione versatile di macchina per le più elevate
LIVELLO STUDENT S1. S2. S3. S4. S5. S6.
 LIVELLO STUDENT S1. (5 punti ) La figura mostra due quadrati uguali che hanno in comune esattamente un vertice. È possibile precisare la misura dell'angolo ABC? S2. (7 punti ) Negli usuali fogli (rettangolari)
LIVELLO STUDENT S1. (5 punti ) La figura mostra due quadrati uguali che hanno in comune esattamente un vertice. È possibile precisare la misura dell'angolo ABC? S2. (7 punti ) Negli usuali fogli (rettangolari)
La spirale iperbolica: Fu descritta per la prima volta da Pierre Varignon (1654-1722). L equazione, espressa in coordinate polari, è del tipo:
. L equazione, espressa in coordinate polari, è del tipo:") Esistono delle forme geometriche che sono in grado, per complessi fattori psicologici non del tutto chiariti, di comunicarci un senso d equilibrio, di gradimento e di benessere. Tra queste analizzeremo
Esistono delle forme geometriche che sono in grado, per complessi fattori psicologici non del tutto chiariti, di comunicarci un senso d equilibrio, di gradimento e di benessere. Tra queste analizzeremo
MF1500BB/6P. Macchina a 8 assi ad alta tecnologia per la foratura di circuiti di raffreddamento complessi in stampi di grandi dimensioni.
 ITALIAN TECHNOLOGY MF1500BB/6P Macchina a 8 assi ad alta tecnologia per la foratura di circuiti di raffreddamento complessi in stampi di grandi dimensioni. Ingombro massimo del pezzo in rotazione (diametro)
ITALIAN TECHNOLOGY MF1500BB/6P Macchina a 8 assi ad alta tecnologia per la foratura di circuiti di raffreddamento complessi in stampi di grandi dimensioni. Ingombro massimo del pezzo in rotazione (diametro)
TORNI PARALLELI PESANTI mod. 1A670, 1A670-12,5
 TORNI PARALLELI PESANTI mod. 1A670, 1A670-12,5 M.I.R.M.U. - Via Baldinucci, 40 20158 Milano - Tel 02.39320593 Fax 02.39322954 info @mirmu.it 1 Le macchine sono destinate ad eseguire le operazioni di sgrossatura
TORNI PARALLELI PESANTI mod. 1A670, 1A670-12,5 M.I.R.M.U. - Via Baldinucci, 40 20158 Milano - Tel 02.39320593 Fax 02.39322954 info @mirmu.it 1 Le macchine sono destinate ad eseguire le operazioni di sgrossatura
Appunti sulla Macchina di Turing. Macchina di Turing
 Macchina di Turing Una macchina di Turing è costituita dai seguenti elementi (vedi fig. 1): a) una unità di memoria, detta memoria esterna, consistente in un nastro illimitato in entrambi i sensi e suddiviso
Macchina di Turing Una macchina di Turing è costituita dai seguenti elementi (vedi fig. 1): a) una unità di memoria, detta memoria esterna, consistente in un nastro illimitato in entrambi i sensi e suddiviso
CNC S4000 CNC S3000 FUNZIONI DI PROGRAMMAZIONE
 CNC S4000 CNC S3000 FUNZINI DI PRGRAMMAZINE PRNTUARI FUNZINI G Le funzioni di programmazione elencate nelle pagine seguenti sono disponibili sui modelli di Controllo Numerico segnalati con il simbolo
CNC S4000 CNC S3000 FUNZINI DI PRGRAMMAZINE PRNTUARI FUNZINI G Le funzioni di programmazione elencate nelle pagine seguenti sono disponibili sui modelli di Controllo Numerico segnalati con il simbolo
www.atoolsoftware.it
 www.atoolsoftware.it import / export dxf import ascii import macchine (configurazione attrezzaggio) Aspan è un programma che tramite il suo CAD/CAM interno permette di realizzare in modo semplice ed immediato
www.atoolsoftware.it import / export dxf import ascii import macchine (configurazione attrezzaggio) Aspan è un programma che tramite il suo CAD/CAM interno permette di realizzare in modo semplice ed immediato
LE FUNZIONI A DUE VARIABILI
 Capitolo I LE FUNZIONI A DUE VARIABILI In questo primo capitolo introduciamo alcune definizioni di base delle funzioni reali a due variabili reali. Nel seguito R denoterà l insieme dei numeri reali mentre
Capitolo I LE FUNZIONI A DUE VARIABILI In questo primo capitolo introduciamo alcune definizioni di base delle funzioni reali a due variabili reali. Nel seguito R denoterà l insieme dei numeri reali mentre
2.2.4 Distanze di sicurezza UNI EN ISO 13857:2008, UNI EN 349:1994
 2.2.4 Distanze di sicurezza UNI EN ISO 13857:2008, UNI EN 349:1994 2.2.4.1 Descrizione L uso delle distanze di sicurezza rappresenta un modo per garantire l integrità fisica dei lavoratori in presenza
2.2.4 Distanze di sicurezza UNI EN ISO 13857:2008, UNI EN 349:1994 2.2.4.1 Descrizione L uso delle distanze di sicurezza rappresenta un modo per garantire l integrità fisica dei lavoratori in presenza
MICROFORATRICE CNC MODELLO CR611 CR1015 CR8000 CON CAMBIO ELETTRODI AUTOMATICO
 MICROFORATRICE CNC MODELLO CR611 CR1015 CR8000 CON CAMBIO ELETTRODI AUTOMATICO DESCRIZIONE TECNICA DATI TECNICI DATO CR611 CR1015 CR8000 CORSA UTILE ASSE X 550 mm 950 mm 1250 mm CORSA ASSE Y 300 mm 500
MICROFORATRICE CNC MODELLO CR611 CR1015 CR8000 CON CAMBIO ELETTRODI AUTOMATICO DESCRIZIONE TECNICA DATI TECNICI DATO CR611 CR1015 CR8000 CORSA UTILE ASSE X 550 mm 950 mm 1250 mm CORSA ASSE Y 300 mm 500
FANUC series 0-21MC (fresa) FANUC series 0-21TC (tornio)
 FANUC series 0-21TC (tornio)") Programmazione di macchine a C.N.C. FANUC series 0-21MC (fresa) FANUC series 0-21TC (tornio) Prof. Ing. Giovanni Bottaini Bibliografia: Manuale di Programmazione macchine utensili C.N.C. Tornitura R.Manzoni
Programmazione di macchine a C.N.C. FANUC series 0-21MC (fresa) FANUC series 0-21TC (tornio) Prof. Ing. Giovanni Bottaini Bibliografia: Manuale di Programmazione macchine utensili C.N.C. Tornitura R.Manzoni
GEOGEBRA I OGGETTI GEOMETRICI
 GEOGEBRA I OGGETTI GEOMETRICI PROPRIETA : Finestra Proprietà (tasto destro mouse sull oggetto) Fondamentali: permette di assegnare o cambiare NOME, VALORE, di mostrare nascondere l oggetto, di mostrare
GEOGEBRA I OGGETTI GEOMETRICI PROPRIETA : Finestra Proprietà (tasto destro mouse sull oggetto) Fondamentali: permette di assegnare o cambiare NOME, VALORE, di mostrare nascondere l oggetto, di mostrare
UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria sede di Vicenza A.A. 2007/08
 UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria sede di Vicenza Corso di Disegno Tecnico Industriale per il Corso di Laurea triennale in Ingegneria Meccanica e in Ingegneria Meccatronica Tolleranze
UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria sede di Vicenza Corso di Disegno Tecnico Industriale per il Corso di Laurea triennale in Ingegneria Meccanica e in Ingegneria Meccatronica Tolleranze
Software per centro di lavorazione
 Scheda tecnica H-2000-2295-13-B Software per centro di lavorazione - caratteristiche del software NOVITÀ ORA DISPONIBILI Software base EasyProbe Presetting utensili senza contatto Pacchetti software per
Scheda tecnica H-2000-2295-13-B Software per centro di lavorazione - caratteristiche del software NOVITÀ ORA DISPONIBILI Software base EasyProbe Presetting utensili senza contatto Pacchetti software per
Progettazione del robot
 Progettazione del robot MINDSTORMS EV3 Anche quest anno abbiamo deciso di usare unmattoncinolegomindstormsev3.sitratta di un evoluzione dellaversione precedentenxt2.0, migliorata sotto diversi aspetti.
Progettazione del robot MINDSTORMS EV3 Anche quest anno abbiamo deciso di usare unmattoncinolegomindstormsev3.sitratta di un evoluzione dellaversione precedentenxt2.0, migliorata sotto diversi aspetti.
[ significa: Design to Cost. EMCOMILL E1200 E900 E600 E350. Centri di lavoro verticali CNC a 3 assi per la lavorazione di lotti piccoli e medi
 [ E[M]CONOMY] significa: Design to Cost. EMCOMILL E200 E900 E600 E350 Centri di lavoro verticali CNC a 3 assi per la lavorazione di lotti piccoli e medi EMCOMILL E200 Test di collaudo UNI ISO 079-7 Distributore
[ E[M]CONOMY] significa: Design to Cost. EMCOMILL E200 E900 E600 E350 Centri di lavoro verticali CNC a 3 assi per la lavorazione di lotti piccoli e medi EMCOMILL E200 Test di collaudo UNI ISO 079-7 Distributore
Circuiti pneumatici. Prof. Luciano Scattolini
 Circuiti pneumatici Circuiti pneumatici È un insieme di attuatori pneumatici comandati da valvole Lo scopo consiste nel trasformare energia pneumatica in energia meccanica Comando di cilindro a semplice
Circuiti pneumatici Circuiti pneumatici È un insieme di attuatori pneumatici comandati da valvole Lo scopo consiste nel trasformare energia pneumatica in energia meccanica Comando di cilindro a semplice
TORNIO PARALLELO. Esercitazioni Pratiche di Tecnologia Meccanica. I. S. S. Serafino Riva Sarnico (BG)
") di Tecnologia Meccanica TORNIO PARALLELO A cura dei proff. Morotti Giovanni e Santoriello Sergio Tornio parallelo In questa trattazione ci occuperemo diffusamente del tornio parallelo, cioè del tipo di
di Tecnologia Meccanica TORNIO PARALLELO A cura dei proff. Morotti Giovanni e Santoriello Sergio Tornio parallelo In questa trattazione ci occuperemo diffusamente del tornio parallelo, cioè del tipo di
CENTRO DI LAVORO EC43 a 5 assi
 Meccaniche Arrigo Pecchioli Via di Scandicci 221-50143 Firenze (Italy) - Tel. (+39) 055 70 07 1 - Fax (+39) 055 700 623 e-mail: pear@pear.it - www.pear.it Altri file a disposizione per informazioni complementari
Meccaniche Arrigo Pecchioli Via di Scandicci 221-50143 Firenze (Italy) - Tel. (+39) 055 70 07 1 - Fax (+39) 055 700 623 e-mail: pear@pear.it - www.pear.it Altri file a disposizione per informazioni complementari
Permettono di marcare in macchina con notevole risparmio di tempo e con questi vantaggi:
 APPARECCHI DI MARCATURA DA APPLICARE A MACCHINE UTENSILI CNC Permettono di marcare in macchina con notevole risparmio di tempo e con questi vantaggi: - AUTOMAZIONE DEL PROCESSO DI MARCATURA - SICUREZZA
APPARECCHI DI MARCATURA DA APPLICARE A MACCHINE UTENSILI CNC Permettono di marcare in macchina con notevole risparmio di tempo e con questi vantaggi: - AUTOMAZIONE DEL PROCESSO DI MARCATURA - SICUREZZA
RUOTE DENTATE. Introduzione
 RUOTE DENTATE 362 Introduzione Le ruote dentate costituiscono un sistema affidabile per la trasmissione del moto tra assi paralleli, incidenti e sghembi. La trasmissione avviene per spinta dei denti della
RUOTE DENTATE 362 Introduzione Le ruote dentate costituiscono un sistema affidabile per la trasmissione del moto tra assi paralleli, incidenti e sghembi. La trasmissione avviene per spinta dei denti della
MOMENTI DI INERZIA. m i. i=1
 MOMENTI DI INEZIA Massa Ad ogni punto materiale si associa uno scalare positivo m che rappresenta la quantità di materia di cui è costituito il punto. m, la massa, è costante nel tempo. Dato un sistema
MOMENTI DI INEZIA Massa Ad ogni punto materiale si associa uno scalare positivo m che rappresenta la quantità di materia di cui è costituito il punto. m, la massa, è costante nel tempo. Dato un sistema
Il linguaggio G-code RS274 Manuale di Programmazione
 Il linguaggio G-code RS274 Manuale di Programmazione SOMMARIO 1 INTRODUZIONE...4 1.1 Premessa... 4 1.2 Il linguaggio RS274/NGC.... 4 2 CENNI GENERALI SUI CENTRI DI LAVORO...4 2.1 Principali componenti
Il linguaggio G-code RS274 Manuale di Programmazione SOMMARIO 1 INTRODUZIONE...4 1.1 Premessa... 4 1.2 Il linguaggio RS274/NGC.... 4 2 CENNI GENERALI SUI CENTRI DI LAVORO...4 2.1 Principali componenti
ALLEGATO II Dispositivi di attacco
 ALLEGATO II Dispositivi di attacco. : il testo compreso fra i precedenti simboli si riferisce all aggiornamento di Maggio 2011 Nel presente allegato sono riportate le possibili conformazioni dei dispositivi
ALLEGATO II Dispositivi di attacco. : il testo compreso fra i precedenti simboli si riferisce all aggiornamento di Maggio 2011 Nel presente allegato sono riportate le possibili conformazioni dei dispositivi
FRESATRICI CLASSIFICAZIONE DELLE FRESATRICI
 FRESATRC CLASSFCAZONE DELLE FRESATRC Le fresatrici si distinguono principalmente per la disposizione dell albero portafresa e per le possibilità di movimento della tavola portapezzo. Si classificano in
FRESATRC CLASSFCAZONE DELLE FRESATRC Le fresatrici si distinguono principalmente per la disposizione dell albero portafresa e per le possibilità di movimento della tavola portapezzo. Si classificano in
AutoCAD 3D. Lavorare nello spazio 3D
 AutoCAD 3D Lavorare nello spazio 3D Differenze tra 2D e 3 D La modalità 3D include una direzione in più: la profondità (oltre l altezza e la larghezza) Diversi modi di osservazione Maggiore concentrazione
AutoCAD 3D Lavorare nello spazio 3D Differenze tra 2D e 3 D La modalità 3D include una direzione in più: la profondità (oltre l altezza e la larghezza) Diversi modi di osservazione Maggiore concentrazione
Università degli Studi di Pavia Insegnamento di Tecnologia Meccanica Anno accademico 2008-09
 Università degli Studi di Pavia Insegnamento di Tecnologia Meccanica Anno accademico 2008-09 MODIFICA REGOLE PROGETTO CAUSA NEVE Volevo scusarmi per la mia assenza ma la neve mi ha impedito di raggiungere
Università degli Studi di Pavia Insegnamento di Tecnologia Meccanica Anno accademico 2008-09 MODIFICA REGOLE PROGETTO CAUSA NEVE Volevo scusarmi per la mia assenza ma la neve mi ha impedito di raggiungere
Tutorial 3DRoom. 3DRoom
 Il presente paragrafo tratta il rilievo di interni ed esterni eseguito con. L utilizzo del software è molto semplice ed immediato. Dopo aver fatto uno schizzo del vano si passa all inserimento delle diagonali
Il presente paragrafo tratta il rilievo di interni ed esterni eseguito con. L utilizzo del software è molto semplice ed immediato. Dopo aver fatto uno schizzo del vano si passa all inserimento delle diagonali
CONFRONTO TRA METODO DI LAVORO ALLE:
 CONFRONTO TRA METODO DI LAVORO ALLE: Macchine utensili tradizionali Con i sistemi tradizionali il disegno del pezzo è una memoria con tutte le informazioni, ma la macchina utensile non è in grado di interpretare
CONFRONTO TRA METODO DI LAVORO ALLE: Macchine utensili tradizionali Con i sistemi tradizionali il disegno del pezzo è una memoria con tutte le informazioni, ma la macchina utensile non è in grado di interpretare
LAVORAZIONI AL TORNIO PARALLELO
 LAVORAZIONI AL TORNIO PARALLELO SGROSSATURA Passate grandi: 0,5 10 mm Avanzamenti grandi: 0,1 0,6 mm/giro Sovrametallo da lasciare per la finitura: 0,2 0,5 mm Utensile in acciaio super rapido HSS UNI 4247
LAVORAZIONI AL TORNIO PARALLELO SGROSSATURA Passate grandi: 0,5 10 mm Avanzamenti grandi: 0,1 0,6 mm/giro Sovrametallo da lasciare per la finitura: 0,2 0,5 mm Utensile in acciaio super rapido HSS UNI 4247
COSTRUIAMO UN AEROMODELLO 3D 4
 COSTRUIAMO UN AEROMODELLO 3D 4 Con i comandi che abbiamo visto fina ad ora dovreste essere in grado di costruire da soli le ali del modello (ovviamente fatene una sola e poi specchiatela), basta trasformare
COSTRUIAMO UN AEROMODELLO 3D 4 Con i comandi che abbiamo visto fina ad ora dovreste essere in grado di costruire da soli le ali del modello (ovviamente fatene una sola e poi specchiatela), basta trasformare
PROGRAMMAZIONE DELLE MACCHINE CNC
 PROGRAMMAZIONE DELLE MACCHINE CNC La programmazione di una lavorazione su macchina utensile a CN consiste nel trasferire le informazioni ricavate dal disegno del pezzo in una sequenza di informazioni di
PROGRAMMAZIONE DELLE MACCHINE CNC La programmazione di una lavorazione su macchina utensile a CN consiste nel trasferire le informazioni ricavate dal disegno del pezzo in una sequenza di informazioni di
Centro di lavoro verticale IDRA MV 1050
 Centro di lavoro verticale IDRA MV 1050 l modello IDRA MV 1050 è stato progettato in modo specifico per esaltare caratteristiche meccaniche, flessibilità e basso costo, per quei produttori il cui obiettivo
Centro di lavoro verticale IDRA MV 1050 l modello IDRA MV 1050 è stato progettato in modo specifico per esaltare caratteristiche meccaniche, flessibilità e basso costo, per quei produttori il cui obiettivo
c:: .~ ~ GILDEMEISTER ITALIANA GLD 20 GLD 25
 o c::.~ ~ GILDEMEISTER ITALIANA GLD 20 GLD 25 L'investimento con la più alta redditività nel settore dei torni automatici. I GLD sono torni automatici a fantina mobile, previsti per il modulare, che può
o c::.~ ~ GILDEMEISTER ITALIANA GLD 20 GLD 25 L'investimento con la più alta redditività nel settore dei torni automatici. I GLD sono torni automatici a fantina mobile, previsti per il modulare, che può