PROGRAMMAZIONE EIA/ISO Macchine Utensili CNC
|
|
|
- Gustavo Spinelli
- 8 anni fa
- Visualizzazioni
Transcript
1 PROGRAMMAZIONE EIA/ISO Macchine Utensili CNC A cura di Massimo Reboldi Versione 2.0 7/1/14

2 La programmazione EIA/ISO! Introduzione! Assi e Riferimenti! Linguaggio di programmazione! Grammatica;! Lessico;! Funzioni N, G, M, T; 2

3 Introduzione! Le MU a CNC sono programmabili;! Il programma contiene tutte le informazioni necessarie alla lavorazione:! Geometriche (il percorso dell utensile, il percorso della tavola, la localizzazione dei fori, );! Tecnologiche (avanzamenti, velocità rotazione mandrino, senso di rotazione );! Il programma è letto, interpretato ed eseguito dall Unità di Governo (dal PC) 3
;! Tecnologiche (avanzamenti, velocità rotazione mandrino, senso di rotazione );!")
4 Introduzione! Il linguaggio di programmazione costituisce lo standard internazionale per la programmazione di ogni CNC;! La struttura è rimasta inalterata col passare degli anni;! Tale linguaggio è definito EIA/ISO:! EIA Electronic Industries Association! ISO International Standardiziation Organization 4

5 Introduzione! Il linguaggio EIA/ISO consente la gestione di tutte le funzioni della MU e il calcolo delle traiettorie elementari;! Ogni costruttore di controlli numerici ha poi sviluppato parallelamente un linguaggio dedicato, ma su ogni MU CNC è possibile la programmazione EIA/ISO;! Queste informazione vengono poi trasferite al PLC, che le tramuta in comandi per i servomotori della macchina; 5

6 Assi e riferimenti 6
7 Assi e riferimenti! Sistemi di coordinate! Assi di traslazione e di rotazione;! Riferimenti:! Zero macchina;! Zero di riferimento;! Zero pezzo;! Zero utensile;! Zero innesto 7

8 Sistemi di coordinate fresatrice tornio 8

9 Assi di rotazione 9

10 Assi di traslazione 10

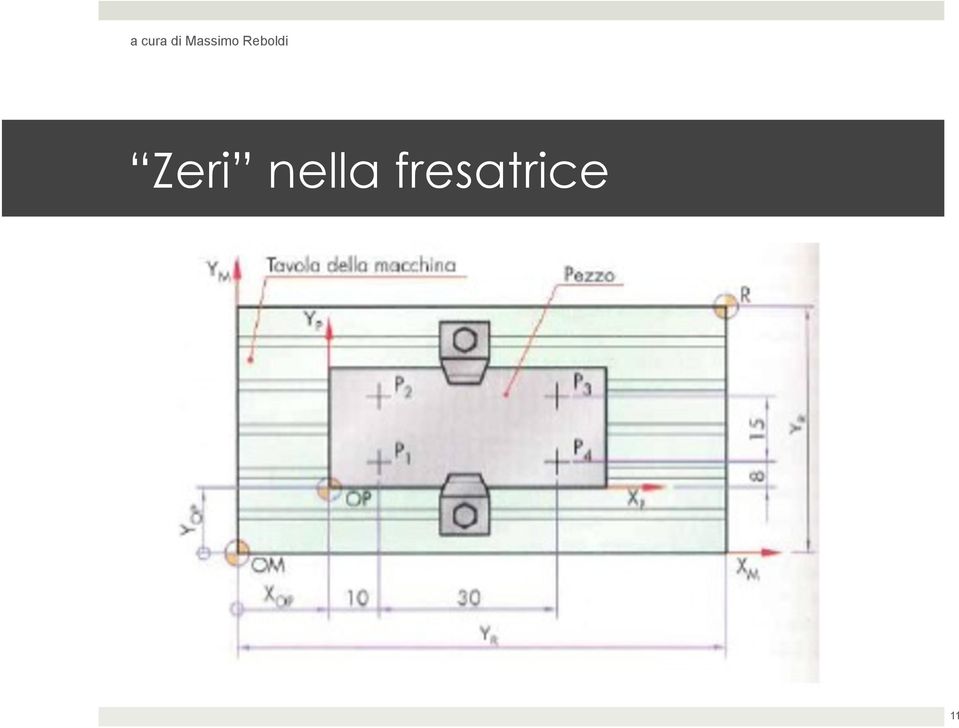
11 Zeri nella fresatrice 11
12 Zeri nel tornio 12
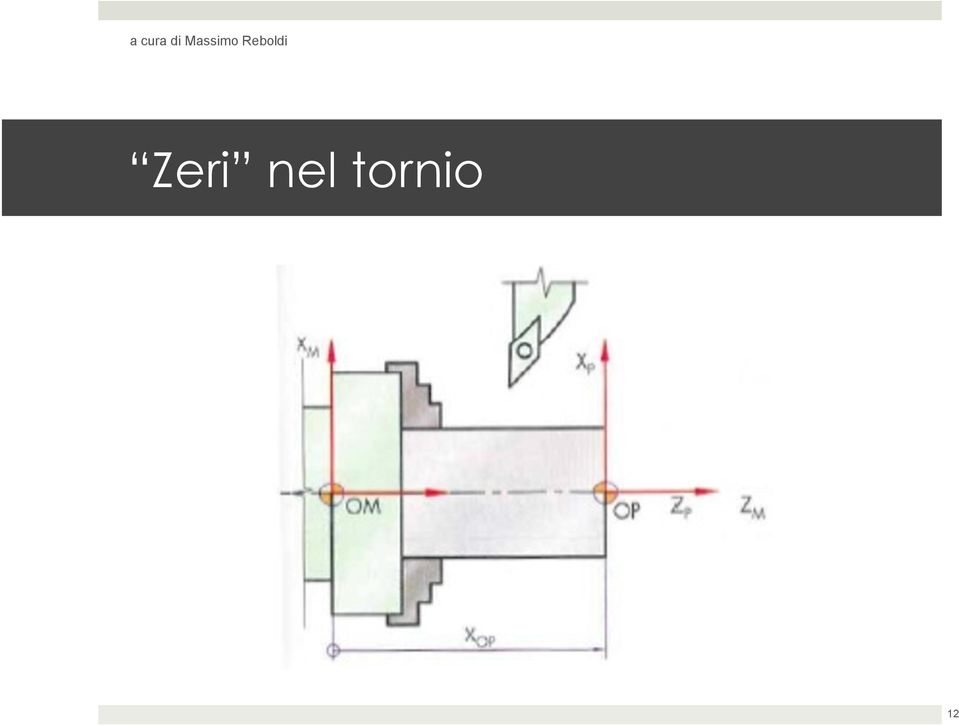
13 Zeri nel tornio 13

14 Punto di Riferimento! Punto fisso su una macchina utensile al quale si può facilmente muovere l utensile tramite la funzione di ritorno a tale punto. Solitamente in questo punto si esegue il cambio utensile 14

15 Zero Macchina M E scelta dal costruttore e non è modificabile; 15

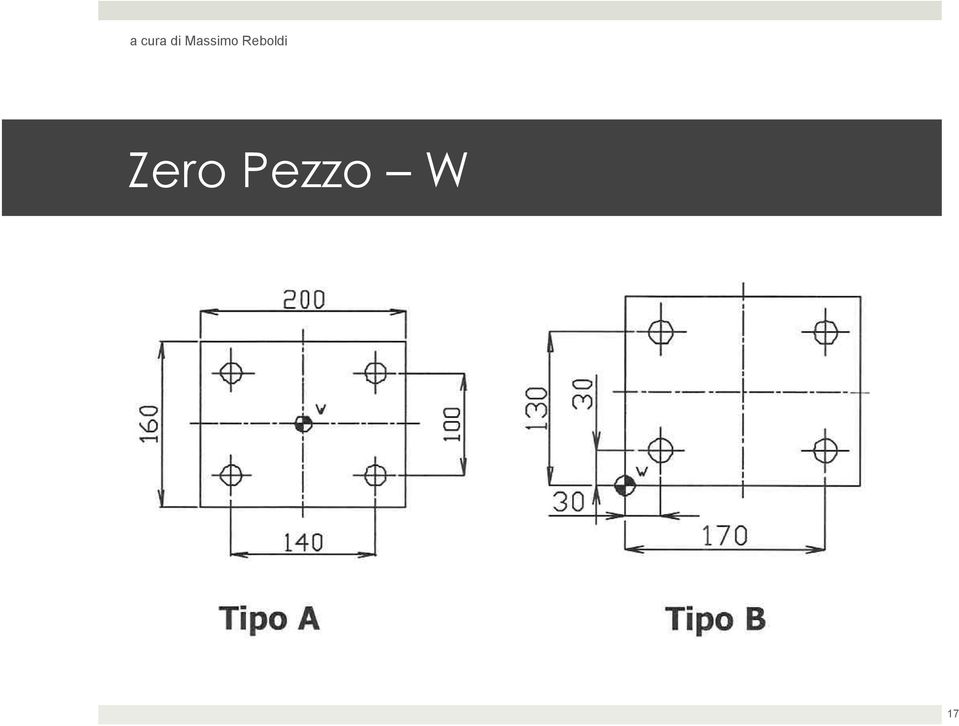
16 Zero Pezzo W! È un punto scelto dal programmatore;! Stabilisce l origine da cui far muovere l utensile;! È in funzione della quotatura del disegno;! Permette di programmare in maniera semplice; 16

17 Zero Pezzo W 17
18 Zero Macchina e Zero Pezzo! Il programmatore fornisce la distanza relativa tra i due zeri (zero pezzo rispetto zero macchina);! La programmazione è riferita allo zero pezzo; 18
;!")
19 Zero Utensile E 19
20 Simboli 20

21 Linguaggio di programmazione Grammatica Lessico 21
22 Grammatica! La GRAMMATICA è l insieme delle regole che permettono di rendere eseguibile una lavorazione elementare;! La programmazione EIA/ISO è di tipo alfanumerico (numeri e lettere);! Il programma di lavorazione composto da più operazioni sequenziali;! Ogni operazione viene scritta su una riga, chiamata blocco;! Il blocco è come una frase; 22
23 Grammatica! Ogni operazione è composta da più blocchi definiti dalla lettera N, a loro volta costituiti da insiemi di parole. Un blocco definisce in modo completo un ordine che la macchina utensile deve eseguire prima di passare al blocco successivo; 23
24 Grammatica! Ogni parola è un istruzione;! Ogni parola di un blocco è formata da un carattere alfabetico detto indirizzo e da un numero che indica un valore o un codice di funzione N3 G2 X10 Y45 Z-2 I15 K20 F200 S500 24
25 Grammatica Esempio di Blocco: N10 G1 X25 Y50 Z-5 F350 S2000 T19 M06 Numero di blocco Informazioni geometriche Informazioni tecnologiche 25
26 Lessico! Insieme dei vocaboli del linguaggio che comandano e controllano attraverso il CNC, la macchina utensile.! A seconda degli indirizzi, si divide in:! Movimento A, B, C, U, V, W, X, Y, Z! Funzioni macchina F, G, M, N, S, T 26
27 Lessico! A seconda delle modalità di attivazione si dividono in:! Modali rimangono attive finché non vengono sostituite da un altra funzione corrispondente;! Temporanee rimangono attive solo nel rispettivo blocco 27
28 FUNZIONI N-G-T-M 28
29 Funzione N! Identifica un blocco;! È in ordine crescente;! È in ordine progressivo; N15 G1 X10 Y10 Z-3 N20 G1 X30 N35 N40 N45! È consigliabile non incrementare di una sola unità in quanto renderebbe complicato inserire nuovi blocchi; 29
30 Funzioni G! Sono funzioni preparatorie perché dispongono il modo di esecuzione (della lavorazione) delle istruzioni successive;! Definiscono gli 0 pezzo W ;! Definiscono le tipologie di movimento degli utensili;! Definiscono le macro;! ; 30
31 G54 O pezzo W! G54 valori da inserire per cambiare le origini di lavorazione! X( );! Y ( );! Z ( ); 31
32 G90 e G91 Coordinate assolute e incrementali! G90 coordinate assolute Il posizionamento è eseguita facendo riferimento ogni volta al punto di origine assoluta individuato dall operatore (Zero Pezzo W) 32
33 G90 e G91 Coordinate assolute e incrementali! G91 coordinate relative Il posizionamento è eseguito facendo riferimento alla coordinata precedente. 33
34 G90 e G91 Coordinate assolute e incrementali! In tornitura:! Quote assolute DIAMTERALI! Quote incrementali RADIALI 34
35 G0 posizionamento in rapido! Il posizionamento in rapido è il movimento che l utensile deve compiere dalla posizione in cui si trova a quella opportuna per iniziare la lavorazione;! Il moto avviene in rapido (velocemente senza tener conto degli avanzamenti e velocità impostate dall operatore);! Occorre indicare le coordinate del punto finale; 35
36 G0 - posizionamento Esempio: N50 G0 X30 Z3 36
37 G1 interpolazione lineare! Il moto avviene in velocità di lavorazione, impostata dall operatore;! Occorre indicare: A. DOPO IL CAMBIO UTENSILE: Velocità rotazione mandrino S - Velocità di avanzamento F Senso rotazione del mandrino M3; B. DOPO L AVVICINAMENTO: Coordinate punto finale; 37
38 G1 interpolazione lineare! Esempio:! N05 G54;! N10 T3 G43 H3 M6;! N15 S1100 F90 M3;! G0 X Y Z ;! G1 X Y Z ;! ; 38
39 G1 interpolazione lineare 39
40 G2/G3 interpolazione circolare 40
41 G2/G3 interpolazione circolare! Una conferenza è descritta secondo 3 modalità: 1. Punto iniziale; 2. Coordinate del centro (assolute o relative) o raggio; 3. Punto finale o estensione angolare 41
42 G2/G3 interpolazione circolare! Esempio 1: G2 X40 Y34 I0 J18! I valori di X ed Y rappresentano le coordinate finali del punto da raggiungere (2);! I e J rappresentano le coordinate, rispettivamente X (I) e Y (J) del centro dell arco relative al punto di partenza dell arco (1) quando si lavora nel piano x,y (G17). 42
43 G2/G3 interpolazione circolare! Esempio 2: G2 X40 Y33.31 R18! X e Y rappresentano le coordinate del punto finale;! R18 la misura del raggio; 43
44 Tool point! Sia in tornitura che in fresatura il percorso che dovrà compiere l utensile è programmato rispetto ad un punto di riferimento, ma esso non sempre coincide con la quota da realizzare 44
45 Tool point! In alcune operazioni il tool point coincide con il profilo da realizzare:! Tornitura longitudinale;! Intestatura;! Spianatura;! 45
46 Compensazione Raggio Utensile! In altre operazioni occorre distinguere tra:! Traiettoria dell utensile;! Quota del disegno; 46
47 Compensazione Raggio Utensile 47
48 Compensazione RU in tornitura! Il programmatore dovrà prevedere:! I punti reali del profilo come da disegno;! Il raggio di punta dell utensile (pagina OFFSET);! Il tipo di azzeramento utilizzato dall utensile;! La posizione in cui si troverà a lavorare l utensile sul profilo, definita dalle funzioni G41 G42; 48
49 Compensazione RU in fresatura! G41 LAVORAZIONE IN CONCORDANZA l utensile si trova a sinistra del pezzo considerando l utensile in moto di avanzamento e la tavola ferma! G42 LAVORAZIONE IN DISCORDANZA l utensile si trova a destra del pezzo considerando l utensile in moto di avanzamento e la tavola ferma 49
50 Compensazione RU in fresatura! G41 o G42 sono da inserire nel blocco di avvicinamento rapido prima dell inizio della lavorazione;! G40 invece disabilita la compensazione raggio; 50
51 Compensazione RU in fresatura 51
52 Compensazione RU in fresatura! Nel FANUC Correzione N45 G42H12 Richiama una casella del presetting dove vi sarà un valore di correzione Richiama il valore inserito come correzione raggio 52
53 Istruzioni tecnologiche! Specificano le modalità di applicazione dell istruzione G che caratterizza il blocco stesso:! S velocità rotazione mandrino! G96 Velocità di taglio Vt [m/min];! G97 Numero di giri N [giri/min]! F Avanzamento! G94 [mm/min];! G95 [mm/giro]; 53
54 Istruzioni tecnologiche 54
55 Istruzioni tecnologiche! In alcune circostanze la velocità di taglio deve essere mantenuta costante in quanto il Diametro non è costante:! sfacciatura/intestatura;! tornitura conica;! Si indica il valore V = velocità di taglio desiderata, oppure G96;! La velocità di rotazione del mandrino deve essere continuamente attualizzata dal CNC al diametro di tornitura corrente; 55
56 Istruzioni tecnologiche! Se è attivo G96 dunque, e il diametro varia, il CNC provvede automaticamente ad aumentare o diminuire il numero di giri N a seconda della formula:! Conviene tuttavia prestabilire un Nmax e Nmin rispetto alle caratteristiche del motore; 56
57 Istruzione T! Istruzioni per la selezione dell utensile;! L istruzione contiene:! Il numero di posizione dell utensile;! Il numero di correzione: fa riferimento al blocco di dati che contiene le dimensioni di set-up (presetting); 57
58 Istruzione T fresatura! Nel FANUC Correzione Comando per il cambio utensile N35 T2G43H2 M6 Posizione utensile nel magazzino Richiama una casella del presetting dove vi sarà un valore di correzione Richiama il valore inserito come correzione lunghezza utensile 58
59 Istruzione T tornitura! Nel FANUC N35 T0202 Posizione utensile nel magazzino Correzione Richiama il valore inserito come correzione raggio 59
60 Istruzione T fresatura! In fase di contornatura dovrò poi ricordarmi di inserire G41/G42 (a seconda del percorso) aggiunto al valore del raggio utensile;! Tale valore dovrò preventivamente inserirlo nella casella H11 (se utensili T1), H12 (se utensile T2) 60
61 Setup utensile Il CNC tiene conto della misura sul naso mandrino, nel punto 0 utensile. Negli offset presetting va inserito la quota H e R Es. Utensile = T5; Scriverò in offset presetting l altezza H in posizione 005, raggio R in posizione 015 NO Valore Valore H. 15 Valore R 61
62 Istruzioni M! Sono funzioni ausiliarie e servono ad impartire comandi al controllo e alla macchina utensile:! M00 stop programma;! M03 rotazione oraria mandrino;! M04 rotazione antioraria mandrino;! M05 arresto mandrino;! M06 cambio utensile;! M08 attiva lubrorefrigerante;! M09 esclude lubrorefrigerante; 62
63 Istruzioni M! M72 blocca contropunta;! M10 blocca pezzo;! M11 sblocca pezzo;! M30 fine programma; NB le istruzioni M sono definite dal costruttore e modificabili dal PLC 63
64 Istruzioni M! Possono formare un blocco a sé stante o in unione con le istruzioni tipo G e tipo T;! Se le funzioni M vengono programmate in un blocco contenente movimenti degli assi, esse sono attive prima del movimento;! Posso essere contenute in un blocco fino a un massimo di tre istruzioni M; 64
65 Note conclusive 65
66 Sequenza in foratura! N05 G54; (RICHIAMO W)! N10 T1 G43 H1 M6; (CAMBIO UTENSILE)! N20 S F M3; (VELOCITA )! N15 G0 X Y Z10; (AVVICINAMENTO)! N25 G1 Z- ; (LAVORO FORATURA)! N30 G0 Z5; (USCITA DAL FORO)! N35 X Y ; (ALLONTANAMENTO) 66
67 Sequenza in fresatura! N05 G54 (RICHIAMO W);! N10 T1 G43 H1 M6; (CAMBIO UTENSILE)! N15 S F M3; (DEFINIZIONE VELOCITA )! N20 G0 X Y Z10; (AVVICINAMENTO X, Y fuori dal pezzo)! N25 G1 Z- ; (ATTACCO in G1, in Z, fuori dal pezzo)! N30 X Y ; (ATTACCO in G1, in X e Y)! N40 X Y ; (LAVORO in G1 contornatura del pezzo)! N45 X Y ; (STACCO in G1 esco di qualche mm dal pezzo)! N50 G0 X... Y Z100; (ALLONTANAMENTO fuori dal pezzo) 67
68 Bibliografia! Tecnologia Meccanica B Università degli Studi di Brescia Facoltà di Ingegneria Ing. Aldo Attanasio;! Dipartimento di Meccanica e Aeronautica, Università La Sapienza, Roma;! Dispense Prof. Ing. Giovanni Bottaini; 68
Corso di Automazione industriale
 Corso di Automazione industriale Lezione 11 Macchine utensili e controllo numerico Programmazione CNC Università degli Studi di Bergamo, Automazione Industriale, A.A. 2015/2016, A. L. Cologni 1 Introduzione
Corso di Automazione industriale Lezione 11 Macchine utensili e controllo numerico Programmazione CNC Università degli Studi di Bergamo, Automazione Industriale, A.A. 2015/2016, A. L. Cologni 1 Introduzione
PROGRAMMAZIONE della M.U. CNC
 PROGRAMMAZIONE della M.U. CNC 1 La programmazione delle M.U. CNC 1 Generalità 2 Geometrie di riferimento 3 Grammatica 4 Lessico 5 Sintassi 6 Esempi 7 Linguaggio APT 2 La programmazione delle M.U. CNC Le
PROGRAMMAZIONE della M.U. CNC 1 La programmazione delle M.U. CNC 1 Generalità 2 Geometrie di riferimento 3 Grammatica 4 Lessico 5 Sintassi 6 Esempi 7 Linguaggio APT 2 La programmazione delle M.U. CNC Le
LA PROGRAMMAZIONE N10 G0 X5 Y5
 LA PROGRAMMAZIONE Un programma per una Macchina Utensile CNC è costituito da una sequenza logica di informazioni geometriche, tecnologiche ed ausiliarie (fasi di lavoro). Le informazioni geometriche riguardano
LA PROGRAMMAZIONE Un programma per una Macchina Utensile CNC è costituito da una sequenza logica di informazioni geometriche, tecnologiche ed ausiliarie (fasi di lavoro). Le informazioni geometriche riguardano
ESERCITAZIONE Scrittura di un programma CNC per la fresatura di un componente dato
 ESERCITAZIONE Scrittura di un programma CNC per la fresatura di un componente dato Nella presente esercitazione si redige il programma CNC per la fresatura del pezzo illustrato nelle Figure 1 e 2. Figura
ESERCITAZIONE Scrittura di un programma CNC per la fresatura di un componente dato Nella presente esercitazione si redige il programma CNC per la fresatura del pezzo illustrato nelle Figure 1 e 2. Figura
classe 4 MECCANICI SERALE
 TORNIO CNC classe 4 MECCANICI SERALE 1 PARTE COSTRUZIONE DI UN PROGRAMMA TORNIO CNC Il programma di lavorazione deve essere immesso con un formato accettabile dal CNC. Tale formato deve comprendere tutti
TORNIO CNC classe 4 MECCANICI SERALE 1 PARTE COSTRUZIONE DI UN PROGRAMMA TORNIO CNC Il programma di lavorazione deve essere immesso con un formato accettabile dal CNC. Tale formato deve comprendere tutti
PROGRAMMAZIONE EIA/ISO Macchine Utensili CNC
 PROGRAMMAZIONE EIA/ISO Macchine Utensili CNC A cura di Massimo Reboldi La programmazione EIA/ISO! Introduzione! Assi e Riferimenti! Linguaggio di programmazione! Grammatica;! Lessico;! Funzioni N, G, M,
PROGRAMMAZIONE EIA/ISO Macchine Utensili CNC A cura di Massimo Reboldi La programmazione EIA/ISO! Introduzione! Assi e Riferimenti! Linguaggio di programmazione! Grammatica;! Lessico;! Funzioni N, G, M,
METODO PER LA STESURA DI PROGRAMMI PER IL CENTRO DI LAVORO CNC
 METODO PER LA STESURA DI PROGRAMMI PER IL CENTRO DI LAVORO CNC Riferimento al linguaggio di programmazione STANDARD ISO 6983 con integrazioni specifiche per il Controllo FANUC M21. RG - Settembre 2008
METODO PER LA STESURA DI PROGRAMMI PER IL CENTRO DI LAVORO CNC Riferimento al linguaggio di programmazione STANDARD ISO 6983 con integrazioni specifiche per il Controllo FANUC M21. RG - Settembre 2008
MACCHINE A CONTROLLO NUMERICO C.N.C.
 1 MACCHINE A CONTROLLO NUMERICO C.N.C. Marino prof. Mazzoni Evoluzione delle macchine utensili Quantità di pezzi 10 10 10 10 6 5 4 3 10 2 1 2 1-MACCHINE SPECIALIZZATE 2-MACCHINE TRANSFERT 3-SISTEMI FLESSIBILI
1 MACCHINE A CONTROLLO NUMERICO C.N.C. Marino prof. Mazzoni Evoluzione delle macchine utensili Quantità di pezzi 10 10 10 10 6 5 4 3 10 2 1 2 1-MACCHINE SPECIALIZZATE 2-MACCHINE TRANSFERT 3-SISTEMI FLESSIBILI
Appunti per la programmazione ISO (dal manuale OSAI riservato ai propri clienti)
") ITIS Varese Tecnologia Meccanica ed Esercitazioni Reparto Macchine Utensili TORNIO ANTARES controllo OSAI 8600 T Appunti per la programmazione ISO (dal manuale OSAI riservato ai propri clienti) MOVIMENTI
ITIS Varese Tecnologia Meccanica ed Esercitazioni Reparto Macchine Utensili TORNIO ANTARES controllo OSAI 8600 T Appunti per la programmazione ISO (dal manuale OSAI riservato ai propri clienti) MOVIMENTI
INTRODUZIONE ALLA PROGRAMMAZIONE DELLE MUCN
 INTRODUZIONE ALLA PROGRAMMAZIONE DELLE MUCN 1 MACCHINA UTENSILE CN 2 SISTEMA DI RIFERIMENTO Y X Z 3 SISTEMA DI RIFERIMENTO E ASSI MACCHINA L asse Z è sempre coincidente o parallelo con l asse del mandrino.
INTRODUZIONE ALLA PROGRAMMAZIONE DELLE MUCN 1 MACCHINA UTENSILE CN 2 SISTEMA DI RIFERIMENTO Y X Z 3 SISTEMA DI RIFERIMENTO E ASSI MACCHINA L asse Z è sempre coincidente o parallelo con l asse del mandrino.
UNIVERSITA degli STUDI di BERGAMO FACOLTA di INGEGNERIA. Corso di AUTOMAZIONE INDUSTRIALE
 UNIVERSITA degli STUDI di BERGAMO FACOLTA di INGEGNERIA Corso di AUTOMAZIONE INDUSTRIALE Prof. Andrea Cataldo andrea.cataldo@itia.cnr.it ARGOMENTI delle ESERCITAZIONI CONTROLLO NUMERICO in AULA CONTROLLO
UNIVERSITA degli STUDI di BERGAMO FACOLTA di INGEGNERIA Corso di AUTOMAZIONE INDUSTRIALE Prof. Andrea Cataldo andrea.cataldo@itia.cnr.it ARGOMENTI delle ESERCITAZIONI CONTROLLO NUMERICO in AULA CONTROLLO
Basi di programmazione ISO per macchine CNC con CNC Simulator
 Basi di programmazione ISO per macchine CNC con CNC Simulator 1. I primi comandi per semplici lavorazioni (coordinate cartesiane assolute)..2 2. Settaggio del software...2 3. Tornitura cilindrica...6 4.
Basi di programmazione ISO per macchine CNC con CNC Simulator 1. I primi comandi per semplici lavorazioni (coordinate cartesiane assolute)..2 2. Settaggio del software...2 3. Tornitura cilindrica...6 4.
Esempi di programmazione di un centro di lavoro verticale a CNC
 Istituto Aldini Valeriani VA meccanica, a.s. 2011/2012 Esempi di programmazione di un centro di lavoro verticale a CNC Andrea Burnelli Esempiprogrammazione Andrea Burnelli Pagina 1 Esempiprogrammazione
Istituto Aldini Valeriani VA meccanica, a.s. 2011/2012 Esempi di programmazione di un centro di lavoro verticale a CNC Andrea Burnelli Esempiprogrammazione Andrea Burnelli Pagina 1 Esempiprogrammazione
TORNIO ANTARES controllo OSAI 8600 T
 ITIS Varese Tecnologia Meccanica ed Esercitazioni Reparto Macchine Utensili TORNIO ANTARES controllo OSAI 8600 T Appunti per l utilizzo del modulo di comando (dal manuale OSAI riservato ai propri clienti)
ITIS Varese Tecnologia Meccanica ed Esercitazioni Reparto Macchine Utensili TORNIO ANTARES controllo OSAI 8600 T Appunti per l utilizzo del modulo di comando (dal manuale OSAI riservato ai propri clienti)
Corso di controllo numerico (Cnc iso)
") Corso di controllo numerico (Cnc iso) A cura di Ferrarese Adolfo. - Copyright 2007 - Ferrarese Adolfo - Tutti i diritti riservati - 1 Prefazione: Il corso si articola in 8 sezioni: 7 lezioni più un'ampia
Corso di controllo numerico (Cnc iso) A cura di Ferrarese Adolfo. - Copyright 2007 - Ferrarese Adolfo - Tutti i diritti riservati - 1 Prefazione: Il corso si articola in 8 sezioni: 7 lezioni più un'ampia
L automazione. L automazione. Insieme delle tecniche e dei metodi per sostituire o ridurre l intervento umano in un attività lavorativa
 L automazione 1 L automazione Insieme delle tecniche e dei metodi per sostituire o ridurre l intervento umano in un attività lavorativa Politecnico di Torino 1 Automazione delle macchine utensili (M.U.)
L automazione 1 L automazione Insieme delle tecniche e dei metodi per sostituire o ridurre l intervento umano in un attività lavorativa Politecnico di Torino 1 Automazione delle macchine utensili (M.U.)
Lavorazioni al TORNIO PARALLELO
 Istituto Istituto Istruzione Superiore G. Boris Giuliano" Via Carducci, 13-94015 Piazza Armerina (En) Corso di Tecnologie Meccaniche e Applicazioni Anno scolastico 2015-2016 Lavorazioni al TORNIO PARALLELO
Istituto Istituto Istruzione Superiore G. Boris Giuliano" Via Carducci, 13-94015 Piazza Armerina (En) Corso di Tecnologie Meccaniche e Applicazioni Anno scolastico 2015-2016 Lavorazioni al TORNIO PARALLELO
La quotatura costituisce il complesso delle informazioni in un disegno che precisano le dimensioni di un oggetto o di un componente meccanico
 La quotatura costituisce il complesso delle informazioni in un disegno che precisano le dimensioni di un oggetto o di un componente meccanico 1 La quotatura è ottenuta con i seguenti elementi La linea
La quotatura costituisce il complesso delle informazioni in un disegno che precisano le dimensioni di un oggetto o di un componente meccanico 1 La quotatura è ottenuta con i seguenti elementi La linea
IL TORNIO CNC PRINCIPI FONDAMENTALI Tornio a CNC Graziano CTX310 Controllo Siemens 840D con Shop Turn
 ========================================================== SCUOLA PROFESSIONALE PROVINCIALE PER L INDUSTRIA L ARTIGIANATO ED IL COMMERCIO GUGLIELMO MARCONI Via K. WOLF 42. I-39012 Merano (BZ) Tel.: +39
========================================================== SCUOLA PROFESSIONALE PROVINCIALE PER L INDUSTRIA L ARTIGIANATO ED IL COMMERCIO GUGLIELMO MARCONI Via K. WOLF 42. I-39012 Merano (BZ) Tel.: +39
S.T.I. Servizi Tecnici Industriali srl Prato 17/10/10. Gestione utensili completa con cnc Fanuc
 S.T.I. Servizi Tecnici Industriali srl Prato 17/10/10 Gestione utensili completa con cnc Fanuc Rev. 1.0.0 *** Lo scopo di questa applicazione, sviluppata su di una fresatrice Fagima modello Dominus equipaggiata
S.T.I. Servizi Tecnici Industriali srl Prato 17/10/10 Gestione utensili completa con cnc Fanuc Rev. 1.0.0 *** Lo scopo di questa applicazione, sviluppata su di una fresatrice Fagima modello Dominus equipaggiata
TECNOLOGIA MECCANICA LE MACCHINE UTENSILI A CNC I Centri di Lavoro
 LE MACCHINE UTENSILI A CNC I Centri di Lavoro Centro per l Automazione e la Meccanica Via Rainusso 138/N 41100 Modena INDICE 1 Fresatrici, Alesatrici e Centri di Lavoro pag. 2 1.1 Generalità 2 1.2 Struttura
LE MACCHINE UTENSILI A CNC I Centri di Lavoro Centro per l Automazione e la Meccanica Via Rainusso 138/N 41100 Modena INDICE 1 Fresatrici, Alesatrici e Centri di Lavoro pag. 2 1.1 Generalità 2 1.2 Struttura
PROGRAMMAZIONE ASSISTITA DAL COMPUTER (CAD/CAM)
") PROGRAMMAZIONE ASSISTITA DAL COMPUTER (CAD/CAM) Con la programmazione manuale, il programmatore descrive un ciclo di lavoro nella sequenza voluta ed in un linguaggio comprensibile all unità di governo.
PROGRAMMAZIONE ASSISTITA DAL COMPUTER (CAD/CAM) Con la programmazione manuale, il programmatore descrive un ciclo di lavoro nella sequenza voluta ed in un linguaggio comprensibile all unità di governo.
Il ciclo di lavorazione
 INTRODUZIONE AI CICLI DI LAVORAZIONE Rif. Bibliografico: Giusti-Santochi TECNOLOGIA MECCANICA e studi di fabbricazione Capitolo 9 1 Il ciclo di lavorazione DEFINIZIONE: Si dice CICLO DI LAVORAZIONE tutto
INTRODUZIONE AI CICLI DI LAVORAZIONE Rif. Bibliografico: Giusti-Santochi TECNOLOGIA MECCANICA e studi di fabbricazione Capitolo 9 1 Il ciclo di lavorazione DEFINIZIONE: Si dice CICLO DI LAVORAZIONE tutto
CNC. Linguaggio ProGTL3. (Ref. 1308)
") CNC 8065 Linguaggio ProGTL3 (Ref. 1308) SICUREZZA DELLA MACCHINA È responsabilità del costruttore della macchina che le sicurezze della stessa siano abilitate, allo scopo di evitare infortuni alle persone
CNC 8065 Linguaggio ProGTL3 (Ref. 1308) SICUREZZA DELLA MACCHINA È responsabilità del costruttore della macchina che le sicurezze della stessa siano abilitate, allo scopo di evitare infortuni alle persone
PON Competenze per lo sviluppo 2007-2013 PROGRAMMA G1 FSE 2009-301 MECCANICA APPLICATA
 PON Competenze per lo sviluppo 2007-2013 Alla c.a. del D.S. Prof.Giovanni Semeraro PROGRAMMA G1 FSE 2009-301 MECCANICA APPLICATA SUDDIVISIONE DELLA PROGRAMMAZIONE: PRIMO MODULO di 27 ORE (propedeutico
PON Competenze per lo sviluppo 2007-2013 Alla c.a. del D.S. Prof.Giovanni Semeraro PROGRAMMA G1 FSE 2009-301 MECCANICA APPLICATA SUDDIVISIONE DELLA PROGRAMMAZIONE: PRIMO MODULO di 27 ORE (propedeutico
TORNI VERTICALI A DUE MONTANTI Mod. 1520, 1525, 1L532
 TORNI VERTICALI A DUE MONTANTI Mod. 15, 155, 1L5 M.I.R.M.U. Via Baldinucci, 4 158 Milano Tel.959 Fax.9954 info @mirmu.it 1 Le macchine sono destinate alle operazioni di sgrossatura e di finitura di pezzi
TORNI VERTICALI A DUE MONTANTI Mod. 15, 155, 1L5 M.I.R.M.U. Via Baldinucci, 4 158 Milano Tel.959 Fax.9954 info @mirmu.it 1 Le macchine sono destinate alle operazioni di sgrossatura e di finitura di pezzi
PROGRAMMAZIONE TORNIO CNC (controllo Olivetti )
") PROGRAMMAZIONE TORNIO CNC (controllo Olivetti ) Il programma è l insieme di istruzioni in codice necessari al controllo di una macchina utensile equipaggiata con controllo numerico. Il codice è l insieme
PROGRAMMAZIONE TORNIO CNC (controllo Olivetti ) Il programma è l insieme di istruzioni in codice necessari al controllo di una macchina utensile equipaggiata con controllo numerico. Il codice è l insieme
AFFILATRICI UNIVERSALI A 6 ASSI CNC
 AFFILATRICI UNIVERSALI A 6 ASSI CNC Mantello conico con assottigliamento a S Assottigliamento a U 4 Facce con assottigliamento a S 4 facce con assottigliamento a X Punta a centrare Punta a 3 taglienti
AFFILATRICI UNIVERSALI A 6 ASSI CNC Mantello conico con assottigliamento a S Assottigliamento a U 4 Facce con assottigliamento a S 4 facce con assottigliamento a X Punta a centrare Punta a 3 taglienti
ALESATRICE ORIZZONTALE Mod. 2B660
 ALESATRICE ORIZZONTALE Mod. 2B660 M.I.R.M.U. - Via Baldinucci, 40 20158 Milano - Tel 02.39320593 Fax 02.39322954 info @mirmu.it 1 La macchina utensile di tipo universale con un montante anteriore mobile
ALESATRICE ORIZZONTALE Mod. 2B660 M.I.R.M.U. - Via Baldinucci, 40 20158 Milano - Tel 02.39320593 Fax 02.39322954 info @mirmu.it 1 La macchina utensile di tipo universale con un montante anteriore mobile
www.atoolsoftware.it
 www.atoolsoftware.it import / export dxf import ascii import macchine (configurazione attrezzaggio) Aspan è un programma che tramite il suo CAD/CAM interno permette di realizzare in modo semplice ed immediato
www.atoolsoftware.it import / export dxf import ascii import macchine (configurazione attrezzaggio) Aspan è un programma che tramite il suo CAD/CAM interno permette di realizzare in modo semplice ed immediato
Manuale programmazione ISO
 DOCUMENTAZIONE PER L UTENTE Manuale programmazione ISO SIDAC S.r.L 21017 Samarate (Varese) Via Acquedotto, 111 E_Mail info@sidaccnc.it Tel. 0331.22.30.19 r.a. Fax. 0331.22.30.78 1 Ver. 1.0 - Aggiornamento
DOCUMENTAZIONE PER L UTENTE Manuale programmazione ISO SIDAC S.r.L 21017 Samarate (Varese) Via Acquedotto, 111 E_Mail info@sidaccnc.it Tel. 0331.22.30.19 r.a. Fax. 0331.22.30.78 1 Ver. 1.0 - Aggiornamento
E TECNOLOGIA MECCANICA Appello 10 settembre 2010 Laurea Ing. Energetica
 PRINCIPI DI PROGETTAZIONE QUESITI DI TECNOLOGIA MECCANICA E TECNOLOGIA MECCANICA Appello 10 settembre 2010 Laurea Ing. Energetica Nome Matricola Rispondere ai quesiti solo sui fogli protocollo. Tutti i
PRINCIPI DI PROGETTAZIONE QUESITI DI TECNOLOGIA MECCANICA E TECNOLOGIA MECCANICA Appello 10 settembre 2010 Laurea Ing. Energetica Nome Matricola Rispondere ai quesiti solo sui fogli protocollo. Tutti i
2 - Modifica. 2.1 - Annulla 2.2 - ANNULLA TOPOGRAFICO 2.3 - ANNULLA TOPOGRAFICO MULTIPLO FIGURA 2.1
 2 - Modifica FIGURA 2.1 Il menu a tendina Modifica contiene il gruppo di comandi relativi alla selezione e alla gestione delle proprietà delle entità del disegno e alla gestione dei layer. I comandi sono
2 - Modifica FIGURA 2.1 Il menu a tendina Modifica contiene il gruppo di comandi relativi alla selezione e alla gestione delle proprietà delle entità del disegno e alla gestione dei layer. I comandi sono
SymCAD/C.A.T.S. modulo Canali Schema
 SymCAD/C.A.T.S. modulo Canali Schema Il modulo Ventilazione Standard permette di effettuare la progettazione integrata (disegno e calcoli) in AutoCAD di reti di canali aria (mandata e ripresa). Il disegno
SymCAD/C.A.T.S. modulo Canali Schema Il modulo Ventilazione Standard permette di effettuare la progettazione integrata (disegno e calcoli) in AutoCAD di reti di canali aria (mandata e ripresa). Il disegno
LA TORNITURA. Corso di Tecnologie Speciali I prof. Luigi Carrino
 LA TORNITURA L operazione di tornitura consente di ottenere superfici di rivoluzione interne ed esterne variamente conformate tra cui anche filettature e zigrinature. I movimenti nell operazione di tornitura
LA TORNITURA L operazione di tornitura consente di ottenere superfici di rivoluzione interne ed esterne variamente conformate tra cui anche filettature e zigrinature. I movimenti nell operazione di tornitura
CORSO di AUTOMAZIONE INDUSTRIALE
 CORSO di AUTOMAZIONE INDUSTRIALE (cod. 8469) APPELLO del 10 Novembre 2010 Prof. Emanuele Carpanzano Soluzioni Esercizio 1 (Domande generali) 1.a) Controllo Modulante Tracciare qualitativamente la risposta
CORSO di AUTOMAZIONE INDUSTRIALE (cod. 8469) APPELLO del 10 Novembre 2010 Prof. Emanuele Carpanzano Soluzioni Esercizio 1 (Domande generali) 1.a) Controllo Modulante Tracciare qualitativamente la risposta
IL CNC IL LINGUAGGIO DI PROGRAMMAZIONE PER LA MACCHINE UTENSILI A CNC Fondamenti
 IL CNC IL LINGUAGGIO DI PROGRAMMAZIONE PER LA MACCHINE UTENSILI A CNC Fondamenti Centro per l Automazione e la Meccanica Via Rainusso 138/N 41100 Modena INDICE 1- La metodologia ed il linguaggio di programmazione
IL CNC IL LINGUAGGIO DI PROGRAMMAZIONE PER LA MACCHINE UTENSILI A CNC Fondamenti Centro per l Automazione e la Meccanica Via Rainusso 138/N 41100 Modena INDICE 1- La metodologia ed il linguaggio di programmazione
UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria sede di Vicenza A.A. 2007/08
 UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria sede di Vicenza Corso di Disegno Tecnico Industriale per il Corso di Laurea triennale in Ingegneria Meccanica e in Ingegneria Meccatronica Tolleranze
UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria sede di Vicenza Corso di Disegno Tecnico Industriale per il Corso di Laurea triennale in Ingegneria Meccanica e in Ingegneria Meccatronica Tolleranze
Excel. A cura di Luigi Labonia. e-mail: luigi.lab@libero.it
 Excel A cura di Luigi Labonia e-mail: luigi.lab@libero.it Introduzione Un foglio elettronico è un applicazione comunemente usata per bilanci, previsioni ed altri compiti tipici del campo amministrativo
Excel A cura di Luigi Labonia e-mail: luigi.lab@libero.it Introduzione Un foglio elettronico è un applicazione comunemente usata per bilanci, previsioni ed altri compiti tipici del campo amministrativo
QUOTATURA. Introduzione
 QUOTATURA 182 Introduzione Per quotatura si intende l insieme delle norme che permettono l indicazione esplicita delle dimensioni(lineari ed angolari) dell oggetto rappresentato. Poiché a ciascun disegno
QUOTATURA 182 Introduzione Per quotatura si intende l insieme delle norme che permettono l indicazione esplicita delle dimensioni(lineari ed angolari) dell oggetto rappresentato. Poiché a ciascun disegno
MODUS. Centro di Lavoro a 3 assi controllati con rotazione tavolo porta profili -90, 0, +90 per la lavorazione su 3 facce del profilo.
 MODUS Centro di Lavoro a 3 assi controllati con rotazione tavolo porta profili -90, 0, +9 per la lavorazione su 3 facce del profilo. CARATTERISTICHE TECNICHE: Carenatura perimetrale con apertura portellone
MODUS Centro di Lavoro a 3 assi controllati con rotazione tavolo porta profili -90, 0, +9 per la lavorazione su 3 facce del profilo. CARATTERISTICHE TECNICHE: Carenatura perimetrale con apertura portellone
TORNIO PARALLELO 4 MECCANICI SERALE TORNIO PARALLELO 4 MECCANICI SERALE PAGINA 1/1
 TORNIO PARALLELO 4 MECCANICI SERALE PAGINA 1/1 Basamento E costituito da una struttura portante in ghisa stabilizzata e munito di nervature, garantisce la massima robustezza e rigidità dell'insieme. Le
TORNIO PARALLELO 4 MECCANICI SERALE PAGINA 1/1 Basamento E costituito da una struttura portante in ghisa stabilizzata e munito di nervature, garantisce la massima robustezza e rigidità dell'insieme. Le
Appunti sulla Macchina di Turing. Macchina di Turing
 Macchina di Turing Una macchina di Turing è costituita dai seguenti elementi (vedi fig. 1): a) una unità di memoria, detta memoria esterna, consistente in un nastro illimitato in entrambi i sensi e suddiviso
Macchina di Turing Una macchina di Turing è costituita dai seguenti elementi (vedi fig. 1): a) una unità di memoria, detta memoria esterna, consistente in un nastro illimitato in entrambi i sensi e suddiviso
BIEMMEPI RE-IMPARA A SCRIVERE. E presenta PLATE, un programma semplice ed intuitivo per l incisione di targhe.
 BIEMMEPI RE-IMPARA A SCRIVERE. E presenta PLATE, un programma semplice ed intuitivo per l incisione di targhe. E proprio vero che gli esami non finiscono mai. Anche coloro che credono di aver maturato
BIEMMEPI RE-IMPARA A SCRIVERE. E presenta PLATE, un programma semplice ed intuitivo per l incisione di targhe. E proprio vero che gli esami non finiscono mai. Anche coloro che credono di aver maturato
GENERAZIONE PREVENTIVI
 GENERAZIONE PREVENTIVI Per la creazione di un nuovo preventivo si fa sempre riferimento ad un Tipo Preventivo, identificato da una certa Sigla. Nell esempio seguente vediamo come il preventivo abbia impostata
GENERAZIONE PREVENTIVI Per la creazione di un nuovo preventivo si fa sempre riferimento ad un Tipo Preventivo, identificato da una certa Sigla. Nell esempio seguente vediamo come il preventivo abbia impostata
Università degli Studi di Pavia Insegnamento di Tecnologia Meccanica Anno accademico 2008-09
 Università degli Studi di Pavia Insegnamento di Tecnologia Meccanica Anno accademico 2008-09 MODIFICA REGOLE PROGETTO CAUSA NEVE Volevo scusarmi per la mia assenza ma la neve mi ha impedito di raggiungere
Università degli Studi di Pavia Insegnamento di Tecnologia Meccanica Anno accademico 2008-09 MODIFICA REGOLE PROGETTO CAUSA NEVE Volevo scusarmi per la mia assenza ma la neve mi ha impedito di raggiungere
Laboratorio di Informatica
 per chimica industriale e chimica applicata e ambientale LEZIONE 4 La CPU e l esecuzione dei programmi 1 Nelle lezioni precedenti abbiamo detto che Un computer è costituito da 3 principali componenti:
per chimica industriale e chimica applicata e ambientale LEZIONE 4 La CPU e l esecuzione dei programmi 1 Nelle lezioni precedenti abbiamo detto che Un computer è costituito da 3 principali componenti:
LAVORAZIONI INDUSTRIALI
 TORNITURA 1 LAVORAZIONI INDUSTRIALI Nelle lavorazioni industriali per asportazione di truciolo sono sempre presenti: Pezzo Grezzo Macchina Utensile Utensile Attrezzatura 2 1 TORNITURA 3 TORNITURA Obiettivo:
TORNITURA 1 LAVORAZIONI INDUSTRIALI Nelle lavorazioni industriali per asportazione di truciolo sono sempre presenti: Pezzo Grezzo Macchina Utensile Utensile Attrezzatura 2 1 TORNITURA 3 TORNITURA Obiettivo:
TRASFORMAZIONI GEOMETRICHE NEL PIANO. Parte 1
 TRASFORMAZIONI GEOMETRICHE NEL PIANO Parte 1 La geometria è la scienza che studia la forma e l estensione dei corpi e le trasformazioni che questi possono subire. In generale per trasformazione geometrica
TRASFORMAZIONI GEOMETRICHE NEL PIANO Parte 1 La geometria è la scienza che studia la forma e l estensione dei corpi e le trasformazioni che questi possono subire. In generale per trasformazione geometrica
Versione 7.0 Taglie e Colori. Negozio Facile
 Versione 7.0 Taglie e Colori Negozio Facile Negozio Facile: Gestione taglie e colori Il concetto di base dal quale siamo partiti è che ogni variante taglia/colore sia un articolo a se stante. Partendo
Versione 7.0 Taglie e Colori Negozio Facile Negozio Facile: Gestione taglie e colori Il concetto di base dal quale siamo partiti è che ogni variante taglia/colore sia un articolo a se stante. Partendo
4. Nome e direzione degli assi (2h) (teoria: 1h, pratica: 1h)
 (teoria: 1h, pratica: 1h)") 37 4. Nome e direzione degli assi (2h) (teoria: 1h, pratica: 1h) 4.1 La disposizione degli assi secondo la norma ISO Ogni asse è definito dal verso e dalla direzione di movimento della slitta ed è caratterizzato
37 4. Nome e direzione degli assi (2h) (teoria: 1h, pratica: 1h) 4.1 La disposizione degli assi secondo la norma ISO Ogni asse è definito dal verso e dalla direzione di movimento della slitta ed è caratterizzato
ISCRIZIONI ON-LINE MANUALE PER I CIRCOLI AFFILIATI ED I CAVALIERI
 ISCRIZIONI ON-LINE MANUALE PER I CIRCOLI AFFILIATI ED I CAVALIERI Versione 3.0 del 6 marzo 2013 1 Accesso alla procedura... 1 1.1 - Circoli Affiliati... 2 1.2 - Cavalieri Senior... 2 1.3 - Profilo Utente...
ISCRIZIONI ON-LINE MANUALE PER I CIRCOLI AFFILIATI ED I CAVALIERI Versione 3.0 del 6 marzo 2013 1 Accesso alla procedura... 1 1.1 - Circoli Affiliati... 2 1.2 - Cavalieri Senior... 2 1.3 - Profilo Utente...
Anno Scolastico 2014/2015
 Anno Scolastico 2014/2015 Prof. Marco Coppetti Prof. Rosario Costanzo A.S. 2014/2015 Corso di MU-CNC Pag. 1 1. IL CNC E LA PROGRAMMAZIONE DELLE MU-CNC CNC NC Istruzione Codice Simulatore Zero pezzo Coordinate
Anno Scolastico 2014/2015 Prof. Marco Coppetti Prof. Rosario Costanzo A.S. 2014/2015 Corso di MU-CNC Pag. 1 1. IL CNC E LA PROGRAMMAZIONE DELLE MU-CNC CNC NC Istruzione Codice Simulatore Zero pezzo Coordinate
Fondamenti per la Programmazione delle Macchine a Controllo Numerico
 Fondamenti per la Programmazione delle Macchine a Controllo Numerico Sistemi di Coordinate I sistemi di coordinate, permettono al programmatore di definire i punti caratteristici del profilo da lavorare.
Fondamenti per la Programmazione delle Macchine a Controllo Numerico Sistemi di Coordinate I sistemi di coordinate, permettono al programmatore di definire i punti caratteristici del profilo da lavorare.
Strutturazione logica dei dati: i file
 Strutturazione logica dei dati: i file Informazioni più complesse possono essere composte a partire da informazioni elementari Esempio di una banca: supponiamo di voler mantenere all'interno di un computer
Strutturazione logica dei dati: i file Informazioni più complesse possono essere composte a partire da informazioni elementari Esempio di una banca: supponiamo di voler mantenere all'interno di un computer
Indice. Ventilazione Standard
 SYMCAD VENTIILAZIIONE STANDARD Indice 1. Descrizione del modulo 1.1 Introduzione 1.2 Applicazioni 2. Disegno 2.1 Percorso della rete 2.2 Vincoli e parametri progettuali 2.3 Comandi ausiliari 3. Calcolo
SYMCAD VENTIILAZIIONE STANDARD Indice 1. Descrizione del modulo 1.1 Introduzione 1.2 Applicazioni 2. Disegno 2.1 Percorso della rete 2.2 Vincoli e parametri progettuali 2.3 Comandi ausiliari 3. Calcolo
2 - Modifica. 2.1 - Annulla. 2.2 - Selezione finestra. S.C.S. - survey CAD system FIGURA 2.1
 2 - Modifica FIGURA 2.1 Il menu a tendina Modifica contiene il gruppo di comandi relativi alla selezione delle entità del disegno, alla gestione dei layer, alla gestione delle proprietà delle varie entità
2 - Modifica FIGURA 2.1 Il menu a tendina Modifica contiene il gruppo di comandi relativi alla selezione delle entità del disegno, alla gestione dei layer, alla gestione delle proprietà delle varie entità
CNC - SERIE S3000-S4000 PROGRAMMA DI PRESETTING UTENSILI AUTOMATICO CON LASER FOCALIZZATO
 CNC - SERIE S3000-S4000 PROGRAMMA DI PRESETTING UTENSILI AUTOMATICO CON LASER FOCALIZZATO AGGIORNAMENTO Ed. Data agg. Pagine aggiornate 00 ------- 13/09/00 -------------- Emissione CMAPRL00090I ---------------------------------------------------------------------------------------------------------------
CNC - SERIE S3000-S4000 PROGRAMMA DI PRESETTING UTENSILI AUTOMATICO CON LASER FOCALIZZATO AGGIORNAMENTO Ed. Data agg. Pagine aggiornate 00 ------- 13/09/00 -------------- Emissione CMAPRL00090I ---------------------------------------------------------------------------------------------------------------
ELEVATORI PER NASTRI
 NASTRI TRASPORTATORI ELEVATORI PER NASTRI ELEVATORE CONTINUO A RIPIANI Per le esigenze di trasporto in verticale realizziamo elevatori verticali a piano fisso. Queste apparecchiature svolgono sia la funzione
NASTRI TRASPORTATORI ELEVATORI PER NASTRI ELEVATORE CONTINUO A RIPIANI Per le esigenze di trasporto in verticale realizziamo elevatori verticali a piano fisso. Queste apparecchiature svolgono sia la funzione
Test, domande e problemi di Robotica industriale
 Test, domande e problemi di Robotica industriale 1. Quale, tra i seguenti tipi di robot, non ha giunti prismatici? a) antropomorfo b) cilindrico c) polare d) cartesiano 2. Un volume di lavoro a forma di
Test, domande e problemi di Robotica industriale 1. Quale, tra i seguenti tipi di robot, non ha giunti prismatici? a) antropomorfo b) cilindrico c) polare d) cartesiano 2. Un volume di lavoro a forma di
Sistemi di bloccaggio idraulici -- Mandrini idraulici
 Sistemi di bloccaggio idraulici -- Mandrini idraulici La tecnologia del serraggio idraulico ad espansione si è evoluto fino a raggiungere livelli di precisione e di affidabilità tali da poter soddisfare
Sistemi di bloccaggio idraulici -- Mandrini idraulici La tecnologia del serraggio idraulico ad espansione si è evoluto fino a raggiungere livelli di precisione e di affidabilità tali da poter soddisfare
Tempi e metodi nelle lavorazioni
 Tempi e metodi nelle lavorazioni Importanza del tempo nella produzione. Il tempo necessario alla produzione di un bene riveste, per l impresa, un ruolo fondamentale per: - determinazione della sua capacità
Tempi e metodi nelle lavorazioni Importanza del tempo nella produzione. Il tempo necessario alla produzione di un bene riveste, per l impresa, un ruolo fondamentale per: - determinazione della sua capacità
MF1500BB/6P. Macchina a 8 assi ad alta tecnologia per la foratura di circuiti di raffreddamento complessi in stampi di grandi dimensioni.
 ITALIAN TECHNOLOGY MF1500BB/6P Macchina a 8 assi ad alta tecnologia per la foratura di circuiti di raffreddamento complessi in stampi di grandi dimensioni. Ingombro massimo del pezzo in rotazione (diametro)
ITALIAN TECHNOLOGY MF1500BB/6P Macchina a 8 assi ad alta tecnologia per la foratura di circuiti di raffreddamento complessi in stampi di grandi dimensioni. Ingombro massimo del pezzo in rotazione (diametro)
TORNIO PARALLELO. Esercitazioni Pratiche di Tecnologia Meccanica. I. S. S. Serafino Riva Sarnico (BG)
") di Tecnologia Meccanica TORNIO PARALLELO A cura dei proff. Morotti Giovanni e Santoriello Sergio Tornio parallelo In questa trattazione ci occuperemo diffusamente del tornio parallelo, cioè del tipo di
di Tecnologia Meccanica TORNIO PARALLELO A cura dei proff. Morotti Giovanni e Santoriello Sergio Tornio parallelo In questa trattazione ci occuperemo diffusamente del tornio parallelo, cioè del tipo di
INDICE. Proposta aggiornamento Aggiungi scritta 2. Proposta aggiornamento Sposta scritta 3. Proposta aggiornamento Ruota scritta 4
 Prodotto da INDICE Proposta aggiornamento Aggiungi scritta 2 Proposta aggiornamento Sposta scritta 3 Proposta aggiornamento Ruota scritta 4 Proposta aggiornamento Aggiungi simbolo 5 Proposta aggiornamento
Prodotto da INDICE Proposta aggiornamento Aggiungi scritta 2 Proposta aggiornamento Sposta scritta 3 Proposta aggiornamento Ruota scritta 4 Proposta aggiornamento Aggiungi simbolo 5 Proposta aggiornamento
la soluzione CAD/CAM per la piegatura proposta da Infolab
 la soluzione CAD/CAM per la piegatura proposta da Infolab AutoPOL è una soluzione distribuita da Infolab, una software house italiana che da oltre vent anni si occupa in modo esclusivo della produzione
la soluzione CAD/CAM per la piegatura proposta da Infolab AutoPOL è una soluzione distribuita da Infolab, una software house italiana che da oltre vent anni si occupa in modo esclusivo della produzione
BASAMENTO IN GRANITO. Basso coefficiente dilatazione termica Ottima rigidità Assorbimento delle vibrazioni
 IGU Rettifiche per interni di alta precisione Torretta rotante con mandrini multipli e strumenti di misura Rettifiche controllate da CNC Guide lineari a rulli Movimento degli assi per mezzo di viti a sfere
IGU Rettifiche per interni di alta precisione Torretta rotante con mandrini multipli e strumenti di misura Rettifiche controllate da CNC Guide lineari a rulli Movimento degli assi per mezzo di viti a sfere
LE FUNZIONI A DUE VARIABILI
 Capitolo I LE FUNZIONI A DUE VARIABILI In questo primo capitolo introduciamo alcune definizioni di base delle funzioni reali a due variabili reali. Nel seguito R denoterà l insieme dei numeri reali mentre
Capitolo I LE FUNZIONI A DUE VARIABILI In questo primo capitolo introduciamo alcune definizioni di base delle funzioni reali a due variabili reali. Nel seguito R denoterà l insieme dei numeri reali mentre
Novità: Riscaldamento Standard RISCALDAMENTO / TUBAZIONI. Novità in SymCAD
 RISCALDAMENTO / TUBAZIONI Novità: Riscaldamento Standard Il modulo Riscaldamento Standard permette di effettuare la progettazione integrata (disegno e calcoli) in AutoCAD degli impianti di riscaldamento
RISCALDAMENTO / TUBAZIONI Novità: Riscaldamento Standard Il modulo Riscaldamento Standard permette di effettuare la progettazione integrata (disegno e calcoli) in AutoCAD degli impianti di riscaldamento
TORNI PARALLELI PESANTI mod. 1A670, 1A670-12,5
 TORNI PARALLELI PESANTI mod. 1A670, 1A670-12,5 M.I.R.M.U. - Via Baldinucci, 40 20158 Milano - Tel 02.39320593 Fax 02.39322954 info @mirmu.it 1 Le macchine sono destinate ad eseguire le operazioni di sgrossatura
TORNI PARALLELI PESANTI mod. 1A670, 1A670-12,5 M.I.R.M.U. - Via Baldinucci, 40 20158 Milano - Tel 02.39320593 Fax 02.39322954 info @mirmu.it 1 Le macchine sono destinate ad eseguire le operazioni di sgrossatura
Università degli studi di Messina facoltà di Scienze mm ff nn. Progetto Lauree Scientifiche (FISICA) Prisma ottico
 Prisma ottico") Università degli studi di Messina facoltà di Scienze mm ff nn Progetto Lauree Scientifiche (FISICA) Prisma ottico Parte teorica Fenomenologia di base La luce che attraversa una finestra, un foro, una fenditura,
Università degli studi di Messina facoltà di Scienze mm ff nn Progetto Lauree Scientifiche (FISICA) Prisma ottico Parte teorica Fenomenologia di base La luce che attraversa una finestra, un foro, una fenditura,
INDICE. Assessorato turismo, sport, commercio e trasporti Infrastrutture funiviarie
 INDICE 1 CARATTERISTICHE GENERALI DEGLI IMPIANTI A FUNE... 2 1.1 Definizione di impianto a fune... 2 1.2 Tipologie di impianto... 3 1.3 Funzionamento degli impianti a fune... 6 1.4 Normativa per la costruzione
INDICE 1 CARATTERISTICHE GENERALI DEGLI IMPIANTI A FUNE... 2 1.1 Definizione di impianto a fune... 2 1.2 Tipologie di impianto... 3 1.3 Funzionamento degli impianti a fune... 6 1.4 Normativa per la costruzione
DISEGNO TECNICO INDUSTRIALE
 DISEGNO TECNICO INDUSTRIALE COSTRUZIONI GEOMETRICHE Anno Accademico 2014-2015 Le Costruzioni Geometriche Nello studio del disegno tecnico, inteso come linguaggio grafico comune fra i tecnici per la progettazione
DISEGNO TECNICO INDUSTRIALE COSTRUZIONI GEOMETRICHE Anno Accademico 2014-2015 Le Costruzioni Geometriche Nello studio del disegno tecnico, inteso come linguaggio grafico comune fra i tecnici per la progettazione
CNC mdl Engraver ver. 01a Manuale utente
 CNC mdl Engraver ver. 01a Manuale utente INTRODUZIONE Engraver nasce dall esigenza di ovviare all acquisto di costosi e complicati software CAM che generano un percorso utensile ed il relativo codice G
CNC mdl Engraver ver. 01a Manuale utente INTRODUZIONE Engraver nasce dall esigenza di ovviare all acquisto di costosi e complicati software CAM che generano un percorso utensile ed il relativo codice G
SOMMARIO. INTRODUZIONE 3 Caratteristiche principali 3 Contenuto della confezione 4 Figura e legenda del prodotto 5 Legenda simboli del display 8
 SOMMARIO INTRODUZIONE 3 Caratteristiche principali 3 Contenuto della confezione 4 Figura e legenda del prodotto 5 Legenda simboli del display 8 COME SI INSTALLA 9 Predisposizione 9 Installazione delle
SOMMARIO INTRODUZIONE 3 Caratteristiche principali 3 Contenuto della confezione 4 Figura e legenda del prodotto 5 Legenda simboli del display 8 COME SI INSTALLA 9 Predisposizione 9 Installazione delle
FAGOR CNC 800T. Manuale di AUTOAPPRENDIMENTO. Ref. 9804 (ita)
") FAGOR CNC 800T Manuale di AUTOAPPRENDIMENTO Ref. 9804 (ita) INDICE Capitolo 1 Questioni teoriche sulla macchina-cnc 1.1.- Assi della macchina...3 1.2.- Zero macchina e zero pezzo.. 4 1.3.- Ricerca del
FAGOR CNC 800T Manuale di AUTOAPPRENDIMENTO Ref. 9804 (ita) INDICE Capitolo 1 Questioni teoriche sulla macchina-cnc 1.1.- Assi della macchina...3 1.2.- Zero macchina e zero pezzo.. 4 1.3.- Ricerca del
Città di Desenzano del Garda CARTOGRAFIA ON LINE MANUALE D USO
 Città di Desenzano del Garda CARTOGRAFIA ON LINE MANUALE D USO Introduzione Dall indirizzo internet http://cartoglobo.imteam.it/desenzano/ si accede liberamente ad un servizio di consultazione on line
Città di Desenzano del Garda CARTOGRAFIA ON LINE MANUALE D USO Introduzione Dall indirizzo internet http://cartoglobo.imteam.it/desenzano/ si accede liberamente ad un servizio di consultazione on line
Regole di gioco Roulette Mobile
 Regole di gioco Roulette Mobile European Classic Roulette European Premium Roulette European VIP Roulette Regole di gioco European Classic Roulette Il gioco si svolge esclusivamente nella modalità a solitario,
Regole di gioco Roulette Mobile European Classic Roulette European Premium Roulette European VIP Roulette Regole di gioco European Classic Roulette Il gioco si svolge esclusivamente nella modalità a solitario,
Assegnamento di un indirizzo IP temporaneo a dispositivi Barix
 Assegnamento di un indirizzo IP temporaneo a dispositivi Barix V 1.0 GUIDA RAPIDA Introduzione L obiettivo di questa guida rapida è fornire all utente un modo per poter assegnare un indirizzo IP temporaneo
Assegnamento di un indirizzo IP temporaneo a dispositivi Barix V 1.0 GUIDA RAPIDA Introduzione L obiettivo di questa guida rapida è fornire all utente un modo per poter assegnare un indirizzo IP temporaneo
CHF 270. La nuova rettificatrice per fianchi per la produzione di lame. Comando CNC per tutte le funzioni.
 CHF 270 La nuova rettificatrice per fianchi per la produzione di lame. Comando CNC per tutte le funzioni. A controllo CNC Affilatura automatica dei fianchi del dente di lame con riporti in HM. Competenza
CHF 270 La nuova rettificatrice per fianchi per la produzione di lame. Comando CNC per tutte le funzioni. A controllo CNC Affilatura automatica dei fianchi del dente di lame con riporti in HM. Competenza
Guida relativa alla procedura di Gestione dei sospesi in Conto Regolarizzazione
 Guida relativa alla procedura di Gestione dei sospesi in Conto Regolarizzazione La gestione dei sospesi in Conto Regolarizzazione prevede il caricamento del file dei provvisori e la loro Gestione. Punti
Guida relativa alla procedura di Gestione dei sospesi in Conto Regolarizzazione La gestione dei sospesi in Conto Regolarizzazione prevede il caricamento del file dei provvisori e la loro Gestione. Punti
Scheda operativa Versione rif. 13.01.3c00. Libro Inventari
 1 Inventario... 2 Prepara tabelle Inventario... 2 Gestione Inventario... 3 Tabella esistente... 3 Nuova tabella... 4 Stampa Inventario... 8 Procedure collegate... 11 Anagrafiche Archivi ditta Progressivi
1 Inventario... 2 Prepara tabelle Inventario... 2 Gestione Inventario... 3 Tabella esistente... 3 Nuova tabella... 4 Stampa Inventario... 8 Procedure collegate... 11 Anagrafiche Archivi ditta Progressivi
LaserControlNT. controllo utensile affidabile notevole precisione controllo usura estremamente preciso
 LaserControlNT controllo utensile affidabile notevole precisione controllo usura estremamente preciso LaserControlNT I Sistemi Laser Blum costituiscono lo standard riconosciuto nella misura utensili. Innumerevoli
LaserControlNT controllo utensile affidabile notevole precisione controllo usura estremamente preciso LaserControlNT I Sistemi Laser Blum costituiscono lo standard riconosciuto nella misura utensili. Innumerevoli
FRESATRICI CLASSIFICAZIONE DELLE FRESATRICI
 FRESATRC CLASSFCAZONE DELLE FRESATRC Le fresatrici si distinguono principalmente per la disposizione dell albero portafresa e per le possibilità di movimento della tavola portapezzo. Si classificano in
FRESATRC CLASSFCAZONE DELLE FRESATRC Le fresatrici si distinguono principalmente per la disposizione dell albero portafresa e per le possibilità di movimento della tavola portapezzo. Si classificano in
GUIDA RAPIDA PER LA COMPILAZIONE DELLA SCHEDA CCNL GUIDA RAPIDA PER LA COMPILAZIONE DELLA SCHEDA CCNL
 GUIDA RAPIDA BOZZA 23/07/2008 INDICE 1. PERCHÉ UNA NUOVA VERSIONE DEI MODULI DI RACCOLTA DATI... 3 2. INDICAZIONI GENERALI... 4 2.1. Non modificare la struttura dei fogli di lavoro... 4 2.2. Cosa significano
GUIDA RAPIDA BOZZA 23/07/2008 INDICE 1. PERCHÉ UNA NUOVA VERSIONE DEI MODULI DI RACCOLTA DATI... 3 2. INDICAZIONI GENERALI... 4 2.1. Non modificare la struttura dei fogli di lavoro... 4 2.2. Cosa significano
C. P. U. MEMORIA CENTRALE
 C. P. U. INGRESSO MEMORIA CENTRALE USCITA UNITA DI MEMORIA DI MASSA La macchina di Von Neumann Negli anni 40 lo scienziato ungherese Von Neumann realizzò il primo calcolatore digitale con programma memorizzato
C. P. U. INGRESSO MEMORIA CENTRALE USCITA UNITA DI MEMORIA DI MASSA La macchina di Von Neumann Negli anni 40 lo scienziato ungherese Von Neumann realizzò il primo calcolatore digitale con programma memorizzato
Plate Locator Riconoscimento Automatico di Targhe
 Progetto per Laboratorio di Informatica 3 - Rimotti Daniele, Santinelli Gabriele Plate Locator Riconoscimento Automatico di Targhe Il programma plate_locator.m prende come input: l immagine della targa
Progetto per Laboratorio di Informatica 3 - Rimotti Daniele, Santinelli Gabriele Plate Locator Riconoscimento Automatico di Targhe Il programma plate_locator.m prende come input: l immagine della targa
MATERIA: LABORATORIO DI MECCANICA
 UF1 - PRODURRE ALLA FRESATRICE Norme del disegno tecnico. Tolleranze di lavorazione. Lettura degli strumenti di misura e di controllo Conoscenza degli utensili per fresare Calcolo dei parametri di taglio.
UF1 - PRODURRE ALLA FRESATRICE Norme del disegno tecnico. Tolleranze di lavorazione. Lettura degli strumenti di misura e di controllo Conoscenza degli utensili per fresare Calcolo dei parametri di taglio.
Biblioteca di Cervia NOZIONI BASE DI INFORMATICA
 Biblioteca di Cervia NOZIONI BASE DI INFORMATICA NOZIONI DI INFORMATICA Il PC è composto solitamente di tre parti principali: - Il Case, ovvero il contenitore del cuore del computer, da qui si accende
Biblioteca di Cervia NOZIONI BASE DI INFORMATICA NOZIONI DI INFORMATICA Il PC è composto solitamente di tre parti principali: - Il Case, ovvero il contenitore del cuore del computer, da qui si accende
GIROTONDO QUATTRO ELEMENTI CHIAVE CHE ASSICURANO FUTURO ALLA TUA ATTIVITA. http://rmconsulting.altervista.org
 SOLUZIONI GESTIONALI RM CONSULTING QUATTRO ELEMENTI CHIAVE CHE ASSICURANO FUTURO ALLA TUA ATTIVITA TELEFONICO, ON- LINE E è una soluzione gestionale rivolta ai mercatini dell usato in conto vendita. Facile
SOLUZIONI GESTIONALI RM CONSULTING QUATTRO ELEMENTI CHIAVE CHE ASSICURANO FUTURO ALLA TUA ATTIVITA TELEFONICO, ON- LINE E è una soluzione gestionale rivolta ai mercatini dell usato in conto vendita. Facile
Percorso utensile. Profilo e percorso utensile
 Percorso utensile Il percorso utensile viene programmato rispetto ad un punto di riferimento. TOOL POINT TORNITURA TOOL POINT FRESATURA 1 Profilo e percorso utensile In alcune operazioni il percorso del
Percorso utensile Il percorso utensile viene programmato rispetto ad un punto di riferimento. TOOL POINT TORNITURA TOOL POINT FRESATURA 1 Profilo e percorso utensile In alcune operazioni il percorso del
All interno del computer si possono individuare 5 componenti principali: SCHEDA MADRE. MICROPROCESSORE che contiene la CPU MEMORIA RAM MEMORIA ROM
 Il computer è un apparecchio elettronico che riceve dati di ingresso (input), li memorizza e gli elabora e fornisce in uscita i risultati (output). Il computer è quindi un sistema per elaborare informazioni
Il computer è un apparecchio elettronico che riceve dati di ingresso (input), li memorizza e gli elabora e fornisce in uscita i risultati (output). Il computer è quindi un sistema per elaborare informazioni
Rappresentazione Denominazione simbolo ISO Riferimento a unificazioni
 Tabelle TABELLE 1 Nelle pagine che seguono sono riportati stralci di tabelle che si trovano normalmente sui manuali e che sono di grande importanza durante le fasi di lavorazione. Le tabelle proposte riguar-
Tabelle TABELLE 1 Nelle pagine che seguono sono riportati stralci di tabelle che si trovano normalmente sui manuali e che sono di grande importanza durante le fasi di lavorazione. Le tabelle proposte riguar-
ALESATRICE A CONTROLLO NUMERICO
 MetalMacchine S.r.l. Via Don Minzoni,46-40057 Cadriano di Granarolo Emilia (BO) Amministrazione Tel. 0376.556505 ; Fax. 0376.599469 Produzione e Assistenza Tecnica - Tel. 051.0454460 ; Fax. 051.0454459
MetalMacchine S.r.l. Via Don Minzoni,46-40057 Cadriano di Granarolo Emilia (BO) Amministrazione Tel. 0376.556505 ; Fax. 0376.599469 Produzione e Assistenza Tecnica - Tel. 051.0454460 ; Fax. 051.0454459
LA REALIZZAZIONE DI UN PROGETTO
 LA REALIZZAZIONE DI UN PROGETTO Nuovo prodotto Progettazione Programmazione CICLO Operazione Descrizione nnonnononoonono noninininiluludodo Produzione ITI San Zeno (Vr) 1 CICLO 1 Il ciclo nel processo
LA REALIZZAZIONE DI UN PROGETTO Nuovo prodotto Progettazione Programmazione CICLO Operazione Descrizione nnonnononoonono noninininiluludodo Produzione ITI San Zeno (Vr) 1 CICLO 1 Il ciclo nel processo
1. Le macro in Access 2000/2003
 LIBRERIA WEB 1. Le macro in Access 2000/2003 Per creare una macro, si deve aprire l elenco delle macro dalla finestra principale del database: facendo clic su Nuovo, si presenta la griglia che permette
LIBRERIA WEB 1. Le macro in Access 2000/2003 Per creare una macro, si deve aprire l elenco delle macro dalla finestra principale del database: facendo clic su Nuovo, si presenta la griglia che permette
Catalogo Elettronico Lancia, Fiat e Alfa Romeo
 Catalogo Elettronico Lancia, Fiat e Alfa Romeo Manuale sulla Navigazione Release 1.0 Indice Manuale Struttura pagine Caratteristiche prodotto Utilizzo carrello ( Carrello Prodotti ) Funzionalità di ricerca
Catalogo Elettronico Lancia, Fiat e Alfa Romeo Manuale sulla Navigazione Release 1.0 Indice Manuale Struttura pagine Caratteristiche prodotto Utilizzo carrello ( Carrello Prodotti ) Funzionalità di ricerca
RIPARI DI PROTEZIONE TIPI E CRITERI DI SCELTA
 RIPARI DI PROTEZIONE TIPI E CRITERI DI SCELTA Tipologia: fisso a segregazione totale barriera distanziatrice - a tunnel mobile motorizzato a chiusura automatica regolabile interbloccato interbloccato con
RIPARI DI PROTEZIONE TIPI E CRITERI DI SCELTA Tipologia: fisso a segregazione totale barriera distanziatrice - a tunnel mobile motorizzato a chiusura automatica regolabile interbloccato interbloccato con
Norme. Norme. Università degli Studi di Brescia DIMI
 - UNI Disegno Tecnico 1 Normazione e unificazione Norma: Regola che fissa le condizioni di esecuzione di un oggetto o di elaborazione di un prodotto di cui si vogliano UNIFICARE l impiego od assicurarne
- UNI Disegno Tecnico 1 Normazione e unificazione Norma: Regola che fissa le condizioni di esecuzione di un oggetto o di elaborazione di un prodotto di cui si vogliano UNIFICARE l impiego od assicurarne
Arnaldi Centinature S.N.C. di Arnaldi R. & C. Via Benessea, 9-17035 - Cisano sul Neva (SV)
") Tel. 199 245 245 Fax. 199 246 246 E-Mail: info@arnaldicentinature.it OGGETTO : INFORMAZIONI GENERALI Con il presente documento ci proponiamo di informarvi sulle sezioni dei profili di cui possediamo l
Tel. 199 245 245 Fax. 199 246 246 E-Mail: info@arnaldicentinature.it OGGETTO : INFORMAZIONI GENERALI Con il presente documento ci proponiamo di informarvi sulle sezioni dei profili di cui possediamo l