Tecnologie non convenzionali
|
|
|
- Letizia Guerra
- 6 anni fa
- Visualizzazioni
Transcript
1 Tecnologie non convenzionali 1 Sommario Processi tecnologici per asportazione di truciolo Perché Tecnologie Non Convenzionali? Classificazione delle Tecnologie Non Convenzionali Panoramica sulle Tecnologie Non Convenzionali Come si studia e si valuta una tecnologia? 2 1
 E necessario ottenere tolleranze dimensionali, tolleranze di forma e finiture superficiali non realizzabili dai processi tecnologici primari FUNZIONAMENTO AFFIDABILE ED")
2 Componenti meccanici realizzati mediante processi tecnologici primari richiedono generalmente processi tecnologici per asportazione di truciolo 3 PERCHE? 1) E necessario ottenere tolleranze dimensionali, tolleranze di forma e finiture superficiali non realizzabili dai processi tecnologici primari FUNZIONAMENTO AFFIDABILE ED APPROPRIATO DEI COMPONENTI 4 2
3 2) Componenti con profili interni ed esterni, spigoli vivi e planarità non realizzabili nei processi di formatura e stampaggio 3) Speciali caratteristiche superficiali ottenibili soltanto con processi di asportazione di materiale 4) Le superfici trattate termicamente al fine di migliorare la durezza e la resistenza all usura necessitano di operazioni di finitura 5) Le lavorazioni alle macchine utensili possono risultare più economiche, ad esempio per piccoli lotti 5 Limitazioni Produzione di scarti di materiale Necessitano di più energia, capitali e manodopera rispetto ai processi primari Se non eseguiti correttamente possono produrre effetti indesiderati sulla qualità superficiale e sulle proprietà del prodotto 6 3
4 Tecnologie di lavorazione Δm<0 Δm=0 Δm>0 convenzionali Per asportazione di materiale Tornitura Fresatura ecc. Per deformazione del materiale Stampaggio Estrusione Tempra ecc. Per aggiunta di materiale Fonderia speciali Taglio laser Lavorazioni a getto d acqua ecc. Idroformatura Trattamento al plasma ecc. Prototipazione Rapida 7 Classificazione delle lavorazioni per asportazione di materiale Asportazione con utensili a geometria definita Asportazione con utensili a geometria indefinita Asportazione con processi non convenzionali 8 4

5 Asportazione con utensili a geometria definita Tornitura Fresatura Foratura, Svasatura, Alesatura Piallatura Brocciatura Segatura Limatura 9 Asportazione con utensili a geometria indefinita Rettifica Levigatura Lappatura 10 5
6 Asportazione con processi non convenzionali Laser Plasma Waterjet - Abrasive Waterjet Ultrasuoni Elettroerosione Elettrochimica 11 Perché processi non convenzionali? Queste lavorazioni sono state introdotte per rispondere ad alcune esigenze particolari che non riescono ad essere soddisfatte dalle tecnologie convenzionali: 1) Lavorazione di materiali non convenzionali quali: Materiali ceramici Fibre sintetiche Leghe di titanio Leghe di alluminio Leghe di silicio Superleghe Plastiche Resine 2) Materiali più classici con caratteristiche meccaniche o richieste di forme e finiture particolari (microfori, rugosità superficiali e cavità di stampi non realizzabili per asportazione classica, ) 12 6
 Richieste finiture e tolleranze migliori di quelle ottenibili mediante processi tradizionali 4) Pezzi in lavorazioni troppo flessibili o sottili per sopportare forze di taglio elevate 5) Per")
7 Perché processi non convenzionali? 3) Richieste finiture e tolleranze migliori di quelle ottenibili mediante processi tradizionali 4) Pezzi in lavorazioni troppo flessibili o sottili per sopportare forze di taglio elevate 5) Per evitare incrementi di temperatura e/o tensioni residue nel pezzo in lavorazione 6) Problemi nell afferraggio in un attrezzatura di bloccaggio 13 Classificazione delle lavorazioni per asportazione di materiale 14 7
8 Come si studia una TECNOLOGIA? (prodotto+processo+sistema) Il processo principio fisico di base del processo modellazione dell interazione tra utensile e materiale principali parametri di processo e relativo campo di variabilità Il sistema descrizione del sistema schema di funzionamento Il prodotto relazione tra parametri di processo e qualità dei prodotti ottenibili principali applicazioni industriali Elementi di valutazione tecnica ed economica 15 Come si valuta una tecnologia? (Prodotto+ Processo+ Sistema) Qualità Costo Pd - Complessità particolari geometrici Pd - Finitura superficiale Pd - Proprietà termo-meccaniche Pc - Ripetibilità del processo Pc - Precisione del processo S - Costo d investimento S - Costo d esercizio S/Pc - Impatto ambientale t 16 Tempo S/Pc S S fs/pc - Range di materiali lavorabili S/Pc - Range di geometrie lavorabili S/Pc - Variabilità ritmi produttivi Flessibilità - Velocità di lavorazione - Tempi di setup - Tempo di progettazione e lancio in produzione di un nuovo prodotto (time to market) 8
 Abrasive Jet Machining (AJM) Water Jet")



9 Tecnologie non convenzionali Energia Meccanica Ultrasonic Machining (USM) Abrasive Jet Machining (AJM) Water Jet Machining (WJM) 17 Lavorazioni ad ultrasuoni USM Utensile in acciaio dolce Abrasivo: carburo di boro, allumina, carburo di silicio Trasduttore piezoelettrico o magnetostrittivo Frequenza vibrazione testa: 20 khz Ampiezza: mm Stress d impatto notevole Tempo e area di contatto tra particelle e pezzo molto ridotto Microfratturazioni localizzate ed erosione della superficie 18 9
 Fori e fessure Materiali molto duri, metallici e non Fori molto conici No spigoli ed")
10 Materiali molto duri e fragili (ceramici, carburi, pietre preziose, vetro, acciai temprati) No spigoli ed angoli acuti Cavità e fori con marcata conicità Utilizzo di eventuale mascheratura di protezione Utilizzato anche nella saldatura a lembi sovrapposti di lamiere sottili 19 Abrasive Jet Machining (AJM) Fori e fessure Materiali molto duri, metallici e non Fori molto conici No spigoli ed angoli acuti Eventuale mascheratura 20 10


 Smaltimento abrasivo 21 Impianto AWJ 2 assi")
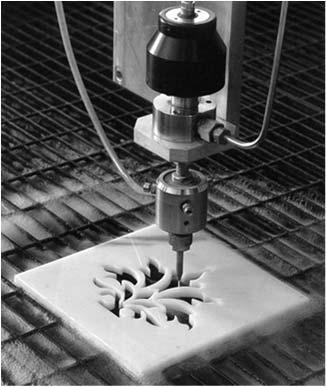
11 Lavorazioni Waterjet e Abrasive Waterjet - WJ/AWJ Getto molto compatto di acqua sotto pressione (da 70 fino a 400 MPa) Può essere composto da sola acqua o contenere anche materiale abrasivo Taglia qualsiasi materiale Taglio a freddo Forze di taglio basse Geometria e finitura = f(parametri) Smaltimento abrasivo 21 Impianto AWJ 2 assi 5 assi 22 11


12 Il Processo: getti puri e iniettati WATER JET ABRASIVE WATER JET 23 Schema d impianto 24 12
13 Materiali lavorabili Materiali plastici Materiali isolanti Gomma Polistirene Cemento Titanio Alluminio Pietre Materiali compositi Cibi Nylon Tessuti Pellami Leghe di nichel Materiali ceramici Lapidei Acciai Vetro Carta 25 Vantaggi e caratteristiche Il processo può essere applicato a qualsiasi materiale Sistema facilmente automatizzabile e permette la realizzazione di profili complessi Geometria del solco e finitura delle pareti dipendono dalla scelta dei parametri tecnologici Non si hanno distorsioni ed effetti termici Il taglio è molto accurato Non si hanno modifiche strutturali anche in materiali spessi Forze di taglio ridotte, non sono indispensabili attrezzaggi particolari 26 13






14 Applicazioni AWJ Kevlar Bronzo Acciaio Alluminio 27 Applicazioni AWJ: lavorazione artistica dei lapidei 28 14



")

15 Applicazioni WJ cibo gomma carta 29 Tecnologie non convenzionali Energia Chimica Chemical Machining (CHM) Energia Elettrochimica Electro Chemical Machining (ECM) 30 15


16 Lavorazioni chimiche - CHM Si utilizzano soluzioni acide o alcaline per attaccare localmente o dissolvere chimicamente il materiale Fresatura chimica Trattamento termico per l eliminazione di tensioni residue Decapaggio e pulitura delle superfici Applicazione maschera Eliminazione delle parti della maschera che verranno attaccate chimicamente Immersione del pezzo nel reagente Risciacquo accurato Rimozione della maschera e ispezione 31 Fresatura chimica: applicazioni Piccole cavità di forma anche complessa su lamiere, pezzi forgiati o estrusi Vasta gamma di metalli e profondità di asportazione fino a mm Produzioni di cavità o contorni a più livelli 32 16
 Non si formano bave Procedura: Ingrandimento della geometria da tranciare Ricopertura del lamierino da tranciare con liquido fotosensibile Proiezione del negativo Fase di sviluppo Immersione")
17 Tranciatura fotochimica Lamiere di spessore molto sottile (fino a mm) Non si formano bave Procedura: Ingrandimento della geometria da tranciare Ricopertura del lamierino da tranciare con liquido fotosensibile Proiezione del negativo Fase di sviluppo Immersione in vasca piena di reagente 33 Tranciatura fotochimica Applicazioni nell industria aeronautica ed elettronica Controindicazioni: Non adatto per geometrie con angoli molto acuti, cavità profonde e sottili, conicità molto precise Difficoltà con superfici porose o fortemente irregolari Asportazione di materiale anche nelle zone protette da maschera Tasso di rimozione (MRR) basso 34 17

 Lavorazioni di cavità di forme complesse in materiali di elevata tenacità e resistenza meccanica Fori di diametro molto piccolo")
18 Lavorazioni elettrochimiche ECM L elettrolita porta in soluzione i prodotti della reazione anodica che si sviluppa sul pezzo in lavorazione producendo una cavità Utensile (catodo) in ottone, rame o bronzo Elettrolita: soluzione in acqua di cloruro di sodio o di nitrato di sodio Velocità di asportazione proporzionale alla densità di corrente Superfici prive di bave Usato anche per sbavatura No danni termici e distorsioni meccaniche 35 Problemi per spigoli netti e planarità elevata Controllo del flusso di elettrolita problematico Tolleranze dimensionali e di forma non troppo strette Industria aeronautica (palette di turbina, ugelli di forma complessa) Lavorazioni di cavità di forme complesse in materiali di elevata tenacità e resistenza meccanica Fori di diametro molto piccolo 36 18


 Laser")
19 Rettificatura elettrochimica (ECG) L utensile è un catodo rotante L abrasivo agisce da isolante Usura molto contenuta 37 Tecnologie non convenzionali Energia Elettrotermica Electro Discharge Machining (EDM) Laser Beam Machining (LBM) 38 19

 39 Elettroerosione")


20 Tecnologie non convenzionali Energia Elettrotermica Electron Beam Machining (EBM) Plasma Beam Machining (PBM) 39 Elettroerosione - EDM Erosione dei metalli attraverso una successione di scariche elettriche Elettroerosione a tuffo Si applica a tutti i materiali conduttori 40 20




21 Il ciclo produttivo per la lavorazione tramite elettroerosione a tuffo può essere così riassunta: Analisi della forma da ottenere Realizzazione dell elettrodo in rame con forma pari al negativo della forma che si vuole ottenere Montaggio dell elettrodo sulla macchina Scelta dei parametri di lavoro Esecuzione del ciclo di lavoro Mandrino Elettrodo Pezzo Elettrolita 41 Microfori su metallo duro Fori ciechi Fori profondi di piccolo diametro Fessure strette Forme complesse e articolate Foro minimo 0,3 Utensili (grafite, bronzo, rame, leghe rame-tungsteno) sagomati mediante forgiatura, fusione o asportazione di truciolo Problemi per l usura dell utensile 42 21






22 Elettroerosione a filo (WEDM) Il filo percorre molto lentamente il profilo programmato Spessori fino a 500 mm Filo di bronzo, rame o tungsteno (ø min 0.25 mm) Filo (Elettrodo) Elettrolita Pezzo 43 Con questa lavorazione è possibile lavorare piastre nelle quali eseguire ritagli secondo profili predefiniti È possibile ottenere anche profili di tipo rigato comandando in maniera differenziata le due testate inferiore e superiore del mandrino portafilo (4 assi) Esempio di macchina 44 22
23 Lavorazioni Laser - LBM La sorgente di energia è un laser che focalizza l energia di un fascio di luce coerente sulla superficie del pezzo portandolo alla fusione e all evaporazione Caratteristiche: Monocromaticità Fasamento Direzionalità 45 Sorgenti liquida: di scarso interesse industriale solida: Nd-Yag Pot= fino a pochi kw Applicazioni industriali diodi Pot= fino a 1 kw gassosa: atomi HeNe Pot= qualche centinaio di milliwatt Campi di misura e olografici ioni Kr e Ar molecole CO 2 Pot= fino a poche decine di Watt Campo medicale Pot= max circa 20 kw Applicazioni industriali 46 23




24 Schema tipico del sistema laser Sorgente laser Fascio laser Specchio riflettente Sistema di raffreddamento Lente di focalizzazione Gas di assistenza Pezzo in lavorazione Ugello Tavola x-y 47 Il laser La macchina La testa di taglio 48 24




25 Materiali lavorabili Metallici Polimerici Ceramici Compositi Legno, carta, vetro, gomma, pelle 49 Applicazioni industriali Taglio assistito ad ossigeno per fusione per vaporizzazione per degradazione chimica Un esempio di taglio Un esempio di taglio della lamiera Saldatura Saldatura di bassa o profonda penetrazione ottima qualità, notevoli velocità, ZTA ridotte difficoltà nell accoppiare perfettamente i lembi 50 25


 Foratura")





26 Foratura fori di piccolo diametro (ordine di grandezza: 1 µm) Foratura Trattamenti termici tempra, alligazione, vetrificazione sup. superfici di difficile accesso ridotta distorsione geometrica Modifiche superf. 51 Marcatura e incisione Cleaning 52 26

27 L efficienza del processo è inversamente proporzionale a: riflettività conducibilità termica calore latente di fusione e di evaporazione del materiale impiegato Considerazioni tecnologiche e progettuali: Evitare superfici riflettenti alla lunghezza d onda della sorgente Evitare spigoli molto acuti Tagli su spessori rilevanti presentano una eccessiva conicità Danneggiamento microstrutturale 53 Lavorazioni con fascio di ioni e di elettroni - IBM/EBM Il principio di funzionamento consiste nella generazione di un flusso di ioni (IBM) o di elettroni (EBM) che viene accelerato e sparato contro la superficie del pezzo da lavorare (sotto vuoto)
 Applicazioni nell industria elettronica e nucleare La necessità di operare sotto vuoto limita le dimensioni dei pezzi da lavorare Microfresa a due taglienti, Ø 0.")
 come mezzo per trasferire energia termica da una sorgente di potenza elettrica alla superficie del materiale Taglio plasma - PAC Gas a T ambiente ISOLANTE")
28 Questo processo può essere utilizzato per vari tipi di lavorazione: Taglio Foratura Saldatura Impianto di atomi sulla superficie del pezzo (drogaggio) Deposizione di atomi sulla superficie del pezzo (ricoperture) Applicazioni nell industria elettronica e nucleare La necessità di operare sotto vuoto limita le dimensioni dei pezzi da lavorare Microfresa a due taglienti, Ø mm realizzata per asportazione di materiale con la tecnica Ion Beam Machining. 55 Si utilizza un gas ionizzato (plasma) come mezzo per trasferire energia termica da una sorgente di potenza elettrica alla superficie del materiale Taglio plasma - PAC Gas a T ambiente ISOLANTE elettrico Gas ad alta energia CONDUTTORE elettrico Plasma freddo Il gas non è in equilibrio termico Applicazioni: fusione selettiva, trattamenti termici, trasformazioni strutturali Plasma caldo Il gas è in equilibrio termico Applicazioni: taglio, saldatura, thermal spray 56 28



 2")
29 Evoluzione del processo di saldatura TIG (Tungsten Inert Gas) Arco elettrico tra elettrodo e superficie del pezzo da lavorare Gas inerte protegge zona di saldatura e elettrodo TIG PLASMA L arco viene fatto passare attraverso un ugello di rame raffreddato ad acqua posizionato tra elettrodo e pezzo 57 Il principio di funzionamento consiste nella generazione di un flusso di plasma che viene accelerato e sparato contro la superficie del pezzo da lavorare 1 elettrodo refrattario: emettitore termoionico (catodo) 2 orifizio 3 guide per i gas 58 29



")


30 Combinazione di 2 azioni: termica: provoca la fusione del metallo cinetica: provoca l evacuazione del liquido formato alto costo d investimento elevata produttività scarsa qualità del taglio limitata trasportabilità produzione di fumi, rumore e radiazioni danneggiamento microstrutturale Applicazioni: metalli materiali non conduttori (Plasma Jet) 59 Dai primi anni 90: High Definition Plasma Cutting - HDP miglioramento della tecnologia preesistente TEMPERATURA qualità del taglio buona ZTA contenuta concorrenziale con altre tecnologie non convenzionali 60 30


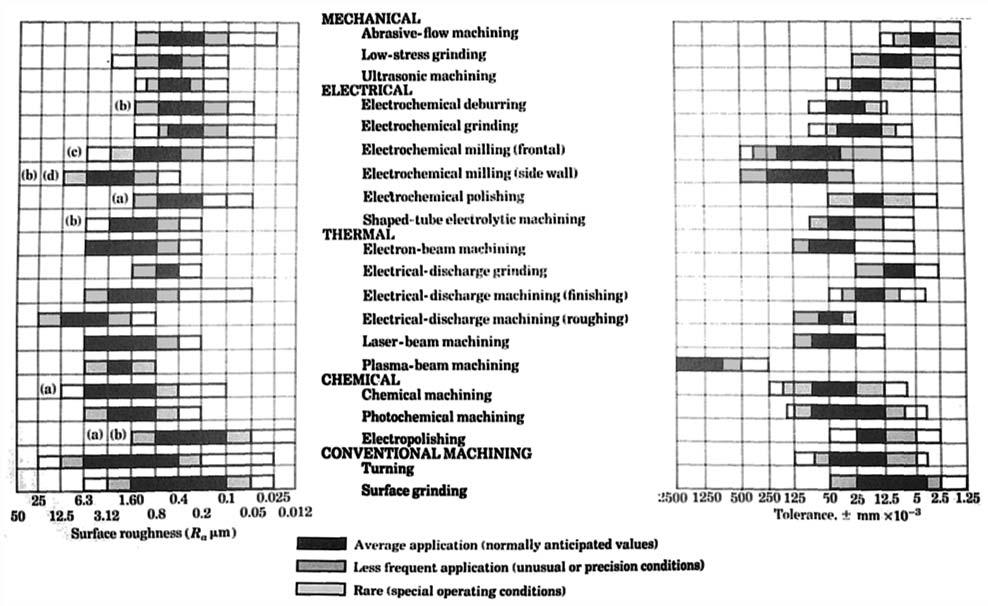
31 61 Tolleranze e Rugosità ottenibili 62 31
Lavorazioni non convenzionali
 Lavorazioni non convenzionali Lavorazioni non convezionali Le lavorazioni non convezionali sono quei processi che utilizzano tecniche di rimozione del materiale per via meccanica, elettrica, termica e
Lavorazioni non convenzionali Lavorazioni non convezionali Le lavorazioni non convezionali sono quei processi che utilizzano tecniche di rimozione del materiale per via meccanica, elettrica, termica e
PARAMETRI DI PROCESSO
 PARAMETRI DI PROCESSO Elettrici Corrente: I Tensione: V t on t off t on /(t on +t off ) = duty cycle Polarità Geometrici Ampiezza del gap: d g Fisici Tipo di dielettrico Cinematici Velocità del dielettrico
PARAMETRI DI PROCESSO Elettrici Corrente: I Tensione: V t on t off t on /(t on +t off ) = duty cycle Polarità Geometrici Ampiezza del gap: d g Fisici Tipo di dielettrico Cinematici Velocità del dielettrico
LAVORAZIONI NON CONVENZINALI I.T.S.T J.F. KENNEDY - PN
 LAVORAZIONI NON CONVENZINALI I.T.S.T J.F. KENNEDY - PN DEFINIZIONE Le Lavorazioni Non Convenzionali (LNC) sono quei processi che utilizzano tecniche di rimozione del materiale per via meccanica, elettrica,
LAVORAZIONI NON CONVENZINALI I.T.S.T J.F. KENNEDY - PN DEFINIZIONE Le Lavorazioni Non Convenzionali (LNC) sono quei processi che utilizzano tecniche di rimozione del materiale per via meccanica, elettrica,
Tecnologie non convenzionali
 Tecnologie non convenzionali Sezione Tecnologie Meccaniche e Produzione 1 Tecnologia Meccanica Sommario Processi tecnologici per asportazione di truciolo Perché Tecnologie Non Convenzionali? Classificazione
Tecnologie non convenzionali Sezione Tecnologie Meccaniche e Produzione 1 Tecnologia Meccanica Sommario Processi tecnologici per asportazione di truciolo Perché Tecnologie Non Convenzionali? Classificazione
LAVORAZIONI MEDIANTE ELETTRO - EROSIONE. Electro Discharge Machining - EDM
 LAVORAZIONI MEDIANTE ELETTRO - EROSIONE Electro Discharge Machining - EDM 1 Tecnologie Speciali ELETTROEROSIONE Processo di sagomatura in cui una serie di scariche elettriche si innescano tra l elettrodo
LAVORAZIONI MEDIANTE ELETTRO - EROSIONE Electro Discharge Machining - EDM 1 Tecnologie Speciali ELETTROEROSIONE Processo di sagomatura in cui una serie di scariche elettriche si innescano tra l elettrodo
Tecnologia Meccanica prof. Luigi Carrino LE TECNOLOGIE NON CONVENZIONALI
 LE TECNOLOGIE NON CONVENZIONALI Lavorazioni per asportazione di materiale Nelle lavorazioni per asportazione di truciolo tradizionali il materiale è rimosso grazie all energia meccanica a disposizione
LE TECNOLOGIE NON CONVENZIONALI Lavorazioni per asportazione di materiale Nelle lavorazioni per asportazione di truciolo tradizionali il materiale è rimosso grazie all energia meccanica a disposizione
QUOTATURA. Prof. Daniele Regazzoni
 CdL in INGEGNERIA DELLE TECNOLOGIE PER LA SALUTE QUOTATURA Prof. Daniele Regazzoni University of Bergamo Department of Management, Information and Production Engineering... IN QUESTA LEZIONE Quotatura
CdL in INGEGNERIA DELLE TECNOLOGIE PER LA SALUTE QUOTATURA Prof. Daniele Regazzoni University of Bergamo Department of Management, Information and Production Engineering... IN QUESTA LEZIONE Quotatura
QUOTATURA. Ing. Davide Russo Dipartimento di Ingegneria Industriale
 QUOTATURA Ing. Davide Russo Dipartimento di Ingegneria Industriale ... NELLA PRECEDENTE LEZIONE Sezioni Introduzione al problema Definizione Indicazioni convenzionali come si eseguono Classificazione 2
QUOTATURA Ing. Davide Russo Dipartimento di Ingegneria Industriale ... NELLA PRECEDENTE LEZIONE Sezioni Introduzione al problema Definizione Indicazioni convenzionali come si eseguono Classificazione 2
Lavorazioni per abrasione (rettifica)
") Lavorazioni per abrasione (rettifica) Moto di taglio utensile rotatorio Moto di avanzamento utensile / pezzo Moto di registrazione utensile rettilineo curvilineo Moto di lavoro (cicloidale) rettilineo
Lavorazioni per abrasione (rettifica) Moto di taglio utensile rotatorio Moto di avanzamento utensile / pezzo Moto di registrazione utensile rettilineo curvilineo Moto di lavoro (cicloidale) rettilineo
Quotatura. Prof. Giorgio Colombo Dipartimento di Meccanica III FACOLTA DI ARCHITETTURA DISEGNO INDUSTRIALE POLITECNICO DI MILANO 1
 Knowledge Aided Engineering Manufacturing and Related Technologies DISEGNO TECNICO INDUSTRIALE Quotatura Prof. Giorgio Colombo Dipartimento di Meccanica POLITECNICO DI MILANO 1... nella precedente lezione
Knowledge Aided Engineering Manufacturing and Related Technologies DISEGNO TECNICO INDUSTRIALE Quotatura Prof. Giorgio Colombo Dipartimento di Meccanica POLITECNICO DI MILANO 1... nella precedente lezione
TECNOLOGIA MECCANICA
 TECNOLOGIA MECCANICA Docente F. Veniali Tutori I. Libri, A. Ruggiero ORARIO Lezioni: lunedì 8:30-10:00 Aula 8 mercoledì 8:30-10:00 Esercitazioni: venerdì 8:30-10:00 Aula 8 Question time: sabato 18 febbraio,
TECNOLOGIA MECCANICA Docente F. Veniali Tutori I. Libri, A. Ruggiero ORARIO Lezioni: lunedì 8:30-10:00 Aula 8 mercoledì 8:30-10:00 Esercitazioni: venerdì 8:30-10:00 Aula 8 Question time: sabato 18 febbraio,
TECNOLOGIA DEI PROCESSI PRODUTTIVI
 TECNOLOGIA DEI PROCESSI PRODUTTIVI Docente F. Veniali Tutor A. Gisario ORARIO Lezioni: Martedì 8:30-10:55 Aula 1 Venerdì 8:30-10:55 Question time: Sabato 24 Ottobre, 28 Novembre Altro?? Ricevimento: Martedì
TECNOLOGIA DEI PROCESSI PRODUTTIVI Docente F. Veniali Tutor A. Gisario ORARIO Lezioni: Martedì 8:30-10:55 Aula 1 Venerdì 8:30-10:55 Question time: Sabato 24 Ottobre, 28 Novembre Altro?? Ricevimento: Martedì
PRINCIPALI LAVORAZIONI MECCANICHE
 di Tecnologia Meccanica PRINCIPALI LAVORAZIONI MECCANICHE A cura dei proff. Morotti Giovanni e Santoriello Sergio GENERALITA Si intende per lavorazione meccanica una operazione eseguita manualmente o facendo
di Tecnologia Meccanica PRINCIPALI LAVORAZIONI MECCANICHE A cura dei proff. Morotti Giovanni e Santoriello Sergio GENERALITA Si intende per lavorazione meccanica una operazione eseguita manualmente o facendo
Tecnologia Meccanica TECNOLOGIA MECCANICA. Introduzione 0
 TECNOLOGIA MECCANICA Introduzione 0 TECNOLOGIA MECCANICA Docente F. Veniali ORARIO Lezioni: mercoledì 10:15 11:45 Aula 40 giovedì 8:30 11:45 venerdì 8:30 10:00 Question time: Sabato xxxxx Sabato xxxxx
TECNOLOGIA MECCANICA Introduzione 0 TECNOLOGIA MECCANICA Docente F. Veniali ORARIO Lezioni: mercoledì 10:15 11:45 Aula 40 giovedì 8:30 11:45 venerdì 8:30 10:00 Question time: Sabato xxxxx Sabato xxxxx
Tecnologia Meccanica TECNOLOGIA MECCANICA. Introduzione 0
 TECNOLOGIA MECCANICA Introduzione 0 TECNOLOGIA MECCANICA Docente F. Veniali ORARIO Lezioni: lunedì 8:30 10:00 Aula 38 martedì 8:30 10:00 Aula 1 giovedì 8:30 10:00 Aula 1 venerdì 8:30 10:00 Aula 38 Question
TECNOLOGIA MECCANICA Introduzione 0 TECNOLOGIA MECCANICA Docente F. Veniali ORARIO Lezioni: lunedì 8:30 10:00 Aula 38 martedì 8:30 10:00 Aula 1 giovedì 8:30 10:00 Aula 1 venerdì 8:30 10:00 Aula 38 Question
QUOTATURA PARTE 2. î IN QUESTA LEZIONE PROF. CATERINA RIZZI DIPARTIMENTO DI INGEGNERIA GESTIONALE,
 QUOTATURA PARTE 2 PROF. CATERINA RIZZI DIPARTIMENTO DI INGEGNERIA GESTIONALE, DELL INFORMAZIONE E DELLA PRODUZIONE î IN QUESTA LEZIONE CLASSIFICAZIONE punto di vista geometrico quote di grandezza quote
QUOTATURA PARTE 2 PROF. CATERINA RIZZI DIPARTIMENTO DI INGEGNERIA GESTIONALE, DELL INFORMAZIONE E DELLA PRODUZIONE î IN QUESTA LEZIONE CLASSIFICAZIONE punto di vista geometrico quote di grandezza quote
GESTIONE DEI PROCESSI PRODUTTIVI
 GESTIONE DEI PROCESSI PRODUTTIVI Docenti F. Veniali (canale A-L) A. Boschetto (canale M-Z) Tutor ORARIO I. Libri, A. Ruggiero Lezioni: Lunedì 15:45-17:15 Aule 29-33 Mercoledì17:30-19:00 Giovedì 14:00-15:30
GESTIONE DEI PROCESSI PRODUTTIVI Docenti F. Veniali (canale A-L) A. Boschetto (canale M-Z) Tutor ORARIO I. Libri, A. Ruggiero Lezioni: Lunedì 15:45-17:15 Aule 29-33 Mercoledì17:30-19:00 Giovedì 14:00-15:30
Foratura. Moto di taglio utensile rotatorio. Moto di avanzamento utensile. Moto di registrazione pezzo. lavorazioni. Asportazione di truciolo 120
 Foratura Moto di taglio utensile rotatorio Moto di avanzamento utensile rettilineo Moto di registrazione utensile pezzo Moto di lavoro elicoidale lavorazioni Asportazione di truciolo 120 Struttura trapani
Foratura Moto di taglio utensile rotatorio Moto di avanzamento utensile rettilineo Moto di registrazione utensile pezzo Moto di lavoro elicoidale lavorazioni Asportazione di truciolo 120 Struttura trapani
Tecnologia Meccanica TECNOLOGIA MECCANICA. Introduzione 0
 TECNOLOGIA MECCANICA Introduzione 0 TECNOLOGIA MECCANICA A. Boschetto L. Bottini ORARIO Lezioni ed lunedì 9.30 13.30 esercitazioni giovedì 9.30 13.30 INDIRIZZI Latina: Roma: Telefono: 0773476517 / 39517
TECNOLOGIA MECCANICA Introduzione 0 TECNOLOGIA MECCANICA A. Boschetto L. Bottini ORARIO Lezioni ed lunedì 9.30 13.30 esercitazioni giovedì 9.30 13.30 INDIRIZZI Latina: Roma: Telefono: 0773476517 / 39517
POLITECNICO DI TORINO TECNOLOGIA MECCANICA IL CICLO DI LAVORAZIONE
 POLITECNICO DI TORINO TECNOLOGIA MECCANICA IL CICLO DI LAVORAZIONE DEFINIZIONE Il ciclo di lavorazione è, in senso lato, la successione logica di tutte le operazioni necessarie per trasformare un pezzo
POLITECNICO DI TORINO TECNOLOGIA MECCANICA IL CICLO DI LAVORAZIONE DEFINIZIONE Il ciclo di lavorazione è, in senso lato, la successione logica di tutte le operazioni necessarie per trasformare un pezzo
INDICE. 1 Introduzione e panoramica. 3 proprietà dei materiali industriali. 2 materiali per applicazioni industriali. e proprietà dei prodotti
 INDICE Prefazione XI I revisori XII 1 Introduzione e panoramica della produzione 1.1 Che cos è la produzione? 4 1.1.1 La definizione della produzione 4 1.1.2 Industrie manifatturiere e prodotti 4 1.1.3
INDICE Prefazione XI I revisori XII 1 Introduzione e panoramica della produzione 1.1 Che cos è la produzione? 4 1.1.1 La definizione della produzione 4 1.1.2 Industrie manifatturiere e prodotti 4 1.1.3
NUOVO! Dischi fibrati COMBICLICK un sistema brevettato di attacco rapido ed autoraffreddante
 un sistema brevettato di attacco rapido ed autoraffreddante NUOVO! Fino al 25% in più di asportazione. Fino al 30% in meno di usura dell utensile. Fino al 30% in meno di riscaldamento del pezzo. Tempi
un sistema brevettato di attacco rapido ed autoraffreddante NUOVO! Fino al 25% in più di asportazione. Fino al 30% in meno di usura dell utensile. Fino al 30% in meno di riscaldamento del pezzo. Tempi
Indice Prefazione XIII 1 Introduzione alle tecnologie di fabbricazione 2 Principi fondamentali della produzione per fonderia
 Indice Prefazione XIII 1 Introduzione alle tecnologie di fabbricazione 1 Introduzione 1 1.1 Processi tecnologici di trasformazione 2 1.1.1 Precisione nelle trasformazioni 5 1.2 Attributi geometrici dei
Indice Prefazione XIII 1 Introduzione alle tecnologie di fabbricazione 1 Introduzione 1 1.1 Processi tecnologici di trasformazione 2 1.1.1 Precisione nelle trasformazioni 5 1.2 Attributi geometrici dei
Corso di Tecnologia Meccanica
 Corso di Tecnologia Meccanica Programma del corso LIUC - Ingegneria Gestionale 1 Modulo 1 - prove tecnologiche e meccaniche Prova di trazione Prova di compressione Prova di durezza (Brinell, Vickers, Rockwell)
Corso di Tecnologia Meccanica Programma del corso LIUC - Ingegneria Gestionale 1 Modulo 1 - prove tecnologiche e meccaniche Prova di trazione Prova di compressione Prova di durezza (Brinell, Vickers, Rockwell)
!&'()*!"#!$% XIII. 3 Capitolo 1 Introduzione alle lavorazioni non convenzionali di Michele Monno
*!#!$% XIII. 3 Capitolo 1 Introduzione alle lavorazioni non convenzionali di Michele Monno") !"#!$% XI XIII XV Premessa Autori Notazioni e simboli 3 Capitolo 1 Introduzione alle lavorazioni non convenzionali di Michele Monno 5 1.1 Lavorazioni a ultrasuoni 6 1.2 Lavorazioni water jet e abrasive
!"#!$% XI XIII XV Premessa Autori Notazioni e simboli 3 Capitolo 1 Introduzione alle lavorazioni non convenzionali di Michele Monno 5 1.1 Lavorazioni a ultrasuoni 6 1.2 Lavorazioni water jet e abrasive
funzionale tecnologica di collaudo quote di grandezza quote di posizione in serie in parallelo combinata con quote sovrapposte in coordinate
 QUOTATURA PARTE 2 Prof. Caterina Rizzi CLASSIFICAZIONE punto di vista geometrico quote di grandezza quote di posizione quote di accoppiamento disposizione: sistemi di quotatura in serie in parallelo combinata
QUOTATURA PARTE 2 Prof. Caterina Rizzi CLASSIFICAZIONE punto di vista geometrico quote di grandezza quote di posizione quote di accoppiamento disposizione: sistemi di quotatura in serie in parallelo combinata
GTTS5: Processi produttivi innovativi. Introduzione R-0353-D0415-CI-I 1
 GTTS5: Processi produttivi innovativi Introduzione R-0353-D0415-CI-I 1 Facts and figures 3D Printing Impact (CSC Source) 2 Le sfide specifiche Obiettivo della linea di intervento LI5: Processi produttivi
GTTS5: Processi produttivi innovativi Introduzione R-0353-D0415-CI-I 1 Facts and figures 3D Printing Impact (CSC Source) 2 Le sfide specifiche Obiettivo della linea di intervento LI5: Processi produttivi
ALCUNE LAVORAZIONI NON CONVENZIONALI PER L'ASPORTAZIONE DEL MATERIALE 1
 asdf ALCUNE LAVORAZIONI NON CONVENZIONALI PER L'ASPORTAZIONE DEL MATERIALE 19 December 2011 Introduzione Con questo articolo vogliamo analizzare molto brevemente alcune delle lavorazioni non convenzionali
asdf ALCUNE LAVORAZIONI NON CONVENZIONALI PER L'ASPORTAZIONE DEL MATERIALE 19 December 2011 Introduzione Con questo articolo vogliamo analizzare molto brevemente alcune delle lavorazioni non convenzionali
CLASSIFICAZIONE DEI MATERIALI
 CLASSIFICAZIONE DEI MATERIALI MATERIALI METALLICI Sono sostanze inorganiche composte da uno o più elementi metallici (Fe, Al, Ti etc.), che possono però contenere anche alcuni elementi non metallici (C,
CLASSIFICAZIONE DEI MATERIALI MATERIALI METALLICI Sono sostanze inorganiche composte da uno o più elementi metallici (Fe, Al, Ti etc.), che possono però contenere anche alcuni elementi non metallici (C,
TRATTAMENTI TERMICI DEI MATERIALI FERROSI
 TRATTAMENTI TERMICI DEI MATERIALI FERROSI Tempra Processi di tempra A seconda di come viene eseguito il trattamento, consentono di ottenere: un cambiamento di struttura totale a temperatura ambiente con
TRATTAMENTI TERMICI DEI MATERIALI FERROSI Tempra Processi di tempra A seconda di come viene eseguito il trattamento, consentono di ottenere: un cambiamento di struttura totale a temperatura ambiente con
Il ciclo di lavorazione
 INTRODUZIONE AI CICLI DI LAVORAZIONE 1 Il ciclo di lavorazione DEFINIZIONE: Si dice CICLO DI LAVORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione
INTRODUZIONE AI CICLI DI LAVORAZIONE 1 Il ciclo di lavorazione DEFINIZIONE: Si dice CICLO DI LAVORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione
Tecnologia Meccanica
 Tecnologia Meccanica Corso di Laurea in Ingegneria Meccanica Università di Bergamo Facoltà di Ingegneria Anno Accademico 2005-06 Osvaldo Carpina Docente Osvaldo.Carpina@unibg.it Orari ricevimento: Venerdì
Tecnologia Meccanica Corso di Laurea in Ingegneria Meccanica Università di Bergamo Facoltà di Ingegneria Anno Accademico 2005-06 Osvaldo Carpina Docente Osvaldo.Carpina@unibg.it Orari ricevimento: Venerdì
Introduzione SISTEMI DI PRODUZIONE TECNOLOGIA MECCANICA
 SISTEMI DI PRODUZIONE TECNOLOGIA MECCANICA Dario Antonelli Lavorazioni non convenzionali Introduzione 2 I processi non convenzionali sostituiscono le tecnologie tradizionali di asportazione Lavorazioni
SISTEMI DI PRODUZIONE TECNOLOGIA MECCANICA Dario Antonelli Lavorazioni non convenzionali Introduzione 2 I processi non convenzionali sostituiscono le tecnologie tradizionali di asportazione Lavorazioni
Rif. Bibliografico: Giusti/Santochi Tecnologia meccanica cap.9
 LAVORAZIONI DI RETTIFICA Rif. Bibliografico: Giusti/Santochi Tecnologia meccanica cap.9 1 Rettifica - le lavorazioni Foto copertina 2 Rettifica - le lavorazioni 3 Rettifica - le lavorazioni Rettifica in
LAVORAZIONI DI RETTIFICA Rif. Bibliografico: Giusti/Santochi Tecnologia meccanica cap.9 1 Rettifica - le lavorazioni Foto copertina 2 Rettifica - le lavorazioni 3 Rettifica - le lavorazioni Rettifica in
CLASSIFICAZIONE DEI PROCESSI DI FORMATURA PLASTICA
 CLASSIFICAZIONE DEI PROCESSI DI FORMATURA PLASTICA 1 CLASSIFICAZIONE DEI PROCESSI DI FORMATURA PLASTICA Condotta facendo riferimento ad alcuni elementi caratteristici dei processi: temperatura alla quale
CLASSIFICAZIONE DEI PROCESSI DI FORMATURA PLASTICA 1 CLASSIFICAZIONE DEI PROCESSI DI FORMATURA PLASTICA Condotta facendo riferimento ad alcuni elementi caratteristici dei processi: temperatura alla quale
Matteo Strano - Tecnologia Meccanica Processi di fonderia - 2 FONDERIA
 Matteo Strano - Tecnologia Meccanica Processi di fonderia - 1 Matteo Strano - Tecnologia Meccanica Processi di fonderia - 2 FONDERIA Nella tecnica di fonderia il metallo, fuso nei forni, viene colato o
Matteo Strano - Tecnologia Meccanica Processi di fonderia - 1 Matteo Strano - Tecnologia Meccanica Processi di fonderia - 2 FONDERIA Nella tecnica di fonderia il metallo, fuso nei forni, viene colato o
SALDATURA CON ELETTRODO RUTILE
 SALDATURA CON ELETTRODO RUTILE Indicazioni generali L innesco e l accensione di un arco elettrico avvengono per contatto tra un polo positivo ed un polo negativo (cortocircuito). Il calore dell arco elettrico
SALDATURA CON ELETTRODO RUTILE Indicazioni generali L innesco e l accensione di un arco elettrico avvengono per contatto tra un polo positivo ed un polo negativo (cortocircuito). Il calore dell arco elettrico
LASER E PRODUZIONE: CARATTERISTICHE, APPLICAZIONI E TENDENZE FUTURE
 Università degli Studi di L Aquila Dipartimento di Ingegneria Meccanica, Energetica e Gestionale UCIMU-SISTEMI PER PRODURRE Associazione Costruttori Italiani Macchine Utensili, Robot e Automazione LASER
Università degli Studi di L Aquila Dipartimento di Ingegneria Meccanica, Energetica e Gestionale UCIMU-SISTEMI PER PRODURRE Associazione Costruttori Italiani Macchine Utensili, Robot e Automazione LASER
Lavorazioni e Disegno
 Lavorazioni e Disegno 1 Assiemi meccanici Ogni particolare, ogni singolo pezzo è realizzato con: materiale diverso; tecnologia (o tecnologie) differenti. Il disegno delle parti ne deve tenere conto 2 Classificazione
Lavorazioni e Disegno 1 Assiemi meccanici Ogni particolare, ogni singolo pezzo è realizzato con: materiale diverso; tecnologia (o tecnologie) differenti. Il disegno delle parti ne deve tenere conto 2 Classificazione
Proprietà meccaniche e microstruttura indotte da tempra laser nell acciaio
 Proprietà meccaniche e microstruttura indotte da tempra laser nell acciaio 1.2311 R. Sola, G. Poli, R. Giovanardi, P. Veronesi Università degli Studi di Modena e Reggio Emilia G. Parigi STAV srl, Saldobrasature
Proprietà meccaniche e microstruttura indotte da tempra laser nell acciaio 1.2311 R. Sola, G. Poli, R. Giovanardi, P. Veronesi Università degli Studi di Modena e Reggio Emilia G. Parigi STAV srl, Saldobrasature
Le lavorazioni: la formatura. Le lavorazioni: la formatura. Le lavorazioni industriali
 Le lavorazioni: la formatura Le lavorazioni: la formatura Il processo di fusione La fusione in forma transitoria La fusione in forma permanente La formatura dei polimeri Esercizi sulla fusione 2 2006 Politecnico
Le lavorazioni: la formatura Le lavorazioni: la formatura Il processo di fusione La fusione in forma transitoria La fusione in forma permanente La formatura dei polimeri Esercizi sulla fusione 2 2006 Politecnico
MATERIALI CERAMICI Classificazione e caratteristiche generali
 MATERIALI CERAMICI Classificazione e caratteristiche generali I materiali ceramici sono materiali inorganici non metallici, costituiti da elementi metallici e non metalici legati fra loro prevalentemente
MATERIALI CERAMICI Classificazione e caratteristiche generali I materiali ceramici sono materiali inorganici non metallici, costituiti da elementi metallici e non metalici legati fra loro prevalentemente
GESTIONE DEI PROCESSI PRODUTTIVI
 GESTIONE DEI PROCESSI PRODUTTIVI Docente F. Veniali Tutor A. Gisario, I. Libri ORARIO Lezioni: Martedì 8:30-10:55 Aula 1 Mercoledì10:10-11:50 Question time: Sabato 26 Ottobre, 29 Novembre Martedì 16 Dicembre
GESTIONE DEI PROCESSI PRODUTTIVI Docente F. Veniali Tutor A. Gisario, I. Libri ORARIO Lezioni: Martedì 8:30-10:55 Aula 1 Mercoledì10:10-11:50 Question time: Sabato 26 Ottobre, 29 Novembre Martedì 16 Dicembre
Tecnologia Meccanica
 Università di Bergamo Facoltà di Ingegneria Corso di Laurea in Ingegneria Gestionale Anno Accademico 2008-09 1 La TECNOLOGIA MECCANICA, o meglio le TECNOLOGIE DI LAVORAZIONE MECCANICA, costituiscono l
Università di Bergamo Facoltà di Ingegneria Corso di Laurea in Ingegneria Gestionale Anno Accademico 2008-09 1 La TECNOLOGIA MECCANICA, o meglio le TECNOLOGIE DI LAVORAZIONE MECCANICA, costituiscono l
Lavorazioni per abrasione. Classificazione. Possono produrre superfici lisce rispettando tolleranze strette Si possono lavorare materiali duri
 Lavorazioni per abrasione Classificazione Possono produrre superfici lisce rispettando tolleranze strette Si possono lavorare materiali duri L asportazione tramite abrasione I taglienti sono distribuiti
Lavorazioni per abrasione Classificazione Possono produrre superfici lisce rispettando tolleranze strette Si possono lavorare materiali duri L asportazione tramite abrasione I taglienti sono distribuiti
Processi per asportazione C.N. Processi per asportazione C.N. Generalità sui parametri di taglio
 Processi per asportazione C.N. Processi per asportazione C.N. La tornitura Foratura, fresatura e rettifica Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico di Torino 1 Obiettivi
Processi per asportazione C.N. Processi per asportazione C.N. La tornitura Foratura, fresatura e rettifica Il controllo numerico (C.N.) Ottimizzazione del processo 2 2006 Politecnico di Torino 1 Obiettivi
Riferimenti: Levi/Zompì Tecnologia meccanica cap. 6 Giusti/Santochi Tecnologia meccanica cap. 9
 LAVORAZIONI DI FORATURA - ALESATURA Riferimenti: Levi/Zompì Tecnologia meccanica cap. 6 Giusti/Santochi Tecnologia meccanica cap. 9 1 FORATURA 2 FORATURA a z D/2 Moto di taglio: moto rotatorio dell utensile
LAVORAZIONI DI FORATURA - ALESATURA Riferimenti: Levi/Zompì Tecnologia meccanica cap. 6 Giusti/Santochi Tecnologia meccanica cap. 9 1 FORATURA 2 FORATURA a z D/2 Moto di taglio: moto rotatorio dell utensile
Profili laminati di alta qualità
 L'acciaio antiusura Profili laminati di alta qualità STEEL FOR LIFE WARRANTY ESTRONG è un acciaio legato a basso contenuto di Carbonio e con elevati tenori di Boro, Molibdeno e Nichel, tali da ottimizzare
L'acciaio antiusura Profili laminati di alta qualità STEEL FOR LIFE WARRANTY ESTRONG è un acciaio legato a basso contenuto di Carbonio e con elevati tenori di Boro, Molibdeno e Nichel, tali da ottimizzare
Corso di Tecnologia Meccanica
 Corso di Tecnologia Meccanica Modulo 5.2 Lavorazioni non convenzionali LIUC - Ingegneria Gestionale 1 Classificazione Lavorazioni non convenzionali Energia meccanica Energia elettrochimica Energia chimica
Corso di Tecnologia Meccanica Modulo 5.2 Lavorazioni non convenzionali LIUC - Ingegneria Gestionale 1 Classificazione Lavorazioni non convenzionali Energia meccanica Energia elettrochimica Energia chimica
Corso di Laurea in Ingegneria Edile
 Dip. di Ingegneria Chimica, dei Materiali e della Produzione Industriale Università Federico II di Napoli Corso di Laurea in Ingegneria Edile Corso di Tecnologia dei Materiali e Chimica Applicata (Prof.
Dip. di Ingegneria Chimica, dei Materiali e della Produzione Industriale Università Federico II di Napoli Corso di Laurea in Ingegneria Edile Corso di Tecnologia dei Materiali e Chimica Applicata (Prof.
FORM 2000 HP FORM 3000 HP
 FORM 2000 HP FORM 3000 HP Applicazioni FORM 2000 HP e FORM 3000 HP per la massima precisione in applicazioni complesse iq di GF AgieCharmilles, una tecnologia rivoluzionaria La tecnologia iq offre enorme
FORM 2000 HP FORM 3000 HP Applicazioni FORM 2000 HP e FORM 3000 HP per la massima precisione in applicazioni complesse iq di GF AgieCharmilles, una tecnologia rivoluzionaria La tecnologia iq offre enorme
Le lavorazioni: la formatura. Le lavorazioni: la formatura. Le lavorazioni industriali. Il processo di fusione La fusione in forma transitoria
 Le lavorazioni: la formatura Le lavorazioni: la formatura Le lavorazioni industriali Il processo di fusione La fusione in forma transitoria La formatura dei polimeri Esercizi sulla fusione 2 2006 Politecnico
Le lavorazioni: la formatura Le lavorazioni: la formatura Le lavorazioni industriali Il processo di fusione La fusione in forma transitoria La formatura dei polimeri Esercizi sulla fusione 2 2006 Politecnico
Lavorazioni per asportazione di truciolo.
 Lavorazioni per asportazione di truciolo carmelo.demaria@unipi.it Asportazione di materiale Dalla piallatura in falegnameria... Truciolo alla tornitura in officina Asportazione di materiale Taglio Abrasivi
Lavorazioni per asportazione di truciolo carmelo.demaria@unipi.it Asportazione di materiale Dalla piallatura in falegnameria... Truciolo alla tornitura in officina Asportazione di materiale Taglio Abrasivi
RAEX PER OGNI MOMENTO, PER OGNI USURA
 RAEX PER OGNI MOMENTO, PER OGNI USURA ESIGENZE ANTIUSURA RISOLTE L'acciaio resistente all'abrasione Raex è pensato per le strutture in acciaio che sono esposte ad abrasione. Le proprietà di resistenza
RAEX PER OGNI MOMENTO, PER OGNI USURA ESIGENZE ANTIUSURA RISOLTE L'acciaio resistente all'abrasione Raex è pensato per le strutture in acciaio che sono esposte ad abrasione. Le proprietà di resistenza
TECNOLOGIA MECCANICA
 TECNOLOGIA MECCANICA Ing. Produzione Industriale - Tecnologia Meccanica - Introduzione al corso - 1 TECNOLOGIE DI PRODUZIONE La tecnologia meccanica ha a che fare con il mondo del produrre. L insegnamento
TECNOLOGIA MECCANICA Ing. Produzione Industriale - Tecnologia Meccanica - Introduzione al corso - 1 TECNOLOGIE DI PRODUZIONE La tecnologia meccanica ha a che fare con il mondo del produrre. L insegnamento
Applicazioni Industriali
 Applicazioni Industriali Stampaggio a freddo - Tranciatura Marco Raimondi e-mail: mraimondi@liuc.it Lavorazione a freddo delle lamiere È il processo più diffuso per la produzione di grande serie di componentistica
Applicazioni Industriali Stampaggio a freddo - Tranciatura Marco Raimondi e-mail: mraimondi@liuc.it Lavorazione a freddo delle lamiere È il processo più diffuso per la produzione di grande serie di componentistica
6. Quale di questi forni produce meno ossidazioni per eseguire un t.t.? a combustione ad atmosfera nessuno dei tre a nafta
 Questionario area meccanica tecnologia e disegno TECNOLOGIA MECCANICA 1. Bisogna tornire un particolare in acciaio di diametro 55 mm. Si utilizza una Vc di 90 m/min. Quale numero di giri devo scegliere
Questionario area meccanica tecnologia e disegno TECNOLOGIA MECCANICA 1. Bisogna tornire un particolare in acciaio di diametro 55 mm. Si utilizza una Vc di 90 m/min. Quale numero di giri devo scegliere
La deformazione plastica. La deformazione plastica. Lavorazioni per deformazione. Il processo di laminazione. Estrusione e trafilatura.
 La deformazione plastica La deformazione plastica Lavorazioni per deformazione Il processo di laminazione La forgiatura La formatura della lamiera 2 2006 Politecnico di Torino 1 Obiettivi della lezione
La deformazione plastica La deformazione plastica Lavorazioni per deformazione Il processo di laminazione La forgiatura La formatura della lamiera 2 2006 Politecnico di Torino 1 Obiettivi della lezione
SERVIZI A VALORE AGGIUNTO PER LA COMPETITIVITA DEL CLIENTE
 SERVIZI A VALORE AGGIUNTO PER LA COMPETITIVITA DEL CLIENTE PROGRAMMA DEI CORSI RISERVATI AI CLIENTI DELL UTENSILERIA LUGHESE PRESENTAZIONE L Utensileria Lughese, da sempre attenta all evoluzione delle
SERVIZI A VALORE AGGIUNTO PER LA COMPETITIVITA DEL CLIENTE PROGRAMMA DEI CORSI RISERVATI AI CLIENTI DELL UTENSILERIA LUGHESE PRESENTAZIONE L Utensileria Lughese, da sempre attenta all evoluzione delle
IL TAGLIO ORBITALE DELLE VITI SENZA FINE UNA TECNOLOGIA ECOSOSTENIBILE
 IL TAGLIO ORBITALE DELLE VITI SENZA FINE UNA TECNOLOGIA ECOSOSTENIBILE Marco Benincasa (Benincasa Meccanica) Giampaolo Giacomozzi (Varvel SpA) Massimiliano Turci (Studio Tecnico Turci) Riduttori a vite
IL TAGLIO ORBITALE DELLE VITI SENZA FINE UNA TECNOLOGIA ECOSOSTENIBILE Marco Benincasa (Benincasa Meccanica) Giampaolo Giacomozzi (Varvel SpA) Massimiliano Turci (Studio Tecnico Turci) Riduttori a vite
LA FORMAZIONE DEL TRUCIOLO. Forza di strappamento (o Forza di taglio) e Sforzo di strappamento
 e Sforzo di strappamento") LA FORMAZIONE DEL TRUCIOLO Forza di strappamento (o Forza di taglio) e Sforzo di strappamento La forza necessaria per l asportazione del truciolo è detta Forza di strappamento (o Forza di taglio): F s
LA FORMAZIONE DEL TRUCIOLO Forza di strappamento (o Forza di taglio) e Sforzo di strappamento La forza necessaria per l asportazione del truciolo è detta Forza di strappamento (o Forza di taglio): F s
Ottimo raffreddamento dello stampo. Missione impossibile? Parliamone! SLM - Tecnologia Selective Laser Melting 100% degli obiettivi raggiunti
 Ottimo raffreddamento dello stampo. Missione impossibile? Parliamone! SLM - Tecnologia Selective Laser Melting 100% degli obiettivi raggiunti La Tecnologia SLM: Selective Laser Melting La tecnologia di
Ottimo raffreddamento dello stampo. Missione impossibile? Parliamone! SLM - Tecnologia Selective Laser Melting 100% degli obiettivi raggiunti La Tecnologia SLM: Selective Laser Melting La tecnologia di
Le frese cilindrico-frontali in metallo duro
 Le frese cilindrico-frontali in metallo duro Le frese cilindrico-frontali fanno parte di una vastissima categoria di utensili impiegati diffusamente in ogni tipo di lavorazione meccanica. Questi utensili
Le frese cilindrico-frontali in metallo duro Le frese cilindrico-frontali fanno parte di una vastissima categoria di utensili impiegati diffusamente in ogni tipo di lavorazione meccanica. Questi utensili
efi Hartner Multiplexlex è pensare in grande!
 efi Hartner Multiplexlex è pensare in grande! multiplexlex Hartner Foratura a spirale con placchetta intercambiabile Nuova placchetta intercambiabile MP 05 con geometria die taglienti ottimizzata Art.
efi Hartner Multiplexlex è pensare in grande! multiplexlex Hartner Foratura a spirale con placchetta intercambiabile Nuova placchetta intercambiabile MP 05 con geometria die taglienti ottimizzata Art.
Workshop sugli stampi Prodotti, innovazioni, tendenze. L ingegneria delle superfici per il settore della stampistica. Dott..
 Workshop sugli stampi Prodotti, innovazioni, tendenze. L ingegneria delle superfici per il settore della stampistica Dott.. Pietro Gimondo 1 Attività Tecnopolo/CSM Stampistica Progettazione (prototipi
Workshop sugli stampi Prodotti, innovazioni, tendenze. L ingegneria delle superfici per il settore della stampistica Dott.. Pietro Gimondo 1 Attività Tecnopolo/CSM Stampistica Progettazione (prototipi
Trasmissioni con cinghie. della trasmissione
 Tecnologia della trasmissione Trasmissioni con cinghie 1 2 Trasmissioni con cinghie Cinghie piane ad anello continuo 6.4.1 ESBAND Cinghie termosaldabili per il 6.4.4 trasporto in PUR Cinghie tonde ad anello
Tecnologia della trasmissione Trasmissioni con cinghie 1 2 Trasmissioni con cinghie Cinghie piane ad anello continuo 6.4.1 ESBAND Cinghie termosaldabili per il 6.4.4 trasporto in PUR Cinghie tonde ad anello
RE3 RESISTENZE A CARTUCCIA BASSA POTENZA
 BASSA POTENZA CARATTERISTICHE GENERALI: Il riscaldatore RE3 è costituito da un tubo in acciao inox dimensionalmente calibrato nel quale viene inserito un isolatore di ceramica adatto a resistere a forti
BASSA POTENZA CARATTERISTICHE GENERALI: Il riscaldatore RE3 è costituito da un tubo in acciao inox dimensionalmente calibrato nel quale viene inserito un isolatore di ceramica adatto a resistere a forti
FORMAZIONE DEL TRUCIOLO
 GEOMETRIA PARTE TAGLIENTE ANGOLO DI REGISTRAZIONE ANGOLO DI SPOGLIA SUPERIORE ANGOLO DI SPOGLIA INFERIORE ANGOLO DI TAGLIO ANGOLO DI INCLINAZIONE ANGOLO AL VERTICE RAGGIO DI PUNTA ANGOLI DI SPOGLIA ASSIALI
GEOMETRIA PARTE TAGLIENTE ANGOLO DI REGISTRAZIONE ANGOLO DI SPOGLIA SUPERIORE ANGOLO DI SPOGLIA INFERIORE ANGOLO DI TAGLIO ANGOLO DI INCLINAZIONE ANGOLO AL VERTICE RAGGIO DI PUNTA ANGOLI DI SPOGLIA ASSIALI
struttura interna composizione chimica meccaniche e tecnologiche
 Un trattamento termico è un insieme di operazioni fatte su un materiale solido per modificarne la struttura interna, la composizione chimica e le proprietà meccaniche e tecnologiche E composto da: 1. Fase
Un trattamento termico è un insieme di operazioni fatte su un materiale solido per modificarne la struttura interna, la composizione chimica e le proprietà meccaniche e tecnologiche E composto da: 1. Fase
GETTI DI FONDERIA SOLUZIONI PER LA PULIZIA INTERNA
 Brescia, 21-22 Novembre 2014 GETTI DI FONDERIA SOLUZIONI PER LA PULIZIA INTERNA 3 Pangborn Europe In sintesi 52 anni di esperienza 1962 2014 FONDERIA UFFICI Presenti dal 1962 a Caronno Pertusella (Va)
Brescia, 21-22 Novembre 2014 GETTI DI FONDERIA SOLUZIONI PER LA PULIZIA INTERNA 3 Pangborn Europe In sintesi 52 anni di esperienza 1962 2014 FONDERIA UFFICI Presenti dal 1962 a Caronno Pertusella (Va)
Rettificatura. LIUC - Ingegneria Gestionale 1
 Rettificatura LIUC - Ingegneria Gestionale 1 Rettificatura Consiste in un asportazione di sovrametallo in piccolissimi trucioli mediante utensili detti mole formate da grani abrasivi uniti da un legante
Rettificatura LIUC - Ingegneria Gestionale 1 Rettificatura Consiste in un asportazione di sovrametallo in piccolissimi trucioli mediante utensili detti mole formate da grani abrasivi uniti da un legante
LE LAVORAZIONI INDUSTRIALI
 LE LAVORAZIONI INDUSTRIALI Tornitura Foratura Fresatura Rettifica Altre lavorazioni 1 LAVORAZIONI INDUSTRIALI Nelle lavorazioni industriali per asportazione di truciolo sono sempre presenti: Pezzo Grezzo
LE LAVORAZIONI INDUSTRIALI Tornitura Foratura Fresatura Rettifica Altre lavorazioni 1 LAVORAZIONI INDUSTRIALI Nelle lavorazioni industriali per asportazione di truciolo sono sempre presenti: Pezzo Grezzo
Tecnologie Materie Plastiche. Bibliografia De Filippi A.M., Fabbricazione di componenti in materiali polimerici
 ITIS Giulio Natta Istituto Tecnico Industriale per la meccanica e le materie plastiche - Liceo Scientifico Tecnologico Via XX settembre 14/A - Rivoli TO Tecnologie Materie Plastiche Modulo6 TERMOFORMATURA
ITIS Giulio Natta Istituto Tecnico Industriale per la meccanica e le materie plastiche - Liceo Scientifico Tecnologico Via XX settembre 14/A - Rivoli TO Tecnologie Materie Plastiche Modulo6 TERMOFORMATURA
La deformazione plastica. La deformazione plastica. Lavorazioni per deformazione. Il processo di laminazione Estrusione e trafilatura La forgiatura
 La deformazione plastica La deformazione plastica Il processo di laminazione Estrusione e trafilatura La forgiatura La formatura della lamiera 2 2006 Politecnico di Torino 1 Obiettivi dell Unità Riconoscere
La deformazione plastica La deformazione plastica Il processo di laminazione Estrusione e trafilatura La forgiatura La formatura della lamiera 2 2006 Politecnico di Torino 1 Obiettivi dell Unità Riconoscere
Spoglia superiore negativa Considerazioni tecniche
 Spoglia superiore negativa Considerazioni tecniche Negli utensili a punta singola si è sempre più affermato l utilizzo della spoglia superiore negativa, che indubbiamente porta dei vantaggi in termini
Spoglia superiore negativa Considerazioni tecniche Negli utensili a punta singola si è sempre più affermato l utilizzo della spoglia superiore negativa, che indubbiamente porta dei vantaggi in termini
Introduzione alle tecnologie di fabbricazione Introduzione 1.1 Processi tecnologici di trasformazione 1.2 Attributi geometrici dei prodotti
 Indice PREFAZIONE RINGRAZIAMENTI DELL EDITORE GUIDA ALLA LETTURA XIII XIV XV 1 Introduzione alle tecnologie di fabbricazione 1 Introduzione 1 1.1 Processi tecnologici di trasformazione 1 1.1.1 Precisione
Indice PREFAZIONE RINGRAZIAMENTI DELL EDITORE GUIDA ALLA LETTURA XIII XIV XV 1 Introduzione alle tecnologie di fabbricazione 1 Introduzione 1 1.1 Processi tecnologici di trasformazione 1 1.1.1 Precisione
Tecnologie Meccaniche. A cura di: Biasio F., Lavezzi G., Mattarolo D., Leonardi G., Salvadego F.
 Tecnologie Meccaniche A cura di: Biasio F., Lavezzi G., Mattarolo D., Leonardi G., Salvadego F. Perché avere un officina meccanica in un laboratorio di fisica nucleare? Come viene creato un progetto Ricercato
Tecnologie Meccaniche A cura di: Biasio F., Lavezzi G., Mattarolo D., Leonardi G., Salvadego F. Perché avere un officina meccanica in un laboratorio di fisica nucleare? Come viene creato un progetto Ricercato
RASSEGNA SULLE TECNOLOGIE MECCANICHE
 RASSEGNA SULLE TECNOLOGIE MECCANICHE a fronte di una premessa sulle caratteristiche del settore meccanico, questo documento è finalizzato ad informazione delle relative tecnologie. Il termine informazione
RASSEGNA SULLE TECNOLOGIE MECCANICHE a fronte di una premessa sulle caratteristiche del settore meccanico, questo documento è finalizzato ad informazione delle relative tecnologie. Il termine informazione
CICLO DI LAVORAZIONE
 di Tecnologia Meccanica CICLO DI LAVORAZIONE A cura dei proff. Morotti Giovanni e Santoriello Sergio Vogliamo adesso occuparci dei principali problemi che si affrontano nella progettazione di un ciclo
di Tecnologia Meccanica CICLO DI LAVORAZIONE A cura dei proff. Morotti Giovanni e Santoriello Sergio Vogliamo adesso occuparci dei principali problemi che si affrontano nella progettazione di un ciclo
ad asportazione di truciolo
 Lavorazioni ad asportazione di truciolo FORMAZIONE DEL TRUCIOLO Per l interpretazione del processo di formazione del truciolo useremo il modello detto taglio ortogonale (tagliente perpendicolare alla velocità
Lavorazioni ad asportazione di truciolo FORMAZIONE DEL TRUCIOLO Per l interpretazione del processo di formazione del truciolo useremo il modello detto taglio ortogonale (tagliente perpendicolare alla velocità
SCELTA DEL TIPO DI INSERTO/FRESA
 FRESATURA DI SPALLAMENTI RETTI SCELTA DEL TIPO DI INSERTO/FRESA Per l esecuzione di spallamenti retti è necessaria una fresa con un angolo di registrazione di 90. Inoltre, l angolo di 90 permette di limitare
FRESATURA DI SPALLAMENTI RETTI SCELTA DEL TIPO DI INSERTO/FRESA Per l esecuzione di spallamenti retti è necessaria una fresa con un angolo di registrazione di 90. Inoltre, l angolo di 90 permette di limitare
Precision Cutting Tools FRESE IN METALLO DURO + NUOVO PROGRAMMA COMPLETO 2017
 IT Precision Cutting Tools FRESE IN METALLO DURO + NUOVO PROGRAMMA COMPLETO 2017 Codice ISO ISO P M K N S H acciaio, acciaio altamente legato acciaio inossidabile ghisa grigia, ghisa sferoidale e malleabile
IT Precision Cutting Tools FRESE IN METALLO DURO + NUOVO PROGRAMMA COMPLETO 2017 Codice ISO ISO P M K N S H acciaio, acciaio altamente legato acciaio inossidabile ghisa grigia, ghisa sferoidale e malleabile
ASPORTAZIONE DI MATERIALE: PRINCIPALI METODI TRADIZIONALI E INNOVATIVI DI LAVORAZIONE
 ASPORTAZIONE DI MATERIALE: PRINCIPALI METODI TRADIZIONALI E INNOVATIVI DI LAVORAZIONE (A CURA DI M. MONNO) Componenti e parti meccaniche realizzate mediante processi tecnologici primari (tecniche fusorie,
ASPORTAZIONE DI MATERIALE: PRINCIPALI METODI TRADIZIONALI E INNOVATIVI DI LAVORAZIONE (A CURA DI M. MONNO) Componenti e parti meccaniche realizzate mediante processi tecnologici primari (tecniche fusorie,
ID Azienda: Altre lavorazioni: Materiali: Mercati: Settori di clienti: Fatturato: Certificazioni: 1068 VI-Italia
 1068 VI-Italia Lavorazioni meccaniche di precisione Tornitura in piccole/medie serie, con 6-60 mm Lavorazioni meccaniche in genere Tornitura in genere Fresatura in genere Trattamenti termici in genere
1068 VI-Italia Lavorazioni meccaniche di precisione Tornitura in piccole/medie serie, con 6-60 mm Lavorazioni meccaniche in genere Tornitura in genere Fresatura in genere Trattamenti termici in genere
Le lavorazioni: la formatura. Le lavorazioni: la formatura. Le lavorazioni industriali. Il processo di fusione. La fusione in forma transitoria
 Le lavorazioni: la formatura Le lavorazioni: la formatura Le lavorazioni industriali Il processo di fusione La fusione in forma permanente La formatura dei polimeri Esercizi sulla fusione 2 2006 Politecnico
Le lavorazioni: la formatura Le lavorazioni: la formatura Le lavorazioni industriali Il processo di fusione La fusione in forma permanente La formatura dei polimeri Esercizi sulla fusione 2 2006 Politecnico
FONDERIA. Corso di Tecnologie Speciali I prof. Luigi Carrino
 FONDERIA Nella tecnica di fonderia il metallo, fuso nei forni, viene colato in una forma cava della quale, solidificando, assume la configurazione e le dimensioni. FONDERIA La fabbricazione per fusione
FONDERIA Nella tecnica di fonderia il metallo, fuso nei forni, viene colato in una forma cava della quale, solidificando, assume la configurazione e le dimensioni. FONDERIA La fabbricazione per fusione
PROCESSO DELL ASPORTAZIONE DEL METALLO
 PROCESSO DELL ASPORTAZIONE DEL METALLO Formazione del truciolo La lavorazione meccanica di un elemento, ha lo scopo di mutarne la forma e le dimensioni per ottenere un particolare meccanico conforme alle
PROCESSO DELL ASPORTAZIONE DEL METALLO Formazione del truciolo La lavorazione meccanica di un elemento, ha lo scopo di mutarne la forma e le dimensioni per ottenere un particolare meccanico conforme alle
M.Z.F. srl Acciai Speciali per Utensili Internet: Tel Fax
 Acciai per Utensili BLU TOOL Linea per Materie plastiche ACCIAIO BONIFICAT0 HB 300 Le leghe: BLU EXTRA BLU TOOL - BLU HARD - BLACK - FASTER - AZZUR - POLAR ESR - COBRAL ESR AVANT ESR -THOR ESR --------------------------------------------------------------------------------------------------------------------------------------------------------------
Acciai per Utensili BLU TOOL Linea per Materie plastiche ACCIAIO BONIFICAT0 HB 300 Le leghe: BLU EXTRA BLU TOOL - BLU HARD - BLACK - FASTER - AZZUR - POLAR ESR - COBRAL ESR AVANT ESR -THOR ESR --------------------------------------------------------------------------------------------------------------------------------------------------------------
CROESUS srl Via S. Pertini, San Bellino (RO) Tel Fax
 Tel Fax") CROESUS srl Via S. Pertini, 19-45020 San Bellino (RO) Tel 0425 703336 - Fax 0425 703403 E-mail: info@croesusmeccanica.it www.croesusmeccanica.it LA STORIA Croesus Meccanica è nata nel 2002 come evoluzione
CROESUS srl Via S. Pertini, 19-45020 San Bellino (RO) Tel 0425 703336 - Fax 0425 703403 E-mail: info@croesusmeccanica.it www.croesusmeccanica.it LA STORIA Croesus Meccanica è nata nel 2002 come evoluzione
UN AZIENDA FATTA DI PERSONE
 UN AZIENDA FATTA DI PERSONE L'AZIENDA La ditta SALA, nata negli anni 50 come studio di progettazione meccanica, ha iniziato fin dai primi anni 60 la costruzione di macchine di tornitura di precisione.
UN AZIENDA FATTA DI PERSONE L'AZIENDA La ditta SALA, nata negli anni 50 come studio di progettazione meccanica, ha iniziato fin dai primi anni 60 la costruzione di macchine di tornitura di precisione.
Corso di Tecnologia Meccanica
 Corso di Tecnologia Meccanica Modulo 4.4 Lavorazioni per asportazione di truciolo LIUC - Ingegneria Gestionale 1 Lavorazioni a moto di taglio rettilineo LIUC - Ingegneria Gestionale 2 Lavorazioni a moto
Corso di Tecnologia Meccanica Modulo 4.4 Lavorazioni per asportazione di truciolo LIUC - Ingegneria Gestionale 1 Lavorazioni a moto di taglio rettilineo LIUC - Ingegneria Gestionale 2 Lavorazioni a moto
Torce MIG/MAG SALDATURA MIG/MAG - TIG. Torce MIG/MAG EN WMT2-15A WMT2-25A WMT2-500W/L WMT2-36A
 Torce Torce SALDATURA - TIG per soddisfare le richieste più esigenti nell ambito della saldatura, offrendo al contempo qualità e affidabilità. sottoposte a usura disponibili a livello europeo. Flessibilità:
Torce Torce SALDATURA - TIG per soddisfare le richieste più esigenti nell ambito della saldatura, offrendo al contempo qualità e affidabilità. sottoposte a usura disponibili a livello europeo. Flessibilità:
Pompe per liquidi abrasivi Flygt serie H
 Pompe per liquidi abrasivi Flygt serie H 58 Quando il gioco si fa duro... La rimozione dei fanghi è una componente essenziale delle operazioni quotidiane di un gran numero di industrie, quali cave, miniere,
Pompe per liquidi abrasivi Flygt serie H 58 Quando il gioco si fa duro... La rimozione dei fanghi è una componente essenziale delle operazioni quotidiane di un gran numero di industrie, quali cave, miniere,
MS di SANTINELLO MARCO
 PRESENTAZIONE DELL AZIENDA MS nasce a seguito di una lunga esperienza tecnica che il fondatore sig. Santinello ha potuto maturare nel corso del tempo. L azienda svolge la sua attività in una struttura
PRESENTAZIONE DELL AZIENDA MS nasce a seguito di una lunga esperienza tecnica che il fondatore sig. Santinello ha potuto maturare nel corso del tempo. L azienda svolge la sua attività in una struttura
Cenni Generali Giunti Saldati
 GENERALITÀ La saldatura è un processo che consente di unire due pezzi metallici, mediante l'azione del calore, realizzandone la continuità. La saldatura può essere ottenuta con o senza materiale di apporto,
GENERALITÀ La saldatura è un processo che consente di unire due pezzi metallici, mediante l'azione del calore, realizzandone la continuità. La saldatura può essere ottenuta con o senza materiale di apporto,
passion for precision Sphero-X finitura e sgrossatura per metalli con gamma di durezza di HRC
 passion for precision Sphero-X finitura e sgrossatura per metalli con gamma di durezza di 40 70 Sphero-X finitura e sgrossatura per metalli con gamma di durezza di 40 70 [ 2 ] Sphero-X rappresenta la nuova
passion for precision Sphero-X finitura e sgrossatura per metalli con gamma di durezza di 40 70 Sphero-X finitura e sgrossatura per metalli con gamma di durezza di 40 70 [ 2 ] Sphero-X rappresenta la nuova
MATERIALI COMPOSITI: comportamento meccanico
 MATERIALI COMPOSITI: comportamento meccanico Materiali tradizionali Proprietà Metalli Ceramiche Polimeri in massa in fibre Resistenza a trazione Rigidezza Tenacità Resistenza all'impatto Limite di fatica
MATERIALI COMPOSITI: comportamento meccanico Materiali tradizionali Proprietà Metalli Ceramiche Polimeri in massa in fibre Resistenza a trazione Rigidezza Tenacità Resistenza all'impatto Limite di fatica
Profili laminati di alta qualità
 L'acciaio antiusura Profili laminati di alta qualità ESTRONG è un acciaio legato a basso contenuto di Carbonio e con elevati tenori di Boro, Molibdeno e Nichel, tali da ottimizzare le caratteristiche meccaniche
L'acciaio antiusura Profili laminati di alta qualità ESTRONG è un acciaio legato a basso contenuto di Carbonio e con elevati tenori di Boro, Molibdeno e Nichel, tali da ottimizzare le caratteristiche meccaniche
ID Azienda: Altre lavorazioni: Materiali: Mercati: Settori di clienti: Fatturato: Certificazioni: 2155 VI-Italia
 2155 VI-Italia Carpenteria media per piccole/medie serie Saldatura per medie/grandi serie Mig/Mag Carpenteria pesante per piccole/medie serie Saldatura in genere Carpenteria in genere Saldatura per piccole
2155 VI-Italia Carpenteria media per piccole/medie serie Saldatura per medie/grandi serie Mig/Mag Carpenteria pesante per piccole/medie serie Saldatura in genere Carpenteria in genere Saldatura per piccole
Utensili rullatori. Tecnologia della rullatura. Vantaggi della rullatura DREX -TOOLS UTENSILI RULLATORI
 Utensili rullatori La DREX -TOOLS vanta sin dal 1980 una solida esperienza nel settore della rullatura. L azienda, con il supporto di personale tecnico di vasta esperienza, ha creato una nuova linea di
Utensili rullatori La DREX -TOOLS vanta sin dal 1980 una solida esperienza nel settore della rullatura. L azienda, con il supporto di personale tecnico di vasta esperienza, ha creato una nuova linea di