Realizzazione di campioni di elettrodi per celle a combustibile a carbonati fusi con il processo di estrusione
|
|
|
- Barbara Franchini
- 8 anni fa
- Visualizzazioni
Transcript
1 Agenzia Nazionale per le Nuove Tecnologie, l Energia e lo Sviluppo Economico Sostenibile RICERCA DI SISTEMA ELETTRICO Realizzazione di campioni di elettrodi per celle a combustibile a carbonati fusi con il processo di estrusione Stefania Baccaro, Cristina Amelio, Enrica Ghisolfi FN S.p.A. Report RdS/2011/102

2 REALIZZAZIONE DI CAMPIONI DI ELETTRODI PER CELLE A COMBUSTIBILE A CARBONATI FUSI CON IL PROCESSO DI ESTRUSIONE Stefania Baccaro, Cristina Amelio, Enrica Ghisolfi (FN) Settembre 2011 Report Ricerca di Sistema Elettrico Accordo di Programma Ministero dello Sviluppo Economico ENEA Area: Produzione di energia elettrica e protezione dell ambiente Progetto: Studi sulla produzione elettrica locale da biomasse a scarti Responsabile Progetto: Angelo Moreno, ENEA Si ringraziano per la collaborazione il Dipartimento di Ingegneria dei Materiali e dell'ambiente dell'università di Modena e Reggio Emilia, nella persona del Dott. Ing. Paolo Veronesi, e la società Pro.Ba nella persona del sig. Baroncelli.

3 UNITÁ FN S.p.A. SOTTOCOMMESSA / ORGANIZZATI NUOVE CENTRO VA TIPO N PROGRESSIVO TECNOLOGIE E SERVIZI AVANZATI CLASSE DI PROGETTAZIONE CLASSE DI RISERVATEZZA CAT. DI ARCHIVIAZIONE UNITÁ DI PREPARAZIONE PAG. : 1 DI : 20 RC II CII LAB Accordo di Programma MSE-ENEA sulla Ricerca di Sistema Elettrico PAR Accordo di Collaborazione ENEA-FN per il Progetto Attività C RAPPORTO FINALE OBIETTIVO C3 Realizzazione campioni finali LISTA DI DISTRIBUZIONE INTERNA LISTA DI DISTRIBUZIONE ESTERNA AD LAB Dr.ssa. S. Baccaro Dr.ssa C. Amelio Dr.ssa E. Ghisolfi ENEA C.R. Casaccia Ing. A. Moreno Archivio FN DESCRIZIONE REDAZIONE APPROVAZIONE AUTORIZZAZIONE EMISSIONE E. Ghisolfi C. Amelio C. Amelio S. Baccaro Il presente documento è RISERVATO ed è proprietà di FN Esso non sarà mostrato a terzi né sarà utilizzato per scopi diversi da quelli per i quali è stato trasmesso.

4 Pag. 2 di 20 RAPPORTO FINALE ATTIVITA C3 Realizzazione campioni finali INDICE 1. INTRODUZIONE Pag ATTIVITA SVOLTE Pag RIFORMULAZIONE DEL COMPOUND Pag TRATTAMENTI TERMICI E CARATTERIZZAZIONE Pag CONCLUSIONI Pag. 19

5 Pag. 3 di INTRODUZIONE Il presente rendiconto è relativo alla Linea di attività C dell Accordo di collaborazione con ENEA per attività di ricerca sul Progetto Studi sulla produzione elettrica locale da biomasse e scarti, nell ambito dell Accordo di Programma MSE-ENEA sulla Ricerca di Sistema Elettrico (PAR ), finalizzate alla realizzazione di campionature di elettrodi di celle a combustibile a carbonati fusi (anodi e catodi MCFC) per caratterizzazione. Più in particolare la linea C3 oggetto del presente rapporto ha la finalità di realizzare in laboratorio una campionatura prototipale di elettrodi di cella (catodo e anodo) da sottoporre a caratterizzazione interna FN ed esterna da parte di ENEA. Tali elettrodi sono fabbricati tramite la tecnologia delle materie plastiche applicata, in maniera assolutamente innovativa, in alternativa alla colatura su nastro. Le attività sono state sviluppate sulla base delle conoscenze acquisite da FN durante lo svolgimento sia delle attività della precedente annualità PAR, relativamente all allestimento della linea di compoundazione ed estrusione, sia delle attività afferenti alle linee C1 e C2, concluse al 30 giugno 2011, che riguardano lo studio della possibilità di sinterizzare tramite microonde e fabbricazione in plastico, prototipi di piccole dimensioni per celle MCFC. Tali piccoli prototipi successivamente, con l'attività C3, dovevano essere implementati nella dimensione e, possibilmente, nella qualità, migliorando le condizioni di fabbricazione al verde e di trattamento termico. Nel corso dell annualità ADP precedente, FN ha potuto collaudare le attrezzature per la formatura in plastico di componenti porosi di celle MCFC, con particolare riferimento alle matrici in gamma alluminato di litio, e ha potuto predisporre le stesse macchine (turbomiscelatore, compoundatore/estrusore, presse) alla realizzazione su scala di laboratorio di manufatti estrusi/stampati con caratteristiche il più possibile vicine a quelle degli elettrodi tradizionali di celle MCFC, in modo da trattare polveri metalliche (nichel per i catodi, miscela nichel-cromo per gli anodi) anzichè ceramiche. Gli elettrodi "verdi" (colati su nastro o, come in questo caso, estrusi e stampati), una volta formati devono essere decerati e sinterizzati al grado di porosità voluto che, tipicamente, per i catodi si assesta attorno al % di porosità aperta e per gli anodi attorno al 50%. Tali valori di porosità, che nella cella determinano la condizione di funzionamento ritenuta ottimale allo stato dell arte (anche per la specifica distribuzione dei pori), devono essere raggiunti individuando le condizioni di processo che costituiscono il miglior compromesso possibile con gli altri parametri chimicofisici da rispettare (densità, resistenza meccanica, morfologia microstrutturale e dispersione del cromo negli anodi).
 per caratterizzazione.")
6 Pag. 4 di 20 Con questa premessa, che ha lo scopo di mettere in evidenza la complessità del processo di fabbricazione degli elettrodi MCFC in tutte le sue componenti, si precisa che a nostro giudizio è opportuno tener conto del fatto che la tecnologia di fabbricazione degli elettrodi consolidata (colatura su nastro e sinterizzazione in forni tradizionali) ha richiesto molti anni di lavoro intenso ed elevati costi di investimento da parte delle diverse realtà coinvolte a livello nazionale (vedasi il caso dei laboratori FN e, in tempi più recenti, quello della fabbrica Ansaldo Fuel Cells), quindi è facile comprendere come sia stato impegnativo e tortuoso il cammino che la FN ha intrapreso partendo da zero e proponendo ad ENEA un nuovo processo di formatura al verde che offre una valida alternativo a quello tradizionale che è contrassegnato da un massiccio impiego di solventi anche pericolosi, da un conseguente elevato impatto ambientale ed è anche particolarmente dispendioso. Inoltre il nuovo processo in plastico è caratterizzato da un elevato contenuto di innovazione tecnologica e di sviluppo sui materiali plasto-ceramici e plasto-metallici fortemente caricati ed è anche particolarmente allettante per via della flessibilità intrinseca che permette di realizzare manufatti con diverse forme e dimensioni sostituendo lo stampo o la testa d estrusione. Per l applicazione alla fabbricazione di elettrodi MCFC, poiché il prodotto finale è un lamierino metallico microporoso dello spessore di circa 0,5 mm e il verde ottenuto per estrusione/stampaggio costituisce il semilavorato intermedio che deve essere ancora sottoposto ai trattamenti termici, il debinding con cui si elimina la plastica (detto anche deceratura ) e la successiva sinterizzazione a 800 C per i catodi e a 1100 C per gli anodi costituiscono la fase di lavorazione determinante ai fini dell ottenimento di un prodotto finale di buona qualità. Riguardo a tale fase, FN ha potuto sperimentarla in parte poiché, anche a seguito del trasferimento della sede operativa da Bosco Marengo presso Sogin a Saluggia presso il C.R. ENEA, ad oggi non è stato possibile decerare e sinterizzare gli elettrodi verdi utilizzando i forni industriali Pro.Ba di proprietà. In alternativa sono state eseguite prove di deceratura e sinterizzazione sia con tecniche di attivazione termica con microonde sia con trattamenti in forni tradizionali, questi ultimi eseguiti presso ditta esterna. A questo proposito si sottolinea come sia stato difficoltoso individuare un trattamentista adeguatamente attrezzato con piccoli forni per la ricerca, allo stesso tempo disponibile ad inserire nei propri programmi di lavoro alcune lavorazioni per FN su prototipi di piccole dimensioni da decerare e sinterizzare in uno svariato numero di prove. Delle due fasi di trattamento termico quella di deceratura si è confermata essere la più critica, come già era emerso dai dati sperimentali raccolti svolgendo le attività della precedente annualità PAR ancora condotte nei laboratori a Bosco Marengo presso lo stabilimento Sogin. Di conseguenza la messa a punto dei trattamenti termici era già stata individuata come la maggior criticità da superare, ragion per cui le attività sono state orientate nel corso della presente annualità anche alla verifica di fattibilità del trattamento alternativo a microonde.

7 Pag. 5 di 20 Qui di seguito si presentano le attività sperimentali svolte che si sono articolate nelle seguenti fasi: - prove per ottenere diversi tipi di compound e stamparli: - conclusioni sulla sperimentazione della deceratura a microonde e prove di trattamento termico in forni tradizionali; - formatura in plastico dei prototipi finali e trattamenti di deceratura e sinterizzazione presso ditta esterna specializzata. I risultati di ogni attività sono stati valutati tramite controlli e analisi di caratterizzazione dimensionale e chimico-fisica microstrutturale. 2. ATTIVITA SVOLTE 2.1 RIFORMULAZIONE DEL COMPOUND Sulla base dei risultati delle prove effettuate nel periodo precedente, in particolare per cercare di migliorare il comportamento in deceratura e sinterizzazione, sono state messe in campo due ricette nuove per il compound di catodo. La principale problematica incontrata è rappresentata dalla diversa densità delle componenti della miscela; l elevata densità del Ni rispetto alla parte polimerica tende a creare fenomeni di sedimentazione durante il trattamento di deceratura che possono portare a difettologie estese. Si è visto come fosse necessario cercare di legare il più possibile la parte metallica a quella polimerica in modo da evitare queste pericolose stratificazioni. Al fine di avere quindi una migliore omogeneizzazione e distribuzione del polimero all interno della mescola si sono valutate due possibili mescole, alternative alle precedenti, sia per catodo che per anodo. Catodo La prima, denominata Ni6, è costituita da Ni al 50% in peso e la componente polimerica principale è data da polipropilene in polvere anziché granulo che risulta maggiormente disperdibile con la polvere di Ni. Gli additivi leganti e aggraffanti della carica minerale sulla parte polimerica sono stati lasciati invariati. Come per le precedenti mescole, la polvere di Ni Inco è stata pre-trattata in muffola al fine di eliminare eventuale umidità residua. Ritornando al PP come polimero si è tornati ad una percentuale in peso del 50% di carica minerale. Questa mescola ha presentato una buona omogeneità in miscelazione grazie al fatto che le due componenti principali, polvere metallica e polvere plastica, erano più compatibili dal punto di vista della

8 Pag. 6 di 20 dimensione e quindi più facilmente omogeneizzabili fra loro. La polvere di PP è stata additivata così come acquistata (di difficile reperimento in quanto poco utilizzata nel settore plastico e quindi non prodotta in larga scala). Lo "spaghetto" si è presentato molto uniforme e consistente. Fig. 1 Estrusione compound Ni6 Con il compound ottenuto sono state effettuate prove di stampaggio con pressa Negri Bossi (di seguito NB) per ottenere i semilavorati da sottoporre a successivo stampaggio a caldo con pressa Komage a formare i campioni verdi di catodo. Alcuni campioni sono stati sottoposti a deceratura. Poiché il PP non era stato precedentemente additivato per romperne la catena, così come si era proceduto per le mescole precedenti, si è visto che, malgrado l ottimo grado di miscelazione, si avevano ancora difficoltà nell evacuazione del polimero. Si è quindi deciso di sperimentare una variante a tale mescola (Ni6bis), impiegando sempre la polvere di PP, ma inserendo all interno l additivo necessario per rompere la catena e rendere il polimero più vicino ad una cera. Sono state quindi ripetute le fasi di miscelazione, estrusione, stampaggio e realizzazione dei verdi. Le prove di deceratura effettuate hanno mostrato un comportamento migliore, dovuto, appunto alla catena più ridotta. In alternativa alle mescole descritte, al fine di cercare di disperdere al meglio il polimero all interno della mescola, è stata anche presa in considerazione la possibilità di variare il tipo di aggraffante. In questo caso, trattandosi di un aggraffante in granuli, si è impiegato il PP in granuli, precedentemente trattato per romperne
 per ottenere i semilavorati da sottoporre a successivo stampaggio a")
9 Pag. 7 di 20 la catena (non era possibile, infatti, effettuare tale operazione in concomitanza della mescola per incompatibilità dei due prodotti). La polvere di Ni è stata pre-trattata in muffola per eliminarne l umidità e, prima di inserire l aggraffante ed il polimero, è stata bagnata con alcool isopropilico e olio di vaselina al fine di consentire l accoppiamento fisico con i granuli. Si è ottenuta una buona dispersione (vedi Fig. 2). Fig. 2 Immagine della mescola prima dello scarico dal turbomiscelatore La mescola Ni7 è stata quindi estrusa a parametri diversi rispetto alla Ni6 e Ni6 bis. Anche in questo caso lo spaghetto è risultato molto liscio (indice di buona miscelazione). Con il compound realizzato sono stati ottenuti per stampaggio ad iniezione i semilavorati ( scatolini ) da sottoporre a successiva compressione a caldo in pressa Komage. I campioni verdi ottenuti sono stati sottoposti a deceratura, sia con il ciclo ultimo sperimentato, sia modificando alcune rampe. Sicuramente questa mescola risulta più semplice a livello di fase di miscelazione; occorre, però, una certa attenzione nella manipolazione e conservazione dell aggraffante (facilmente degradabile se non conservato in modo opportuno). Inoltre, questo aggraffante mostra una migliore capacità di copertura della polvere nei confronti dell acqua impiegata per raffreddare lo spaghetto. Anodo In parallelo alla sperimentazione condotta per il catodo, si è deciso di sperimentare le stesse tipologie di mescole anche per l anodo. Per quanto riguarda la mescola a base di PP in polvere, visto l esito della Ni6, si è
. Fig. 2 Immagine della mescola prima dello scarico dal turbomiscelatore La mescola Ni7 è stata quindi estrusa a parametri diversi rispetto alla Ni6 e Ni6 bis.")
10 Pag. 8 di 20 passati direttamente ad inserire anche l additivo che rendeva la catena polimerica più corta, per ovviare alle problematiche di deceratura precedentemente incontrate. La prima mescola realizzata, denominata NiCr P, è stata realizzata pre-miscelando in turbomiscelatore il Ni con il 3% di Cr, previa essiccazione in muffola delle due componenti al fine di eliminare l eventuale umidità presente. Si è lasciato invariato il valore di carica minerale rispetto alle mescole precedenti. Anche in questo caso, si è ottenuta una buona miscelazione e la mescola è stata successivamente sottoposta alla fase di estrusione a formare il compound. Con quest ultimo sono state effettuate prove di stampaggio ad iniezione con la pressa NB, variando i parametri di formatura in modo da ottenere compatti della densità nel range g/cm 3. I semilavorati ottenuti sono stati impiegati per realizzare dei tondi mediante pressatura a caldo con la pressa Komage. Alcuni campioni sono stati sottoposti a deceratura presso ProBa Forni. Anche per l anodo si è deciso di testare la possibilità di impiegare un aggraffante diverso. Lasciando invariata la fase di pre-miscelazione del Ni con il Cr, previa loro essiccazione in muffola, si è bagnata la polvere con alcol isopropilico e olio di vaselina; successivamente è stato aggiunto il granulo di aggraffante ed il PP trattato a catena corta. Anche in questo caso si è ottenuta una buona dispersione. Non è stato necessario modificare le temperature di estrusione, rispetto alla mescola Ni7, in quanto i rapporti polvere/polimero e tipologia di polimero erano gli stessi. Lo spaghetto è risultato molto compatto e liscio e di facile taglio con la taglierina in linea. Come per le altre prove si è passati alla pressatura dei semilavorati ad iniezione ed alla successiva realizzazione dei tondi verdi con la pressa Komage. Questi sono poi stati tagliati a formare dei quadrati da inserire nei cicli di deceratura (vedi paragrafo successivo). Fig. 3 Taglio dei tondi a formare i campioni quadrati da sottoporre a trattamenti termici

11 Pag. 9 di TRATTAMENTI TERMICI E CARATTERIZZAZIONE Gli elettrodi ottenuti dal compound estruso, una volta stampati e pressati (di seguito denominati verdi ), sono stati ritagliati in forma rettangolare o quadrata, in campionature di dimensioni variabili nel range di area cm 2 e spessori 0,70 0,75 mm. I campioni sono stati consegnati sia all università di Modena per la deceratura a microonde, sia alla ditta Pro.Ba con cui FN ha uno storico rapporto di fiducia e da cui furono acquistati i forni industriali di proprietà. Tali forni, attualmente in fase di installazione nella hall tecnologica destinata a FN presso il Centro di Saluggia, non sono al momento disponibili nella loro piena funzionalità e per questa ragione le prove di trattamento termico sono state commissionate altrove. Riguardo all esito delle prove in forni microonde, FN si è appoggiata per la sperimentazione al Dip. di Ingegneria dei Materiali dell'università di Modena che è dotato di diverse tipologie di forni per il trattamento termico a microonde (vedasi relazione dell'attività C1 "Studio sullo stato dell'arte delle tecniche di trattamento termico alternative alle tradizionali"). Poiché le prove di debinding dei campioni sottoposti ai trattamenti a microonde (catodi e anodi al verde), utilizzando anche forni e applicatori diversi, hanno messo in evidenza alcune criticità ancora da superare e poiché non si può escludere che questa tipologia di materiali (plastometallici sottili) non sia trattabile per via delle proprie intrinseche caratteristiche (alta superficie e basso volume, eccesso di polimero, sezione sottile), si è deciso di interrompere le prove che non hanno dato buon esito. In alternativa si è provveduto a far decerare e sinterizzare presso la ditta Pro.Ba di cambiano (TO), con cui FN ha un rapporto di fiducia e collaborazione oramai consolidato, un lotto di catodi in plastico, delle stesse dimensioni di quelli trattati a microonde, seguendo inizialmente il ciclo utilizzato per le prove durante l'attività C2. In tabella 1 si riassumono le caratteristiche dell'ultimo ciclo termico provato, dopo una serie di ri-parametrizzazioni per adeguare il trattamento alla tipologia di forno disponibile. I campioni però si sono presentati fragili e di difficile movimentazione, oltre che deformati. Si è quindi deciso di sottoporre ad un nuovo ciclo di deceratura, opportunamente modificato (tabella 2), alcuni campioni di catodi ottenuti con l'ultima modifica alla formulazione del compound (cap. 1) e, poiché il risultato finale del debinding è stato soddisfacente, sono stati sinterizzati 3 catodi e 3 anodi di dimensioni al verde 13x13 cm 2 (ciclo in tabella 3).

12 Pag. 10 di 20 Tabella 1 Ciclo di deceratura in flusso di N 2 Passi Temperatura ( C) Gradiente ( C/h) Tempo (h) 1 TA C/h , C/h C/h C/h C/h TA Raffreddamento controllato Tabella 2 Variante ciclo di deceratura (flusso di N 2 con 5% Idrogeno) Passi Temperatura ( C) Gradiente ( C/h) Tempo (h) 1 TA C/h C/h C/h C/h , TA Raffreddamento controllato Il ciclo termico nella versione finale (tabella 2) è stato progettato da FN che ha dato indicazioni a Pro.Ba su come decerare (in via precauzionale molto gradualmente in modo da limitare il più possibile l'innesco di cricche o di deformazioni) e come trasferire il decerato, che è molto fragile, al forno di sinterizzazione. Di sei campioni (tre anodi e tre catodi) decerati, due si sono deformati in maniera eccessiva e quindi non sono stati sinterizzati, mentre i restanti quattro hanno sinterizzato in maniera soddisfacente (tabelle 3 e 4), permettendoci di ricavare due anodi e due catodi accettabili all'esame visivo (figura 4).

13 Pag. 11 di 20 Tabella 3 Ciclo di sinterizzazione Catodi (flusso di N 2 con 10% Idrogeno) Passi Temperatura ( C) Gradiente ( C/h) Tempo (h) 1 TA C/h C/h TA Raffreddamento controllato Tabella 4 Ciclo di sinterizzazione Anodi (flusso di N 2 con 10% Idrogeno) Passi Temperatura ( C) Gradiente ( C/h) Tempo (h) 1 TA C/h 6, C/h C/h TA Raffreddamento controllato Nonostante i campioni presentassero difetti di planarità, più accentuati negli anodi che vengono trattati a temperatura più elevata, essi sono stati calibrati allo spessore di 0,5-0,6 mm presso l'officina meccanica Studio Forme di Novi Ligure (AL) cui FN si appoggia temporaneamente in attesa del ripristino della propria presso il Centro di Saluggia. Il ritiro in trattamento termico è stato del 9% per i catodi e del 13% per gli anodi. Poiché gli anodi presentavano spessore medio intorno a 0,7 mm, i campioni sono stati laminati il più possibile fino allo spessore desiderato (possibilmente intorno a 0,5 mm) ma per il rischio di fratture dovute a stress meccanico è stato possibile calibrare lo spessore attorno al valore di 0,55-0,60 mm. Al contrario per i catodi, che sinterizzati presentano spessore medio di 0,55 mm, è stata sufficiente una laminazione blanda per portare lo spessore a specifica.
 cui FN si appoggia temporaneamente in attesa del ripristino della propria presso il")
14 Pag. 12 di 20 Figura 4 - Elettrodi nella sequenza: verde stampato, anodo, catodo Dallo sfrido di rifilatura sono stati ricavati i provini per la caratterizzazione chimico fisica e microstrutturale che consiste nei seguenti controlli: - spessore e planarità - rapporto peso/area - porosità a mercurio - morfologia al microscopio elettronico e microanalisi con particolare riferimento alla distribuzione del cromo negli anodi Misure dimensionali e fisiche Per i catodi lo spessore medio dopo laminazione è risultato di 0,50 mm e per gli anodi di 0,57 mm Il rapporto peso/area è di: - 0,13 g/cm 2 per i catodi - 0,25 g/cm 2 per gli anodi Nelle figure seguenti si riporta il diagramma relativo alla distribuzione dei pori aperti nel catodo, lievemente laminato, e nell'anodo sinterizzato e laminato.

15 Pag. 13 di 20 Figura 5 - Porogramma con distribuzione delle porosità nel catodo Figura 6 - Porogramma con distribuzione delle porosità nell'anodo

 si avvicinano a quelle che si possono prendere a riferimento: per il catodo porosità 75% e diametro medio dei pori circa 9 micron,")

16 Pag. 14 di 20 Dalle analisi col porosimetro a mercurio si è potuto concludere che le caratteristiche porosimetriche del catodo (porosità 65-70%, diametro medio dei pori circa 7 micron) e quelle dell'anodo (porosità 50%, diametro medio dei pori circa 4 micron) si avvicinano a quelle che si possono prendere a riferimento: per il catodo porosità 75% e diametro medio dei pori circa 9 micron, per l'anodo porosità 50% e diametro medio dei pori circa 4 micron. Microscopia elettronica e microanalisi Nelle figure seguenti si presentano i risultati della caratterizzazione morfologica microstrutturale, finalizzata alla valutazione del grado di sinterizzazione e di eventuali difettologie, e dell'analisi di composizione chimica semiquantitativa. Figura 7 Morfologia SEM superficie catodo Figura 8 - Morfologia SEM superficie catodo

17 Pag. 15 di 20 Figura 9 - Morfologia SEM sezione catodo Figura 10 - Morfologia SEM sezione catodo


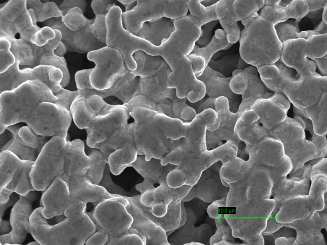
18 Pag. 16 di 20 Figura 11 - Morfologia SEM superficie anodo Figura 12 - Morfologia SEM superficie anodo
19 Pag. 17 di 20 Figura 13 - Morfologia SEM sezione anodo Figura 14 - Morfologia SEM sezione anodo

20 Pag. 18 di 20 Quantitative results Weight% Cr Ni Element Weight% Atomic% Cr K Ni K Totals Figura 15 - Microanalisi SEM-EDS anodo A conclusione delle analisi si è potuto verificare che: - per l anodo e il catodo la struttura è simile dal punto di vista della corretta e omogenea sinterizzazione; - il catodo appare più poroso, anche se senza grosse differenze rispetto all anodo e quindi, coerentemente con i risultati della porosimetria, risulta più denso di quello atteso da specifica; - nell anodo non appaiono evidenti particelle di cromo isolato (non entrato in lega col nichel) e le microanalisi a tutto campo e puntuali confermano che il cromo è omogeneamente disperso in percentuale attorno all' 1,5 % p/p; - in entrambi gli elettrodi non sono rilevati elementi estranei al nichel o nichel-cromo.
 e le microanalisi a tutto campo e puntuali confermano che il cromo è omogeneamente disperso")
21 Pag. 19 di CONCLUSIONI Sulla base dei risultati ottenuti a conclusione dell'obiettivo C2 "Realizzazione di campionature di elettrodi per caratterizzazione interna FN", le attività della linea C3 sono state orientate all'ottimizzazione della tecnica di compoundazione e stampaggio-pressatura a caldo con cui è possibile, in alternativa al tradizionale tape casting, ottenere catodi e anodi di celle MCFC partendo dalle polveri metalliche di base (nichel per i catodi, nichel e cromo per gli anodi). Nel corso dell annualità ADP precedente era già stata individuata la fase nel processo di fabbricazione in plastico maggiormente critica, che consiste nell esecuzione dei trattamenti termici con cui si elimina la componente plastica dai verdi estrusi e stampati. Lo scopo finale delle attività consiste nell ottenimento di buoni risultati di deceratura e sinterizzazione che permettano di fabbricare gli elettrodi in plastico sinterizzati con caratteristiche equivalenti a quelli tradizionalmente ottenuti utilizzando la tecnologia del tape casting associata al trattamento termico nei forni industriali FN. Si è quindi scelto di agire sui due fronti critici della sperimentazione: la formulazione del compound e la riparametrizzazione del debinding. In parallelo si è anche valutata in via definitiva la fattibilità dei trattamenti termici a microonde. Sono stati estrusi diversi lotti di compound plasto metallico a base di polipropilene opportunamente additivato, al fine di raggiungere il miglior compromesso tra tipologia e quantità di additivi organici e carica in metallo, in funzione della microporosità finale attesa in termini di volumi totali e distribuzione dei pori aperti. Parallelamente, sulla base dei risultati dello studio propedeutico (attività C1 "Studio sullo stato dell arte delle tecniche di trattamento termico alternative alle tradizionali ) e in collaborazione con l Università di Modena, si sono effettuate alcune prove finali per tentare di eliminare la componente organica residua negli elettrodi verdi tramite attivazione termica a microonde. Seppur in linea teorica risulti fattibile tale trattamento, a seguito delle ultime verifiche sperimentali le prove sono state interrotte visti gli scarsi risultati. Immediatamente ci si è indirizzati verso l impiego dei forni tradizionali e, non avendo FN al momento la possibilità di condurre la sperimentazione nei propri forni, che attualmente non sono ancora funzionanti presso il Centro di Saluggia, sono stati consegnati al trattamentista esterno Pro.Ba diversi lotti di campioni verdi di catodi e anodi richiedendo l'esecuzione ed eventuale messa a punto del debinding e, nel caso il trattamento riuscisse, della sinterizzazione. Le prime prove sui catodi non hanno dato esito positivo poiché i decerati non erano manipolabili o addirittura polverosi, segno che i granelli di polvere non si erano sufficientemente avvicinati e predisposti alla
22 Pag. 20 di 20 deceratura/presinterizzazione a 850 C. Controllando al microscopio elettronico tramite la microanalisi, in nessun caso è stato rilevato carbonio residuo quindi se ne è dedotto che, sebbene il polimero sia completamente eliminato, gli additivi (per tipologia e/o quantità) potevano con ogni probabilità inibire l attivazione termica della polvere. Modificando la composizione del compound è stato possibile realizzare una campionatura di catodi e anodi verdi da sottoporre ad un nuovo ciclo di deceratura, ri-parametrizzato con il contributo di Pro.Ba (che peraltro si è reso disponibile ad effettuare le prove gratuitamente), in modo da rendere il trattamento termico il più possibile graduale e lento per favorire l aggregazione delle particelle di nichel all'interno della matrice polimerica durante il debinding. Con questo ciclo finalmente sono stati decerati in maniera soddisfacente 3 catodi e 3 anodi verdi di dimensioni utili per la caratterizzazione finale (quadrati di lato 130 mm e spessore 0,7 mm). Gli elettrodi hanno presentato ritiri in sinterizzazione nettamente inferiori a quelli che si verificano con il trattamento termico dei tape colati su nastro, coerentemente con le attese, visto che l estrusione e la pressatura inevitabilmente conferiscono alle polveri un maggior grado di compattezza. Gli elettrodi sinterizzati, che presentavano difetti di planarità e dovevano essere portati allo spessore di specifica (circa 0,5 mm), sono stati sottoposti ad una leggera laminazione sui catodi e ad una laminazione più consistente sugli anodi che comunque, al contrario dei catodi, per il rischio di fessurazioni da eccessivo stress meccanico non è stato possibile ridurre ad uno spessore finale inferiore a 0,55 mm. Infine si sono fabbricati 2 catodi e 2 anodi, di dimensione 100 x 100 mm 2 e spessore medio 0,5-0,6 mm, che sono stati campionati per le analisi di caratterizzazione dimensionale e chimico fisica microstrutturale. I risultati hanno permesso di valutare che la sinterizzazione dei verdi in plastico è possibile, in condizioni termiche molto differenti da quelle (più veloci) dei cicli tradizionali su catodi e anodi prodotti col tape casting. Sebbene vi sia tendenza alla densificazione, con particolare riferimento ai catodi, e quindi alla riduzione del volume totale di porosità aperta, gli elettrodi sinterizzati e laminati sono da noi valutati positivamente e, nel caso si verifichi in futuro la possibilità per la stessa FN di continuare l attività, il processo di fabbricazione in plastico e sinterizzazione potrà essere migliorato nella direzione che ENEA stabilirà per poter utilizzare tali elettrodi in cella MCFC. In ogni caso le conoscenze acquisite e le attrezzature collaudate ci mettono FN in condizione di proporre anche altre diverse applicazioni della tecnica in plastico a nuovi materiali compositi plasto-inorganici (sia ceramici che metallici), da realizzare in diverse forme e dimensioni.
Sintesi attività svolte da FN SpA Unità Op. Ricerca e Prototipazione
 WORKSHOP Campi elettromagnetici. Presentazione dei risultati delle attività di ricerca e sperimentazione tecnico scientifica in campo epidemiologico e cancerogenesi finanziate dall APAT TEMA 1 Esposizione
WORKSHOP Campi elettromagnetici. Presentazione dei risultati delle attività di ricerca e sperimentazione tecnico scientifica in campo epidemiologico e cancerogenesi finanziate dall APAT TEMA 1 Esposizione
additivato con fibre polimeriche strutturali nel mondo della
 Comportamento del calcestruzzo additivato con fibre polimeriche strutturali nel mondo della prefabbricazione SandroMoro,BryanBarragan,BASFConstructionChemicalsItaliaSpa EmilioVendrame,DanieleCapoia,CostruzioniGeneralidiCapoiaDaniele
Comportamento del calcestruzzo additivato con fibre polimeriche strutturali nel mondo della prefabbricazione SandroMoro,BryanBarragan,BASFConstructionChemicalsItaliaSpa EmilioVendrame,DanieleCapoia,CostruzioniGeneralidiCapoiaDaniele
RAPPORTO DI PROVA Venezia,. Foglio n. 1 di 7. Protocollo: Luogo e Data della prova: Richiedente: Materiale testato:
 Foglio n. 1 di 7 Protocollo: Luogo e Data della prova: Mestre, Richiedente: Materiale testato: Prova eseguita: Conducibilità termica Riferimento Normativo: UNI EN 12667 DESCRIZIONE DEL CAMPIONE SOTTOPOSTO
Foglio n. 1 di 7 Protocollo: Luogo e Data della prova: Mestre, Richiedente: Materiale testato: Prova eseguita: Conducibilità termica Riferimento Normativo: UNI EN 12667 DESCRIZIONE DEL CAMPIONE SOTTOPOSTO
REGIONE DEL VENETO. Impianto di messa in riserva e recupero di rifiuti speciali non pericolosi presso il Comune di San Pietro di Morubio
 REGIONE DEL VENETO PROVINCIA DI VERONA COMUNE DI SAN PIETRO DI MORUBIO Impianto di messa in riserva e recupero di rifiuti speciali non pericolosi presso il Comune di San Pietro di Morubio DITTA A.E.T.
REGIONE DEL VENETO PROVINCIA DI VERONA COMUNE DI SAN PIETRO DI MORUBIO Impianto di messa in riserva e recupero di rifiuti speciali non pericolosi presso il Comune di San Pietro di Morubio DITTA A.E.T.
CHE COSA CAMBIA CON LA NUOVA NORMA EUROPEA PER PROFILI IN PVC UNI EN 12608
 COSTRUIRE SERRAMENTI IN PVC CHE COSA CAMBIA CON LA NUOVA NORMA EUROPEA PER PROFILI IN PVC UNI EN 12608 1 La norma europea rivolta alla definizione delle caratteristiche dei profili in PVC per finestre
COSTRUIRE SERRAMENTI IN PVC CHE COSA CAMBIA CON LA NUOVA NORMA EUROPEA PER PROFILI IN PVC UNI EN 12608 1 La norma europea rivolta alla definizione delle caratteristiche dei profili in PVC per finestre
Rapporto ambientale Anno 2012
 Rapporto ambientale Anno 2012 Pagina 1 di 11 1 ANNO 2012 Nell anno 2005 la SITI TARGHE srl ha ottenuto la certificazione ambientale secondo la norma internazionale ISO 14001:2004, rinnovata nel 2008 e
Rapporto ambientale Anno 2012 Pagina 1 di 11 1 ANNO 2012 Nell anno 2005 la SITI TARGHE srl ha ottenuto la certificazione ambientale secondo la norma internazionale ISO 14001:2004, rinnovata nel 2008 e
I processi di tempra sono condotti sul manufatto finito per generare sforzi residui di compressione in superficie. Vengono sfruttate allo scopo
 I processi di tempra sono condotti sul manufatto finito per generare sforzi residui di compressione in superficie. Vengono sfruttate allo scopo diverse metodologie. 1 La tempra termica (o fisica) si basa
I processi di tempra sono condotti sul manufatto finito per generare sforzi residui di compressione in superficie. Vengono sfruttate allo scopo diverse metodologie. 1 La tempra termica (o fisica) si basa
CONVENZIONE UNIVERSITÀ DI PERUGIA DELTATECH. Rapporto Attività di Ricerca. Prove ad impatto su laminati compositi con.
 CONVENZIONE UNIVERSITÀ DI PERUGIA DELTATECH Rapporto Attività di Ricerca Prove ad impatto su laminati compositi con Ball Drop Tester Prof. L. Torre Fase 1: Terni 18/6/214 METODI Sono stati effettuati test
CONVENZIONE UNIVERSITÀ DI PERUGIA DELTATECH Rapporto Attività di Ricerca Prove ad impatto su laminati compositi con Ball Drop Tester Prof. L. Torre Fase 1: Terni 18/6/214 METODI Sono stati effettuati test
IL RISPARMIO ENERGETICO E GLI AZIONAMENTI A VELOCITA VARIABILE L utilizzo dell inverter negli impianti frigoriferi.
 IL RISPARMIO ENERGETICO E GLI AZIONAMENTI A VELOCITA VARIABILE L utilizzo dell inverter negli impianti frigoriferi. Negli ultimi anni, il concetto di risparmio energetico sta diventando di fondamentale
IL RISPARMIO ENERGETICO E GLI AZIONAMENTI A VELOCITA VARIABILE L utilizzo dell inverter negli impianti frigoriferi. Negli ultimi anni, il concetto di risparmio energetico sta diventando di fondamentale
Guida Compilazione Piani di Studio on-line
 Guida Compilazione Piani di Studio on-line SIA (Sistemi Informativi d Ateneo) Visualizzazione e presentazione piani di studio ordinamento 509 e 270 Università della Calabria (Unità organizzativa complessa-
Guida Compilazione Piani di Studio on-line SIA (Sistemi Informativi d Ateneo) Visualizzazione e presentazione piani di studio ordinamento 509 e 270 Università della Calabria (Unità organizzativa complessa-
REGOLAMENTO (UE) N. 1235/2011 DELLA COMMISSIONE
 N. 1235/2011 DELLA COMMISSIONE") 30.11.2011 Gazzetta ufficiale dell Unione europea L 317/17 REGOLAMENTO (UE) N. 1235/2011 DELLA COMMISSIONE del 29 novembre 2011 recante modifica del regolamento (CE) n. 1222/2009 del Parlamento europeo
30.11.2011 Gazzetta ufficiale dell Unione europea L 317/17 REGOLAMENTO (UE) N. 1235/2011 DELLA COMMISSIONE del 29 novembre 2011 recante modifica del regolamento (CE) n. 1222/2009 del Parlamento europeo
International Textil Education. Machinery Division. Manuale per la stampa a trasferimento termico
 Machinery Division Manuale per la stampa a trasferimento termico Manuale per la stampa a trasferimento termico STAMPA A TRASFERIMENTO TERMICO.....4 Principio di funzionamento.4 SRUTTURA INTERNA...5 Testina
Machinery Division Manuale per la stampa a trasferimento termico Manuale per la stampa a trasferimento termico STAMPA A TRASFERIMENTO TERMICO.....4 Principio di funzionamento.4 SRUTTURA INTERNA...5 Testina
Comune di San Martino Buon Albergo
 Comune di San Martino Buon Albergo Provincia di Verona - C.A.P. 37036 SISTEMA DI VALUTAZIONE DELLE POSIZIONI DIRIGENZIALI Approvato dalla Giunta Comunale il 31.07.2012 INDICE PREMESSA A) LA VALUTAZIONE
Comune di San Martino Buon Albergo Provincia di Verona - C.A.P. 37036 SISTEMA DI VALUTAZIONE DELLE POSIZIONI DIRIGENZIALI Approvato dalla Giunta Comunale il 31.07.2012 INDICE PREMESSA A) LA VALUTAZIONE
Rapporto dal Questionari Insegnanti
 Rapporto dal Questionari Insegnanti SCUOLA CHIC81400N N. Docenti che hanno compilato il questionario: 60 Anno Scolastico 2014/15 Le Aree Indagate Il Questionario Insegnanti ha l obiettivo di rilevare la
Rapporto dal Questionari Insegnanti SCUOLA CHIC81400N N. Docenti che hanno compilato il questionario: 60 Anno Scolastico 2014/15 Le Aree Indagate Il Questionario Insegnanti ha l obiettivo di rilevare la
Roma, 19 APRILE 2006. All Area Centrale Personale, Organizzazione e Informatica SEDE
 Roma, 19 APRILE 2006 Protocollo: Rif.: Allegati: 2437 All Area Centrale Personale, Organizzazione e Informatica All Area Centrale Verifiche e Controlli tributi doganali e accise, laboratori chimici All
Roma, 19 APRILE 2006 Protocollo: Rif.: Allegati: 2437 All Area Centrale Personale, Organizzazione e Informatica All Area Centrale Verifiche e Controlli tributi doganali e accise, laboratori chimici All
La manutenzione come elemento di garanzia della sicurezza di macchine e impianti
 La manutenzione come elemento di garanzia della sicurezza di macchine e impianti Alessandro Mazzeranghi, Rossano Rossetti MECQ S.r.l. Quanto è importante la manutenzione negli ambienti di lavoro? E cosa
La manutenzione come elemento di garanzia della sicurezza di macchine e impianti Alessandro Mazzeranghi, Rossano Rossetti MECQ S.r.l. Quanto è importante la manutenzione negli ambienti di lavoro? E cosa
VOMM FOOD WASTE DRYING TEST. D 2.2.1 Laboratory test report
 VOMM FOOD WASTE DRYING TEST D 2.2.1 Laboratory test report Pg 1/5 Commessa: 520 Progetto LIFE10 ENV/IT/367 - Sustainable Cruise Data del test: 15/05/2012 Operatore: PD PRODOTTO Rifiuto da ristorazione.
VOMM FOOD WASTE DRYING TEST D 2.2.1 Laboratory test report Pg 1/5 Commessa: 520 Progetto LIFE10 ENV/IT/367 - Sustainable Cruise Data del test: 15/05/2012 Operatore: PD PRODOTTO Rifiuto da ristorazione.
 IL TRASFORMATORE Prof. S. Giannitto Il trasformatore è una macchina in grado di operare solo in corrente alternata, perché sfrutta i principi dell'elettromagnetismo legati ai flussi variabili. Il trasformatore
IL TRASFORMATORE Prof. S. Giannitto Il trasformatore è una macchina in grado di operare solo in corrente alternata, perché sfrutta i principi dell'elettromagnetismo legati ai flussi variabili. Il trasformatore
Logistica magazzino: Inventari
 Logistica magazzino: Inventari Indice Premessa 2 Scheda rilevazioni 2 Registrazione rilevazioni 3 Filtro 3 Ricerca 3 Cancella 3 Stampa 4 Creazione rettifiche 4 Creazione rettifiche inventario 4 Azzeramento
Logistica magazzino: Inventari Indice Premessa 2 Scheda rilevazioni 2 Registrazione rilevazioni 3 Filtro 3 Ricerca 3 Cancella 3 Stampa 4 Creazione rettifiche 4 Creazione rettifiche inventario 4 Azzeramento
Anno 2014. Rapporto ambientale
 Anno 2014 Rapporto ambientale 1 ANNO 2014 Nell anno 2005 la SITI TARGHE S.r.l. ha ottenuto la certificazione ambientale secondo la norma internazionale ISO 14001:2004, rinnovata nel 2008, nel 2011 e nel
Anno 2014 Rapporto ambientale 1 ANNO 2014 Nell anno 2005 la SITI TARGHE S.r.l. ha ottenuto la certificazione ambientale secondo la norma internazionale ISO 14001:2004, rinnovata nel 2008, nel 2011 e nel
1 PREMESSE E SCOPI... 3 2 DESCRIZIONE DEI SUPPORTI SOTTOPOSTI A PROVA... 3 3 PROGRAMMA DELLE PROVE SPERIMENTALI... 5
 DI UN SISTEMA DI FISSAGGIO PER FACCIATE CONTINUE 2 INDICE 1 PREMESSE E SCOPI... 3 2 DESCRIZIONE DEI SUPPORTI SOTTOPOSTI A PROVA... 3 3 PROGRAMMA DELLE PROVE SPERIMENTALI... 5 3.1 STRUMENTAZIONE UTILIZZATA...
DI UN SISTEMA DI FISSAGGIO PER FACCIATE CONTINUE 2 INDICE 1 PREMESSE E SCOPI... 3 2 DESCRIZIONE DEI SUPPORTI SOTTOPOSTI A PROVA... 3 3 PROGRAMMA DELLE PROVE SPERIMENTALI... 5 3.1 STRUMENTAZIONE UTILIZZATA...
condizioni per la posa su massetto riscaldante
 condizioni per la posa su massetto riscaldante Parchettificio Toscano s.r.l. - 56024 Corazzano - S. Miniato (PI) Italia - Tel. (0039) 0571 46.29.26 Fax (0039) 0571 46.29.39 info@parchettificiotoscano.it
condizioni per la posa su massetto riscaldante Parchettificio Toscano s.r.l. - 56024 Corazzano - S. Miniato (PI) Italia - Tel. (0039) 0571 46.29.26 Fax (0039) 0571 46.29.39 info@parchettificiotoscano.it
Proposta di Cassa Conguaglio per il Settore Elettrico (CCSE) REGOLAZIONE DEGLI IMPORTI INFERIORI AD UNA SOGLIA MINIMA PREFISSATA
 REGOLAZIONE DEGLI IMPORTI INFERIORI AD UNA SOGLIA MINIMA PREFISSATA") Proposta di Cassa Conguaglio per il Settore Elettrico (CCSE) REGOLAZIONE DEGLI IMPORTI INFERIORI AD UNA SOGLIA MINIMA PREFISSATA 1. PREMESSA Con il presente documento, la Cassa Conguaglio per il Settore
Proposta di Cassa Conguaglio per il Settore Elettrico (CCSE) REGOLAZIONE DEGLI IMPORTI INFERIORI AD UNA SOGLIA MINIMA PREFISSATA 1. PREMESSA Con il presente documento, la Cassa Conguaglio per il Settore
ISTRUZIONI PER LA GESTIONE BUDGET
 ISTRUZIONI PER LA GESTIONE BUDGET 1) OPERAZIONI PRELIMINARI PER LA GESTIONE BUDGET...1 2) INSERIMENTO E GESTIONE BUDGET PER LA PREVISIONE...4 3) STAMPA DIFFERENZE CAPITOLI/BUDGET.10 4) ANNULLAMENTO BUDGET
ISTRUZIONI PER LA GESTIONE BUDGET 1) OPERAZIONI PRELIMINARI PER LA GESTIONE BUDGET...1 2) INSERIMENTO E GESTIONE BUDGET PER LA PREVISIONE...4 3) STAMPA DIFFERENZE CAPITOLI/BUDGET.10 4) ANNULLAMENTO BUDGET
GMG s.n.c. di Moretti Massimo & c. via XX settembre n 15 48024 Massa Lombarda (RA Tel/fax 0545 82966
 Oggetto: progetto stampante solida per materiali ceramici Punti da rispettare 1) apparato a controllo numerico per formare oggetti tridimensionali in materiali sinterizzabili ad alta temperatura 2) sviluppo
Oggetto: progetto stampante solida per materiali ceramici Punti da rispettare 1) apparato a controllo numerico per formare oggetti tridimensionali in materiali sinterizzabili ad alta temperatura 2) sviluppo
Soluzione dell esercizio del 12 Febbraio 2004
 Soluzione dell esercizio del 12/2/2004 1 Soluzione dell esercizio del 12 Febbraio 2004 1. Casi d uso I casi d uso sono riportati in Figura 1. Figura 1: Diagramma dei casi d uso. 2. Modello concettuale
Soluzione dell esercizio del 12/2/2004 1 Soluzione dell esercizio del 12 Febbraio 2004 1. Casi d uso I casi d uso sono riportati in Figura 1. Figura 1: Diagramma dei casi d uso. 2. Modello concettuale
ALLEGATO A. RELAZIONE TECNICA Università degli Studi di Modena e Reggio Emilia
 ALLEGATO A RELAZIONE TECNICA Università degli Studi di Modena e Reggio Emilia 1 Prove sperimentali sull efficacia di supporti in polipropilene per piastrelle Nella presente relazione tecnica si riportano
ALLEGATO A RELAZIONE TECNICA Università degli Studi di Modena e Reggio Emilia 1 Prove sperimentali sull efficacia di supporti in polipropilene per piastrelle Nella presente relazione tecnica si riportano
Le strumentazioni laser scanning oriented per i processi di censimento anagrafico dei patrimoni
 CONVEGNO FACILITY MANAGEMENT: LA GESTIONE INTEGRATA DEI PATRIMONI PUBBLICI GENOVA FACOLTA DI ARCHITETTURA 06.07.2010 Le strumentazioni laser scanning oriented per i processi di censimento anagrafico dei
CONVEGNO FACILITY MANAGEMENT: LA GESTIONE INTEGRATA DEI PATRIMONI PUBBLICI GENOVA FACOLTA DI ARCHITETTURA 06.07.2010 Le strumentazioni laser scanning oriented per i processi di censimento anagrafico dei
CLASSIFICAZIONE DELLE LAVORAZIONI MECCANICHE
 CLASSIFICAZIONE DELLE LAVORAZIONI MECCANICHE Le lavorazioni meccaniche possono essere classificate secondo diversi criteri. Il criterio che si è dimostrato più utile, in quanto ha permesso di considerare
CLASSIFICAZIONE DELLE LAVORAZIONI MECCANICHE Le lavorazioni meccaniche possono essere classificate secondo diversi criteri. Il criterio che si è dimostrato più utile, in quanto ha permesso di considerare
Calcolo del Valore Attuale Netto (VAN)
") Calcolo del Valore Attuale Netto (VAN) Il calcolo del valore attuale netto (VAN) serve per determinare la redditività di un investimento. Si tratta di utilizzare un procedimento che può consentirci di
Calcolo del Valore Attuale Netto (VAN) Il calcolo del valore attuale netto (VAN) serve per determinare la redditività di un investimento. Si tratta di utilizzare un procedimento che può consentirci di
Gestione delle informazioni necessarie all attività di validazione degli studi di settore. Trasmissione degli esempi da valutare.
 Gestione delle informazioni necessarie all attività di validazione degli studi di settore. Trasmissione degli esempi da valutare. E stato previsto l utilizzo di uno specifico prodotto informatico (denominato
Gestione delle informazioni necessarie all attività di validazione degli studi di settore. Trasmissione degli esempi da valutare. E stato previsto l utilizzo di uno specifico prodotto informatico (denominato
Programma di sperimentazione
 Programma di sperimentazione 1 GENERALITÀ Dopo avere valutato quanto indicato nel Decreto del Ministero dei Lavori Pubblici del 22/10/97 con riferimento alla Guida ai programmi di sperimentazione allegata
Programma di sperimentazione 1 GENERALITÀ Dopo avere valutato quanto indicato nel Decreto del Ministero dei Lavori Pubblici del 22/10/97 con riferimento alla Guida ai programmi di sperimentazione allegata
Generatore radiologico
 Generatore radiologico Radiazioni artificiali alimentazione: corrente elettrica www.med.unipg.it/ac/rad/ www.etsrm.it oscar fiorucci. laurea.tecn.radiol@ospedale.perugia.it Impianto radiologico trasformatore
Generatore radiologico Radiazioni artificiali alimentazione: corrente elettrica www.med.unipg.it/ac/rad/ www.etsrm.it oscar fiorucci. laurea.tecn.radiol@ospedale.perugia.it Impianto radiologico trasformatore
UNIVERSITA DEGLI STUDI DI CAGLIARI FACOLTA DI INGEGNERIA DIPARTIMENTO DI INGEGNERIA STRUTTURALE PROVE SPERIMENTALI SU PIGNATTE IN PSE RELAZIONE
 UNIVERSITA DEGLI STUDI DI CAGLIARI FACOLTA DI INGEGNERIA DIPARTIMENTO DI INGEGNERIA STRUTTURALE PROVE SPERIMENTALI SU PIGNATTE IN PSE RELAZIONE Il Responsabile Scientifico Dott. Ing. Fausto Mistretta Il
UNIVERSITA DEGLI STUDI DI CAGLIARI FACOLTA DI INGEGNERIA DIPARTIMENTO DI INGEGNERIA STRUTTURALE PROVE SPERIMENTALI SU PIGNATTE IN PSE RELAZIONE Il Responsabile Scientifico Dott. Ing. Fausto Mistretta Il
Statistica. Lezione 6
 Università degli Studi del Piemonte Orientale Corso di Laurea in Infermieristica Corso integrato in Scienze della Prevenzione e dei Servizi sanitari Statistica Lezione 6 a.a 011-01 Dott.ssa Daniela Ferrante
Università degli Studi del Piemonte Orientale Corso di Laurea in Infermieristica Corso integrato in Scienze della Prevenzione e dei Servizi sanitari Statistica Lezione 6 a.a 011-01 Dott.ssa Daniela Ferrante
Un gioco con tre dadi
 Un gioco con tre dadi Livello scolare: biennio Abilità interessate Costruire lo spazio degli eventi in casi semplici e determinarne la cardinalità. Valutare la probabilità in diversi contesti problematici.
Un gioco con tre dadi Livello scolare: biennio Abilità interessate Costruire lo spazio degli eventi in casi semplici e determinarne la cardinalità. Valutare la probabilità in diversi contesti problematici.
Instruzioni per la lavorazione
 Pagina 1 di 16 302299 Data Nome Red. 2 Elab. 21.04.2006 Hegel Nome Jas Contr. 03.08.2012 Wiegen Data 02.08.12 Pagina 2 di 16 Descrizione delle modifiche Edizione Modifica apportata 1 Cambio di denominazione
Pagina 1 di 16 302299 Data Nome Red. 2 Elab. 21.04.2006 Hegel Nome Jas Contr. 03.08.2012 Wiegen Data 02.08.12 Pagina 2 di 16 Descrizione delle modifiche Edizione Modifica apportata 1 Cambio di denominazione
Gestione Turni. Introduzione
 Gestione Turni Introduzione La gestione dei turni di lavoro si rende necessaria quando, per garantire la continuità del servizio di una determinata struttura, è necessario che tutto il personale afferente
Gestione Turni Introduzione La gestione dei turni di lavoro si rende necessaria quando, per garantire la continuità del servizio di una determinata struttura, è necessario che tutto il personale afferente
www.andreatorinesi.it
 La lunghezza focale Lunghezza focale Si definisce lunghezza focale la distanza tra il centro ottico dell'obiettivo (a infinito ) e il piano su cui si forma l'immagine (nel caso del digitale, il sensore).
La lunghezza focale Lunghezza focale Si definisce lunghezza focale la distanza tra il centro ottico dell'obiettivo (a infinito ) e il piano su cui si forma l'immagine (nel caso del digitale, il sensore).
Lavorazioni e trattamenti superficiali dei metalli.
 Lavorazioni e trattamenti superficiali dei metalli. Cosa può offrire General Steel? General Steel rappresenta una realtà aziendale strategicamente diversificata in quanto l obbiettivo finale è quello di
Lavorazioni e trattamenti superficiali dei metalli. Cosa può offrire General Steel? General Steel rappresenta una realtà aziendale strategicamente diversificata in quanto l obbiettivo finale è quello di
PO 01 Rev. 0. Azienda S.p.A.
 INDICE 1 GENERALITA... 2 2 RESPONSABILITA... 2 3 MODALITA DI GESTIONE DELLA... 2 3.1 DEI NEOASSUNTI... 3 3.2 MANSIONI SPECIFICHE... 4 3.3 PREPOSTI... 4 3.4 ALTRI INTERVENTI FORMATIVI... 4 3.5 DOCUMENTAZIONE
INDICE 1 GENERALITA... 2 2 RESPONSABILITA... 2 3 MODALITA DI GESTIONE DELLA... 2 3.1 DEI NEOASSUNTI... 3 3.2 MANSIONI SPECIFICHE... 4 3.3 PREPOSTI... 4 3.4 ALTRI INTERVENTI FORMATIVI... 4 3.5 DOCUMENTAZIONE
PROFILO RIASSUNTIVO DELLE AREE
 PROFILO RIASSUNTIVO DELLE AREE CATEGORIA AREE DEFINIZIONE IMPLICAZIONI CHIAVE Relazioni e Comunicazione Interpersonale A - B - C Sviluppo delle conoscenze e Abilità Qualità e Prestazioni Soddisfazione
PROFILO RIASSUNTIVO DELLE AREE CATEGORIA AREE DEFINIZIONE IMPLICAZIONI CHIAVE Relazioni e Comunicazione Interpersonale A - B - C Sviluppo delle conoscenze e Abilità Qualità e Prestazioni Soddisfazione
TRATTAMENTI TERMICI IMPORTANZA DI ESEGUIRE IL TRATTAMENTO TERMICO NEL MOMENTO OPPORTUNO DEL PROCESSO DI REALIZZAZIONE DEL PEZZO
 TRATTAMENTI TERMICI IL TRATTAMENTO TERMICO CONSISTE IN UN CICLO TERMICO CHE SERVE A MODIFICARE LA STRUTTURA DEL MATERIALE PER LA VARIAZIONE DELLE SUE CARATTERISTICHE MECCANICHE: RESISTENZA DEFORMABILITA
TRATTAMENTI TERMICI IL TRATTAMENTO TERMICO CONSISTE IN UN CICLO TERMICO CHE SERVE A MODIFICARE LA STRUTTURA DEL MATERIALE PER LA VARIAZIONE DELLE SUE CARATTERISTICHE MECCANICHE: RESISTENZA DEFORMABILITA
Le fattispecie di riuso
 Le fattispecie di riuso Indice 1. PREMESSA...3 2. RIUSO IN CESSIONE SEMPLICE...4 3. RIUSO CON GESTIONE A CARICO DEL CEDENTE...5 4. RIUSO IN FACILITY MANAGEMENT...6 5. RIUSO IN ASP...7 1. Premessa Poiché
Le fattispecie di riuso Indice 1. PREMESSA...3 2. RIUSO IN CESSIONE SEMPLICE...4 3. RIUSO CON GESTIONE A CARICO DEL CEDENTE...5 4. RIUSO IN FACILITY MANAGEMENT...6 5. RIUSO IN ASP...7 1. Premessa Poiché
Per una scuola hands on : esperienze
 Per una scuola hands on : esperienze Scuola: Primaria G. Deledda - Gaggio in P. classe 2^ A Denominazione dell attività: Laboratorio bolle di sapone. Caccia alla ricetta per bolle resistenti. Conoscenze
Per una scuola hands on : esperienze Scuola: Primaria G. Deledda - Gaggio in P. classe 2^ A Denominazione dell attività: Laboratorio bolle di sapone. Caccia alla ricetta per bolle resistenti. Conoscenze
Descrizione dei Diversi Tipi di Polvere
 Descrizione dei Diversi Tipi di Polvere Polveri di Ferro-Spugna (Ferro Puro) NC100.24 è uno dei tipi di polvere più largamente impiegati in metallurgia delle polveri. Le resistenze al verde e degli spigoli
Descrizione dei Diversi Tipi di Polvere Polveri di Ferro-Spugna (Ferro Puro) NC100.24 è uno dei tipi di polvere più largamente impiegati in metallurgia delle polveri. Le resistenze al verde e degli spigoli
Indice di rischio globale
 Indice di rischio globale Di Pietro Bottani Dottore Commercialista in Prato Introduzione Con tale studio abbiamo cercato di creare un indice generale capace di valutare il rischio economico-finanziario
Indice di rischio globale Di Pietro Bottani Dottore Commercialista in Prato Introduzione Con tale studio abbiamo cercato di creare un indice generale capace di valutare il rischio economico-finanziario
SPC e distribuzione normale con Access
 SPC e distribuzione normale con Access In questo articolo esamineremo una applicazione Access per il calcolo e la rappresentazione grafica della distribuzione normale, collegata con tabelle di Clienti,
SPC e distribuzione normale con Access In questo articolo esamineremo una applicazione Access per il calcolo e la rappresentazione grafica della distribuzione normale, collegata con tabelle di Clienti,
REGOLAMENTO SUGLI INTERVENTI DI VOLONTARIATO
 REGOLAMENTO SUGLI INTERVENTI DI VOLONTARIATO Approvato con deliberazione del Consiglio Comunale n. 126 del 22.11.1999 www.comune.genova.it Regolamento sugli interventi di volontariato ART. 1 Finalità In
REGOLAMENTO SUGLI INTERVENTI DI VOLONTARIATO Approvato con deliberazione del Consiglio Comunale n. 126 del 22.11.1999 www.comune.genova.it Regolamento sugli interventi di volontariato ART. 1 Finalità In
NUOVE ENERGIE nella Scuola 4 DICEMBRE, 2012
 NUOVE ENERGIE nella Scuola 4 DICEMBRE, 2012 ISTITUTO L.PIRELLI - ROMA EMISSIONE DI NEUTRONI LENTI DA PLASMA IN CELLA ELETTROLITICA DOMENICO CIRILLO PRESUPPOSTI IN QUESTA PRESENTAZIONE SI ILLUSTRANO EVIDENZE
NUOVE ENERGIE nella Scuola 4 DICEMBRE, 2012 ISTITUTO L.PIRELLI - ROMA EMISSIONE DI NEUTRONI LENTI DA PLASMA IN CELLA ELETTROLITICA DOMENICO CIRILLO PRESUPPOSTI IN QUESTA PRESENTAZIONE SI ILLUSTRANO EVIDENZE
RAPPORTO DI PROVA 110104 - R 0874
 RAPPORTO DI PROVA 110104 - R 0874 DETERMINAZIONE DEL CONTRIBUTO DI UNA VERNICE TERMICA A BASE CERAMICA SUI VALORI DI TRASMITTANZA DI PARETI INTONACATE, DELLA DITTA "ATRIA s.r.l." STABILIMENTO DI PARTANNA
RAPPORTO DI PROVA 110104 - R 0874 DETERMINAZIONE DEL CONTRIBUTO DI UNA VERNICE TERMICA A BASE CERAMICA SUI VALORI DI TRASMITTANZA DI PARETI INTONACATE, DELLA DITTA "ATRIA s.r.l." STABILIMENTO DI PARTANNA
Trieste 28 Febbraio 2011
 CERTIFICAZIONE DEL SISTEMA DI GESTIONE ISO 3834: 2009 Requisiti di qualità della saldatura per fusione dei materiali metallici Trieste 28 Febbraio 2011 Roberto Silvestrin I patentini per la saldatura I
CERTIFICAZIONE DEL SISTEMA DI GESTIONE ISO 3834: 2009 Requisiti di qualità della saldatura per fusione dei materiali metallici Trieste 28 Febbraio 2011 Roberto Silvestrin I patentini per la saldatura I
Rapidamente al grado esatto Tarature di temperatura con strumenti portatili: una soluzione ideale per il risparmio dei costi
 Rapidamente al grado esatto Tarature di temperatura con strumenti portatili: una soluzione ideale per il risparmio dei costi Gli strumenti per la misura di temperatura negli impianti industriali sono soggetti
Rapidamente al grado esatto Tarature di temperatura con strumenti portatili: una soluzione ideale per il risparmio dei costi Gli strumenti per la misura di temperatura negli impianti industriali sono soggetti
CAPACITÀ DI PROCESSO (PROCESS CAPABILITY)
") CICLO DI LEZIONI per Progetto e Gestione della Qualità Facoltà di Ingegneria CAPACITÀ DI PROCESSO (PROCESS CAPABILITY) Carlo Noè Università Carlo Cattaneo e-mail: cnoe@liuc.it 1 CAPACITÀ DI PROCESSO Il
CICLO DI LEZIONI per Progetto e Gestione della Qualità Facoltà di Ingegneria CAPACITÀ DI PROCESSO (PROCESS CAPABILITY) Carlo Noè Università Carlo Cattaneo e-mail: cnoe@liuc.it 1 CAPACITÀ DI PROCESSO Il
Second life, vita accelerata e modellistica
 Accordo di Programma MiSE-ENEA Second life, vita accelerata e modellistica F. Vellucci, M. Pasquali ENEA, Unità di Progetto Ricerca di Sistema Elettrico Roma, 3 Luglio 2015 Second life - Definizione Auto
Accordo di Programma MiSE-ENEA Second life, vita accelerata e modellistica F. Vellucci, M. Pasquali ENEA, Unità di Progetto Ricerca di Sistema Elettrico Roma, 3 Luglio 2015 Second life - Definizione Auto
Sinterizzazione. Il processo di sinterizzazione. π = D
 Sinterizzazione (M. Casalboni, F. De Matteis) La sinterizzazione è un processo che permette di ottenere corpi solidi di forma definita a partire da polveri di materiali diversi pastiglie di aspirina filamenti
Sinterizzazione (M. Casalboni, F. De Matteis) La sinterizzazione è un processo che permette di ottenere corpi solidi di forma definita a partire da polveri di materiali diversi pastiglie di aspirina filamenti
779 CAVI PER SISTEMI DI PESATURA
 779 CAVI PER SISTEMI DI PESATURA Cavi per sistemi di Pesatura Prospecta propone una gamma completa di cavi per la connessione di sistemi di pesatura, realizzati tramite celle di carico elettroniche. L
779 CAVI PER SISTEMI DI PESATURA Cavi per sistemi di Pesatura Prospecta propone una gamma completa di cavi per la connessione di sistemi di pesatura, realizzati tramite celle di carico elettroniche. L
Progetto Atipico. Partners
 Progetto Atipico Partners Imprese Arancia-ICT Arancia-ICT è una giovane società che nasce nel 2007 grazie ad un gruppo di professionisti che ha voluto capitalizzare le competenze multidisciplinari acquisite
Progetto Atipico Partners Imprese Arancia-ICT Arancia-ICT è una giovane società che nasce nel 2007 grazie ad un gruppo di professionisti che ha voluto capitalizzare le competenze multidisciplinari acquisite
SISTEMA di GESTIONE QUALITÀ Non Conformità ed Efficacia delle Azioni Correttive Preventive
 SISTEMA di GESTIONE QUALITÀ Non Conformità ed Efficacia delle Azioni Correttive Preventive Il sistema di gestione della qualità a cui mi riferisco è quello relativo alla norma ISO-9001:2000. Prima di entrare
SISTEMA di GESTIONE QUALITÀ Non Conformità ed Efficacia delle Azioni Correttive Preventive Il sistema di gestione della qualità a cui mi riferisco è quello relativo alla norma ISO-9001:2000. Prima di entrare
Project Management. Modulo: Introduzione. prof. ing. Guido Guizzi
 Project Management Modulo: Introduzione prof. ing. Guido Guizzi Definizione di Project Management Processo unico consistente in un insieme di attività coordinate con scadenze iniziali e finali, intraprese
Project Management Modulo: Introduzione prof. ing. Guido Guizzi Definizione di Project Management Processo unico consistente in un insieme di attività coordinate con scadenze iniziali e finali, intraprese
La riforma del servizio di distribuzione del
 CReSV Via Röntgen, 1 Centro Ricerche su Sostenibilità e Valore 20136 Milano tel +39 025836.3626 La riforma del servizio di distribuzione del 2013 gas naturale In collaborazione con ASSOGAS Gli ambiti territoriali
CReSV Via Röntgen, 1 Centro Ricerche su Sostenibilità e Valore 20136 Milano tel +39 025836.3626 La riforma del servizio di distribuzione del 2013 gas naturale In collaborazione con ASSOGAS Gli ambiti territoriali
Tali fluidi, utilizzati in prossimità del punto di produzione, o trasportati a distanza, possono essere utilizzati per diversi impieghi:
 LA COGENERAZIONE TERMICA ED ELETTRICA 1. Introduzione 2. Turbine a Gas 3. Turbine a vapore a ciclo combinato 4. Motori alternativi 5. Confronto tra le diverse soluzioni 6. Benefici ambientali 7. Vantaggi
LA COGENERAZIONE TERMICA ED ELETTRICA 1. Introduzione 2. Turbine a Gas 3. Turbine a vapore a ciclo combinato 4. Motori alternativi 5. Confronto tra le diverse soluzioni 6. Benefici ambientali 7. Vantaggi
Analisi e diagramma di Pareto
 Analisi e diagramma di Pareto L'analisi di Pareto è una metodologia statistica utilizzata per individuare i problemi più rilevanti nella situazione in esame e quindi le priorità di intervento. L'obiettivo
Analisi e diagramma di Pareto L'analisi di Pareto è una metodologia statistica utilizzata per individuare i problemi più rilevanti nella situazione in esame e quindi le priorità di intervento. L'obiettivo
IMPIANTO AUTOMATICO PER LA SALDATURA DI ESTRUSI DI ALLUMINIO PER APPLICAZIONI NAVALI.
 IMPIANTO AUTOMATICO PER LA SALDATURA DI ESTRUSI DI ALLUMINIO PER APPLICAZIONI NAVALI. Tube Tech Machinery Marcello Filippini Il settore dei trasporti, specialmente i trasporti passeggeri con treni e navi,
IMPIANTO AUTOMATICO PER LA SALDATURA DI ESTRUSI DI ALLUMINIO PER APPLICAZIONI NAVALI. Tube Tech Machinery Marcello Filippini Il settore dei trasporti, specialmente i trasporti passeggeri con treni e navi,
I documenti di www.mistermanager.it. Gli ingredienti per l allenamento per la corsa LE RIPETUTE
 I documenti di www.mistermanager.it Gli ingredienti per l allenamento per la corsa LE RIPETUTE Le Ripetute sono una delle forme di allenamento che caratterizzano i corridori più evoluti, in quanto partono
I documenti di www.mistermanager.it Gli ingredienti per l allenamento per la corsa LE RIPETUTE Le Ripetute sono una delle forme di allenamento che caratterizzano i corridori più evoluti, in quanto partono
REGOLAMENTO SUL TRATTAMENTO DEI DATI PERSONALI
 COMUNE DI VIANO PROVINCIA DI REGGIO EMILIA REGOLAMENTO SUL TRATTAMENTO DEI DATI PERSONALI Approvato con deliberazione di G.C. n. 73 del 28.11.2000 INDICE TITOLO 1 ART. 1 ART. 2 ART. 3 ART. 4 ART. 5 ART.
COMUNE DI VIANO PROVINCIA DI REGGIO EMILIA REGOLAMENTO SUL TRATTAMENTO DEI DATI PERSONALI Approvato con deliberazione di G.C. n. 73 del 28.11.2000 INDICE TITOLO 1 ART. 1 ART. 2 ART. 3 ART. 4 ART. 5 ART.
della manutenzione, includa i requisiti relativi ai sottosistemi strutturali all interno del loro contesto operativo.
 L 320/8 Gazzetta ufficiale dell Unione europea IT 17.11.2012 REGOLAMENTO (UE) N. 1078/2012 DELLA COMMISSIONE del 16 novembre 2012 relativo a un metodo di sicurezza comune per il monitoraggio che devono
L 320/8 Gazzetta ufficiale dell Unione europea IT 17.11.2012 REGOLAMENTO (UE) N. 1078/2012 DELLA COMMISSIONE del 16 novembre 2012 relativo a un metodo di sicurezza comune per il monitoraggio che devono
I quattro ordini di scuola a confronto Elisabetta Malaguti
 I quattro ordini di scuola a confronto Elisabetta Malaguti Esperienze censite, destinate ad uno o più ordini di scuola. Le esperienze censite nella regione sono 2246. Nella figura che segue è, però, riportato
I quattro ordini di scuola a confronto Elisabetta Malaguti Esperienze censite, destinate ad uno o più ordini di scuola. Le esperienze censite nella regione sono 2246. Nella figura che segue è, però, riportato
Descrizione dettagliata delle attività
 LA PIANIFICAZIONE DETTAGLIATA DOPO LA SELEZIONE Poiché ciascun progetto è un processo complesso ed esclusivo, una pianificazione organica ed accurata è indispensabile al fine di perseguire con efficacia
LA PIANIFICAZIONE DETTAGLIATA DOPO LA SELEZIONE Poiché ciascun progetto è un processo complesso ed esclusivo, una pianificazione organica ed accurata è indispensabile al fine di perseguire con efficacia
MANUALE DELLA QUALITÀ Pag. 1 di 6
 MANUALE DELLA QUALITÀ Pag. 1 di 6 INDICE GESTIONE DELLE RISORSE Messa a disposizione delle risorse Competenza, consapevolezza, addestramento Infrastrutture Ambiente di lavoro MANUALE DELLA QUALITÀ Pag.
MANUALE DELLA QUALITÀ Pag. 1 di 6 INDICE GESTIONE DELLE RISORSE Messa a disposizione delle risorse Competenza, consapevolezza, addestramento Infrastrutture Ambiente di lavoro MANUALE DELLA QUALITÀ Pag.
2.0 Gli archivi. 2.1 Inserire gli archivi. 2.2 Archivio Clienti, Fornitori, Materiali, Noleggi ed Altri Costi. Impresa Edile Guida all uso
 2.0 Gli archivi All interno della sezione archivi sono inserite le anagrafiche. In pratica si stratta di tutti quei dati che ricorreranno costantemente all interno dei documenti. 2.1 Inserire gli archivi
2.0 Gli archivi All interno della sezione archivi sono inserite le anagrafiche. In pratica si stratta di tutti quei dati che ricorreranno costantemente all interno dei documenti. 2.1 Inserire gli archivi
GESSI PER L INDUSTRIA CERAMICA
 GESSI PER L INDUSTRIA CERAMICA USO TIPO DI GESSO RAPPORTO GESSO / ACQUA POROSITA % ESPANSIONE % DOPO 2 ORE DUREZZA BRINELL MN/m 2 ANELLO DI VICAT CM Colaggio Alabastro 1,20/1,40:1 44 - - R41FP 1,30/1,35:1
GESSI PER L INDUSTRIA CERAMICA USO TIPO DI GESSO RAPPORTO GESSO / ACQUA POROSITA % ESPANSIONE % DOPO 2 ORE DUREZZA BRINELL MN/m 2 ANELLO DI VICAT CM Colaggio Alabastro 1,20/1,40:1 44 - - R41FP 1,30/1,35:1
Trattamenti termici degli acciai al carbonio
 Trattamenti termici Il trattamento termico è una lavorazione attuata mediante un ciclo termico, su un metallo o una sua lega, allo stato solido, al fine di variarne le proprietà e renderle adatte alla
Trattamenti termici Il trattamento termico è una lavorazione attuata mediante un ciclo termico, su un metallo o una sua lega, allo stato solido, al fine di variarne le proprietà e renderle adatte alla
Acciaio per lavorazioni a caldo
 Acciaio per lavorazioni a caldo Generalità BeyLos 2329 è un acciaio legato progettato per la realizzazione di matrici, stampi o punzoni o altri particolari che devono lavorare a temperature elevate. I
Acciaio per lavorazioni a caldo Generalità BeyLos 2329 è un acciaio legato progettato per la realizzazione di matrici, stampi o punzoni o altri particolari che devono lavorare a temperature elevate. I
Esito dei consumer test realizzati sul Tramezzino Light
 Esito dei consumer test realizzati sul Tramezzino Light L obiettivo del test è stato quello di valutare l apprezzamento dei consumatori verso una nuova tipologia di tramezzino (il tramezzino light), e
Esito dei consumer test realizzati sul Tramezzino Light L obiettivo del test è stato quello di valutare l apprezzamento dei consumatori verso una nuova tipologia di tramezzino (il tramezzino light), e
Documento approvato dal Consiglio Direttivo dell ANVUR nella seduta del 15/5/2013
 Documento approvato dal Consiglio Direttivo dell ANVUR nella seduta del 15/5/2013-1. Premessa Con la pubblicazione nella Gazzetta Ufficiale n. 104 del 06/05/2013 del DM 45/2013 Regolamento recante modalità
Documento approvato dal Consiglio Direttivo dell ANVUR nella seduta del 15/5/2013-1. Premessa Con la pubblicazione nella Gazzetta Ufficiale n. 104 del 06/05/2013 del DM 45/2013 Regolamento recante modalità
a completamento viene applicato un pannello ad elevato peso specifico in grado di abbattere il livello sonoro residuo.
 SCOPO DELLE PROVE: I tradizionali cassonetti per avvolgibili sono uno dei punti di maggior dispersione termo-acustica dell'intero involucro edilizio in quanto hanno una capacità isolante estremamente bassa
SCOPO DELLE PROVE: I tradizionali cassonetti per avvolgibili sono uno dei punti di maggior dispersione termo-acustica dell'intero involucro edilizio in quanto hanno una capacità isolante estremamente bassa
BuonpescatoQuotidiano.it Guida all utilizzo del servizio
 BuonpescatoQuotidiano.it Guida all utilizzo del servizio Indice 1. Generalità e terminologia... 2 2. Registrazione nuovo utente... 2 3. Inserimento annunci di vendita del pescato... 2 4. Adesione a proposte
BuonpescatoQuotidiano.it Guida all utilizzo del servizio Indice 1. Generalità e terminologia... 2 2. Registrazione nuovo utente... 2 3. Inserimento annunci di vendita del pescato... 2 4. Adesione a proposte
EA 03 Prospetto economico degli oneri complessivi 1
 UNIONE EUROPEA REPUBBLICA ITALIANA Fase 1: Analisi iniziale L analisi iniziale prevede uno studio dello stato attuale della gestione interna dell Ente. Metodo: si prevede l individuazione dei referenti
UNIONE EUROPEA REPUBBLICA ITALIANA Fase 1: Analisi iniziale L analisi iniziale prevede uno studio dello stato attuale della gestione interna dell Ente. Metodo: si prevede l individuazione dei referenti
Prevenzione e protezione incendi nelle attività industriali
 Prevenzione e protezione incendi nelle attività industriali Scopo della prevenzione incendi è il conseguimento della sicurezza contro gli incendi mediante la determinazione degli strumenti idonei ad ottenere:
Prevenzione e protezione incendi nelle attività industriali Scopo della prevenzione incendi è il conseguimento della sicurezza contro gli incendi mediante la determinazione degli strumenti idonei ad ottenere:
Studio dei trattamenti termici per acciai speciali
 Università degli Studi di Brescia Facoltà di Ingegneria Corso di laurea in ingegneria dei materiali Studio dei trattamenti termici per acciai speciali Relatore: Ing. Marcello Gelfi Correlatore: Ing. Annalisa
Università degli Studi di Brescia Facoltà di Ingegneria Corso di laurea in ingegneria dei materiali Studio dei trattamenti termici per acciai speciali Relatore: Ing. Marcello Gelfi Correlatore: Ing. Annalisa
RAPPORTO DI PROVA 110104-R-3926
 CertiMaC soc.cons. a r.l. Via Granarolo, 62 48018 Faenza RA Italy tel. +39 0546 670363 fax +39 0546 670399 www.certimac.it info@certimac.it R.I. RA, partita iva e codice fiscale 02200460398 R.E.A. RA 180280
CertiMaC soc.cons. a r.l. Via Granarolo, 62 48018 Faenza RA Italy tel. +39 0546 670363 fax +39 0546 670399 www.certimac.it info@certimac.it R.I. RA, partita iva e codice fiscale 02200460398 R.E.A. RA 180280
GUIDA AL CALCOLO DEI COSTI DELLE ATTIVITA DI RICERCA DOCUMENTALE
 GUIDA AL CALCOLO DEI COSTI DELLE ATTIVITA DI RICERCA DOCUMENTALE L applicazione elaborata da Nordest Informatica e disponibile all interno del sito è finalizzata a fornirvi un ipotesi dell impatto economico
GUIDA AL CALCOLO DEI COSTI DELLE ATTIVITA DI RICERCA DOCUMENTALE L applicazione elaborata da Nordest Informatica e disponibile all interno del sito è finalizzata a fornirvi un ipotesi dell impatto economico
LE NORME UNI DI RIFERIMENTO PER GLI INTERVENTI SUGLI ASCENSORI ESISTENTI
 LE NORME UNI DI RIFERIMENTO PER GLI INTERVENTI SUGLI ASCENSORI ESISTENTI Da sempre il nostro Paese è stato all avanguardia in merito di norme e Leggi che hanno regolamentato il settore degli ascensori
LE NORME UNI DI RIFERIMENTO PER GLI INTERVENTI SUGLI ASCENSORI ESISTENTI Da sempre il nostro Paese è stato all avanguardia in merito di norme e Leggi che hanno regolamentato il settore degli ascensori
COMPORTAMENTO AL FUOCO DI PAVIMENTI RESILIENTI A BASE DI PVC (M. Piana G. Vidotto)
") COMPORTAMENTO AL FUOCO DI PAVIMENTI RESILIENTI A BASE DI PVC (M. Piana G. Vidotto) - 1 - Milano, giugno 2004 1) Leggi e classificazione italiana ed europea di comportamento al fuoco dei pavimenti resilienti
COMPORTAMENTO AL FUOCO DI PAVIMENTI RESILIENTI A BASE DI PVC (M. Piana G. Vidotto) - 1 - Milano, giugno 2004 1) Leggi e classificazione italiana ed europea di comportamento al fuoco dei pavimenti resilienti
POLITECNICO DI TORINO
 NEWSLETTER N2 - I dispositivi elettronici posti a protezione degli operatori E stato indicato nella precedente newsletter che la sicurezza degli operatori in un contesto industriale è affidata a una catena
NEWSLETTER N2 - I dispositivi elettronici posti a protezione degli operatori E stato indicato nella precedente newsletter che la sicurezza degli operatori in un contesto industriale è affidata a una catena
MODULO PER LA GESTIONE DEI RESI
 MODULO PER LA GESTIONE DEI RESI Clienti, prodotti, categorie merceologiche e stabilimenti di produzione. Difetti, tipologia difetti, test ed esiti finali di verifica. Raggruppamento dei test loro in schede
MODULO PER LA GESTIONE DEI RESI Clienti, prodotti, categorie merceologiche e stabilimenti di produzione. Difetti, tipologia difetti, test ed esiti finali di verifica. Raggruppamento dei test loro in schede
1) GESTIONE DELLE POSTAZIONI REMOTE
 GESTIONE DELLE POSTAZIONI REMOTE") IMPORTAZIONE ESPORTAZIONE DATI VIA FTP Per FTP ( FILE TRANSFER PROTOCOL) si intende il protocollo di internet che permette di trasferire documenti di qualsiasi tipo tra siti differenti. Per l utilizzo
IMPORTAZIONE ESPORTAZIONE DATI VIA FTP Per FTP ( FILE TRANSFER PROTOCOL) si intende il protocollo di internet che permette di trasferire documenti di qualsiasi tipo tra siti differenti. Per l utilizzo
Gestione dei documenti e delle registrazioni Rev. 00 del 11.11.08
 1. DISTRIBUZIONE A tutti i membri dell organizzazione ING. TOMMASO 2. SCOPO Descrivere la gestione della documentazione e delle registrazioni del sistema di gestione 3. APPLICABILITÀ La presente procedura
1. DISTRIBUZIONE A tutti i membri dell organizzazione ING. TOMMASO 2. SCOPO Descrivere la gestione della documentazione e delle registrazioni del sistema di gestione 3. APPLICABILITÀ La presente procedura
Prodotti e servizi per la stampa di qualità, nel rispetto dell ambiente.
 Prodotti e servizi per la stampa di qualità, nel rispetto dell ambiente. La società La mission E la soddisfazione piena della nostra clientela,che soltanto con il lavoro di gruppo, personale tecnico, quello
Prodotti e servizi per la stampa di qualità, nel rispetto dell ambiente. La società La mission E la soddisfazione piena della nostra clientela,che soltanto con il lavoro di gruppo, personale tecnico, quello
Allegato A al CCNL 2006/2009 comparto Ministeri
 Allegato A al CCNL 2006/2009 comparto Ministeri AREA FUNZIONALE PRIMA ( ex A1 e A1S ) Appartengono a questa Area funzionale i lavoratori che svolgono attività ausiliarie, ovvero lavoratori che svolgono
Allegato A al CCNL 2006/2009 comparto Ministeri AREA FUNZIONALE PRIMA ( ex A1 e A1S ) Appartengono a questa Area funzionale i lavoratori che svolgono attività ausiliarie, ovvero lavoratori che svolgono
Secondo Rapporto sulla Previdenza Privata I giovani. A cura del centro studi AdEPP
 Secondo Rapporto sulla Previdenza Privata I giovani A cura del centro studi AdEPP Il Centro Studi AdEPP All interno dell Associazione degli Enti di Previdenza Privati è operativo il Centro Studi AdEPP
Secondo Rapporto sulla Previdenza Privata I giovani A cura del centro studi AdEPP Il Centro Studi AdEPP All interno dell Associazione degli Enti di Previdenza Privati è operativo il Centro Studi AdEPP
Comunicato Stampa Mantova, 18 febbraio 2014 I PROGRAMMI OCCUPAZIONALI DELLE IMPRESE PER IL PRIMO TRIMESTRE 2014
 Comunicato Stampa Mantova, 18 febbraio 2014 I PROGRAMMI OCCUPAZIONALI DELLE IMPRESE PER IL PRIMO TRIMESTRE 2014 Il Servizio Informazione e Promozione Economica della Camera di Commercio di Mantova rende
Comunicato Stampa Mantova, 18 febbraio 2014 I PROGRAMMI OCCUPAZIONALI DELLE IMPRESE PER IL PRIMO TRIMESTRE 2014 Il Servizio Informazione e Promozione Economica della Camera di Commercio di Mantova rende
COMUNE DI MOTTA VISCONTI PROVINCIA DI MILANO Piazza San Rocco n 9 Tel. 029000 8130-8110 fax 0290009071 e-mail finanze@comune.mottavisconti.mi.
 COMUNE DI MOTTA VISCONTI PROVINCIA DI MILANO Piazza San Rocco n 9 Tel. 029000 8130-8110 fax 0290009071 e-mail finanze@comune.mottavisconti.mi.it OGGETTO: APPROVAZIONE INVENTARIO AL 31/12/2008 ai sensi
COMUNE DI MOTTA VISCONTI PROVINCIA DI MILANO Piazza San Rocco n 9 Tel. 029000 8130-8110 fax 0290009071 e-mail finanze@comune.mottavisconti.mi.it OGGETTO: APPROVAZIONE INVENTARIO AL 31/12/2008 ai sensi
I Tirocini nella Cooperazione Sociale Trentina. Tirocini formativi del Master in Gestione di Imprese Sociali
 I Tirocini nella Cooperazione Sociale Trentina Tirocini formativi del Master in Gestione di Imprese Sociali Premessa Con. Solida ed Euricse condividono un approccio e un metodo per la realizzazione ed
I Tirocini nella Cooperazione Sociale Trentina Tirocini formativi del Master in Gestione di Imprese Sociali Premessa Con. Solida ed Euricse condividono un approccio e un metodo per la realizzazione ed
Product note Migrazione da Emax ad Emax 2 mantenendo la certificazione in base alle norme serie IEC 61439 per i quadri di bassa tensione
 Product note Migrazione da Emax ad Emax 2 mantenendo la certificazione in base alle norme serie IEC 61439 per i quadri di bassa tensione Generalità SACE Emax 2 è il nuovo interruttore aperto di ABB SACE
Product note Migrazione da Emax ad Emax 2 mantenendo la certificazione in base alle norme serie IEC 61439 per i quadri di bassa tensione Generalità SACE Emax 2 è il nuovo interruttore aperto di ABB SACE
LE CARTE DI CONTROLLO (4)
") LE CARTE DI CONTROLLO (4) Tipo di carta di controllo Frazione difettosa Carta p Numero di difettosi Carta np Dimensione campione Variabile, solitamente >= 50 costante, solitamente >= 50 Linea centrale
LE CARTE DI CONTROLLO (4) Tipo di carta di controllo Frazione difettosa Carta p Numero di difettosi Carta np Dimensione campione Variabile, solitamente >= 50 costante, solitamente >= 50 Linea centrale
Lezione 11 Trattamenti termici
 Lezione 11 Gerardus Janszen Dipartimento di Tel 02 2399 8366 janszen@aero.polimi.it . IL TRATTAMENTO TERMICO CONSISTE IN UN CICLO TERMICO CHE SERVE A MODIFICARE LA STRUTTURA DEL MATERIALE PER LA VARIAZIONE
Lezione 11 Gerardus Janszen Dipartimento di Tel 02 2399 8366 janszen@aero.polimi.it . IL TRATTAMENTO TERMICO CONSISTE IN UN CICLO TERMICO CHE SERVE A MODIFICARE LA STRUTTURA DEL MATERIALE PER LA VARIAZIONE
Workflow grafico. Daniele Fortarel La stampa digitale Materiale tratto da: brochure tecniche (Xerox Docucolor 7002/8002) TAGA doc 12 - Stampa digitale
 TAGA doc 12 - Stampa digitale") Workflow grafico Daniele Fortarel La stampa digitale Materiale tratto da: brochure tecniche (Xerox Docucolor 7002/8002) TAGA doc 12 - Stampa digitale Considerazioni Il mercato ANALISI - CONSIDERAZIONI
Workflow grafico Daniele Fortarel La stampa digitale Materiale tratto da: brochure tecniche (Xerox Docucolor 7002/8002) TAGA doc 12 - Stampa digitale Considerazioni Il mercato ANALISI - CONSIDERAZIONI
Convenzione Comune di Lecco CNR e Camera di Commercio di Lecco. Lecco, 3 Dicembre 2012 Giornata dell Innovazione
 Sintesi di leghe metalliche e alla loro caratterizzazione fisica, chimica, meccanica e funzionale. Sviluppo di sistemi metallici, di processi innovativi di produzione e di tecnologie qualificanti per l'impiego
Sintesi di leghe metalliche e alla loro caratterizzazione fisica, chimica, meccanica e funzionale. Sviluppo di sistemi metallici, di processi innovativi di produzione e di tecnologie qualificanti per l'impiego