Progettazione di stampi in conglomerato cementizio per il processo di stampaggio ad iniezione di materiali plastici
|
|
|
- Alberto Bosco
- 9 anni fa
- Visualizzazioni
Transcript

1 Uniersità Politecnica delle Marche Scuola di Dottorato di Ricerca in Sciene dell Ingegneria Curriculum in Ingegneria dei Materiali, delle Acque e dei erreni Progettaione di stampi in conglomerato cementiio per il processo di stampaggio ad inieione di materiali plastici Adisor: Prof. Ing. Giacomo Moriconi Ph.D. Dissertation of: Giuseppe Di Gioine Curriculum superisor: Prof. Ing. Giacomo Moriconi Scuola di Dottorato IX Ciclo

2 Ai miei cari

3 Introduione I principi dello stampaggio ad inieione Componenti del sistema di inieione Caratteristiche costruttie delle presse a inieione Il ciclo di stampaggio Regolaione della Pressa Fisica dello stampaggio ad inieione Il riempimento La compattaione La fase di raffreddamento Come determinare la quantità di calore da asportare Velocità di raffreddamento Grado di uniformità di raffreddamento Parametri per il condiionamento termico Calcolo del tempo minimo di raffreddamento Difetti nel manufatto finale Esitaione del fronte di flusso Gli sprui Le linee di giunione Ritiri Deformaioni ensioni residue La tecnologia del sora stampaggio Proprietà dei materiali...38

4 5. Principi di disegno degli stampi Seleione dei materiali ipi di punti di inieione Canali di alimentaione pronta Sottosquadri ipi di estrattori Componenti normaliati per stampi Sistemi di raffreddamento Sistemi a canale caldo Scarico aria e gas La modellaione matematica La modellaione matematica della fase di riempimento Equaioni fondamentali e condiioni al contorno Siluppo delle equaioni Semplificaione delle equaioni Algoritmo di calcolo Modellaione matematica della fase di impaccamento Equaioni fondamentali e condiioni al contorno Siluppo delle equaioni Semplificaione delle equaioni Algoritmo di calcolo Modellaione matematica per il calcolo delle deformaioni Modellaione matematica per la simulaione 3D Lo stampaggio simulato Pre-processing Impostaione del modello cad...82

5 7.1.2 Importaione o creaione delle mesh Correione della mesh: mesh tools Impostaione del tipo di analisi Seleione del tipo di materiale Seleione del punto di inieione Impostaione dei parametri di processo Creaione dei canali di raffreddamento Post-processing Analisi di oermolding Pre-processing Simulaione del processo Post-processing Vantaggi e consideraioni sul processo simulato Limitaioni Soluioni Progettaione e realiaione stampo Dimensionamento meccanico Realiaione del primo prototipo Proe meccaniche e termiche Verifica della resistena meccanica Realiaione secondo del prototipo Conclusioni Bibliografia...121

6 Introduione Questa tesi, solta in collaboraione con l AESA ecnopolimeri, analia la possibilità di sostituire l acciaio, con cui engono comunemente realiati gli stampi per la produione industriale di oggetti in materiale polimerico, con una miscela di conglomerato cementiio ad eleata resistena meccanica. L impiego di un conglomerato cementiio nella realiaione di questi stampi potrebbe comportare un noteole antaggio economico. Infatti, prendendo in consideraione soltanto il costo del cemento di gran lunga inferiore a quello delle leghe metalliche si arebbe un noteole abbassamento dei costi; se, poi, si considera che nella stragrande maggiorana dei casi gli stampi hanno forme particolari e spesso molto complesse, si potrebbe ottenere un'ulteriore riduione dei costi legata al un minor numero di laoraioni meccaniche da effettuare, dal momento che il conglomerato cementiio iene colato in una forma che riproduce esattamente il peo da realiare in fase di stampaggio. Dopo la maturaione del getto e l eliminaione del cassero, si ottiene infatti una caità (il negatio del manufatto da stampare) che non necessita di ulteriori laoraioni meccaniche. Le problematiche affrontate nella ricerca sono state principalmente tre: adeguata resistena meccanica del conglomerato, efficacia nello scambio termico e finitura superficiale del getto dopo la colata. 1

7 1 I principi dello stampaggio ad inieione Per processo di stampaggio ad inieione si intende la trasformaione di un polimero in forma di granuli in un manufatto con forma definita. I materiali polimerici stampati per inieione possono essere termoplastici o termoindurenti. uttaia in questa trattaione saranno presi in consideraione esclusiamente materiali termoplastici, perciò in seguito ci si riferirà a questi sena successie specificaioni. ra tutti i criteri di differeniaione delle tecnologie di trasformaione delle materie plastiche si sceglie quello che suddiide i processi in due grossi insiemi: Stampaggio ad alta pressione Stampaggio a bassa pressione Lo stampaggio a inieione appartiene al primo insieme. In particolare una pressa da stampaggio a inieione per termoplastici è una macchina che produce in modo ciclico oggetti con una forma definita partendo da materiali polimerici. Questa trasformaione è ottenuta con un processo termico a cui iene dato il nome di plastificaione, che rende fluido il materiale. Il processo continua con un inieione sotto alta pressione in una caità stampo e termina con l estraione dopo la solidificaione per raffreddamento nella forma dello stampo stesso. Fondamentalmente esistono due componenti esseniali di questa macchina: l unità d inieione e l unità di chiusura stampo. La disposiione dei due gruppi ede il gruppo di chiusura alla sinistra dell operatore che guarda la pressa mentre l unità d inieione si troa alla sua destra (Figura1). 2


8 Figura 1 Pressa per stampaggio delle materie plastiche La macchina è completata dai controlli, dai motori elettrici e dal sistema oleodinamico, che è un componente estremamente importante che, però, non appare come unità singola perché collocato in diersi punti della macchina. Inoltre sono presenti un insieme di macchine che proedono a trattare e trasportare il materiale polimerico da laorare nella pressa, come i miscelatori, essiccatori e trasportatori. ali operaioni sono sempre più integrate in sistemi di trasporto chiusi gestiti automaticamente. Infine l aspetto relatio alla fase di raffreddamento è gestita da centraline di raffreddamento che fanno circolare il fluido (generalmente acqua) nello stampo, il quale è dotato di una opportuna canaliaione di raffreddamento e di inserti con eleata conducibilità termica. Per quanto riguarda la fase di estraione si è passati dalla semplice caduta dei manufatti all utilio di manipolatori che proedono a separare la materoa e a preleare il peo. 1.1 Componenti del sistema di inieione Idealmente un sistema di inieione può essere pensato costituito da due unità fondamentali: lo stampo e la pressa. 3


9 Figura 2 Schema macchina per stampaggio delle materie termoplastiche I gruppi fondamentali e costruttiamente indipendenti che costituiscono una pressa sono il gruppo di inieione e il gruppo di chiusura. Il gruppo di inieione Consente di plastificare ed iniettare il polimero nello stampo. Il polimero in forma granulare è inserito attraerso la tramoggia all interno del cilindro riscaldato da resistene che consentono di regolarne la temperatura. Il materiale così riscaldato è trascinato in aanti dal moimento rotatorio della ite punonante che scorre nel cilindro ed in seguito è iniettato attraerso l ugello con un moimento di aanamento della stessa ite. L unità idraulica della pressa ha il compito di regolare i moimenti della ite sia in fase di plastificaione che in quella di inieione. Il gruppo di chiusura Ha la funione di tenere chiuso lo stampo durante tutta la fase di inieione e di mantenimento in pressione e di aprirlo al momento dell estraione. L unità di chiusura è composta da una piastra di supporto all estremità sinistra, saldamente fissata al basamento della pressa, da una piastra di fissaggio, anch essa solidale alla pressa a cui è applicata la matrice dello stampo ed infine dalla piastra di fissaggio mobile, guidata nel suo spostamento aanti e indietro, da colonne. Le piastre di fissaggio sono munite di fori detti di centraggio per gli anelli di posiionamento delle due parti dello stampo. 4


10 I gruppi di chiusura sono fondamentalmente di due tipi: a ginocchiera e con pistoni idraulici. I primi, di costo minore, a parità di tonnellaggio di chiusura, hanno un ingombro noteolmente superiore ai secondi. Per questo, soprattutto per presse dalle prestaioni importanti, sono utiliati sistemi di chiusura a pistoni idraulici. Gli stampi sono muniti di regolaioni di sicurea che agiscono sulla pressione di chiusura e sul moimento del gruppo di chiusura rallentandolo sia in fase di chiusura che di apertura dello stampo e bloccandolo nel caso che un corpo estraneo come un manufatto non espulso o il braccio di un operatore intralci la normale corsa di chiusura. Lo stampo Lo stampo rappresenta il cuore dello stampaggio ad inieione: contiene, infatti, le impronte che daranno la forma al prodotto finito, oltre ai canali di alimentaione, al sistema di condiionamento, agli estrattori. Fondamentalmente è costituito da due parti: una piastra mobile (maschio) ed una piastra fissa (femmina), sulle quali sono realiate le impronte. Figura 3 Stampo 5

11 1.2 Caratteristiche costruttie delle presse a inieione Le presse a inieione con ite punonante sono le macchine uniersalmente utiliate nei stabilimenti di produione che laorano sia termoplastici che termoindurenti o elastomeri, in esse l elemento fondamentale è la ite che, sagomata e recante delle particolari filettature, ha il compito di laorare a fondo il polimero, farlo aanare lungo il cilindro e contemporaneamente contribuire con il moimento al suo riscaldamento per effetto autogeno. La funione principale della ite è quella della continua miscelaione e di proedere ad uniformare le temperature del polimero tra le one più calde icine alle pareti del cilindro e quelle a più bassa temperatura erso le one incaate della ite. Il calore autogeno è prodotto dall eleato sforo di taglio cui è sottoposto il polimero nella ona tra l apice della filettatura e la parete del cilindro, in questa ona l attrito è fortissimo e il polimero risente anche del calore della parete dal momento che le resistene esterne la riscaldano direttamente. Le caratteristiche costruttie e i dati tecnici delle presse engono stabiliti al Comitato europeo dei costruttori di macchine per materie plastiche e gomma, EUROMAP. Una pressa è identificata dalla: o Fora di chiusura espressa in kn che esprime la fora disponibile per tenere chiuso lo stampo a seguito di una certa pressione di inieione. o Disposiione dell unità di chiusura rispetto il cilindro di inieione ; si hanno le classificaioni a H per la posiione oriontale, V per la posiione erticale, L per l inieione nel piano di separaione dello stampo con il cilindro e gruppo di chiusura oriontali. o Volume teorico di inieione: è dato dal prodotto della seione del pistone per la corsa, espresso in cm³ e riferito alla pressione di inieione di 1000 cm³. Altri dati delle presse riguardano i sistemi di fissaggio dello stampo e le misure dell unità di chiusura, la potena massima di inieione, i dati di produione programmabili e registrabili ecc. Le presse possono essere classificate in modo particolare dalla fora dell unità di chiusura in: 1 Presse piccole, fora di chiusura di tonnellate, diametro della ite di circa 25 mm e olumi di inieione di cm³. 6


12 2 Presse medie, fora di chiusura da 100 a 600 tonnellate, diametro della ite da 35 a 100 mm, olumi di inieione da 200 a 2000 cm³, numero di giri della ite al minuto , pressione di inieione bar con flusso di inieione di cm³/s. 3 Presse grandi, fora di chiusura da 1500 a tonnellate, olumi di inieione fino a cm³, sono realiate appositamente per stampaggi particolari di grandi manufatti come imbarcaioni, scocche per l industria automobilistica, contenitori per i rifiuti, cabine telefoniche. L unità di inieione con la ite e il gruppo di chiusura porta-stampi sono posti generalmente assialmente, esistono anche unità di inieione gireoli che effettuano l inieione erticalmente nel piano di separaione dello stampo. Le unità di chiusura erticali con stampi ad apertura oriontale sono necessarie per porre all interno dello stampo parti ed inserti metallici. Per manufatti che richiedono lunghi tempi di laoraione come manufatti in elastomero, termoindurenti o espansi strutturali, possono essere realiate macchine rotanti o presse con unità di chiusura multiple, macchine a reoler. L oggetto fisico che opera la plastificaione è la ite sena fine-punone (Figura 4), essa si troa all interno di un cilindro dotato ad una estremità di un foro, chiamato ugello di inieione, e di una ona oe possono entrare nella caità interna le materie plastiche sotto forma granulosa. Figura 4 Vite - punone Sempre attorno al cilindro sono presenti più resistene elettriche che permettono di fornire calore alla massa di stampaggio contenuta all interno del cilindro. La ite sena fine in una prima fase mescola ed elabora la massa di stampaggio facendone aumentare la fluidità man mano che la temperatura della massa stessa aumenta, ad un certo istante la ite-punone si sposta in aanti spingendo la massa fusa attraerso l ugello di inieione. 7


13 Dall ugello di inieione la massa fusa entra attraerso i canali di colata e quindi dentro lo stampo. La ite punone lascia alla sua estremità, chiamata testa della ite, un cuscino di massa fusa per poter così esercitare una pressione sulla massa ormai entrata nello stampo e nei canali di colata, ciò si rende necessario poiché le materie plastiche raffreddandosi tendono a contrarsi e per eitare la presena di difetti, quali caità, all interno del manufatto si dee esercitare una pressione sulla massa all interno dello stampo. ale pressione chiamata post-pressione dura fino a quando la massa all interno dello stampo non si è raffreddata e solidificata, solo allora la ite si ritirerà iniiando così a laorare altro materiale di stampaggio per il prossimo peo. Nel frattempo lo stampo si è aperto e tramite estrattori il peo, ormai solidificato, iene estratto dallo stampo che successiamente iene richiuso in attesa del prossimo manufatto. Figura 5 Sequena operaioni ciclo di stampaggio La Figura 5 mette ben in eidena la ciclicità delle operaioni mostrando: il materiale nella camera di accumulo al momento dello stampo chiuso; 8

14 lo stampo parialmente riempito alla fine del riempimento con materiale residuo nella camera d accumulo; il completamento del riempimento della caità a fine compattaione con ancora materiale residuo nella camera (cuscinetto) per assicurare l apporto di polimero durante questa fase; la ite che si ritrae caricando nuoo materiale durante la fase di raffreddamento; il distacco del gruppo di plastificaione a stampo chiuso; l apertura dello stampo con il peo stampato saldamente ancorato alla parte mobile; l estraione del peo mediante l aione delle spine estrattrici collegate a un taolino mobile situato nella parte posteriore dello stampo che iene aionato idraulicamente o, anche, per semplice incontro con un punone fisso. Questa bree descriione, che esula dalla descriione delle modalità costruttie dei componenti, indiidua già ampiamente la stretta relaione tra i due gruppi funionali della pressa. Le iti per lo stampaggio a inieione con lunghea di circa 20 olte il diametro (20D) sono suddiise in tre one in cui la prima è la ona di alimentaione, la seconda è quella di plastificaione, la tera è la ona di inieione. In fase di punonamento la corsa della ite è di circa 2,5-4D. Esistono iti speciali più lunghe di quelle normali capaci di effettuare il degasaggio del materiale plastificato che hanno L=25D con diametri di mm: queste consentono di laorare masse non pre-essicate o difficili da condiionare, possono eliminare monomeri e/o oligomeri fastidiosi in fase di processo. Come detto in precedena il cilindro delle presse a inieione e l ugello di inieione engono riscaldati a one mediante nastri di resistene nel caso di materiali termoplastici, mentre per i termoindurenti e gli elastomeri sono utiliati circuiti a circolaione con liquidi. Il cilindro può essere opportunamente isolato termicamente, la ona di alimentaione della massa da stampaggio è inece raffreddata per eitare eccessio shock termico. La testa della ite termina con un puntale liscio e durante le operaioni di stampaggio la corsa iene regolata in modo che sia sempre presente un cuscinetto di materiale tra la testa della ite e l ugello di inieione. Per eitare il ritorno della plastica fusa durante la fase di mantenimento della pressione la ite è accessoriata con una alola di non ritorno che ieta la rotaione della ite in fase di inieione. 9


15 Nel caso di materiali fusi molto iscosi come il PVC rigido, la laoraione è effettuata con ugelli di inieione aperti. Inece per materiali molto scorreoli si proede alla chiusura dell ugello con un sistema a spillo che funiona come una alola di non ritegno. Le masse da stampaggio rinforate con fibre e con cariche minerali, usurano noteolmente l unità di inieione, anche i polimeri tecnici e in particolare quelli resistenti a temperature che engono processati a circa 450 C, portano l acciaio icino alla prima ona di trasformaione. 1.3 Il ciclo di stampaggio Un ciclo di stampaggio ad inieione è costituito da fasi distinte, ognuna delle quali caratteriata da diersi aspetti, quali la fisica di processo, le operaioni del gruppo di plastificaione e quelle del gruppo di chiusura. Figura 6 Ciclo di stampaggio La fisica del processo è illustrata nell anello esterno della figura sopra. - Fase 1: Riempimento (filling). Il fuso è iniettato nella caità dello stampo, in controllo di elocità della ite, che funge da pistone, fino al completo riempimento. Questa fase termina idealmente un 10

16 istante prima che la caità sia completa per eitare picchi di pressione. Il controllo di questa fase è di tipo olumetrico: la pressa regola le elocità di aanamento della ite punonante e, quindi anche le portate. - Fase 2: C compensaione o pressuriaione. Fase bree di crescita rapida di pressione all interno della caità, ottenuta alla fine del flusso dopo che il controllo di quest ultimo è già stato commutato al liello di pressione; - Fase 3: Mantenimento (packing). erminata l inieione, il fuso presente all interno dello stampo, solidificando, si ritira: con la fase di mantenimento si cerca di mantenere una pressione costante compensando il ritiro olumetrico con l introduione di altro fuso. Sia la fase di mantenimento che quella di riempimento sono dunque fasi interessate dalla fisica del flusso di materiale: il mantenimento ha termine con la solidificaione del punto di inieione. La portata di materiale, entrante in questa fase, è decisamente ridotta rispetto al riempimento iniiale, tuttaia è in funione dell equilibrio idrodinamico e quindi del delta di pressione. - Fase 4: Raffreddamento sena flusso (sealed cooling). Si indica come tempo di raffreddamento di un ciclo, il tempo in cui il componente si troa all interno dello stampo, ma non c è più flusso di materiale. Bisogna quindi fare attenione a cosa si intende per raffreddamento: in realtà il fenomeno fisico del raffreddamento del fuso iniia non appena questo è iniettato nella caità ed entra in contatto con le pareti fredde dello stampo (tempo ero). uttaia, tale fenomeno, nella fase di riempimento, è contrastato dal calore generato per dissipaione dal flusso che riempie rapidamente lo stampo; pertanto si tende a considerare la fine della fase di inieione come iniio del tempo totale di raffreddamento. E corretto suddiidere la fase di raffreddamento in due sotto fasi: nella prima c è un raffreddamento con un apporto di materiale, e quindi una situaione di flusso, anche se estremamente limitata rispetto alla fase dinamica d inieione; nella seconda sotto fase, inece, aiene un raffreddamento sigillato (sena flusso), in cui la densità del polimero aumenta per contraione termica, ma il olume occupato (forma dello stampo) non aria sino a che permane pressione, graie alla compressibilità del materiale effettuata nella prima sotto fase. - Fase 5: Estraione. Il componente è estratto per meo di estrattori opportunamente posiionati nello stampo, in maniera tale da non compromettere la qualità del peo. Il peo, ancora caldo al momento dell estraione, completa il suo raffreddamento in aria o, in casi particolari, per 11
.")

17 immersione in acqua. La forma finale, con i ritiri e le eentuali deformaioni, richiede del tempo per completarsi a causa dei fenomeni di ritardo di cristalliaione e riequilibrio di tensioni interne Il peso che ognuna delle fasi ha in percentuale sul tempo ciclo totale, può essere isualiata indicatiamente nel seguente grafico. Si nota come la fase di inieione era e propria rappresenti in realtà, la fetta più sottile dell intero processo. Figura 7 empi ciclo 1.4 Regolaione della Pressa La funione relatia ai controlli di aanamento del fuso ha auto grandissimi siluppi. Da una semplice impostaione di un solo alore di pressione idraulica nelle macchine che, prie di ite di plastificaione, otteneano il risultato di fondere (plastificare) e iniettare, spingendo il materiale in cilindri riscaldati dotati di ogie per forarne l aanamento con il miglior contatto con superfici riscaldate più ampie possibili, con l aento della ite, si è passati a gestire profili di elocità e pressione con precisione crescente. Nella figura 7 è mostrato l aanamento delle fasi di inieione nel tempo: il tempo di ciclo è la somma dei tempi delle singole fasi ed è eidente come sia il tempo di raffreddamento nello stampo a condiionare l aliquota maggiore del tempo di processo. Nel ciclo di stampaggio isto, il grande tempo portato ia dal raffreddamento del peo nello stampo può essere parialmente recuperato nel tempo di plastificaione nuoo materiale dopo la fine 12

18 della fase di mantenimento. Infatti dopo questo momento la parte a minore seione del o dei canali di colata produce un ostruione di polimero solido che non consente il ritorno all indietro del materiale nello stampo, allora la ite riprendendo lentamente la rotaione arretra andando a laorare nuoo polimero e facendo affluire sul puntale il polimero già plastificato. La regolaione delle arie fasi e la moimentaione iene effettuata mediante sistemi a microprocessore sia che la regolaione aenga a circuito aperto che chiuso. I dati di processo possono essere registrati per controllare che durante la produione non si siano erificate oscillaioni eccessie dai dati impostati: d altra parte quando alcuni parametri risultano alterati la pressa blocca immediatamente la produione. Nelle regolaioni in circuito aperto (feed forward control) la pressa aendo impostati alori di pressione, temperature, corse, elocità, ecc. agisce in modo da non superarli. Nel caso delle presse regolate in circuito chiuso (feed back control) la logica di aione della macchina è tale che se si erifica un aumento ad esempio della temperatura la macchina lo registra e agisce sugli elementi che controllano le ariaioni termiche; ad esempio può ridurre la temperatura delle resistene o ridurre il numero di giri della ite. Esiste in questo caso un dialogo tra funioni della pressa e organi di controllo per cui anche se ad oggi non sono stati realiati collegamenti diretti di interdipendena tra funionamento e parametri in tutte le macchine, l eoluione delle nuoe sarà proprio quello di laorare con una logica in tutte le fasi dello stampaggio ed in particolare su quanto aiene nello stampo. Il circuito chiuso con lo siluppo dell informatica sarà in grado di far effettuare stampate ragionate caso per caso recuperando e riducendo le oscillaioni della produione. 13

19 2 Fisica dello stampaggio ad inieione Per fisica dello stampaggio ad inieione si intende l analisi delle ariabili fisiche che influenano il comportamento del polimero all interno dello stampo e delle loro correlaioni. Lo studio coinolge tutte le fasi dello stampaggio: l inieione, la compattaione e il raffreddamento. Solo indagando i fenomeni fisici alla base, sarà possibile interenire sulle ariabili di processo, per ottimiare il ciclo e la qualità del prodotto finito. 2.1 Il riempimento La fase di riempimento dello stampo è molto complessa, poiché riguarda il trasporto di materia di un fluido reologicamente complesso, in transiione di fase e in condiioni non isoterme. Per aere un idea di ciò che accade all interno della caità, osseriamo il grafico di figura 8 che mostra la relaione tra portata e pressione di un fluido. 14


20 Figura 8 ipi base di cure di pressione La linea aurra, che indica una proporionalità diretta tra portata e pressione, è tipica dei fluidi newtoniani quali acqua o olio. Il fattore di proporionalità dipende dal alore della iscosità a taglio, tipica del materiale. La cura erde mostra la relaione tra i due parametri tipica di un polimero fuso in condiioni isoterme, oero con la caità alla stessa temperatura del polimero stesso. In questo caso, all aumentare della portata diminuisce la relaione pressione/portata. Il fenomeno si spiega con il fatto che quando aumenta la elocità, le catene macromolecolari caratteristiche dei polimeri, diminuiscono il loro aggroigliamento, e la iscosità, che misura la resistena al flusso, diminuisce. La cura rossa mostra infine il comportamento di un polimero fuso in condiioni non isoterme, condiione dello stampaggio ad inieione, in cui il polimero a temperatura eleata riempie la caità dello stampo a temperatura più bassa. Iniialmente, per portate che aumentano, la pressione diminuisce, oero la iscosità diminuisce. L aumento di elocità causa da un lato la distensione delle catene macromolecolari, dall altro un aumento di temperatura per il calore generato per attrito. Inoltre ricordiamo che da un punto di ista dei parametri di processo, un aumento di portata si traduce in una diminuione del tempo di riempimento, e dunque in un minor raffreddamento del fuso. Aumentando ulteriormente la portata, la pressione iniia a salire: in questo caso le perdite di pressione non sono più compensate dal 15

21 beneficio sul alore di iscosità. Intuitiamente le condiioni di processo da utiliare saranno quelle per cui la pressione di riempimento ha un minimo. Vediamo ora più da icino come si comporta il fluido non-newtoniano in condiioni di flusso non isoterme. Appena il fuso entra nello stampo, a contatto con le pareti fredde, solidifica immediatamente formando una guaina solida (froen laer). Lo spessore della guaina ha due diersi effetti: da un lato funiona da isolante tra il polimero fuso e lo stampo freddo, dall altro prooca una diminuione della seione di passaggio effettia del polimero e dunque un aumento di elocità. Il fronte di flusso, d altra parte, si troa a scorrere in una seione ancora completamente libera e perciò a elocità minori. Questa differena tra le elocità di scorrimento prooca il comportamento di flusso a fontana, rappresentato in figura. Figura 9 Flusso a fontana Per aere un idea dei flussi di calore durante l inieione, consideriamo una caità formata da due lastre parallele a distana h costante, molto minore delle altre due dimensioni. In figura 10 è rappresentata una schematiaione del bilancio energetico di un olume del polimero. 16

22 Figura 10 Bilancio energetico Per il calcolo del calore generato per attrito è fondamentale l andamento del profilo di elocità del fuso nella seione, oero dei gradienti di elocità. Supponiamo di diidere il fuso che scorre tra le due lastre in tante lamine parallele. Naturalmente la lamina a contatto con il froen laer arà elocità nulla, mentre elocità massima arà la lamina a distana h/2. L andamento del profilo di elocità è tuttaia molto dierso da quello parabolico dei fluidi newtoniani: i gradienti maggiori si hanno immediatamente sotto la guaina solida e il profilo è schiacciato al centro. Determinato il calore generato per attrito e quello trasmesso per conduione dalle lamine del fuso più interne, si ricaa il profilo di temperatura attraerso tutta la seione. 17


23 Figura 11 Dissipaione per attrito Figura 12 Profili di temperatura 18
24 2.2 La compattaione Da un punto di ista concettuale questa fase è chiamata di mantenimento relatiamente all operaione del ciclo pressa che ede la ite staionare in aanti su un cuscinetto di resina che si riduce con il tempo, ma che non dee mai aerarsi per assicurare l apporto di materiale necessario a compensare le contraioni da raffreddamento. In realtà qualsiasi solidificaione prematura porta un interruione dell apporto di materiale a alle della ona solidificata. Inoltre, a causa della comprimibilità dei polimeri, le contraioni termiche possono essere contrastate anche più a lungo del tempo di mantenimento programmato, a causa di pressioni residue interne. Per questo la fase fisica del processo è detta di mantenimento e, secondo la ona del manufatto, può essere più lunga o più bree di quella di compattaione. Il momento in cui iniia questa fase, che è molto importante per la qualità del componente stampato, non è semplice da controllare. Da un punto di ista fisico, consideriamo che la fase inii nel momento stesso in cui la caità dello stampo è completamente riempita e la pressione, che fino ad un momento prima andaa dal alore d inieione all entrata, al alore atmosferico sul fronte di flusso, iniia a salire in tutta la caità. Escludiamo da questa analisi la possibilità che aria residua nella caità proochi pressioni sul fronte di flusso. In figura 13 è illustrato il caso di un semplice flusso monodireionale, quale quello che si può riscontrare stampando un proino rettangolare. Viene mostrata la distribuione di pressione in funione della distana di flusso a partire dalla ona in prossimità dell inieione. 19
. Subito dopo questo istante, al tempo indicato con 1, la pressione tende a salire rapidamente in tutta la caità.")
25 Figura 13 La pressione nella caità La cura rossa mostra chiaramente la distribuione della pressione sino al momento del completamento del flusso di riempimento che aiene ad un tempo indicato come ef (time end of flow). Subito dopo questo istante, al tempo indicato con 1, la pressione tende a salire rapidamente in tutta la caità. Questa fase, chiamata di compensaione o pressuriaione (packing), precede la fase di mantenimento (holding) durante la quale aiene la compattaione dell intero peo. Poiché il polimero è comprimibile, la pressione non si liella lungo tutto il flusso,ma risulta più bassa alla fine dello stesso. Nei tempi successii di mantenimento (cura 2), la cadute di pressione tra l iniio e la fine della caità possono aumentare sensibilmente a causa degli aumenti di iscosità del polimero che continua a raffreddarsi. A questo punto possiamo notare che il nostro proino solidificherà con pressioni dierse da punto a punto, causando differene di proprietà nel peo finale. I diagrammi che illustrano le relaioni tra pressione, olume e temperatura dei materiali sono indicati come cure p. La figura 14 illustra in modo qualitatio queste relaioni per un polimero amorfo. 20

26 Figura 14 Cure p per amorfi Notiamo anche che la dilataione olumetrica cambia di pendena nell interallo di temperatura in cui aiene il fenomeno della transiione etrosa, che rappresenta il passaggio tra un fluido e un solido. La figura 15 si riferisce a polimeri cristallini e illustra lo stesso fenomeno di compressibilità con un nuoo importante fattore rappresentato dal grande cambiamento di olume nell interallo di transaione effettia solido/liquido in cui aengono fusione e solidificaione (cristalliaione). A differena delle sostane cristalline ordinarie, la natura macromolecolare delle materie plastiche, le porta a cristalliare in un interallo di temperature che cambiano in funione delle pressioni e del tipo di transiione. Specifichiamo il fatto che le due figure non sono in scala: la contraione termica di olume, nel passaggio tra la temperatura tipica del fuso e il solido a temperatura ambiente, è dell ordine del 20-25% per i semicristallini e dell 8-10% per gli amorfi. I alori di comprimibilità a 1000 bar sono del 12-15% per i primi e intorno al 10% per i secondi. 21

.")
27 Figura 15 Cure p per cristallini Si comprende dunque come controllando i alori delle pressioni e del campo di temperature, si determini il ritiro del peo stampato e le eentuali disomogeneità all interno dello stesso. La figura 16 illustra in dettaglio questo importante effetto. Il ritiro olumetrico del peo si ricaa dalla differena tra il olume specifico alla temperatura D sulla cura di pressione HP e quello a temperatura ambiente E ed a pressione atmosferica (cura AP). La situaione D rappresenta il momento in cui si interrompe l apporto di nuoo materiale, lasciando la pressione in una caità sigillata dalla solidificaione del punto di inieione. Figura 16 Ciclo di stampaggio sulle cure p 22
28 L eoluione delle ariabili fisiche durante lo stampaggio si ricaa seguendo il percorso da A ad E: 1. iniiamo con la temperatura A, la caità stampo uota e il materiale a pressione atmosferica (cura AP); 2. ultimiamo il riempimento e ci troiamo sulla cura FP (Filling Pressure) al punto B. La temperatura in questo istante può essere più alta o più bassa di quella iniiale in funione della posiione della caità in cui situiamo il nostro piccolo olume di controllo e delle condiioni d inieione che possono far prealere il raffreddamento o il riscaldamento per friione; 3. commutiamo immediatamente alla pressione di mantenimento che abbiamo supposto in questo esempio più alta di quella necessaria al riempimento. Ci troiamo così al punto C sulla cura HP, sena ariaione nella temperatura, ma con un olume specifico inferiore; 4. manteniamo costante la pressione di mantenimento per un certo tempo che permetterà al peo di raffreddarsi fino alla temperatura del punto D; 5. ammessa la solidificaione dell inieione come già indicato, lasciamo raffreddare il peo. Quando arà raggiunto la pressione atmosferica (normalmente prima dell estraione dallo stampo) e la temperatura ambiente, arà il olume E. La differena tra i due olumi è il ritiro olumetrico che normalmente iene espresso in percentuale. La trasformaione da quest ultimo in ritiro lineare, utiliato per dimensionare gli stampi, dee considerare tutte le eentuali anisotropie del materiale e i incoli di forma che contrastano le contraioni. Fatte queste consideraioni,si può ritenere, con sufficiente approssimaione, che il ritiro lineare sia dell ordine di 1/3 del ritiro olumetrico. E eidente che qualsiasi ariaione locale di temperatura, pressione e tempo per cui essa agisce, porta a ritiri diersi e quindi, la possibilità di uniformare i ritiri olumetrici consente una migliore qualità del manufatto. Considerando i alori di compressibilità e di contraione termica, possiamo comprendere alcuni problemi legati alle difficoltà di espulsione che si incontrano con estraioni profonde di pareti sottili stampate con materiali amorfi. Quando la pressione di riempimento è troppo eleata e non si riesce a commutarla a alori bassi prima della solidificaione dell inieione, la contraione termica non è in grado di aerare la pressione all interno della caità e si genera una situaione di ritiro negatio. Gli sfori di estraione aumentano, specialmente se il materiale ha un eleato coefficiente di attrito con lo stampo. 23
29 Dalla stessa figura si nota come è possibile ottenere un ritiro uguale in condiioni dierse. Per esempio, se risultasse impossibile utiliare la pressione di mantenimento della cura HP a causa di problemi nella fora di chiusura della pressa, si otterranno gli stessi risultati utiliando la pressione più bassa della cura FP con la linea oriontale che parte da D. Naturalmente ciò richiederà un dimensionamento dierso dell inieione, oero tempi di mantenimento più lunghi. Considerando l interesse nel non dilatare eccessiamente i tempi di mantenimento in pressione, perché durante questa fase la ite è impegnata come punone di inieione e non può plastificare, le dimensioni sono sempre critiche per ottenere un buon compromesso tra qualità e produttiità. Da un punto di ista pratico possiamo alutare l effettia durata della fase di compattaione alutando il peso dei pei di una serie di stampate eseguite con un ciclo totale costante (al fine di garantire l uniformità di temperatura del materiale plastificato) e tempo di mantenimento ariabile. Aumentando il tempo di mantenimento noteremo un aumento di peso sino ad un alore massimo che indicherà l istante in cui cessa l apporto di materiale. 2.3 Le cure ideali di pressione d inieione e mantenimento In generale le cure ideali di pressione dorebbero essere prie di picchi che portano momentanei squilibri nella morfologia dei materiali. Ciò significa richiedere che la pressione di mantenimento sia uguale a quella massima di riempimento, come illustrato dalla cura gialla riportata in tutte le immagini della figura

30 Figura 17 Pressione nella caità L uso di una pressione di mantenimento più alta di quella di riempimento, come illustrata dalla cura erde, è spesso particolarmente interessante per i materiali semicristallini. Infatti questi sono generalmente molto fluidi e richiedono modeste pressioni per il riempimento, mentre le loro grandi contraioni olumetriche deono essere contrastate da alte pressioni di mantenimento. La situaione è opposta per i polimeri amorfi che, essendo tipicamente molto più iscosi, richiedono alte pressioni di inieione, ma, non aendo transiioni di primo grado (solidificaioni), ma solo trasformaioni di secondo grado (transiioni etrose da fluido a liquido super-raffreddato), hanno modeste contraioni olumetriche per raffreddamento. La cura rossa indica una situaione da eitare in ogni caso. Un inieione troppo grande sena un adeguato tempo di mantenimento (open gate), ede un riflusso di materiale nei canali che genera manufatti con ritiri eleati, oltre a tempi di raffreddamento più lunghi per il cattio contatto del peo con la superficie della caità douto al ritiro. La cura blu mostra un inieione troppo piccola (small gate) che solidifica prematuramente e non permette una sufficiente compattaione. 2.4 La fase di raffreddamento Quesa fase ha una grande importana ai fini dell intero processo di stampaggio ad inieione di materiali termoplastici; si pensi che la sua durata incide dal 50% al 90% sul tempo totale del ciclo. Controllare il raffreddamento aggiunge costi allo stampo, quindi, di solito, solo per prodotti molto 25
31 importanti si preede un buon tempo di raffreddamento; inoltr tale raffredamento dee essere il più uniforme possibile, onde eitare tensioni residue e deformaioni. Dal punto di ista tecnico, il tempo di raffreddamento è quell interallo del ciclo che sere ad assicurare che il materiale introdotto allo stato fuso nello stampo raggiunga almeno una rigidità sufficiente per essere estratto sena deformarsi. Per caratteriare la fase di raffreddamento dobbiamo tenere conto di : o Determinare la quantità di calore da asportare o Determinare e controllare la elocità di raffreddamento o Determinare il grado di uniformità del raffreddamento o Determinare i parametri del condiionamento termico o Determinare il tempo minimo di raffreddamento Come determinare la quantità di calore da asportare Per poter alutare la quantità di calore da asportare si possono usare le cure dell entalpia del polimero specifico, moltiplicando il peso dell intera stampata per la differena tra i alori alla temperatura del materiale fuso che riempie lo stampo e quelli alla temperatura di estraione. uttaia tale metodo non è rigoroso perché, anche ammettendo che la temperatura del fuso in ingresso sia uniforme, iene trascurato il calore siluppato per attrito iscoso durante il flusso e presuppone che tutta la stampata abbia raggiunto la stessa temperatura in tutti i punti al momento dell estraione, il che sarebbe possibile solo per stampaggio di lastre piane sena canali di alimentaione così da aere un unica geometria di raffreddamento. Ricordiamo che, a causa del calore latente di solidificaione, i materiali semi-cristallini ( PA, POM,...) hanno entalpie maggiori degli amorfi ( ABS, PS,...) a parità di temperature di laoraione. 26
32 2.4.2 Velocità di raffreddamento La elocità di raffreddamento incide molto sulle proprietà dei pei stampati; infatti un alta elocità di raffreddamento, nei polimeri semi-cristallini, porta ad un ritardo di cristalliaione, causando instabilità dimensionale e modificando alcune proprietà. Ad alte elocità di solidificaione, ottenute con stampi relatiamente freddi, si hanno cristalliaioni pariali che causano ridotti ritiri di stampaggio, ma conseguenti alti post-ritiri. Sostanialmente, il controllo della elocità di raffreddamento è determinato dalla temperatura dello stampo. Inoltre, anche per i materiali amorfi, un raffreddamento troppo rapido può essere alla base di problemi causati dal congelarsi di tensioni interne che potrebbero inece rilassarsi con raffreddamenti più lenti. L oia conseguena indica che ogni categoria di materiali troa un campo di stampabilità che non è legato solo alla possibilità di riempimento, come erroneamente talolta assunto Grado di uniformità di raffreddamento Pei planari si ottengono solo con l uniformità di raffreddamento delle due facce misurabile come uniformità di temperatura della superficie della caità al momento dell estraione. In mancana di queste uniformità il manufatto si deforma nella direione della temperatura più alta, a cui corrisponde una maggiore contraione termica. La forma geometrica del manufatto influena il raffreddamento delle seioni specifiche. Per esempio, nei cambi di direione la differena tra le superfici di scambio termico interne ed esterne sposta il centro di solidificaione generando una tendena al richiudersi; pertanto è opportuno cercare di aumentare l area interna del manufatto, introducendo, ad esempio, degli smussi. 27
33 2.4.4 Parametri per il condiionamento termico Inece di parlare di raffreddamento, possiamo generaliare ed introdurre il termine di condiionamento, anche perché in certi casi è richiesto il riscaldamento piuttosto che il raffreddamento dello stampo. Comunque sia, i fenomeni da considerare sono: la conduione tra plastica e la caità dello stampo, la conduione tra il materiale della caità dello stampo e l intero stampo, e la coneione tra lo stampo ed il fluido di condiionamento. ramite l analisi FEA è possibile conoscere le temperature del manufatto all interno della caità, tuttaia la realiaione dell impianto di condiionamento dee tenere conto di molte cose, tra cui: Disposiione, tipo, dimensioni e modi di collegamento di tutti gli elementi che costituiscono il circuito di raffreddamento ; ipo di fluido da impiegare : Portate del fluido e pressioni necessarie a mantenerle ; emperature del fluido di raffreddamento ; ipo di acciaio usato per la costruione delle matrici ; Eentuale uso di inserti ad eleata capacità termica ; Influena del tempo di apertura, chiusura ed estraione. Oltre alla suddiisione dei circuiti di condiionamento in parte fissa e parte mobile dello stampo, è spesso necessario utiliare più circuiti separati che potrebbero richiedere portate e temperature del fluido di raffreddamento molto dierse allo scopo di ottenere il raffreddamento nei tempi oluti con l uniformità di temperatura del materiale necessaria alla qualità del peo Calcolo del tempo minimo di raffreddamento Il tempo minimo di raffreddamento può essere determinato sperimentalmente riducendolo progressiamente sino al alore minimo al quale si continuano a ottenere in modo consistente pei prii di deformaioni. Come abbiamo isto nell analisi globale del ciclo, l ottenimento di questo 28
34 obiettio può essere impedito da un tempo di plastificaione relatiamente lungo, facendo sorgere dubbi sul suo effettio raggiungimento Per stimare con maggiore precisione il tempo di raffreddamento, in tutte le condiioni di stampaggio, iene usata la formula proposta da Ballman e Shusman nel 1959; basata sull applicaione dei calcoli di conducibilità termica descritti dalle equaioni di differeniali di Fourier. Come esemplificaione, si considera una sola direione della rimoione del calore, ipotiando che lo spessore del peo sia molto minore rispetto alle altre due dimensioni. In questa formula iene anche ipotiato che la temperatura del materiale sia uniforme in tutta la stampata e che il gradiente di raffreddamento sia costante. L formula del tempo di raffreddamento, così, assume la forma di una trasmissione di calore in regime staionario, aniché transitorio. Doe t raff t 2 log mge 42 mc indicalo spessore del peo, la conducibilità termica del polimero in mm2/s, c è la temperatura del materiale in C, m è la temperatura dello stampo, g è la temperatura d estraione del materiale. Esistono diersi grafici e tabelle usate per semplificare il calcolo di questa formula, la quale è molto legata alla diffusiità termica del polimero usato. 29
35 3 Difetti nel manufatto finale Raggiungere l obiettio di stampare un manufatto in plastica il più possibile esente da difetti è un compito complesso, che richiede una noteole esperiena e abilità nel design del peo e dello stampo, nella programmaione dei parametri di processo, nella comprensione della fisica dello stampaggio. Quasi sempre questo implica, come naturale, il bilanciamento di esigene contrastanti. Diamo ora una panoramica dei difetti più comuni presenti nei manufatti finiti, approfondendo in modo particolare il problema della deformaione. 3.1 Esitaione del fronte di flusso L esitaione del flusso è un anomalia nel percorso del fuso all interno della caità che può portare alla formaione di linee di giunione fredde o, nel caso peggiore, ad un riempimento incompleto (short shot). Si erifica quando il fuso si troa ad attraersare, icino al punto di inieione, una ona con grandi perdite di pressione (bruschi restringimenti di seione). Il percorso del fuso tenderà a prendere altre ie prefereniali, mentre rallenterà in queste one. Il rallentamento comporta un rapido raffreddamento del fronte di flusso, poiché meno calore è generato per attrito e più calore è perso per conduione. Una olta che tutta la caità è riempita, la pressione sale fino a rifondere questo fronte di flusso solidificato, formando una linea di giunione fredda, ma se iene raggiunto il limite della pressa utiliata, si ha un riempimento incompleto. 30
36 La soluione consiste nel mettere il più lontano possibile dal gate, le one con restringimenti di seione, in modo che il fuso le raggiunga per ultime, sena esitare. 3.2 Gli sprui Gli sprui (jetting) di materiale sono dei difetti di tipo estetico che si troano normalmente in corrispondena del punto di inieione. Se la geometria della caità presenta grandi e improise ariaioni di spessore e il regime di flusso passa bruscamente da laminare a turbolento, si creano sulla superficie del peo linee a serpentello. I parametri da tenere sotto controllo per eitare il fenomeno del jetting sono: la elocità di inieione : se è troppo eleata il polimero uscente dal gate arà un regime di moto turbolento; la geometria della caità : non dee presentare brusche ariaioni di spessore, soprattutto nel punto di inieione; le caratteristiche del materiale : gli sprui sono più probabili per materiali poco iscosi. 3.3 Le linee di giunione Sono le linee lungo cui si è auta la congiunione di due fronti di flusso. Sono da considerarsi difetti sia per ragioni estetiche, poiché risultano eidenti se guardate in controluce, sia per ragioni strutturali, poiché interrompono la continuità del materiale, soprattutto se i due fronti al momento della giunione si troaano a temperature basse (giunioni fredde). Una distinione formale iene fatta infine a seconda che i due fronti si incontrino frontalmente, in questo caso si parla di linee di giunione propriamente dette (weld lines) o che formino un angolo acuto con la linea di giunione: in quest ultimo caso si parla di linee di fusione (meld lines). 31

37 3.4 Ritiri Il ritiro (shrinkage) è la contraione olumetrica che subiscono le materie plastiche passando dalle temperature di processo alla temperatura ambiente. ali ariaioni possono arriare fino al 25% e sono maggiori nei materiali semicristallini che in quelli amorfi, come deducibile dalle cure p. Il ritiro olumetrico è in parte eitato dalla fase di compattaione, che compensa la contraione del polimero che si sta raffreddando, introducendo altro materiale a pressione eleata. Dalle stesse cure p, si nota come il alore del ritiro dipenda dalle condiioni di processo, ma più in dettaglio esso dipenderà anche da altre ariabili come indicato nella figura 18. Figura 18 Variabili di ritiro Il ritiro olumetrico aiene per lo più nella fase di raffreddamento all interno dello stampo, ma continua anche dopo l estraione, e controlli sulla stabilità dimensionale dei manufatti sono eseguiti anche a distana di diersi giorni. Concludiamo con il sottolineare il fatto, che errà ampiamente trattato più aanti, che il ritiro olumetrico in sé raramente è un difetto nel peo finito, poiché in genere con la fase di mantenimento si riesce a portarlo entro alori accettabili. E inece un grande problema la disuniformità del ritiro da punto a punto all interno di uno stesso peo, poiché questo comporta delle deformaioni o tensioni residue. 32
38 3.5 Deformaioni Per rispettare le tollerane indicate nel progetto, dettate da esigene funionali e da eentuali accoppiamenti in una linea di assemblaggio, il peo prodotto non dee presentare eccessie deformaioni finali. La causa di tutte le deformaioni che troiamo nel manufatto è la differena di ritiro olumetrico da ona a ona nello stesso peo: se il ritiro fosse uniforme, aremmo semplicemente un prodotto che non rispetta le tollerane dimensionali, ma che segue perfettamente tutte le tollerane di forma. uttaia eitare le disomogeneità dei alori di ritiro olumetrico è molto complesso, a causa della arietà di fattori da cui dipende e dalla complessità delle loro interaioni. Alcuni di questi fattori sono già stati presi in esame nel paragrafo precedente: temperatura del fuso e dello stampo, spessore della caità, pressione e tempo di mantenimento. Qualsiasi differena di tali parametri durante lo stampaggio del peo porterà ad una deformaione. Le cause principali di un ritiro disomogeneo sono: soraimpaccamento (oerpacking). Se una ona dello stampo si riempie molto prima del resto della caità (flusso sbilanciato), essa subirà un innalamento di pressione e si troerà impaccata già in fase di riempimento. In questo caso il parametro che causa un ritiro differeniato è il tempo di mantenimento; diersa orientaione. I materiali che presentano un orientaione ritirano meno nella direione di orientaione, rispetto a materiali non orientati. L orientaione può essere conferita in fase di riempimento dalla disposiione delle molecole nella direione di flusso, oppure dalle eentuali fibre di materiali rinforati; diersa cristallinità. Questo aspetto riguarda i materiali semicristallini. Se alcune parti dello stampo raffreddano più lentamente, il loro liello di cristallinità è maggiore e maggiore sarà il alore di shrinkage; dierso raffreddamento. Il raffreddamento differeniato tra le due superfici del peo causa un gradiente di ritiro attraerso lo spessore. Cause di un raffreddamento differeniato possono essere: una diersità nel condiionamento del maschio e della femmina, presena di spigoli ii (la faccia interna si raffredda molto più lentamente), presena di inserti ad alta conducibilità termica. 33

39 3.6 ensioni residue L analisi delle tensioni residue nel manufatto finale, è utile per comprendere quali strategie utiliare per diminuirne le deformaioni, oltre che per diminuire le tensioni stesse, che non sono altro che pretensionamenti del peo in produione. Finché il manufatto resta nello stampo, il ritiro e le deformaioni sono inibite meccanicamente dal incolo di forma delle pareti dello stesso stampo: inece delle deformaioni, all interno del peo restano congelate tensioni residue (residual stress). Dopo l estraione, le tensioni interne tendono a raggiungere un equilibrio, e se non hanno un profilo perfettamente simmetrico sulla seione, il manufatto si deforma. Analiiamo le arie cause di creaione di tensioni residue. La causa prealente sono le differenti elocità di raffreddamento nella seione della caità. La guaina solidificata esterna, formatasi in fase di inieione, impedisce, durante la fase di raffreddamento, la contraione degli strati interni. Si creano perciò tensioni di traione all interno e di compressione negli strati più esterni. Se il profilo di tensioni residue attraerso la seione, è asimmetrico, il peo, una olta estratto, si deformerà. Figura 19 en sioni per raffreddamento differeniato Se la pressione di impaccamento è tanto alta che la pressione all interno della caità non può essere annullata dall effetto del ritiro, il peo al momento dell estraione, ha ancora una pressione residua interna. Questo fa sì che il componente continui ad espandersi fino a che non si raggiunge un equilibrio di tensioni sull intera seione, come mostrato nella figura


40 Figura 20 ensioni per impaccamento Infine a causa del flusso a fontana durante il riempimento, si forma una guaina con iscosità eleata che è allungata e compressa contro le pareti dello stampo e solidifica immediatamente. Restano così congelate in superficie tensioni di traione, e all interno, per ripristinare l equilibrio, si creeranno tensioni di compressione. Figura 21 ensioni per flusso a fontana Durante il processo di stampaggio tutti i profili di tensione residue riportati sopra sono sorapposti, e infine si arà il seguente profilo: 35
41 Figura 22 ensioni sorapposte Se alla fine del raffreddamento, una olta raggiunto l equilibrio tensionale all esterno dello stampo, i profili delle tensioni interne saranno simmetrici come quelli riportati in figura, allora non si otterrà nessuna deformaione. Inece, ad esempio, a causa di un raffreddamento differeniato tra maschio e femmina, il peo tenderà ad incurarsi, con il raggio della curatura dalla parte della metà stampo più calda. Vogliamo infine ricordare che aumentando il tempo di raffreddamento all interno dello stampo, compatibilmente con alori di tempo ciclo accettabili, diminuisce la deformaione nel manufatto finale, ma aumenta la quantità di tensioni congelate nel peo. A questo punto, si comprende come sia necessario alutare attentamente i compromessi e le priorità dei diersi aspetti. 36
42 4 La tecnologia del sora stampaggio La tecnologia del sorastampaggio (oermolding) permette di ottenere in pei unici, sena necessità di un successio assemblaggio, componenti con particolari realiati in colori e materiali diersi. ipici esempi di stampaggio multicolore sono i fanali per auto, mentre esempi di multimateriale si hanno spesso in oggetti che presentano un accoppiamento tra parti rigide e morbide. I risparmi economici douti all eliminaione della fase di assemblaggio e dell eentuale utilio di collanti, spesso inquinanti, il alore aggiunto di un prodotto di qualità superiore, giustificano la spesa sia per macchinari che superano il costo delle normali presse ad inieione, sia per stampi di complessità superiore. Esistono diersi tipi di processi di sorastampaggio, ognuno dei quali soddisfa particolari esigene di processo e di prodotto. Si possono fare indicatiamente le seguenti distinioni. 1 bi-inieione con terminaione contemporanea dei fronti di flusso: l adesione è assicurata dai fronti di flusso che si incontrano. La separaione dei due materiali dipende dal percorso di flusso che, soprattutto per geometrie complesse, non è facilmente indiiduabile in fase progettuale; 2 trasferimento manuale del primo manufatto. L adesione tra i due materiali potrebbe essere compromessa a causa del totale raffreddamento del primo materiale al momento della seconda inieione e potrebbe risultare impossibile posiionarlo nel secondo stampo a causa di ritiri e deformaioni; 3 core-back : dopo la prima inieione, parti dello stampo sono messe in moimento per liberare lo spaio per il secondo componente. Con questo tipo di processo si eliminano 37
.")

43 tutti i tempi morti di trasferimento manuale o di moimentaione dello stampo (figura 23); 4 trasferimento automatico dopo la prima inieione. Si realia tramite una rotaione automatiata dello stampo e consente di sorastampare componenti con geometrie complesse e molto dierse (figura 24). Per quanto riguarda il posiionamento dei gruppi di plastificaione e di inieione, il posiionamento è del tutto arbitrario, compatibilmente con il design dello stampo. Le disposiioni più comuni sono: posiionamento oriontaleerticale, l accoppiamento oriontale, la sorapposiione, la disposiione a L. Figura 23 Core back Figura 24 rasferimento automatico 4.1 Proprietà dei materiali Per ottenere una buona qualità dei componenti sorastampati bisogna innani tutto fare attenione alla compatibilità dei materiali utiliati. Questo uol dire prestare attenione a alcune caratteristiche, quali: Differena dei coefficienti di espansione termica lineare; 38
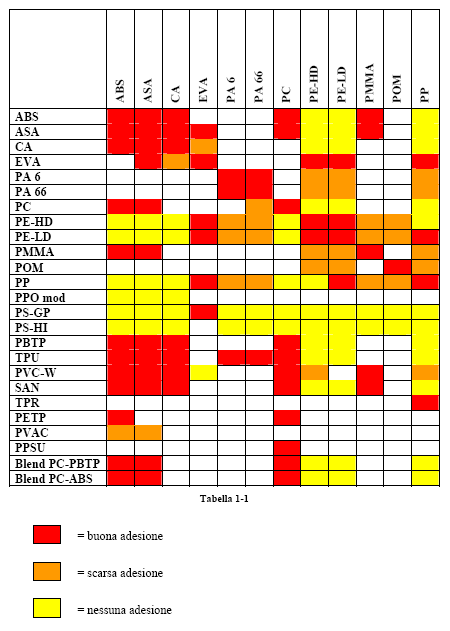
44 Differena di ritiro; Adesione tra i materiali; Coefficienti di espansione termica Il coefficiente di espansione termica è un alore che indica la ariaione in lunghea per unità di lunghea di un materiale in un determinato range di temperatura. Le differene tra i coefficienti di espansione termica sono i primi fattori a doer essere alutati per determinare la fattibilità del prodotto nel caso in cui in condiioni di utilio, il prodotto si troi sottoposto a tali alori di temperatura. Infatti se i materiali sono rigidamente collegati (da una buona adesione all interfaccia), diersi alori dei coefficienti di espansione causeranno tensioni di traione-compressione che potrebbero portare anche alla rottura. Differena di ritiro L utilio di materiali con diersi alori di ritiro, causerà grandi deformaioni e tensioni nel componente finale. Adesione tra i materiali La compatibilità dei materiali è fondamentale nel processo di oermolding. Nel caso in cui engano utiliati colori diersi dello stesso materiale, questi si salderanno sicuramente all interno dello stampo, aendo la medesima temperatura di transiione ed aendo una perfetta compatibilità chimica. L adesione tra due polimeri dipende infatti da due distinti meccanismi: 1 Diffusione chimica 2 Saldatura meccanica La compatibilità chimica è il grado di diffusiità che, ad alte temperature, si ha all interfaccia tra i materiali. I fattori decisii sono i parametri di solubilità dei materiali, la loro tensione superficiale e tutti i parametri di processo quali pressione e temperatura, oltre al tempo di contatto. La tabella 1-1 propone una guida per la compatibilità chimica di ari termoplastici. 39
45 La realtà mostra esempi i cui risultati deiano molto da quelli indicati in tabella: la presena di piccole quantità di additii e particolari condiioni di processo potrebbero determinare o meno l adesione tra materiali. La saldatura meccanica può essere una saldatura douta alla rifusione del primo materiale iniettato: in questo caso si dorà prestare attenione alle temperature di transiione dei polimeri e utiliare un secondo materiale che utilii temperature più eleate del primo. Un ulteriore sicurea per la connessione dei sorastampati può essere realiata tramite un particolare design del peo che crei un accoppiamento di fora o sottosquadri tra le parti. 40
46 41

47 42
48 5 Principi di disegno degli stampi Lo stampo è probabilmente l elemento più importante di una macchina ad inieione ed influisce molto sulla qualità dei pei stampati. Le sue funioni sono: 1. determinare le forma del peo stampato; 2. condurre il materiale elasticiato dal cilindro caldo alle caità dello stampo stesso; 3. eliminare aria e gas intrappolati nelle caità; 4. raffreddare l oggetto finché non si è solidificato; 5. espellere l oggetto stampato sena danneggiarlo o lasciare segni. Gli stampi possono essere descritti in base a diersi parametri, come ad esempio numero di caità, materiale di costruione,linee di chiusura, metodo di costruione, tipo di entrate e metodo di espulsione. Il tipo di stampo più usato per tutti i tipi di materiale è lo stampo a due piastre. Le caità sono poste tutte in una piastra mentre i punoni sono tutti sono tutti ricaati nell altra. L ugello dello stampo, che a contatto con l ugello della pressa, in genere iene incorporato al centro della parte fissa dello stampo. In questo modo la plastica arria al centro del piano di chiusura e da qui può essere distribuita su una singola caità o anche su più caità. I canali di alimentaione inece sono quasi sempre incorporati alla parte mobile dello stampo per far si che la materoa rimanga sempre attaccata alla parte mobile dello stampo. I punoni inece,spesso engono costruiti separatamente e poi fissati alla parte mobile; questa operaione spesso rende la costruione dello stampo più ageole. Le ariaioni a questo tipo di modello possono essere infinite; è l oggetto stesso che dee essere stampato a richiedere soluioni differenti a seconda della sua forma. In uno stampo a tre piastre ad esempio, le caità engono ricaate su una piastra mobile. Questo permette di spostare il punto di 43
49 inieione dal centro dello stampo ad un punto qualsiasi dello stampo stesso. Quando lo stampo iene aperto le due piastre della parte fissa si separano e lasciano cadere la materoa. Usare stampi con caità multiple incrementa noteolmente la produione. Il fattore limitante in questo caso è la capacità di plasticiare della macchina. Non esistono criteri per stabilire il numero ottimo di caità in uno stampo,in quanto esso dipende da numerosi fattori, tra i quali il più importante è sicuramente la forma dell oggetto da stampare. La linea di giunione tra parte fissa e parte mobile dello stampo iene chiamata piano di chiusura. Il piano di chiusura può essere semplice o anche molto complesso o addirittura essere più di uno se l oggetto è molto complesso. La scelta del piano di chiusura è influenata da diersi fattori come forma del peo,numero delle caità, metodo di estraione ma il più importante sicuramente è il tenere conto che il peo dee sempre rimanere attaccato alla parte mobile durante l apertura dello stampo, altrimenti non si potrebbe automatiare il ciclo. Ad oggi sono disponibili un gran numero di oggetti standardiati per la costruione di stampi,che rendono sia la progettaione che la realiaione molto più eloci. Non è difficile troare in commercio pacchetti di stampi come quello riportato qui di seguito. Riassumendo, uno stampo è composto da due semistampi, la matrice e il punone; una condiione base che si richiede ad uno stampo affinché possa essere utiliato efficacemente in produione su una macchina automatica per stampaggio a inieione è che i pei prodotti engano espulsi automaticamente e che non richiedano interenti secondari di finitura. Gli stampi engono classificati in base a diersi criteri. La Norma tedesca DIN E Stampi a inieione e a compressione per materie plastiche classifica gli stampi sulla base dei seguenti criteri: o Stampi standard (stampi a due piastre); o a caità scomposta ; o con estraione a piastra; o a tre piastre; o a piastre sorapposte (stack mold); o a canale caldo; 44
50 Uno stampo inoltre necessita di perni di estraione, questi serono inoltre come apertura per lo sfiato delle caità. Per quanto riguarda il posiionamento corretto dello stampo e la sua guida si ricorre alle colonne della pressa, queste però forniscono solo un allineamento approssimatio. Per ottenere un posiionamento preciso è indispensabile un sistema di guida o centraggio interno, nell ambito dello stampo, il centraggio è garantito dai perni di centraggio. 5.1 Seleione dei materiali Altra caratteristica degli stampi è il tipo di materiale da utiliare per realiarli. La seleione del tipo di materiale a effettuata in base al tipo di resina da iniettare. Generalmente l acciaio per utensili è il materiale preferito, comunque le caratteristiche che deono soddisfare tale acciaio sono: o alta resistena all usura; o alta resistena alla corrosione; o buona stabilità dimensionale; o buona conducibilità termica. I tipi di acciaio da utiliare per realiare lo stampo sono molteplici di seguito engono elencati i più comuni a seconda delle esigene ; Alta resistena alla corrosione: certi componenti aggressii, e qualche olta la stessa massa plastica fusa, possono attaccare chimicamente le superfici di figura dello stampo. E quindi raccomandato l impiego di acciai con riestimenti resistenti alla corrosione, ad esempio riestimenti multistrato di cromo. Acciai da cementaione: acciai a basso contenuto di carbonio che acquisiscono una superficie dura e resistente all usura graie alla cementaione. Facilmente lucidabile. Acciai pre-temprati: presentano una eleata tenacità accompagnata da buona resistena a traione, sono preferiti. Acciai temprati a cuore: caratteriati da eleata durea, tenacità e resistena. Molto adatti per stampi destinati all inieione di materiali abrasii. 45
51 Acciai resistenti alla corrosione: sono resistenti all ossidaione, all usura e agli acidi. La nitruraione di questi acciai non è consigliata, poiché determina una riduione della resistena alla corrosione. 5.2 ipi di punti di inieione Il sistema di alimentaione della resina fluida all interno dello stampo è costituito da punto di inieione e canali di alimentaione. Per quanto riguarda i canali di alimentaione, sono in genere a seione circolare o trapeoidale. Quelli a seione circolare sono sicuramente da preferire oe possibile,in quanto offrono la minore resistena allo scorrimento del materiale plastico. Questo tipo di canali però sono più costosi da realiare in quanto è necessario laorare due parti dello stampo per realiarli (un canale semicircolare per ogni parte dello stampo). Per eitare questo, spesso engono usati canali trapeoidali, i quali hanno una maggiore resistena allo scorrimento rispetto a quelli circolari ma possono essere ricaati tutti dalla stessa parte dello stampo. I punti di inieione inece proedono al collegamento tra le caità ed i canali di alimentaione. Il tipo di entrata, le sue dimensioni e la sua collocaione rispetto alla caità dello stampo influenano fortemente il processo di stampaggio. Esistono in genere due tipi di entrate:grandi e ristrette. L uso di entrate ristrette (dimensioni non superiori a 1,5 mm) è antaggioso perché aumenta la elocità del materiale plastico (in quanto la seione di passaggio è piccola) ed inoltre fa si che parte dell energia cinetica si trasformi in calore riscaldando ulteriormente la plastica ed infine faorisce il mescolamento del materiale. Il percorso della massa plastica nella caità dee essere il più bree possibile, allo scopo di ridurre le perdite di pressione e di calore. Il tipo e la dislocaione dei punti di inieione e del sistema di alimentaione sono importanti per: o Economia di produione; o Proprietà del peo stampato; o ollerane sullo stesso; o Linee di saldatura dei flussi; 46


52 Entità delle tensioni interne residue nel peo stampato; I tipi di punti di inieione e canali di alimentaione più comuni sono: 1) Punto di inieione a carota E usato generalmente per pei di spessore relatiamente forte oppure per lo stampaggio delicato di materiali plastici di forte iscosità. La carota dee essere staccata dal peo dopo l estraione di questo dallo stampo. Figura 25 Puno di inieione a Carota 2) Punto di inieione capillare A differena di quello a carota, il punto di inieione capillare iene generalmente staccato automaticamente dal peo. Se il residuo isibile del punto di inieione crea problemi, esso può essere dislocato in corrispondena di una leggera concaità sulla superficie del peo. Gli ugelli pneumatici disponibili in commercio sono utiliati anche per l espulsione automatica di pei con inieione capillare. Figura 26 Punto di inieione capillare 47


53 3) Inieione a diaframma Questo tipo di inieione è utile per realiare ad esempio bussole con il maggior grado possibile di concentricità, eitando linee di saldatura dei flussi. La necessità di rimuoere il punto di inieione per meo di una successia laoraione costituisce però uno santaggio, così come il supporto unilaterale dell anima. Figura 27 Inieione a diaframma 4) Inieione a disco E utiliata di preferena all interno di pei cilindrici allo scopo di eliminare le disturbanti linee di saldatura dei flussi.quando il materiale da iniettare è caricato, ad esempio con fibre di etro, il punto di inieione a disco può ridurre la tendena alle distorsioni. Anch esso richiede di essere rimosso dopo l estraione del peo. Figura 28 Inieione a disco 5) Inieione a film Per ottenere pei stampati piatti o caratteriati da basse tensioni interne e minima tendena allo sergolamento, un punto di inieione a film esteso all intera larghea del peo risulta utile poiché assicura un fronte di flusso uniforme. Una certa tendena della massa fusa ad aanare più 48

54 rapidamente in prossimità del punto d inieione può essere compensata mediante correione della seione del punto stesso. Negli stampi a caità singola, tuttaia, la posiione eccentrica del punto può portare ad aperture su un lato Figura 29 Inieione a film dello stampo, con conseguente formaione di baa. Il punto di inieione a film iene di solito staccato dal peo dopo l estraione, ma esso in generale non ostacola la produione automatica. 6) Punto di inieione sottomarina Secondo la sua disposiione, questo tipo di punto di inieione iene staccato dal peo durante l apertura dello stampo oppure al momento della espulsione del peo dallo stesso mediante un apposito spigolo io. Questa soluione è particolarmente utile quando l inieione aiene dal lato. Il punto d inieione sottomarina in configuraione tronco-conica permette di prolungare il tempo di post-compressione graie alla seione trasersale maggiore del ero e proprio attacco della parte superiore, esso preiene inoltre le generaione di schii durante l inieione. Nel caso di sostane caricate con sostane abrasie è però da attendersi un accresciuta usura dello spigolo io tagliente. Ciò può dare problemi nell eliminaione automatica della carota. Figura 30 Punto di inieione sottomarina 49
55 5.3 Canali di alimentaione Ma come a disegnato il sistema di canali di alimentaione? In modo da assicurare il minor percorso possibile del flusso di materiale fuso e di eitare cambi di direione assicurando contemporaneamente un uniforme riempimento delle caità indipendentemente dalla posiione delle caità stesse nel caso di stampi multipli ( supposto che tutte le caità siano identiche) e assicurando inoltre che il tempo di post-compressione sia lo stesso per ciascuna caità. 5.4 L impronta La parte dello stampo che entra in contatto con il polimero fuso e che gli conferisce la forma oluta si chiama impronta. Questa non è altro che un calco del manufatto da creare e iene ricaata tramite asportaione di truciolo alle macchine utensili a controllo numerico oppure attraerso il processo di elettroerosione. L impronta può essere ricaata direttamente sulla base stampo oppure riportata su di essa graie a tasselli che engono fissati tramite spine e iti. Un problema di primaria importana nella progettaione e che a dunque affrontato per primo in ogni caso è il posiionamento delle impronte all interno dello stampo. Esse infatti deono essere messe in modo tale che dopo il raffreddamento ed il ritiro, il peo stampato rimanga attaccato alla parte mobile dello stampo. Se questo accade,allora sarà possibile procedere con l estraione del peo in modo automatico. Se questo non accade,cioè il peo rimane attaccato alla parte fissa dello stampo, lo stampo dienta inseribile poiché le caità non engono liberate, a meno che il peo non enga estratto manualmente da un operatore. Questo però è fortemente sconsigliato in quanto il ciclo non è più automatico, si ha costantemente bisogno di un operatore ed i tempi di produione si allungano noteolmente. In genere questo problema può essere risolto facendo in modo che i punoni che anno a formare le caità dei pei siano collocati tutti in parte mobile. Risolto il problema del posiionamento delle impronte è necessario erificare che non ci siano sottosquadri nella direione di estraione. Un sottosquadro non è altro che una situaione in cui il peo non può essere estratto poiché acciaio e plastica interferiscono durante il moto di espulsione del peo. 50



56 In questo caso ad esempio non è possibile estrarre il peo nella direione indicata, in quanto la plastica rimane incastrata all interno dell acciaio. In questi casi dunque è necessario preedere l utilio di dispositii mobili in grado di eliminare questi sottosquadri. Non esiste una soluione unioca,in quanto il tipo di sottosquadro aria a seconda dei pei da stampare. Questi dispositii sono in genere meccanici o idraulici o combinaioni dei due. Altro aspetto importante nella progettaione di uno stampo è la formatura delle pareti. Nella figura a fianco iene rappresentata la situaione classica di una costola di materiale plastico affogata nell acciaio. Quando il peo iene estratto, essendo le pareti diritte, i fianchi della costola strisciano contro l acciaio. Questo può proocare, nel migliore dei casi, dei difetti superficiali al peo stampato (come ad esempio la perdita del colore),ma in alcuni casi la costola rimane incastrata nell acciaio e si rompe ed il peo difettoso dee essere scartato (in quanto non ha più la forma desiderata). Inoltre arreca un danno allo stampo, in quanto la plastica incastrata dee essere rimossa costringendo ad una operaione di manutenione dello stampo ed anche un danno economico per la mancata produione dello stampo. Per eitare questi problemi e consigliabile dare sempre alle pareti un angolo di sformo di 2-3 come mostra la figura a sinistra.. Questo permette di eliminare lo strisciamento tra plastica ed acciaio durante la corsa di estraione in quanto la conicità fa si che il distacco sia immediato non appena iniia la 51

57 corsa di estraione. Spesso per facilitare ancora di più l estraione si posiiona un espulsore proprio sotto la costola,in modo da limitare ancora di più il rischio di rottura douto alle fore di adesione. 5.5 Sottosquadri La matrice è il semistampo che contiene la caità mentre il punone è il semistampo che nell atto di apertura dello stampo risulta attaccato il peo a causa del ritiro del polimero successiamente al raffreddamento. Alcune one di un manufatto da realiare sono definite sottosquadri quando esse rendono impossibile l apertura dello stampo sena danneggiarne irrimediabilmente la forma. I sottosquadri possono essere diisi in due gruppi, quelli interni e quelli esterni, i primi impegnano il peo dall interno della linea di apertura principale dello stampo, mentre i secondi sono collocati all esterno di essa. Un esempio di sottosquadro esterno è presentato nella Figura 31, in questo caso all atto di apertura dello stampo parte del manufatto è tranciata da parte degli estrattori poiché non ha auto la possibilità di disimpegnarsi dallo stampo a causa della presena di sottosquadri. Figura 31 Peo dotato di sottosquadri ale tipo di problema si può risolere tramite l uso di carrelli, questi sono dei tasselli sagomati e dotati di guide che possono scorrere su un piano, spesso ortogonale alla direione di apertura dello 52

58 stampo, e permettere così al peo di poter essere estratto sena danni, la Figura 32 propone qualitatiamente il principio di funionamento. Figura 32 Uso di carrelli per eliminare sottosquadri Il moimento dei carrelli è comandato dalle colonnette inclinate, ma questo sistema di moimentaione non è unico, infatti il moimento dei carrelli può essere dei seguenti tipi: o colonnette inclinate; o camme; o meccanismi a comando idraulico o pneumatico; Per quanto riguarda i sottosquadri interni si ricorre all uso di: o camme; o maschi scomponibili comandati mediante cunei; o maschi retraibili che, una olta retratti, hanno diametro inferiore a quello in condiione espansa. I carrelli possono essere presenti anche sulla matrice ma generalmente si posiionano sulla piastra porta punone o sul punone a seconda che l impronta sia ricaata direttamente sulla piastra porta punone o riportata tramite inserti. 53
59 5.6 ipi di estrattori L estraione può essere fatta meccanicamente mediante l utilio di espulsori, piattelli d estraione, anelli d estraione, aria compressa usati sia singolarmente che in combinaione tra loro. Il problema dell estraione in genere iene risolto in base all esperiena poichè non si conosce a priori la fora di adesione del peo all acciaio. La fora di estraione dee essere comunque maggiore della fora di adesione tra peo e stampo. Quest ultima è douta sia al ritiro dimensionale della plastica durante il raffreddamento,sia al ritorno elastico dell acciaio, che tende ad espandersi, quando iene rilasciata la pressione di packing. Inoltre è importante ricordare che l estraione non dee lasciare segni sui pei stampati e che questo dipende spesso dall area a disposiione degli estrattori. Se questa area è troppo piccola, può accadere che l espulsore penetri nell oggetto danneggiandolo o che crei delle perdite di colore sull area su cui agisce l estrattore stesso. Gli estrattori non deono esercitare una pressione troppo eleata sul peo per eitare di danneggiarlo, i tipi estrattori più comunemente utiliati sono: o perni di estraione; o bussole di estraione; o piastre, barre, anelli di estraione; o slitte e punterie; o estrattori ad aria; o estrattori ad aria; o estrattori a alola ecc. Inoltre possono esserci estrattori sagomati sulla forma del peo da estrarre, a tal fine gli estrattori deono essere dotati di un sistema che ne impedisca la rotaione. Gli estrattori sono collocati sulla parte mobile dello stampo e sono solidali con il taolino d estraione che ne trasmette il moto. 54
60 5.7 Componenti normaliati per stampi Per realiare in modo più economico stampi per inieione si può utiliare la asta gamma di componenti normaliati pre-finiti o finiti, che è oggi offerta. Questi componenti (intercambiabili) per stampi, sono ad esempio: o piastre portastampo; o maschi; o elementi di guida o di riferimento; o perni e bussole di estraione; o sistemi di aggancio/sgancio; o meccanismi per serraggio rapido; o blocchi di distribuione a canale caldo; o ugelli a canale caldo; o cartucce di riscaldo; o cilindri di posiionamento ecc. In rapporto alle esigene da soddisfare, alcuni di questi componenti sono disponibili anche in differenti materiali. I pei da iniettare, così come lo stampo in sé per sé possono essere disegnati con l aiuto di speciali software, come CADform e CADmould. Per la realiaione di stampi mediante elettroerosione sono poi disponibili blocchi grei di grafite o di rame ellettrolitico. 5.8 Sistemi di raffreddamento Altro aspetto importante nella progettaione è il condiionamento dello stampo. Per aere pei sempre della stessa qualità è necessario che lo stampo mantenga sempre le stesse condiioni di stampaggio. Per questo ogni stampo in genere è dotato di un circuito di raffreddamento che omogeneii la temperatura dello stampo e che allo stesso tempo permetta di raffreddare la plastica all interno della caità. La funionalità dello stampo e la qualità dei pei dipende fortemente dalla 55
61 posiione dei canali di raffreddamento rispetto alle caità. Il circuito dee passare il più icino possibile alle caità,per permettere un raffreddamento dei pei più bree possibile e quindi ridurre il tempo di ciclo. La elocità di raffreddamento può essere regolata anche mediante la temperatura del refrigerante e la portata del refrigerante nei canali. Infine, quando il peo si è raffreddato e solidificato a sufficiena dee essere espulso dallo stampo. In particolare, secondo il tipo di resina da iniettare, è necessario riscaldare oppure raffreddare lo stampo; per trasferire calore si utiliano solitamente acqua oppure olio; il riscaldamento elettrico dello stampo è preferito inece quando si iniettano materiali termoplastici. Grande attenione a posta all ottimale controllo della temperatura. Esso ha un influena diretta sulla funionalità dei pei prodotti. Il disegno e il tipo di sistema di controllo della temperatura influenano infatti: o le deformaioni dei pei prodotti, cosa che ale in particolare per le resine semicristalline; o il liello delle tensioni interne residue nei pei e, di conseguena. la loro tendena al cedimento. Nel caso di termoplastici amorfi può inoltre aumentare la suscettibilità alla rottura da stress; o il tempo di raffreddamento e quindi il tempo ciclo. L economia di uno stampo può risultarne quindi influenata in modo significatio. Gli stampi destinati all inieione di materiali termoplastici amorfi non sono sempre egualmente adatti all inieione dei termoplastici semicristallini. Il maggior alore del ritiro che i termoplastici semicristallini presentano a considerato nella maggior parte dei casi preedendo una più uniforme e maggiore sensibilità del sistema di controllo della temperatura. Ciò iene ottenuto mediante circuito di controllo separati, ad esempio per le one d angolo, tenendo presente che il circuito di controllo della temperatura non può essere interrotto dalla presena degli eiettori, carrelli o simili. La differena di temperatura fra entrata e uscita del fluido utiliato non dee superare i 5 C. Come sistema di controllo si preferisce utiliare circuiti di controllo separati ognuno dotato del proprio sistema termostatico. 56
62 L entità del ritiro è una funione diretta della temperatura delle pareti della caità. Le differene di temperatura dello stampo e/o differenti elocità di raffreddamento, sono quindi responsabili di deformaioni e sergolamento dei pei. Se, come fluido di controllo temperatura si utilia acqua, occorre preenire fenomeni di corrosione e depositi calcarei nel circuito, iceersa il trasferimento di calore e quindi l efficacia del sistema di controllo della temperatura dello stampo- può risultarne ridotto. 5.9 Sistemi a canale caldo I sistemi a canale caldo engono utiliati per il così detto stampaggio a inieione sena materoa di resine termoplastiche. E però antaggioso utiliare anche sistemi a canale caldo pariale, ossia con canali secondari. Con un disegno appropriato si ottengono allora perdite di pressione inferiori a quelle che si hanno in stampi confrontabili con sistema di alimentaione soggetto a solidificaione. E così possibile produrre anche pei di dimensioni estremamente grandi, quali ad esempio cruscotti per auto. Un sistema a canale caldo ottimale permette il completo trasferimento della massa fusa nel più bree tempo possibile, in Figura 33 è rappresentato un esempio dotato di 4 ugelli. Mediante la completa eliminaione dei canali secondari che solidificano, la capacità di inieione di una pressa per stampaggio può essere meglio utiliata. Ciò si traduce inoltre in una riduione del tempo-ciclo e nella eliminaione di sfridi. 57

63 Figura 33 Esempio di canale caldo I criteri di disegno utiliati per i ari tipi di canali caldi differiscono noteolmente. Ciò ale sia per il blocco di distribuione sia per l ugello di inieione il cui disegno ha una considereole influena sulle caratteristiche del peo stampato. Negli stampi di medie e, in particolare, di grandi dimensioni, con blocchi di distribuione corrispondentemente grandi, iene utiliato con successo l equilibratura naturale o artificiale dei canali, con l obiettio di mantenere costanti pressione o le perdite di pressione. Con la equilibratura naturale i percorsi dei flussi nel sistema di distribuione engono preisti con lunghee uguali. Nel caso inece di equilibratura artificiale lo stesso risultato è ottenuto ariando il diametro dei canali, se necessario. L equilibratura naturale offre il antaggio di essere indipendente dai parametri di processo quali la temperatura e la elocità di inieione ma comporta blocchi di distribuione più complessi poiché la massa fusa dee essere generalmente distribuita su più lielli. L'ugello multipunte è utiliato per l'inieione di piccoli particolari doe l'interasse tra le impronte è molto ridotto permettendo così soluioni di stampi più piccoli. E' utiliato anche in particolari singoli in cui sia necessaria una buona concentricità utiliando più punti di inieione. 58

64 Figura 34 Esempi ugelli caldi Qui sopra sono riportati due esempi di ugelli per canali caldi, a destra si può edere una multipunta mentre a sinistra una punta singola Scarico aria e gas Un aspetto importante nella progettaione di uno stampo,sono gli scarichi per l aria ed i gas presenti nella caità. Questi possono essere profondi fino a 0,02 mm e larghi fino a 10 mm ed hanno il compito di far uscire dalla caità dello stampo tutti i gas presenti. Se i gas non engono espulsi, possono creare delle bruciature sulla superficie del peo o delle soffiature all interno del peo o addirittura determinare il mancato riempimento della caità. In genere questi scarichi engono posiionati dalla parte opposta alle entrate, poiché è la ona della caità che si riempie per ultima e doe si accumulano i gas. 59
65 6. La modellaione matematica E interessante analiare, anche dal punto di ista matematico, come aiene il processo di stampaggio tramite inieione ad alta pressione. In questo capitolo, pertanto, erranno riportati cenni di fluidodinamica, utili a descriere lo stampaggio della massa fusa. Questa analisi, tuttaia, dee essere legata all analisi computaionale, per riuscire a simulare un processo di stampaggio. Il processo di stampaggio, può essere diiso in due macro fasi distinte: la fase di riempimento e la fase di impaccamento, le quali possono essere analiate separatamente. Le equaioni proposte, sono alla base di molti sistemi di calcolo, che sfruttando l analisi ai olumi finiti, riescono a creare e gestire simulaioni complete di stampaggio. 6.1 La modellaione matematica della fase di riempimento La fase di riempimento, dal punto di ista matematico, può essere descritta dalle equaioni fondamentali della fluidodinamica, tuttaia bisogna scegleire le opportune condiioni al contorno e le ipotesi semplificatie più adatte, per descrie il flusso del polimero fuso, classificabile come fluido non-newtoniano. 60

( (3.10) t Equaione di conseraione del momento della quantità di moto t Equaione di conseraione dell energia (3.11) g )( p c p (3.")
66 6.1.1 Equaioni fondamentali e condiioni al contorno Il modello matematico per l analisi di flusso è costituito essenialmente da un sistema di equaioni differeniali e da una serie di condiioni al contorno che ne permette l integraione. Le equaioni alla base della modellaione sono le equaioni classiche che descriono la fluidodinamica di un qualsiasi fluido, in seguito opportunamente semplificate ed adattate alle condiioni dei polimeri iniettati. Equaione di conseraione della massa 0)( (3.10) t Equaione di conseraione del momento della quantità di moto t Equaione di conseraione dell energia (3.11) g )( p c p (3.12) t t : k p Le condiioni al contorno sono le condiioni imposte sulle superfici dello stampo indicate come in figura 35. Figura 35 Condiioni al contorno inj è la superficie attraerso cui il fuso entra nello stampo 61
67 em È la superficie del lato (edge) dello stampo a contatto con il fuso + W È la superficie superiore (top) dello stampo a contatto con il fuso W - È la superficie inferiore (bottom) dello stampo a contatto con il fuso ins È la superficie dell inserto presente nello stampo mf È la superficie che definisce la posiione del fronte di flusso Non c è flusso attraerso le pareti dello stampo,oero non esiste gradiente di pressione sulle normali a tali superfici. p n 0 su em W + W - ins La pressione (o la portata) sulla superficie di inieione sono quelle specificate dai parametri di processo. q=q inj (oppure p=p inj ) su inj La superficie del fronte di flusso si troa a pressione atmosferica. Questo uol dire che non si tiene conto del fenomeno di compressione dell aria residua all interno della caità. p=0 su mf Le pareti della caità dello stampo sono alle temperature specificate. = em = W + = W - su em su W + su W - = ins su ins La temperatura del fuso sulla superficie di inieione è quella specificata. = inj su inj Siluppo delle equaioni Prima di poter essere integrate, le equaioni sono semplificate graie ad alcune approssimaioni sul materiale e sulla geometria della caità. 62
68 Ipotesi semplificatie sul materiale 1. Durante il riempimento,il fuso è considerato incomprimibile. Questo permette la semplificaione dell equaione di conseraione della massa come segue. 0 (3.13) 2. Si ignorano le caratteristiche iscoelastiche del fluido. Allora si può scriere: Ip Ip )( (3.14) 3. La conduttiità termica del materiale, k, non dipende dalla temperatura Dalle ipotesi le equaioni si semplificano come: t 0 (3.15) pg (3.16) t p kp (3.17) t c p 22 Ipotesi semplificatie sulla geometria della caità La geometria della caità è a spessori sottili. Questo uol dire che è facilmente riconoscibile un piano medio, oppure che nel percorso di flusso durante il riempimento del polimero, si riconoscono due lunghee geometriche principali rispetto alla tera. In particolare, per conenione, si prendono sistemi di riferimento come in figura, facendo coincidere la direione dell asse con quella dello spessore della geometria. 63
 : = h/l =h/h << 1")
69 Figura 36 Sistemi di riferimento nella caità Siano L la lunghea della geometria in direione H la lunghea della geometria in direione h la lunghea della geometria in direione Si assume (ipotesi di Hele- Shaw) : = h/l =h/h << Semplificaione delle equaioni Per semplificare le equaioni si impiega un analisi dimensionale: si approssimano le grandee in gioco con i loro ordini di grandea e si eliminano i termini delle equaioni che risultano trascurabili. Vengono considerati i seguenti ordini di grandea tipici dello stampaggio ad inieione: elocità del fuso =10-1 m/s pressione nella caità p o =N/m 2 iscosità 0 =10 4 N s/m 2 espansiità =10-3 1/K conduttiità termica k=10-1 W/mK densità del fuso =10 3 Kg/m 3 differena di temperatura tra il fuso e lo stampo 0 =10 2 K 64
70 spessore della caità h=10-3 m dimensioni principali della caità L,H=h/ per << 1 Scomponiamo le equaioni tensoriali nelle coordinate cartesiane,,. Iniiamo con il considerare l equaione di conseraione della massa: 0 (3.18) In questo caso tutti i termini hanno lo stesso ordine di grandea, per cui non è possibile eliminarne alcuno. Scriiamo la componente dell equaione di conseraione del momento : p f t 2 (3.19) Analiiamo l ordine di grandea di ogni addendo, parametriando tutto in funione del t O elocità di ariaione del momento 4 10 fo fora graitaionale p O gradiente di pressione lungo O fora iscosa O fora iscosa O fora iscosa 9 10 O fora iscosa 65
71 29 10 O fora iscosa 4 10 O O O fore d ineria Poiché, come ipotiato, <<1, si suppone possano essere trascurati i seguenti termini: 1. la elocità di ariaione del momento 2. la fora di graità 3. le fore di ineria 4. le fore iscose che non siano doute a gradienti di elocità lungo Vogliamo sottolineare che, mentre le prime due componenti possono essere trascurate indipendentemente dal alore di (che al più potrà assumere il alore dell unità, altrimenti si arebbe un dierso sistema di riferimento), tutte le fore iscose hanno un uguale peso per la condiione limite di =1. Analogo procedimento è applicato alle componenti dell equaione lungo e lungo. Le equaioni di conseraione del momento che andremo ad integrare sono state ridotte a: p p (3.20) 0 p Passiamo ora all equaione di conseraione dell energia ed analiiamone la componente k p p p t p t c p (3.21) Gli ordini di grandea in funione di sono: 66
72 10 10 t co p elocità di ariaione di energia totale co p co p co p termine conettio 8 10 t p O termine di compressione 8 10 p O p O p O termine di compressione O termine di attrito ko ko termini di conduione sul piano principale ko termine di conduione attraerso lo spessore rascuriamo, dunque: 1. tutti i termini douti alla compressione/espansione del fluido; 2. tutti i termini di conduione di calore sul piano -; 3. il termine conettio lungo la direione dello spessore. Sebbene sia coinolto nel fenomeno del flusso a fontana, è dimostrato che la sua esclusione non porta grandi errori nei risultati. Anche in questo caso si nota come i termini di compressione/espansione hanno lo stesso ordine di grandea del termine di attrito per la condiione limite =1. L equaione di conseraione dell energia iene ridotta alla seguente espressione: k t c p (3.22) Vale la pena ricordare che per si intende: (3.23) per 2, secondo inariante del tensore delle elocità di deformaione : 67
73 2 2 2 (3.24) Ipotiando che non ci sia trasporto di materia attraerso lo spessore risulta = 0. Inoltre per l ipotesi di flusso laminare sul piano -, si considerano: = = = = 0 Il tensore si riduce a: (3.25) e dunque 2 2 (3.26) Il sistema di equaioni differeniali ottenuto è: 0 p p (3.27) 0 p k t c p 68
74 6.1.4 Algoritmo di calcolo L algoritmo utilia diersi approcci di calcolo numerico per le integraioni delle equaioni ricaate. In particolare con il metodo degli elementi finiti si integrano l equaione di conseraione del momento e quella di conseraione della massa (utiliate accoppiate), con il metodo delle differene finite è integrata l equaione di conseraione dell energia, ed infine, con il metodo dei olumi finiti, si calcola la posiione del fronte di flusso allo step temporale in esame. Supponiamo di essere in un istante di tempo t=t 0 durante il riempimento. Il fronte di flusso arà raggiunto una determinata posiione: consideriamo un nodo i appartenente al fronte di flusso. Con lo step temporale precedente sono stati determinati alori delle caratteristiche del fuso: = 0 = 0 = 0 Ora il fuso ha raggiunto il nodo i-esimo della mesh e la iscosità andrà riaggiornata ai nuoi alori di temperatura e shear stress. Lo schema di calcolo della iscosità è riportato nel diagramma a blocchi di figura 37. Appare subito eidente il fatto che le equaioni di conseraione del momento e della massa sono disaccoppiate da quella di conseraione dell energia, poiché i cicli di iteraione nell utilio delle equaioni sono indipendenti. Le prime due consentono di aggiornare la iscosità al nuoo alore di shear rate, la tera al nuoo alore di temperatura, rendendo di fatto indipendenti le due ariabili (in realtà doremmo poter aggiornare il alore di shear rate al nuoo alore di temperatura). Una olta determinato il nuoo alore di iscosità, questo è utiliato per calcolare la portata in ciascun olume di controllo al fronte di flusso. Conoscendo la portata in ogni olume di controllo, si determina quali di questi sarà il prossimo a riempirsi e dunque doe si sposterà il fronte di flusso. 69


 P 1 1 NO P 0 -P 1")
 1")
")
 Campo Campo di di")




75 = 0 ( 0, 0 ) 0 ( 0, 0 ) Campo Campo di di pressione P 0 0 Conseraione della massa Campo Campo di di pressione e 0 0 Shear Shear rate rate 1 1 = 1 ( 1, 0 ) 1 ( 1, 0 ) Campo Campo di di pressione P 1 1 NO P 0 -P 1 di 0 -P 1 < tollerana di conergena SI = 1 ( 1, 0 ) 1 ( 1, 0 ) Campo Campo di di temperatura ( 1, 1 ) Conseraione dell energia = 1 ( 1, 1 ) Campo Campo di di temperatura 2 2 NO 1-2 di 1-2 < tollerana di conergena SI = 1 ( 1, 2 ) 1 ( 1, 2 ) Portata Portata Q 1 1 NO Caità Caità riempita SI FINE FINE Figura 37 Algoritmo di calcolo per il riempimento 70
76 6.2 Modellaione matematica della fase di impaccamento Anche la fase di impacamento può essere descritta dalle equaioni della fluidodinamica, tuttaia bisogna studiare nuoe condiioni al contorno, dierse rispetto al caso precedente Equaioni fondamentali e condiioni al contorno La modellaione matematica della fase di impaccamento usa le stesse equaioni fondamentali descritte nel paragrafo della fase di riempimento: Equaione di conseraione della massa Equaione di conseraione del momento della quantità di moto Equaione di conseraione dell energia Per quanto riguarda le condiioni al contorno, non è più alida l ipotesi di pressione nulla sul fronte di flusso. Le nuoe condiioni sono: Non c è flusso attraerso le pareti dello stampo, oero non esiste gradiente di pressione sulle normali a tali superfici. p n 0 La pressione sulla superficie di inieione sono quelle specificate dai parametri di processo. p=p inj su inj Le pareti della caità dello stampo e il froen laer di spessore sono alla temperatura specificata. = W per = h e = h + Il gradiente di temperatura è nullo al centro della caità. 0 per = 0 La temperatura del fuso nel punto di inieione è specificata. 71
77 = inj su inj Siluppo delle equaioni Ipotesi semplificatie Le ipotesi semplificatie sul materiale e sulla geometria della caità sono sostanialmente le stesse della fase di riempimento, ad ecceione del fatto che in questo caso si considera il materiale comprimibile: la relaione 0 non può più essere utiliata per semplificare le equaioni Semplificaione delle equaioni Vediamo come ariano le equaioni fondamentali per la fase di impaccamento, con la nuoa ipotesi di comprimibilità del materiale. Iniiamo con il considerare l equaione di conseraione del momento Si dimostra che, pur non utiliando la relaione di incomprimibilità del materiale, l equaione finale che si ottiene, è la stessa della fase di riempimento. Riportiamo la sua scomposiione lungo le tre direioni. p p p (3.28) 0 Analiiamo lo siluppo dell equaione di continuità. t 0)( (3.29) Siluppando il secondo addendo, otteniamo: 72
78 0 )( t (3.30) Utiliando un sistema di coordinate cartesiane: t (3.31) La densità è una ariabile di stato e dunque dipende dalla pressione p e dalla temperatura. Siluppando i gradienti rispetto al tempo e alle coordinate cartesiane, otteniamo: t t p pt p p p p (3.32) p p p p p p Sostituendo i gradienti nell equaione (3.31): t p p p t p p (3.33) Ricordando che la densità è l inerso del olume specifico V, risulta: ˆ k p V V p ˆ ˆ 11 (3.34) per k coefficiente di comprimibilità isoterma. Analogamente risulta alida la relaione: V V ˆ ˆ 11 (3.35) per espansiità del materiale. 73
79 Sostituendo i due coefficienti nell equaione (3.33), otteniamo (3.36): t p p p t p k 0 Ipotesi: la pressione che agisce nella caità è una pressione idrostatica. Poiché nella fase di impaccamento le pressioni sono molto eleate, l applicaione della pressione di mantenimento tende a pressuriare il fuso idrostaticamente: i gradienti di pressione p / e sono trascurabili rispetto alla fase di riempimento. Inoltre dallo siluppo dell equaione di conseraione del momento, aeamo ricaato: p / 0/ p. L equaione (3.36) si semplifica come: t t p k 0 (3.37) Analiiamo lo siluppo dell equaione dei conseraione dell energia. k p t p t c p : (3.38) In questo caso, poiché il fluido è comprimibile, il termine che riguarda il tensore delle tensioni ale : 2 )( : d p (3.39) con I d 3 2 tensore deiatorico delle elocità di deformaione Sostituendo nell equaione (3.38), otteniamo: p k t p t c d p 2 2 (3.40) Siluppando in coordinate cartesiane: : k p p p t p t c d p (3.41) Le semplificaioni fatte per l analisi di riempimento in base alle ipotesi della geometria della caità restano alide anche in questo caso. uttaia non trascuriamo il termine, che dienta tp / 74
80 importante al termine del riempimento, quando la pressione iniia rapidamente a salire in tutta la caità o in un eentuale profilo di impaccamento a gradini. Infine consideriamo la norma del tensore deiatorico delle elocità di deformaione : anche in questo caso, facendo un analisi dimensionale, la norma del tensore diiene: d (3.42) L equaione di conseraione dell energia risulta : k t p t c p (3.43) Il sistema di equaioni differeniali da integrare per la fase di impaccamento, risulta : t t p k 0 p p (3.44) 0 p k t p t c p Algoritmo di calcolo Le differene dell algoritmo di calcolo per il tempo di mantenimento riflettono le differene della modellaione matematica. Nelle equaioni di continuità e di conseraione dell energia non è stato trascurato il termine : l integraione delle tre equaioni dorà essere unica. tp / 75


 entro il quale la temperatura è considerata")


 Campo Campo di di pressione P 0 0 Campo Campo di di temperatura 0 0 Incremento")
 0,k 0, 0 =f( o,p 0 ) 0 ( 0, 0 ) 0 ( 0, 0 ) t t 1 =t 0")
81 Inoltre affinché sia possibile considerare le ariaioni istantanee del alore di pressione, è necessario che gli step temporali di analisi siano sufficientemente piccoli: calcolare un campo di pressione e temperatura per ogni step porterebbe ad un eccessio allungamento dei tempi di calcolo. Per diminuire il carico di laoro della CPU, Moldflow definisce un interallo di isotermicità (isothermal period) entro il quale la temperatura è considerata costante, ma il alore del campo di pressione è aggiornato per step temporali più brei. L interallo di isotermicità è definito di default di 0.05 secondi. All interno dell interallo di isotermicità la temperatura è aggiornata attraerso la seguente equaione, che tiene conto dell incremento di temperatura douto alla compressione del materiale. n n 1 n comp 1 c p n pp (3.45) Campo Campo di di pressione P 0 0 Campo Campo di di temperatura 0 0 Incremento Incremento n douto a P n douto a P n-1 n-1 Incremento Incremento P P n n douto douto a a n n 0,k 0, 0 =f( o,p 0 ) 0,k 0, 0 =f( o,p 0 ) 0 ( 0, 0 ) 0 ( 0, 0 ) t t 1 =t 0 +t 1 =t 0 +t i i SI i t i step i t i < step temporale isotermico NO Conseraione Conseraione dell energia dell energia 76
 1 ( 0, 1 ) 1 ( 0, 1 ) Conseraione")



 e")
.")




82 Campo Campo di di temperatura 1 1 1,k 1, 1 =f( 1,P 1 ) 1,k 1, 1 =f( 1,P 1 ) 1 ( 0, 1 ) 1 ( 0, 1 ) Conseraione dell energia Campo Campo di di pressione P 1 1 t t 1 =t 0 +t 1 =t 0 +t Conseraione del momento SI Figura 38 t t 1 di 1 <tempo di impaccamento NO FINE FINE Algoritmo di calcolo per l impaccamento 6.3 Modellaione matematica per il calcolo delle deformaioni Moldflow ha a disposiione due diersi metodi di indagine per l analisi di deformaione: il metodo delle deformaioni residue (residual strain shrinkage prediction method) e il metodo delle tensioni residue (residual stress shrinkage prediction method). La scelta dell utilio di uno dei due metodi, errà trattata in seguito, ma in generale possiamo dire che dipende dal tipo caratteriaione che è stata fatta del materiale che si sta utiliando. Metodo delle deformaioni residue E stato il primo metodo utiliato storicamente da Moldflow per l analisi di deformaione. E un metodo totalmente empirico, che calcola i ritiri, douti a diersi fattori, nelle direioni parallela e perpendicolare a quella di flusso : S " a M 1 a 2 M c a 3 M " 0 a 4 M m a 5 (3.46) S a 6M a7m c a8m 0 a9m m a10 77
83 1...aasono 10 costanti caratteristiche del materiale M è una misura del ritiro olumetrico M c è una misura del liello di cristalliaione ", MM sono le misure dell orientaione molecolare nella direione parallela e perpendicolare a oo quella di flusso M m è una misura del incolo imposto dallo stampo Vogliamo sottolineare il fatto che, mentre i coefficienti termini M i sono risultati dell analisi di flusso specifica del caso in esame. 1...aa 10 sono costanti per ogni materiale, i I termini di ritiro parallelo e perpendicolare calcolati sopra, sono una media dei alori nello spessore dell elemento. Questa analisi non riela dunque, un eentuale asimmetria degli stessi alori nella seione, asimmetria che potrebbe creare un momento flettente. Per considerare questo effetto, Moldflow considera il termine di una deformaione termica equialente (equialent thermal strain), douta ad una eentuale asimmetria del profilo di temperature () calcolato attraerso lo spessore. Allora la distribuione del ritiro S in funione dello spessore ale : S )) ( ( media amb ambiente S (3.47) per S deformaione media nello spessore. Metodo delle tensioni residue Con questo metodo, il software, inece di calcolare direttamente le deformaioni, calcola la distribuione delle tensioni attraerso lo spessore, nella direione parallela e perpendicolare al flusso. Ricordiamo quanto detto nei paragrafi precedenti: un eentuale asimmetria nel profilo di tensioni nella seione causa deformaioni del peo. Nel caso non sia stata preista un analisi di cooling, le condiioni di flusso saranno simmetriche, e questa causa di deformaione non errà eideniata. roeremo nelle deformaioni finali solo le tensioni doute alla disomogeneità di ritiro da punto a punto sul piano medio. Il materiale è assunto con comportamento iscoelastico lineare. In particolare il modello iscoelastico del software è basato sulle seguenti ipotesi : 78
84 1. Non esistono tensioni congelate nel materiale finché questo si troa al di sotto della temperatura di non flusso; 2. Per 3 direione perpendicolare al piano medio della geometria, 13 = 23 = 0; 3. La tensione normale 33 è costante attraerso lo spessore; 4. Finché il materiale si troa all interno dello stampo, è preisto un raffreddamento incolato; 5. L elasticità dello stampo è trascurata; 6. Il materiale è considerato un solido elastico dopo l estraione dallo stampo; Questo metodo caratteria qualitatiamente l andamento delle deformaioni nel peo, ma non determina in modo assoluto il alore di tali deformaioni, a causa delle seguenti approssimaioni: Il ritiro dipende dalla temperatura di non flusso e dalle cure pv del materiale che non sono caratteriate per le condiioni reali di inieione; Non si considera l orientaione molecolare e i materiali non rinforati sono considerati isotropi; E trascurato l effetto della cristallinità del materiale; Non è caratteriato lo spettro dei tempi di rilassamento del materiale, necessari per il modello iscoelastico Il modello teorico di cui si è discusso può essere migliorato con l utilio di dati sperimentali del ritiro del materiale (CRIMS method). ali dati (shrinkage data) sono presenti nel database del materiale, nel caso sia stato caratteriato in tal senso. La descriione del metodo è riportata nel diagramma seg Modello teorico : Correione ensioni residue Dati di Schema di calcolo per il CRIMS Inoltre è possibile isolare le cause principali di deformaione e isualiarne il loro effetto (single ariate analsis). Moldflow riconosce come cause principali: - raffreddamento differeniato; - ritiro differeniato; - effetto dell orientaione. 79
85 6.4 Modellaione matematica per la simulaione 3D La modellaione matematica alla base delle simulaioni 3D, è di difficile comprensione, sia per la difficoltà di troare materiale in letteratura, a causa dei diritti di copright degli siluppatori, sia per le approfondite conoscene di calcolo numerico necessarie per affrontarne lo studio. Le equaioni alla base della modellaione matematica, sono le stesse che nell analisi bidimensionale: equaione di conseraione della massa; equaione di conseraione del momento della quantità di moto; equaione di conseraione dell energia; L analisi 3D non utilia nessuna delle approssimaioni di Hele-Shaw e dunque non esiste nessun incolo sulla geometria della caità. La elocità del fluido ha componenti in tutte le direioni quindi anche attraerso lo spessore, riuscendo a catturare nella simulaione, l effetto del flusso a fontana. La pressione non è più costante nello spessore, ma iene calcolata in ogni nodo degli elementi. Il calore è scambiato per conduione in tutte le direioni, sena trascurare, come fa l analisi bidimensionale, il calore scambiato sul piano. Per quanto riguarda l algoritmo di calcolo, il campo di elocità non è più ricaato dal campo di pressione, ma iene calcolato separatamente per ogni nodo. Inoltre l utente può scegliere se tenere conto nell equaione dei termini douti alla fora graitaionale e agli effetti ineriali. A parte rari casi, considerare tali termini non porta a grandi differene nel risultato finale, ma allunga molto il tempo di calcolo. Queste sono in bree le differene fondamentali rispetto all analisi bidimensionale, che approfondiremo meglio nel capitolo dedicato all applicaioni del software. 80
86 7. Lo stampaggio simulato Un software abbastana completo e caratteristico, per la simulaione dello stampaggio delle materie plastiche, è il Moldflow, ed in particolare il modulo Plastic Insight. Il software utilia come dati di input il modello CAD del manufatto, le caratteristiche del materiale, il laout dei canali di alimentaione e di quelli di raffreddamento e tutti i parametri tecnologici di processo, quali temperatura del fuso, dello stampo, del liquido di raffreddamento, e tempi ciclo. Come output, può essere isualiata una grande arietà di risultati, a seconda del tipo di simulaione seleionata e delle fasi del processo di stampaggio interessate. 7.1 Pre-processing Una tipica analisi di pre-processing è quella messa a disposiione dal software MoldFlow. E possibile esaminare il funionamento del software utiliando come linee di guida la fase di importaione del modello CAD della caità, l importaione o creaione della mesh, l impostaione del tipo di analisi, la seleione del materiale plastico, la definiione dei punti di inieione, l impostaione dei parametri di processo e la creaione dei canali di raffreddamento dello stampo. 81
87 7.1.1 Impostaione del modello CAD I programmi che simulano lo stampaggio ad inieione, come nel nostro caso MoldFlow, permettono di iniiare lo studio del processo di stampaggio partendo dal modello CAD del manufatto. Inoltre, come edremo in seguito, sarà anche possibile creare una mesh adatta ed aggiungere dettagli come i canali di inieione, i canali di raffreddamento ed i confini esterni del blocco stampo. Quindi, per poter iniiare l analisi del processo, dobbiamo prima disegnare il manufatto con un sistema CAD, successiamente importeremo tale file in MoldFlow. Il software permette l importaione di una grande arietà di formati di modelli CAD, sia come solidi che come superfici. I formati supportati sono: IGES SEP Stl IDEAS Uniersal Il modulo aggiuntio Moldflow Design Link, giunto alla ersione 4.0 permette di caricare anche i formati natii di alcuni dei più diffusi pacchetti CAD come Pro Engineer, Solid Edge, Unigraphics, Catia, SolidWorks, ecc. Sono presenti all interno di Moldflow stesso, infine, dei semplici strumenti di modellaione CAD che permettono la creaione delle geometrie più semplici Importaione o creaione delle mesh La creaione della mesh è una delle operaioni più delicate per lo studio dello stampaggio simulato, infatti, se la mesh presentasse dei difetti, allora si rischierebbe di incorrere a delle imprecisioni nei risultati fianli. Moldflow permette di effettuare simulaioni con tre tipi di mesh diersi: Midplane, Fusion, 3D che l utente sceglierà in base ad esigene dierse, quali geometria della caità, accuratea dei risultati, tempi di calcolo impiegati. 82

88 Mesh Midplane La mesh Midplane è una mesh di tipo piano di elementi triangolari a tre nodi, in cui il modello CAD da importare nell ambiente di Moldflow, consiste in una superficie che rappresenta il piano medio della caità. E necessario innani tutto, che la geometria della caità si presti a tale approssimaione, oero che sia facilmente riconoscibile un piano medio di modellaione. La preparaione della superficie da importare, che dee essere creata a partire da un modello tridimensionale, potrebbe dunque risultare piuttosto laboriosa. Una olta eseguita la mesh, ad ogni elemento è assegnata manualmente dall utente la proprietà spessore, che rappresenta appunto, lo spessore della caità nell area dell elemento. Se la geometria della caità è complessa e con molte ariaioni di spessore, anche quest ultima operaione dienta piuttosto lunga. Concludiamo con il dire che, sebbene la mesh Midplane sia stata fino a qualche anno fa un passaggio obbligato per una simulaione di stampaggio ad inieione, oggi sono stati siluppati nuoi metodi, come la mesh Fusion, che pur utiliando gli stessi algoritmi di calcolo, permette di eliminare tutta la fase di preparaione della superficie, o la mesh 3D, che ha inece rioluionato anche la parte di calcolo numerico. Figura 39 Mesh Midplane 83

89 L unico antaggio, per il metodo mesh Mildplane, è nell enorme risparmio di calcolo in fase di simulaione. Infatti, nel fare dierse proe, nelle quali si cambiano progressiamente i parametri di processo, la durata del tempo di calcolo per ogni proa dienta importante! Mesh Fusion Anche questo tipo di mesh, come la Midplane, si utilia per componenti in cui lo spessore sia molto più piccolo delle altre due dimensioni. Il grande antaggio è che non è più necessario modellare il piano medio della caità, né assegnare manualmente gli spessori, poiché questi sono calcolati automaticamente con un algoritmo breettato da Moldflow. Dopo aer importato il modello CAD tridimensionale, questo è interamente ricoperto di elementi triangolari piani a tre nodi. Figura 40 Mesh Fusion Vediamo più in dettaglio come opera il software. In una geometria piana si possono riconoscere due pelli distaniate di una lunghea che è, appunto, lo spessore. Moldflow ricopre queste due pelli di elementi triangolari piani, facendo in modo che ad ogni triangolo di una pelle, ne corrisponda uno identico sull altra pelle. ramite elementi particolari inseriti automaticamente dal programma, detti connector, prii di flusso di materiale e con una resistena al calore nullo, ciò che succede su una pelle è trasmesso anche all altra. L algoritmo di calcolo degli spessori può essere schematiato nel modo seguente: 1. Si considera un nodo su una pelle; 2. Si calcolano tutte le direioni normali degli elementi collegati al nodo e dirette erso l altra pelle; 3. Si calcola la media dei coseni direttori di tutte le normali; 84
90 4. Si indiidua sull altra pelle il nodo più icino al punto di interseione della direione normale media con tale pelle; 5. La distana tra i due nodi è lo spessore calcolato sul nodo; 6. Si collegano i due nodi tramite un connector; 7. Si segue tutta la procedura partendo dal nodo indiiduato,per erificare che a questo corrisponda effettiamente il nodo iniiale: 8. Lo spessore di un elemento sarà calcolato come media degli spessori calcolati su tutti e tre i suoi nodi. L operaione che comprende i passi 1,2,3,4 è detta mesh matching e match ratio è la percentuale di nodi per cui l operaione di mesh matching è stata efficace. L operaione al punto 7 è detta reciprocal mesh matching e reciprocal match ratio è la percentuale di nodi per cui ha funionato. Moldflow consiglia alori di match ratio non inferiori all 85% e di reciprocal match ratio non inferiori all 80% per ottenere risultati attendibili. Oltre agli elementi posti sulle due pelli, che chiameremo elementi matchati, esiste un altro tipo di elementi, detti manifold edge, che non sono altro che gli elementi triangolari piani con cui è stato ricoperto il modello CAD ai bordi. In sostana sono gli elementi che chiudono la geometria bidimensionale sulla superficie dello spessore. L altro parametro da tenere sotto controllo nella creaione di una mesh ad elementi piani, è l aspect ratio degli elementi triangolari, oero il rapporto tra il lato più lungo e l altea: la presena di molti elementi allungati nella direione di flusso compromette la precisione dei risultati. Il programma consiglia di mantenere un aspect ratio inferiore a 8 per un analisi di flusso e inferiore a 6 nel caso di un analisi di deformaione. Per questo tipo di mesh, l importaione da un meshatore esterno risulta impossibile: gli altri generatori di mesh non tengono conto del match degli elementi ed una mesh importata arà alori di mesh matching troppo bassi per essere utiliata. I risultati della qualità di una mesh possono essere isualiati ed eentualmente migliorati tramite la mesh statistics, riportata in figura

91 Figura 41 Esempio di mesh statistic Mesh 3D Gli elementi tridimensionali utiliati da Moldflow per una simulaione 3D sono elementi tetraedrici a quattro nodi. I antaggi principali rispetto alle mesh piane sono la possibilità di poter analiare caità non necessariamente a geometria piana e la maggiore accuratea dei risultati, anche per geometrie piane. Naturalmente si deono tenere in conto i tempi di calcolo, che sono noteolmente superiori. La mesh 3D può essere importata o generata all interno di Moldflow. La generaione all interno del software aiene passando per un iniiale generaione Fusion e conertendola in seguito in 3D. Anche per la mesh 3D è importante tenere sotto controllo la forma dei tetraedri generati, per non aere troppi tetraedri distorti: il parametro di controllo è l aspect ratio, rapporto tra il lato più lungo e l altea, che può essere impostato nella generaione della mesh. Moldflow consiglia di mantenere il alore al di sotto di 25. Altro parametro da impostare nella fase di generaione è il numero di elementi da inserire nello spessore: è consigliabile che siano 6 e non deono mai essere inferiori a 4. Per quanto riguarda l importaione della mesh, uno dei formati letti da Moldflow e che abbiamo utiliato per la tesi, come formato di scambio con Pro-E è *.ans. Una olta importata, la mesh tetraedrica non può essere immediatamente utiliata, ma il software richiede un raffinamento successio per far sì che lo spessore contenga effettiamente il numero di elementi seleionato. Anche per la mesh tetraedrica è possibile ottenere un resoconto della qualità attraerso la mesh statistic. 86

 che il software mette a disposiione.")
92 Figura 42 Mesh 3D Correione della mesh: mesh tools Per geometrie non semplici, la mesh Fusion generata automaticamente dal software potrebbe presentare degli errori, che impediscono di effettuare la simulaione o di passare ad una mesh 3D. Gli errori sono localiati dalla mesh diagnostic, che pone gli elementi indiiduati in un diagnostic laer. La correione può essere effettuata manualmente dall utente, graie ad una serie di strumenti (mesh tools) che il software mette a disposiione. Gli errori sono rappresentati da elementi sorapposti (oerlapping elements), buchi nella mesh (free edge), la non-orientaione della mesh, delle facce superiori (top) e inferiori (bottom) degli elementi. I mesh tools possono essere impiegati anche per il miglioramento della qualità della mesh: si isualiano gli elementi con aspect ratio non accettabile e li si modifica. 87
93 7.1.4 Impostaione del tipo di analisi Le tipologie di analisi presenti all interno di Moldflow sono molto arie. Oltre al processo di stampaggio ad inieione più semplice, sono presenti moduli per la simulaione di dierse tecnologie di stampaggio, quali la co-inieione o il sorastampaggio (di cui parleremo in seguito), moduli per analisi DOE (Design of Eperiment) o per ottimiare il posiionamento del punto di inieione (Gate Location Analsis). La simulaione del processo di stampaggio semplice è diisa dal software in quattro analisi distinte e modulari, in ordine: 1. Cooling; 2. Filling; 3. Packing; 4. Warpage L utente può scegliere, naturalmente seguendo l ordine temporale, quali analisi lanciare. L analisi di cooling non è strettamente necessaria per iniiare un analisi di filling, ma se non sono modellati i canali di raffreddamento e il blocco stampo, non si tengono in consideraione eentuali disomogeneità di temperatura delle pareti dello stampo. Ricordiamo inoltre che non tutte le analisi sono supportate da tutti i tipi di mesh; ne riportiamo una descriione nella tabella 2-2. Mesh Analisi supportate 3D Fusion Midplane Flow Cool Warp Shrink Stress Oermolding abella 2-2 Analisi supportate da Moldflow 88
94 7.1.5 Seleione del tipo di materiale Il materiale è seleionato accedendo, attraerso diersi criteri di ricerca, ad una asta raccolta di database già presenti nel software. Possono essere isualiati tutti dettagli dei materiali, i parametri di processo raccomandati e altri alori caratteristici, quali cure p, calore specifico, temperatura di non-flusso, iscosità e molti altri. In particolare nel database sono elencate tutte le costanti determinate sperimentalmente da Moldflow nei propri laboratori e che saranno utiliate negli algoritmi di calcolo. Bisogna prestare particolare attenione dunque, a quali costanti sono state caratteriate per quel materiale, e quali no, per sapere quale sarà l algoritmo utiliato. Sebbene non consigliato dal software, ogni database può essere editato, o possono essere creati database personali. La Moldflow Corporation, su richiesta del cliente, offre la possibilità di caratteriare qualsiasi tipo di materiale che non sia inserito nel database del programma. I principali parametri da conoscere, per un dato materiale plastico sono: Conducibilità ermica (hermal Conductiit) Calore Specifico (Specific Heat) emperatura di ransiione (ransition emperature) emperatura di Estraione (Ejection emperature) Viscosità a aglio (Shear Viscosit) Cure p (pressione-olume-emperatura) Coefficienti di Ritiro Seleione del punto di inieione La seleione del punto di inieione aiene seleionando uno o più nodi della mesh nei quale saranno impostate le condiioni al contorno di ingresso del fuso, quali portata, temperatura o pressione. Sarà questo il primo nodo da cui partirà il calcolo per l aanamento del fronte di flusso. Vista l importana della seione del gate, in genere è sconsigliato, anche per una analisi approssimata, posiionare il punto di inieione direttamente su un nodo della mesh della caità. 89

95 Per la mesh Fusion è consigliato modellare il gate o meglio tutti i canali di adduione, attraerso i beam e prendere il punto di inieione su un nodo dei beam: la seione di ingresso del materiale sarà la seione del gate modellato. Per quanto riguarda la mesh 3D, se come punto di inieione è seleionato un nodo della caità, la seione di entrata del fluido è uguale all area occupata dalle facce di tutti i tetraedri che condiidono quel nodo. Moldflow consiglia di modellare anche il gate con una mesh 3D, per rispettare accuratamente la seione di ingresso del fluido Impostaione dei parametri di processo L impostaione dei parametri fondamentali di processo e di simulaione aiene attraerso la finestra Process Setting Dialog. L utente dee specificare le condiioni di processo, oltre ad alcune costanti nell algoritmo di calcolo. Naturalmente il numero e il tipo di ariabili da specificare aria a seconda del tipo di analisi seleionato. Vediamo nei dettagli quali sono i parametri da settare per un analisi completa. emperatura del fuso all inieione. Se in precedena, in fase di seleione del tipo di materiale, è stato seleionato un materiale presente nel database del software, tale parametro sarà automaticamente assegnato del programma. emperatura dello stampo. Se non sono stati modellati il blocco stampo e il circuito di raffreddamento, Moldflow effettua un analisi simmetrica, considerando semplicemente le pareti con cui il fuso entra in contatto, alla temperatura specificata. Nel caso in cui sia stata impostata anche l analisi di cooling, tale temperatura è solo un dato di partena: è eseguita un analisi di 90
96 condiionamento di tutto lo stampo, eideniandone eentuali disomogeneità nella distribuione di temperatura; Controllo di riempimento. La fase di riempimento è controllata impostando parametri nel punto di inieione. L utente può scegliere diersi tipi di controllo, quali controllo di portata, controllo del tempo di riempimento, oppure un tempo di riempimento automatico, scelto dal programma in base a criteri di stampabilità del componente; Punto di switchoer. Il punto di commutaione da controllo in elocità a controllo in pressione può essere specificato ad una certa percentuale del riempimento, ad un determinato alore di pressione, ad una percentuale di aanamento della ite; Profilo di impaccamento. Il software offre la possibilità di impostare profili di pressione di impaccamento diersi, diidendo il tempo di impaccamento in 10 step distinti: in questo modo si possono creare profili anche complessi; empi ciclo. Per un calcolo corretto dei alori di temperatura che engono raggiunti a regime dallo stampo, dee essere noto il tempo ciclo totale. Si richiede il tempo di apertura dello stampo, e il tempo totale di inieione, impaccamento e raffreddamento. Pressa. Il software richiede che sia introdotto il database della pressa utiliata, in caso contrario iene utiliata quella di default. Le caratteristiche riportate sono la portata massima di inieione, la fora di chiusura, il rapporto di intensificaione (intensification ratio) tra pressione sul pistone idraulico e pressione sul fuso di fronte alla ite; Parametri di soluione. E questa l unica finestra di accesso ad un controllo diretto dell algoritmo di calcolo. I parametri sui quali interenire ariano a seconda del tipo di algoritmo utiliato e sono rappresentati da tollerane di conergena dei risultati, da durata dello step temporale di analisi e, nel caso Fusion, anche dal numero di laminae nel quale diidere lo spessore. Inoltre sempre nella stessa finestra, iene settato il numero degli istanti per i quali portare i risultati in output. Bisogna prestare particolare attenione a questo parametro, poiché influisce sulla qualità di isualiaione degli output e potrebbe portare ad errori di alutaione. Il software permette di creare, per ognuno dei settaggi specificati, dei database personali, file in formato *.udb, che possono essere anche impostati come default. Possono essere creati database dei canali di raffreddamento e di adduione, materiali, presse, parametri di soluione e di processo. Ad esempio, se l aienda possiede un certo numero di presse, è comodo creare un database specifico per ogni pressa, da inserire a seconda delle necessità. Oppure, se si decide che certi parametri di 91
97 soluione sono accettabili per ogni tipo di analisi, si edita il database dei parameter soler di default, in base alle proprie preferene Creaione dei canali di raffreddamento I canali di raffreddamento possono essere modellati in modalità wiard, oppure essere creati dall utente. La modalità wiard permette di impostare il diametro, il numero e la lunghea dei canali, e la loro distana dalla caità. Le possibilità di modellaione del laout dei canali resta comunque limitato. Se si uole inserire nell analisi un architettura dei canali complessa, questi deono essere importati come linee all interno di Moldflow. In seguito si assegna a tali linee la proprietà channel (canale di raffreddamento) e se ne specificano le caratteristiche, quali diametro, tipo di fluido di raffreddamento, elocità del fluido. La temperatura di ingresso del fluido di raffreddamento è seleionata in seguito, come condiione al contorno sui nodi di immissione (inlet node) dei canali. 7.2 Post-processing L interpretaione finale dei risultati in uscita e il loro utilio come strumento di ottimiaione, è la fase più impegnatia di tutta la simulaione. Interpretare correttamente i risultati significa innani tutto conoscere il loro significato, la fisica del processo e la parte di modellaione matematica introdotta dal software. Il tipo di risultati è dunque dierso, a seconda del tipo di simulaione : in un analisi Fusion abbiamo a disposiione tipologie di risultati da consultare differenti rispetto ad una simulaione 3D. I risultati dell analisi engono isualiati graficamente sorapposti alla mesh su cui l analisi è stata solta. Alcuni output generati dal programma sono: Screen output. Questo output è uno dei più importanti. Analiando i alori riportati in tale scheda è possibile edere l andamento ipotetico dei parametri di controllo lungo tutta la fase di 92

98 inieione. Dalle tabelle è possibile determinare il tempo totale di inieione, la pressione massima, la fora massima di serraggio e l andamento di ognuno di questi parametri in funione degli altri Results Summar. Vengono riepilogati tutti i parametri di settaggio macchina che sono stati inseriti nelle fasi precedenti a quelle di analisi e tutti i alori che si ottengono dall analisi stessa: i parametri riguardanti il materiale sia prima che durante l inieione, i parametri di settaggio del processo ed i dettagli riguardanti lo stampo. Machine setup. In tale scheda engono riportati tutti i dati di settaggio della pressa e dello stampo che doranno essere impostati a tali macchine prima di iniiare la produione. 93
.")

99 Fill time. E un rappresentaione grafica del riempimento della caità stampo nel tempo( prossima figura). La rappresentaione può essere fatta in maniera fotografica con la isualiaione di immagini progressie o in maniera animata: Pressare at V/P switchoer. Rappresenta graficamente l andamento della pressione in funione della percentuale di olume di materiale fluido iniettato(prossima figura): 94

100 emperature at flow front. Rappresenta l andamento della temperatura del fronte di aanata. Permette di capire se la caità stampo riesce a riempirsi completamente o se il materiale iniia a solidificarsi prima del completo riempimento: Bulk temperature. Permette di isualiare a che temperatura si troa il materiale plastico al termine della fase di inieione: 95


101 Shear rate Bulk.. Se il materiale si porta al di sotto della temperatura di non-flusso dientando solido, a causa dell alta pressione a cui si troa esso può incorrere ad una degradaione delle fibre che lo compongono, generando delle tensioni interne residue. Nella isualiaione grafica è possibile edere il degrado del materiale alla fine dell inieione in maniera da poter interenire doe necessario. Pressure at injection location. É un grafico che rappresenta l andamento della pressione di inieione durante tutta la fase di inieione: Air traps. Permette di identificare quali sono i punti della caità stampo in cui può rimanere intrappolata dell aria causando dei uoti nel peo. Questo risultato è molto importante per i 96

102 progettisti che doranno, in fase di progetto, inserire degli sfoghi d aria proprio in questi punti indicati. Aerage elocità. Mostra la elocità delle linee di flusso del materiale e le linee di flusso stesse: Clamp force. Andamento della fora di serraggio dello stampo durante la fase di inieione: 97
103 Weld lines. È molto importante, per i pei estetici, preedere con precisione il punto in cui si incontreranno due o più fronti di flusso, perché lì, quasi sicuramente, si formerà una linea di giunione. Queste linee possono risultare isiamente molto eidenti, soprattutto guardando il peo in controluce, e lo sono tanto di più quanto più la giunione si è formata in un punto in cui il fuso aea una temperatura bassa. Una linea di giunione troppo eidente, per un peo a ista, può rendere necessario scartarlo. Con tale rappresentaione si è in grado di isualiare i proabili punti in cui i flussi di materiali si incontrano. 7.3 Analisi di oermolding Il software permette l analisi del processo di sorastampaggio di due diersi componenti. Questo tipo di analisi è supportata solo dall algoritmo 3D e permette un analisi limitata alle fasi di inieione e di impaccamento (analisi di flusso) Pre-processing Per condurre un analisi di oermolding è necessario disporre di mesh distinte per le due caità. Per prima cosa si importa all interno del nuoo studio, la mesh della seconda caità, si imposta come tipo di analisi un oermolding analsis e si editano le proprietà dei tetraedri come Oermolding Second Component. A questo punto si aggiunge la mesh già pronta dell altra caità, che il software riconoscerà come prima caità ad essere riempita. Le due caità sono isualiate con colori differenti: la prima caità è erde, la seconda è marrone (impostaioni di default). L accorgimento principale di questa fase è quello di scegliere lo stesso sistema di riferimento per le due mesh, sebbene siano state create separatamente: una olta importate nello stesso studio per l analisi di oermolding, sarà rispettato il posiionamento reciproco. 98
104 Nella finestra dello Stud ask pane, la scelta del materiale A è quella relatia al primo componente stampato, mentre il materiale B è quello che riempirà la seconda caità. Anche la scelta dei punti di inieione, che compare nella stessa finestra, si riferisce allo stampaggio del primo componente. Per determinare i punti di inieione del componente sorastampato, si dee seleionare Set Oermolding Injection Location dal menu a cascata analsis. Poichè il processo di sorastampaggio non è altro che lo stampaggio sequeniale di due diersi componenti, la finestra di process setting per l impostaione dei parametri di processo è costituita essenialmente da due finestre di dialogo analoghe a quelle descritte nel paragrafo , una per ogni componente. Un attenione particolare dee essere dedicata al settaggio dei parametri di processo: per l analisi di oermolding dee essere effettuata una scelta per quanto riguarda il parametro Oermolding facet lenght, che può assumere i alori minimum, aerage o maimum e la cui funione sarà spiegata in seguito Simulaione del processo Il software conduce un analisi di flusso (riempimento e impaccamento) del primo componente, che equiale ad un analisi di flusso semplice, poiché il polimero riempie una caità interamente ricaata nell acciaio dello stampo. L analisi di flusso del secondo componente differisce da un analisi di flusso semplice, per i seguenti motii: il secondo polimero iniettato è a contatto con il primo componente stampato, che ha un coefficiente di conduione k dierso dallo stampo; durante lo stampaggio del secondo componente, il primo componente è riscaldato dal polimero fuso e può rifondere a sua olta; I passi seguiti dal software nell analisi e riportati in ordine, sono i seguenti: 1. Analisi di riempimento e impaccamento del primo componente; 2. Raffreddamento durante i secondi di apertura dello stampo per consentirne la moimentaione; 99
105 3. Analisi di riempimento e impaccamento del secondo componente. Durante questa analisi le condiioni di temperatura calcolate sui nodi della mesh della seconda caità sono riportate come condiioni al contorno nei nodi di contatto della mesh della prima caità, e l analisi termica è condotta anche sul primo componente stampato. Il risultato più interessante dell analisi di oermolding è dunque quello che mostra il profilo di temperatura del primo componente stampato, mentre iene iniettato il secondo polimero. Vediamo nei dettagli come le condiioni di temperatura sono trasferite da una mesh all altra, durante l oermolding. In un analisi di oermolding, sono importate due mesh realiate separatamente, ma che doranno essere accoppiate. Oltre all esigena di un sistema di riferimento comune, è anche necessario che le due mesh abbiano elementi di dimensioni simili. Infatti il software non fa altro che spostare le condiioni di temperatura calcolate durante il riempimento, per ogni nodo della seconda mesh, sul nodo più icino della mesh della prima caità già riempita. Quanto icino debba essere il nodo della prima caità affinché aenga il trasferimento delle condiioni, è definito nel settaggio del parametro oermolding interface tolerance dei process parameter. Sono consentite tre sole opioni di scelta: minimum facet lenght, aerage facet lenght e maimium facet lenght, di difficile interpretaione, poiché non sono quantificate da nessun dato di tipo numerico. In pratica questo parametro non rappresenta altro che la tollerana entro cui considerare un nodo del primo componente a contatto con il polimero fuso che sta riempiendo la seconda caità. In linea di massima il parametro può essere lasciato inariato sul alore di default che è minimum, ma se le superfici hanno molte cure e le due mesh sono lasche, dee essere portato al alore di aerage o maimum. Si capisce dunque la necessità di aere elementi di dimensioni simili per le due mesh, affinché possa essere stabilita una corrispondena biunioca per ogni nodo di contatto. Per capire meglio il problema facciamo l esempio di un caso in cui la dimensione degli elementi della prima caità riempita sia molto maggiore di quella della seconda caità. Allora esisteranno dei nodi della seconda caità che, pur appartenendo alla superficie di contatto, non troeranno entro il raggio di tollerana stabilito, un nodo appartenente alla prima caità, su cui trasferire la 100
106 condiione temperatura. Questo si tradurrà in una perdita di informaioni, ed in una peggiore qualità dei risultati Post-processing I risultati forniti dal software in output da un analisi di oermolding sono diisi in due categorie: Flow : mostra tutti i risultati relatii alla prima inieione, che saranno analoghi a quelli ottenuti con un analisi semplice di flusso nella prima caità; Oermolding flow : mostra i risultati di flusso, dello stesso tipo di un analisi semplice, relatii alla seconda inieione ed inoltre la temperatura del primo componente stampato durante il riempimento e l impaccamento del secondo; I risultati di flow permettono di alutare la qualità del riempimento del primo componente. In realtà non coniene condurre alutaioni sul riempimento del primo componente con un analisi di oermolding, poichè equiale a condurre un analisi di flusso semplice, ma con un noteole risparmio di tempo. I risultati di oermolding flow, permettono di alutare la qualità del riempimento della seconda caità, tenendo conto del fatto che alcune parti si troano a contatto con il polimero fuso del primo componente. Infine la possibilità di isualiare la temperatura anche nel primo componente stampato, rappresenta una base per consideraioni sulla qualità dell aderena tra i due componenti. L interpretaione dei risultati per una alutaione della qualità del sorastampato, richiede molta più esperiena in campo applicatio e un tuning del software molto più approfondito, di quanto non richiedano le analisi semplici di flusso e deformaione. La qualità di un buon sorastampaggio, nel caso particolare che prenderemo in esame, coincide con una buona aderena tra i componenti. L aderena tra i componenti non può però, essere determinata in modo assoluto in funione della temperatura raggiunta dai due materiali, poiché dipende innani tutto dalla compatibilità chimica tra i due. Altro problema che si incontra spesso nello stampaggio multimateriale è quello della compenetraione del polimero fuso della seconda inieione nel primo componente. Moldflow considera sempre le due caità nettamente separate e non tiene in consideraione il passaggio di materiale da una caità all altra. La possibilità che offre il software è quella di conoscere il grado di 101
107 rifusione del primo componente e in base all esperiena, si potrà alutare se la rifusione è tale da permettere la penetraione di altro materiale. 7.4 Vantaggi e consideraioni sul processo simulato Una simulaione del processo di stampaggio, come ogni tipo di simulaione irtuale, consente di riprodurre le condiioni del processo, sena disporre del materiale reale per eseguirle. Il antaggio principale di una simulaione è quello di poter risparmiare i costi di eentuali scelte progettuali errate; un secondo antaggio è quello di poter analiare il processo studiando e modificando solamente un certo numero di parametri. Un altro importante antaggio è quello di poter andare alla ricerca dei parametri e delle caratteristiche geometriche del prodotto, che portano ai miglior risultati in termini di qualità e costi. Quindi, ricapitolando i antaggi dello stampaggio simulato sono nella possibilità di eseguire uno stampaggio irtuale doe l impiego di macchina / personale è limitato al computer e al suo operatore. Agendo su modelli irtuali, le modifiche hanno il poteniale per essere eseguite rapidamente e molto economicamente anche per condiioni di difficile sperimentaione pratica. Ingrandire, ridurre o spostare una o più inieioni a fronte di problematiche riscontrate con le simulaioni stesse, sono operaioni irtuali molto rapide con i sistemi moderni. Il poteniale di queste simulaioni, insito nella possibilità di erificare più alternatie ( what if cosa succede se ) in modo rapido, ci porta icino alle condiioni di stampaggio ottimali perché capaci di dare la qualità desiderata al ciclo minimo e con il minor liello di scarti di laoraione. E utile ricordare che, in contrasto con quanto sopra, uno stampo prototipo non ben progettato può, portarci fuori strada nella ricerca delle condiioni ideali di laoraione Limitaioni Già dalla metà degli anni 80, erano presenti le prime possibilità delle analisi del flusso nello stampaggio irtuale. uttaia l uso di queste tecnologie non è ancora sufficientemente diffuso, sia 102
108 perché non tutta l industria è preparata al loro uso e sia perché, in tali rappresentaioni, ci sono ancora dei piccoli limiti. Plastificaione La fase di preparaione del fuso dipende dal tipo di ite, dal suo funionamento e dalle condiioni termiche della camera di plastificaione, ma tutto questo dipende dalla macchina, quindi questi parametri sono scelti dal costruttore della pressa, che per ragioni economiche tende sempre più a standardiare le proprie macchine. Inece, nella fase di simulaione del processo di stampaggio, iene ipotiato che il fuso entri nello stampo con una certa temperatura, sena alcuna degradaione e con un omogeneità assoluta, ma tali condiioni nella realtà son difficili da riprodurre poiché dipendono dalla macchina usata e dai tempi di plastificaione (che hanno una influena negatia sulla omogeneità del fuso e sul riempimento e controllo dei ritiri e delle deformaioni). Riempimento La fase del riempimento è quella più studiata, quindi in questa fase le limitaioni del software sono molto piccole; l unica premessa importante da fare è quella di aere un buona caratteriaione reologica dei materiali. Una piccola limitaione potrebbe essere quella di non considerare bene il grado di finitura della superficie dello stampo. Compattaione Per molti manufatti questa fase può dientare molto più importante del riempimento, perché dee controllare impaccamenti eccessii o inadeguati e le loro conseguene su tensioni interne, ritiri, risucchi e deformaioni. Una delle limitaioni di alcuni software deria dall incapacità di calcolare con sufficiente precisione i tempi di solidificaione delle inieioni. Limitaioni più generali si ritroano nella caratteriaione dei materiali a causa dei costi di esecuione e della precisione delle cure di stato pv ancora inferiore a quella delle iscosità usate nella simulaione del flusso. 103
109 Raffreddamento Questa fase, nella simulaione, consente di poter ottenere buoni risultati, tuttaia spesso è difficile poter preedere la quantità di calore asportato per conduione dalle piastre della pressa e quello disperso per conduione. Altre approssimaioni sono legate alla difficoltà di poter considerare eentuali piccoli isolamenti creati da tasselli ed estrattori. Ritiri e deformaioni In questa area, la caratteriaione dei materiali è l anello più debole della catena di calcolo. Ciò è molto meno critico per i polimeri ingegneristici per i quali i produttori si sentono più impiegati a fornire le caratteriaioni complete. Al giorno d oggi, tuttaia, si riesce ad aere ottime preisioni in termini di deformaioni e ritiri, almeno che le deformaioni oggetto di studio non siano troppo eleate Soluioni La realiaione di pei in plastica competitii, sena i tipici intoppi di tempo e costi associati ai metodi tradiionali di proa e correggi, richiede una serie di esperiene fondamentalmente dierse. In questa ottica, la prima domanda a cui dare una risposta è chi dee fare cosa. In termini pratici, chi dee assicurare che: - il peo sia ben disegnato e abbia specifiche realistiche per uno stampaggio ottimale; - lo stampo sia progettato e realiato in modo adeguato; - le condiioni di stampaggio siano scelte e mantenute al meglio. Le metodologie che anno sotto il nome di co-design, concurrent o simultaneous engineering, si propongono da tempo di integrare queste esperiene in un team. uttaia queste tre tematiche possono essere tutte coordinate da una sola figura, quella dell analista CAE, il quale dee aere una certa conoscena delle tre aree sopra indicate. La figura dell analista CAE non è tuttaia molto presente nelle piccole imprese, all interno delle quali i software di simulaione hanno difficoltà ad attecchire. 104
110 Per poter implementare con successo l uso di sistemi per analiare lo stampaggio irtuale, le aiende deono rispettare sei punti fondamentali, qui di seguito elencati. Pianificaione di lungo termine L aienda dee essere disponibile a impegni di lungo termine perché il successo dell implementaione di queste metodologie richiede il coinolgimento con dierse parti dell organiaione interna e con i clienti e fornitori. Requisiti di dati e informaioni La disciplina imposta dai programmi richiede di quantificare molte ariabili tecniche ed economiche in qualche modo ignorate nel passato. Ciò può rappresentare un laoro significatio, ma risulta esseniale per i risultati. Requisiti di personale Premessa la necessità di personale dedicato, il tecnico coinolto dee essere dotato anche di conoscene pratiche del processo di stampaggio e di costruione stampi. L accesso più ampio ai risultati delle sue simulaioni consentirà l accrescimento di queste esperiene interdisciplinari. Adattamento dell organiaione Poiché il successo dell uso delle metodologie CAE applicate allo stampaggio è legato ad un approccio più integrato al processo completo di realiaione di un nuoo manufatto, con inclusione delle metodologie di assicuraione della qualità, le imprese che intendono applicarle deono assicurare una buona facilità di comunicaione tra i ari reparti specialistici. Standard di manutenione e controllo Un uso efficace della metodologia richiede che siano già attuati tutti i metodi conenionali per migliorare l efficiena delle operaioni. Non ha certamente senso effettuare delle simulaioni sofisticate del processo e dedicare poca attenione ai problemi di manutenione delle presse e delle attreature. 105
111 Scala delle operaioni Sicuramente, questo è l aspetto che è più cambiato negli ultimi enti anni! In pratica, l aienda dee cercare di aumentare il numero di stampi da progettare in un anno; in modo tale che l analista CAE possa poter dare una certa continuità al suo laoro. 106

112 8 Progettaione e realiaione stampo L oggetto scelto dall AESA ecnopolimeri come modello per la realiaione del prototipo di stampo consiste in un cuneo ferma ruote. ale oggetto è stato pensato e disegnato con le soluioni e gli accorgimenti necessari per i pei prodotti mediante stampaggio ad inieione. Nella figura che segue si ede il cuneo con dimensioni di base di mm ed un altea di circa 100 mm, si possono notare anche delle costole di rinforo che generano tre setti pensati per l eentuale passaggio di canali di raffreddamento dello stampo. Figura 43 L oggetto così disegnato si presta benissimo ad essere stampato perché non presenta sottosquadri ed ha un solo piano di sformo (piano -) e queste caratteristiche diminuiscono molto la complessità dello stampo da realiare. Il disegno 3D è stato effettuato mediante software CAD Solid Edge e poi realiato da un officina meccanica, in resina per prototipaione rapida, utiliando una fresatrice a controllo numerico. 107

113 8.1 Dimensionamento meccanico Un calcolo di massima è stato effettuato per garantire la resistena meccanica dello stampo all aione di una pressa per inieione da 300 t per far ciò si è considerata esclusiamente la resistena a compressione del conglomerato cementiio, assumendo una tensione ammissibile di 160 MPa. L area resistente necessaria è risultata essere di circa mm considerando come carico la massima fora di chiusura dei semistampi che la pressa potea offrire. Per sopperire ad una eentuale diminuione della resistena, douta alla possibile necessità di doer inserire dei canali di raffreddamento, si è deciso di portare le dimensioni della base del primo prototipo a mm 8.2 Simulaioni di stampaggio La simulaione software è stata necessaria per ottimiare tutti i parametri del processo di stampaggio al fine ottenere una buona qualità dell elemento da realiare. Le fasi principali che si sono affrontate poter effettuare tali simulaioni, già ampiamente approfondite nel capitolo 7, si possono riassumere in: Importaione della geometria e generaione della Mesh 3D Scelta del polimero da iniettare Scelta dei materiali con cui realiare lo stampo Impostaione della temperatura del materiale polimerico fuso in fase di inieione Impostaione delle temperature dei due semistampi I primi risultati ottenuti con Moldflow non sono stati molto buoni, infatti come mostra la figura 44 lo stampato presentaa una noteole quantità di inclusioni d aria, tali inclusioni sono indesiderate perché pregiudicano noteolmente la resistena meccanica dell oggetto da realiare, Figura 44 a questo si aggiunge anche una disuniformità nel raffreddamento, mostrata in figura 45, che contribuisce in modo negatio sull oggetto finito. Un raffreddamento non uniforme infatti prooca 108


114 dei ritiri differeniati che generano a loro olta delle tensioni interne residue, tali tensioni possono indebolire o deformare il peo che realiiamo. Figura 45 Andamento del raffreddamento La figura 46 ci mostra la qualità del cuneo, le one in giallo sono quelle doe si eideniano le caratteristiche qualitatie più scarse. Figura 46 Qualità Per migliorare la qualità del cuneo sono stati aggiunti nella simulaione dei canali di condiionamento, figura 47, e dopo sariate modifiche al diametro, alla portata d acqua di 109



115 raffreddamento ed alla sua temperatura in ingresso si è giunti, come mostra la figura 48, ad una buona qualità generale dell oggetto. Figura 47 Figura 48 Nella tabella sottostante si possono leggere tutti i alori di output che il programma ci fornisce dopo la simulaione, di particolare interesse sono la massima fora di compressione che la pressa esercita su i due semistampi, pari a circa 33t, ed il tempo di ciclo, oero il tempo che intercorre tra la chiusura dello stampo e la riapertura dopo la solidificaione del peo stampato. In particolare il tempo-ciclo, che risulta essere di 148 secondi, nonostante sia pressoché doppio rispetto ad i tempi che si ottengono con i tradiionali stampi metallici risulta soddisfacente per lotti di produione medio-piccoli. 110

116 8.3 Realiaione del primo prototipo Alla luce dei risultati ottenuti dalle analisi precedentemente descritte, dopo un ulteriore fase di progettaione CAD, necessaria per aere un ottica d insieme e realiare tutti i componenti da assemblare, si è proceduto allestendo una cassaforma, essa è realiata in modo tale da poter alloggiare sia il modello del cuneo che i canali di raffreddamento e che nel contempo permettesse le operaioni di getto del conglomerato cementiio. La cassaforma ed il modello sono stati precedentemente cosparsi con un olio disarmante allo scopo di facilitare la rimoione delle pareti del cassero e l estraione del modello a solidificaione aenuta. Figura 47 Cassero allestito Una olta effettuata il getto, con una miscela di inerti a granulometria fine, cemento portland 42,5 e fumo di silice, si è proeduto a preparare i proini per le proe meccaniche e termiche, il tutto è stato ibrato ed infine lasciato essiccare. Purtroppo, dopo 28 giorni attesi per la maturaione del conglomerato cementiio, nonostante la facilità con cui è stato possibile rimuoere le pareti costituenti la cassaforma non è stato possibile estrarre il modello del cuneo, probabilmente a causa della sua forma caratteriata da un eleato rapporto tra superficie e olume. Ottimi risultati sono stati ottenuti per quanto riguarda la finitura superficiale dello stampo sia nella parte immediatamente isibile che costituisce l interfaccia di contatto tra semistampo fisso e mobile (figura 48) che nella caità formata dal modello (figura 49), aspetto che è stato possibile osserare solo dopo la rottura del getto per l estraione del modello stesso. Per faorire tale estraione in successie sperimentaioni si è pensato di utiliare altri tipi di disarmante, ad esempio le cere distaccanti usate per le laminaioni in composito. 111



 2 1 Proe di flessione su proini 4040160")
117 Figura 48 Piano di sformo Figura 49 Cassero allestito Proe meccaniche e termiche Per alutare la resistena meccanica del conglomerato cementiio sono state effettuate proe di compressione e flessione. Figura 50 Flessione Figura 51 compressione 4 3 Fora (kn) 2 1 Proe di flessione su proini mm, distana appoggi 100mm 3 2 s fm = 5,1 ± 1,5 MPa Deflessione (mm/10) 112


118 sc (MPa) Proe di compressione su proini mm s cm = 90,3 ± 2,3 MPa E cm = 25,5 ± 5,8 GPa e Dalle proe meccaniche ne risulta una tensione ammissibile di circa 90 MPa, tale alore risulta dimeato rispetto a quella attesa dalla miscela, assunta pari a 160 MPa, per cui si rende necessaria una modifica del mi design del conglomerato al fine di aumentarne la resistena meccanica. Per alutare le caratteristiche termiche della miscela è stata condotta una proa con uno strumento a piastra calda con anello di guardia su due proini precedentemente preparati ed e cui è stata fatta perdere tutta l umidità. Figura 52 Proino 200mm Figura 53 Allestimento della proa 113
119 Di seguito si mostra il report della misura effettuata in cui si eidenia la conduttiità termica del campione, il alore =0.739 (W m -1 K -1 ) è molto basso ma comunque dell ordine di grandea che ci si aspettaa, migliorare la miscela cercando di eleare questo coefficiente porterebbe il antaggio di abbassare ulteriormente il tempo-ciclo. Soggetto della proa: Misura della conduttiità termica (W m -1 K -1 ) in conformità alla Norma UNI 7745 Designaione dei campioni: Campioni contrassegnati da sigle. 1 Campione Descriione dei campioni: malta cementiia Descriione delle proette: Formelle cilindriche, diametro di circa 0,2 m, spessore di circa 20 mm. Data di riceimento: 10/2/2009 Proette: Spessore medio della proetta A h A = 0,02015 m Spessore medio della proetta B h B = 0,0181 m Spessore medio delle proette H = 0, m Volume delle proette V = 0, m 3 Massa olumica delle proette D = 1878 kg/m 3 Massa dei campioni alla riceione Mr = kg Massa dei campioni essiccati Ms = kg Umidità del campione alla riceione UR = 0,1 % Apparecchiatura di proa: Dnatech CFGM aente le seguenti caratteristiche: - piastra calda con anello di guardia; - diametro piastra 0,205 m; - giacitura oriontale; - area conenionale di misura 0,0081 m 2. Osseraioni: Il sistema di misura è isolato con scaglie di sughero e dispone di camicia interna a temperatura prossima a (t 1 +t 2 )/2. Risultati: N (t 1 +t 2 )/2 t 1 -t 2 0 I e proa C C h h W/(m K ) % 1 29,94 9, ,0 0,739 0,06 2 / / / / / / 3 / / / / / / Legenda: 0 = periodo di tempo necessario al raggiungimento dello stato staionario in ore I = periodo di tempo a regime staionario in cui engono effettuate le misure in ore (t 1 +t 2 )/2 = temperatura media di proa in C 114

120 8.3.2 Verifica della resistena meccanica Alla luce dei dati ottenuti dalle simulaioni con Moldflow e dai alori ottenuti per meo delle proe a rottura dei proini di conglomerato cementiio si è potuta erificare la resistena dello stampo ai carichi a cui sarebbe effettiamente sottoposto in fase di stampaggio. Questa erifica è stata effettuata con il software agli elementi finiti ANSIS impostando i seguenti alori come dati di input: FORZA DI SERRAGGIO MASSIMA ,0 t ENSIONE AMMISSIBILE A COMPRESSIONE...88,0 MPa ENSIONE AMMISSIBILE A FLESSIONE... 3,6 MPa MODULO ELASICO ,0 GPa Figura 54 Visualiaione delle tensioni Come si eidenia nella figura 54 la tensione ammissibile iene superata in corrispondena del bordo del cuneo, ciò comporterebbe il cedimento dello stampo. La spiegaione del fatto che la tensione aumenta ertiginosamente sul bordo del cuneo, molto probabilmente, è che proprio su quel bordo i raggi di raccordo sono molto ridotti causando quindi una concentraione degli sfori. 115


121 8.4 Realiaione del secondo prototipo Alla luce delle problematiche riscontrate con il primo prototipo dello stampo si è proeduto a modificare la cassaforma inserendo sei estrattori per facilitare l estraione del modello del cuneo, sono stati anche inseriti anche delle barre filettate per fissare quattro golfari necessari alla moimentaione dello stampo isto il suo noteole peso. Figura 55 Allestimento secondo cassero Diersamente dal primo per questo secondo prototipo è stato usato come disarmante un olio siliconico spra prima di effettuare il getto. In questo caso è stato usato un cemento di tipo 52.5 R lasciando inariate le percentuali degli altri elementi componenti il mi. A maturaione aenuta si è proeduto a liberare lo stampo dal cassero ma come nel primo caso non si riuscia ad estrarre il cuneo. Per facilitare l estraione, lo stampo è stato collegato ad un bagno termostatico in modo da far circolare acqua a 70 gradi centigradi nei canali di condiionamento termico. L idea, risultata incente, era quella di portare lo stampo nelle condiioni di temperatura nelle quali si sarebbe troato dopo il ciclo di stampaggio ed in fase di apertura ed estraione, a questa temperatura infatti il polimero di cui è fatto il cuneo è meno rigido quindi fora meno sulle pareti dello stampo e l olio lubrificante è nettamente meno iscoso ageolando così la fuoriuscita del modello. Figura 56 Stampo condiionato 116

122 La finitura superficiale si è rielata eccellente in ogni punto anche se durante l estraione del modello i bordi della caità si sono roinati. Figura 57 Caità Proe meccaniche e termiche Anche in questa seconda realiaione sono stati preparati i proini necessari ad effettuare le misure delle caratteristiche meccaniche e termiche sulla nuoa miscela. I risultati ottenuti sono mostrati nelle figure successie che riportano i grafici ottenuti dalle proe. 100 Proa di compressione 75 s c,m = 89 ± 3 s c [MPa] e 117
I processi di tempra sono condotti sul manufatto finito per generare sforzi residui di compressione in superficie. Vengono sfruttate allo scopo
 I processi di tempra sono condotti sul manufatto finito per generare sforzi residui di compressione in superficie. Vengono sfruttate allo scopo diverse metodologie. 1 La tempra termica (o fisica) si basa
I processi di tempra sono condotti sul manufatto finito per generare sforzi residui di compressione in superficie. Vengono sfruttate allo scopo diverse metodologie. 1 La tempra termica (o fisica) si basa
Ingegneria dei Sistemi Elettrici_3d
 Ingegneria dei Sistemi Elettrici_3d Soluioni di problemi elettrostatici I problemi elettrostatici riguardano lo studio degli effetti delle cariche elettriche fisse. I principi dei campi elettrostatici
Ingegneria dei Sistemi Elettrici_3d Soluioni di problemi elettrostatici I problemi elettrostatici riguardano lo studio degli effetti delle cariche elettriche fisse. I principi dei campi elettrostatici
Processi di lavorazione di materiali polimerici: stampaggio a iniezione
 Processi di lavorazione di materiali polimerici: stampaggio a iniezione Fonti: De Filippi A.M., Fabbricazione di componenti in materiali polimerici, Hoepli 2008; Stampaggio con iniezione Kalpakjian S.,
Processi di lavorazione di materiali polimerici: stampaggio a iniezione Fonti: De Filippi A.M., Fabbricazione di componenti in materiali polimerici, Hoepli 2008; Stampaggio con iniezione Kalpakjian S.,
V= R*I. LEGGE DI OHM Dopo aver illustrato le principali grandezze elettriche è necessario analizzare i legami che vi sono tra di loro.
 LEGGE DI OHM Dopo aver illustrato le principali grandezze elettriche è necessario analizzare i legami che vi sono tra di loro. PREMESSA: Anche intuitivamente dovrebbe a questo punto essere ormai chiaro
LEGGE DI OHM Dopo aver illustrato le principali grandezze elettriche è necessario analizzare i legami che vi sono tra di loro. PREMESSA: Anche intuitivamente dovrebbe a questo punto essere ormai chiaro
 IL TRASFORMATORE Prof. S. Giannitto Il trasformatore è una macchina in grado di operare solo in corrente alternata, perché sfrutta i principi dell'elettromagnetismo legati ai flussi variabili. Il trasformatore
IL TRASFORMATORE Prof. S. Giannitto Il trasformatore è una macchina in grado di operare solo in corrente alternata, perché sfrutta i principi dell'elettromagnetismo legati ai flussi variabili. Il trasformatore
IL RISPARMIO ENERGETICO E GLI AZIONAMENTI A VELOCITA VARIABILE L utilizzo dell inverter negli impianti frigoriferi.
 IL RISPARMIO ENERGETICO E GLI AZIONAMENTI A VELOCITA VARIABILE L utilizzo dell inverter negli impianti frigoriferi. Negli ultimi anni, il concetto di risparmio energetico sta diventando di fondamentale
IL RISPARMIO ENERGETICO E GLI AZIONAMENTI A VELOCITA VARIABILE L utilizzo dell inverter negli impianti frigoriferi. Negli ultimi anni, il concetto di risparmio energetico sta diventando di fondamentale
Esame sezione Brevetti 2003-2004 Prova Pratica di meccanica
 Esame sezione Brevetti 2003-2004 Prova Pratica di meccanica OGGETVO: Brevettazione dl un perfezionamento riguardante I pressatori per mescolatori dl gomma Egregio dottore, Le invio una breve relazione
Esame sezione Brevetti 2003-2004 Prova Pratica di meccanica OGGETVO: Brevettazione dl un perfezionamento riguardante I pressatori per mescolatori dl gomma Egregio dottore, Le invio una breve relazione
Rapidamente al grado esatto Tarature di temperatura con strumenti portatili: una soluzione ideale per il risparmio dei costi
 Rapidamente al grado esatto Tarature di temperatura con strumenti portatili: una soluzione ideale per il risparmio dei costi Gli strumenti per la misura di temperatura negli impianti industriali sono soggetti
Rapidamente al grado esatto Tarature di temperatura con strumenti portatili: una soluzione ideale per il risparmio dei costi Gli strumenti per la misura di temperatura negli impianti industriali sono soggetti
Idrostatica Correnti a pelo libero (o a superficie libera) Correnti in pressione. Foronomia
 Correnti in pressione. Foronomia") Idrostatica Correnti a pelo libero (o a superficie libera) Correnti in pressione Foronomia In idrostatica era lecito trascurare l attrito interno o viscosità e i risultati ottenuti valevano sia per i liquidi
Idrostatica Correnti a pelo libero (o a superficie libera) Correnti in pressione Foronomia In idrostatica era lecito trascurare l attrito interno o viscosità e i risultati ottenuti valevano sia per i liquidi
Proprieta meccaniche dei fluidi
 Proprieta meccaniche dei fluidi 1. Definizione di fluido: liquido o gas 2. La pressione in un fluido 3. Equilibrio nei fluidi: legge di Stevino 4. Il Principio di Pascal 5. Il barometro di Torricelli 6.
Proprieta meccaniche dei fluidi 1. Definizione di fluido: liquido o gas 2. La pressione in un fluido 3. Equilibrio nei fluidi: legge di Stevino 4. Il Principio di Pascal 5. Il barometro di Torricelli 6.
6. Moto in due dimensioni
 6. Moto in due dimensioni 1 Vettori er descriere il moto in un piano, in analogia con quanto abbiamo fatto per il caso del moto in una dimensione, è utile usare una coppia di assi cartesiani, come illustrato
6. Moto in due dimensioni 1 Vettori er descriere il moto in un piano, in analogia con quanto abbiamo fatto per il caso del moto in una dimensione, è utile usare una coppia di assi cartesiani, come illustrato
TECNICA DELLE COSTRUZIONI: PROGETTO DI STRUTTURE LE FONDAZIONI
 LE FONDAZIONI Generalità sulle fondazioni Fondazioni dirette Plinti isolati Trave rovescia Esecutivi di strutture di fondazione Generalità Le opere di fondazione hanno il compito di trasferire le sollecitazioni
LE FONDAZIONI Generalità sulle fondazioni Fondazioni dirette Plinti isolati Trave rovescia Esecutivi di strutture di fondazione Generalità Le opere di fondazione hanno il compito di trasferire le sollecitazioni
tecnologia PROPRIETÀ DEI METALLI Scuola secondaria primo grado. classi prime Autore: Giuseppe FRANZÈ
 tecnologia PROPRIETÀ DEI METALLI Scuola secondaria primo grado. classi prime Autore: Giuseppe FRANZÈ LE PROPRIETÀ DEI MATERIALI DA COSTRUZIONE Si possono considerare come l'insieme delle caratteristiche
tecnologia PROPRIETÀ DEI METALLI Scuola secondaria primo grado. classi prime Autore: Giuseppe FRANZÈ LE PROPRIETÀ DEI MATERIALI DA COSTRUZIONE Si possono considerare come l'insieme delle caratteristiche
CAPACITÀ DI PROCESSO (PROCESS CAPABILITY)
") CICLO DI LEZIONI per Progetto e Gestione della Qualità Facoltà di Ingegneria CAPACITÀ DI PROCESSO (PROCESS CAPABILITY) Carlo Noè Università Carlo Cattaneo e-mail: cnoe@liuc.it 1 CAPACITÀ DI PROCESSO Il
CICLO DI LEZIONI per Progetto e Gestione della Qualità Facoltà di Ingegneria CAPACITÀ DI PROCESSO (PROCESS CAPABILITY) Carlo Noè Università Carlo Cattaneo e-mail: cnoe@liuc.it 1 CAPACITÀ DI PROCESSO Il
Termodinamica. Sistema termodinamico. Piano di Clapeyron. Sistema termodinamico. Esempio. Cosa è la termodinamica? TERMODINAMICA
 Termodinamica TERMODINAMICA Cosa è la termodinamica? La termodinamica studia la conversione del calore in lavoro meccanico Prof Crosetto Silvio 2 Prof Crosetto Silvio Il motore dell automobile trasforma
Termodinamica TERMODINAMICA Cosa è la termodinamica? La termodinamica studia la conversione del calore in lavoro meccanico Prof Crosetto Silvio 2 Prof Crosetto Silvio Il motore dell automobile trasforma
Compressori volumetrici a) Compressori alternativi
 Compressori alternativi") Compressori volumetrici a) Compressori alternativi Il parametro fondamentale per la valutazione di un compressore alternativo è l efficienza volumetrica: η v = (Portata volumetrica effettiva) / (Volume
Compressori volumetrici a) Compressori alternativi Il parametro fondamentale per la valutazione di un compressore alternativo è l efficienza volumetrica: η v = (Portata volumetrica effettiva) / (Volume
Capitolo 2. Operazione di limite
 Capitolo 2 Operazione di ite In questo capitolo vogliamo occuparci dell operazione di ite, strumento indispensabile per scoprire molte proprietà delle funzioni. D ora in avanti riguarderemo i domini A
Capitolo 2 Operazione di ite In questo capitolo vogliamo occuparci dell operazione di ite, strumento indispensabile per scoprire molte proprietà delle funzioni. D ora in avanti riguarderemo i domini A
RESISTENZA DEI MATERIALI TEST
 RESISTENZA DEI MATERIALI TEST 1. Nello studio della resistenza dei materiali, i corpi: a) sono tali per cui esiste sempre una proporzionalità diretta tra sollecitazione e deformazione b) sono considerati
RESISTENZA DEI MATERIALI TEST 1. Nello studio della resistenza dei materiali, i corpi: a) sono tali per cui esiste sempre una proporzionalità diretta tra sollecitazione e deformazione b) sono considerati
p atm 1. V B ; 2. T B ; 3. W A B 4. il calore specifico a volume costante c V
 1 Esercizio (tratto dal Problema 13.4 del Mazzoldi 2) Un gas ideale compie un espansione adiabatica contro la pressione atmosferica, dallo stato A di coordinate, T A, p A (tutte note, con p A > ) allo
1 Esercizio (tratto dal Problema 13.4 del Mazzoldi 2) Un gas ideale compie un espansione adiabatica contro la pressione atmosferica, dallo stato A di coordinate, T A, p A (tutte note, con p A > ) allo
UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria sede di Vicenza A.A. 2007/08
 UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria sede di Vicenza Corso di Disegno Tecnico Industriale per il Corso di Laurea triennale in Ingegneria Meccanica e in Ingegneria Meccatronica Tolleranze
UNIVERSITÀ DEGLI STUDI DI PADOVA Facoltà di Ingegneria sede di Vicenza Corso di Disegno Tecnico Industriale per il Corso di Laurea triennale in Ingegneria Meccanica e in Ingegneria Meccatronica Tolleranze
Forze come grandezze vettoriali
 Forze come grandezze vettoriali L. Paolucci 23 novembre 2010 Sommario Esercizi e problemi risolti. Per la classe prima. Anno Scolastico 2010/11 Parte 1 / versione 2 Si ricordi che la risultante di due
Forze come grandezze vettoriali L. Paolucci 23 novembre 2010 Sommario Esercizi e problemi risolti. Per la classe prima. Anno Scolastico 2010/11 Parte 1 / versione 2 Si ricordi che la risultante di due
LA CORRENTE ELETTRICA
 L CORRENTE ELETTRIC H P h Prima che si raggiunga l equilibrio c è un intervallo di tempo dove il livello del fluido non è uguale. Il verso del movimento del fluido va dal vaso a livello maggiore () verso
L CORRENTE ELETTRIC H P h Prima che si raggiunga l equilibrio c è un intervallo di tempo dove il livello del fluido non è uguale. Il verso del movimento del fluido va dal vaso a livello maggiore () verso
FISICA DELLA BICICLETTA
 FISICA DELLA BICICLETTA Con immagini scelte dalla 3 SB PREMESSA: LEGGI FISICHE Velocità periferica (tangenziale) del moto circolare uniforme : v = 2πr / T = 2πrf Velocità angolare: ω = θ / t ; per un giro
FISICA DELLA BICICLETTA Con immagini scelte dalla 3 SB PREMESSA: LEGGI FISICHE Velocità periferica (tangenziale) del moto circolare uniforme : v = 2πr / T = 2πrf Velocità angolare: ω = θ / t ; per un giro
Fresco con il sol e 60% de risparmio energetico. SOLARCOOL TECNOLOGIA Spiegazione termodinamica
 Fresco con il sol e 60% de risparmio energetico SOLARCOOL TECNOLOGIA Spiegazione termodinamica L efficienza del sistema Solar Cool è possibile grazie ad un effetto fisico del flusso di massa, che è un
Fresco con il sol e 60% de risparmio energetico SOLARCOOL TECNOLOGIA Spiegazione termodinamica L efficienza del sistema Solar Cool è possibile grazie ad un effetto fisico del flusso di massa, che è un
Gli stampi per termoindurenti
 Via Sione 18/B - 03030 - Chiaiamari - Frosinone Tel. (39) 775868478 - Fax (39) 775868775 E-mail: comera.fr@tin.it Gli stampi per termoindurenti Relatore: Ing.. Raponi Gianluigi 1 L attività La COMERA è
Via Sione 18/B - 03030 - Chiaiamari - Frosinone Tel. (39) 775868478 - Fax (39) 775868775 E-mail: comera.fr@tin.it Gli stampi per termoindurenti Relatore: Ing.. Raponi Gianluigi 1 L attività La COMERA è
International Textil Education. Machinery Division. Manuale per la stampa a trasferimento termico
 Machinery Division Manuale per la stampa a trasferimento termico Manuale per la stampa a trasferimento termico STAMPA A TRASFERIMENTO TERMICO.....4 Principio di funzionamento.4 SRUTTURA INTERNA...5 Testina
Machinery Division Manuale per la stampa a trasferimento termico Manuale per la stampa a trasferimento termico STAMPA A TRASFERIMENTO TERMICO.....4 Principio di funzionamento.4 SRUTTURA INTERNA...5 Testina
IL PROBLEMA DEL PRODURRE
 IL PROBLEMA DEL PRODURRE IL CICLO TECNOLOGICO E I PROCESSI PRIMARI E SECONDARI Ing. Produzione Industriale - Tecnologia Meccanica Processi primari e secondari - 1 IL CICLO TECNOLOGICO Il ciclo tecnologico
IL PROBLEMA DEL PRODURRE IL CICLO TECNOLOGICO E I PROCESSI PRIMARI E SECONDARI Ing. Produzione Industriale - Tecnologia Meccanica Processi primari e secondari - 1 IL CICLO TECNOLOGICO Il ciclo tecnologico
Gli oggetti di plastica. Abilità interessate Conoscenze Nuclei coinvolti Collegamenti esterni Decodificare informazioni di tipo grafico.
 Gli oggetti di plastica Livello scolare: 1 biennio Abilità interessate Conoscenze Nuclei coinvolti Collegamenti esterni Decodificare informazioni di tipo grafico. Funzioni lineari. Pendenza di una retta.
Gli oggetti di plastica Livello scolare: 1 biennio Abilità interessate Conoscenze Nuclei coinvolti Collegamenti esterni Decodificare informazioni di tipo grafico. Funzioni lineari. Pendenza di una retta.
CORRENTE E TENSIONE ELETTRICA LA CORRENTE ELETTRICA
 CORRENTE E TENSIONE ELETTRICA La conoscenza delle grandezze elettriche fondamentali (corrente e tensione) è indispensabile per definire lo stato di un circuito elettrico. LA CORRENTE ELETTRICA DEFINIZIONE:
CORRENTE E TENSIONE ELETTRICA La conoscenza delle grandezze elettriche fondamentali (corrente e tensione) è indispensabile per definire lo stato di un circuito elettrico. LA CORRENTE ELETTRICA DEFINIZIONE:
Dimensionamento delle strutture
 Dimensionamento delle strutture Prof. Fabio Fossati Department of Mechanics Politecnico di Milano Lo stato di tensione o di sforzo Allo scopo di caratterizzare in maniera puntuale la distribuzione delle
Dimensionamento delle strutture Prof. Fabio Fossati Department of Mechanics Politecnico di Milano Lo stato di tensione o di sforzo Allo scopo di caratterizzare in maniera puntuale la distribuzione delle
Sperimentalmente si verifica che per una massa di gas segue alcune leggi valide per tutti i tipi di gas generalmente indicate come:
 Gas perfetti Fisica Tecnica G. Grazzini Sperimentalmente si erifica che per una massa di gas segue alcune leggi alide per tutti i tipi di gas generalmente indicate come: Legge di Boyle V = cost. Legge
Gas perfetti Fisica Tecnica G. Grazzini Sperimentalmente si erifica che per una massa di gas segue alcune leggi alide per tutti i tipi di gas generalmente indicate come: Legge di Boyle V = cost. Legge
Cos è una. pompa di calore?
 Cos è una pompa di calore? !? La pompa di calore aria/acqua La pompa di calore (PDC) aria-acqua è una macchina in grado di trasferire energia termica (calore) dall aria esterna all acqua dell impianto
Cos è una pompa di calore? !? La pompa di calore aria/acqua La pompa di calore (PDC) aria-acqua è una macchina in grado di trasferire energia termica (calore) dall aria esterna all acqua dell impianto
Corso di Componenti e Impianti Termotecnici LE RETI DI DISTRIBUZIONE PERDITE DI CARICO LOCALIZZATE
 LE RETI DI DISTRIBUZIONE PERDITE DI CARICO LOCALIZZATE 1 PERDITE DI CARICO LOCALIZZATE Sono le perdite di carico (o di pressione) che un fluido, in moto attraverso un condotto, subisce a causa delle resistenze
LE RETI DI DISTRIBUZIONE PERDITE DI CARICO LOCALIZZATE 1 PERDITE DI CARICO LOCALIZZATE Sono le perdite di carico (o di pressione) che un fluido, in moto attraverso un condotto, subisce a causa delle resistenze
CALCOLO DELLA TRASMITTANZA DI UN PANNELLO IN EPS CON GRAFITE CLASSE DI RIFERIMENTO 100/150
 CALCOLO DELLA TRASMITTANZA DI UN PANNELLO IN EPS CON GRAFITE CLASSE DI RIFERIMENTO 100/150 V2.0 del 10-05-2011 1 Riferimenti normativi Il calcolo della trasmittanza è eseguito in conformità della EN ISO
CALCOLO DELLA TRASMITTANZA DI UN PANNELLO IN EPS CON GRAFITE CLASSE DI RIFERIMENTO 100/150 V2.0 del 10-05-2011 1 Riferimenti normativi Il calcolo della trasmittanza è eseguito in conformità della EN ISO
Temperatura e Calore
 Temperatura e Calore 1 Temperatura e Calore Stati di Aggregazione Temperatura Scale Termometriche Dilatazione Termica Il Calore L Equilibrio Termico La Propagazione del Calore I Passaggi di Stato 2 Gli
Temperatura e Calore 1 Temperatura e Calore Stati di Aggregazione Temperatura Scale Termometriche Dilatazione Termica Il Calore L Equilibrio Termico La Propagazione del Calore I Passaggi di Stato 2 Gli
Tali fluidi, utilizzati in prossimità del punto di produzione, o trasportati a distanza, possono essere utilizzati per diversi impieghi:
 LA COGENERAZIONE TERMICA ED ELETTRICA 1. Introduzione 2. Turbine a Gas 3. Turbine a vapore a ciclo combinato 4. Motori alternativi 5. Confronto tra le diverse soluzioni 6. Benefici ambientali 7. Vantaggi
LA COGENERAZIONE TERMICA ED ELETTRICA 1. Introduzione 2. Turbine a Gas 3. Turbine a vapore a ciclo combinato 4. Motori alternativi 5. Confronto tra le diverse soluzioni 6. Benefici ambientali 7. Vantaggi
LE VALVOLE TERMOSTATICHE
 LE VALVOLE TERMOSTATICHE Per classificare ed individuare le valvole termostatiche si deve valutare che cosa si vuole ottenere dal loro funzionamento. Per raggiungere un risparmio energetico (cosa per la
LE VALVOLE TERMOSTATICHE Per classificare ed individuare le valvole termostatiche si deve valutare che cosa si vuole ottenere dal loro funzionamento. Per raggiungere un risparmio energetico (cosa per la
Amplificatori Audio di Potenza
 Amplificatori Audio di Potenza Un amplificatore, semplificando al massimo, può essere visto come un oggetto in grado di aumentare il livello di un segnale. Ha quindi, generalmente, due porte: un ingresso
Amplificatori Audio di Potenza Un amplificatore, semplificando al massimo, può essere visto come un oggetto in grado di aumentare il livello di un segnale. Ha quindi, generalmente, due porte: un ingresso
3. Le Trasformazioni Termodinamiche
 3. Le Trasformazioni Termodinamiche Lo stato termodinamico di un gas (perfetto) è determinato dalle sue variabili di stato: ressione, olume, Temperatura, n moli ffinché esse siano determinate è necessario
3. Le Trasformazioni Termodinamiche Lo stato termodinamico di un gas (perfetto) è determinato dalle sue variabili di stato: ressione, olume, Temperatura, n moli ffinché esse siano determinate è necessario
Termodinamica: legge zero e temperatura
 Termodinamica: legge zero e temperatura Affrontiamo ora lo studio della termodinamica che prende in esame l analisi dell energia termica dei sistemi e di come tale energia possa essere scambiata, assorbita
Termodinamica: legge zero e temperatura Affrontiamo ora lo studio della termodinamica che prende in esame l analisi dell energia termica dei sistemi e di come tale energia possa essere scambiata, assorbita
Fig. 1. ove v è la velocità raggiunta dal punto alla quota h e g è l accelerazione di gravità:
 PECHE, DI DUE CICLISTI CHE PECOONO LA MEDESIMA DISCESA SENZA PEDALAE E CON BICICLETTE UGUALI, E PIU VELOCE QUELLO CHE PESA DI PIU, IN APPAENTE CONTADDIZIONE COL FATTO CHE L ACCELEAZIONE DI GAVITA E UGUALE
PECHE, DI DUE CICLISTI CHE PECOONO LA MEDESIMA DISCESA SENZA PEDALAE E CON BICICLETTE UGUALI, E PIU VELOCE QUELLO CHE PESA DI PIU, IN APPAENTE CONTADDIZIONE COL FATTO CHE L ACCELEAZIONE DI GAVITA E UGUALE
352&(662',&20%867,21(
 352&(662',&20%867,21( Il calore utilizzato come fonte energetica convertibile in lavoro nella maggior parte dei casi, è prodotto dalla combustione di sostanze (es. carbone, metano, gasolio) chiamate combustibili.
352&(662',&20%867,21( Il calore utilizzato come fonte energetica convertibile in lavoro nella maggior parte dei casi, è prodotto dalla combustione di sostanze (es. carbone, metano, gasolio) chiamate combustibili.
Regole della mano destra.
 Regole della mano destra. Macchina in continua con una spira e collettore. Macchina in continua con due spire e collettore. Macchina in continua: schematizzazione di indotto. Macchina in continua. Schematizzazione
Regole della mano destra. Macchina in continua con una spira e collettore. Macchina in continua con due spire e collettore. Macchina in continua: schematizzazione di indotto. Macchina in continua. Schematizzazione
CAMBIO LIQUIDO E PULIZIA CIRCUITO DI RAFFREDDAMENTO: by Antsrp
 CAMBIO LIQUIDO E PULIZIA CIRCUITO DI RAFFREDDAMENTO: by Antsrp In questa guida viene spiegato come sostituire il liquido refrigerante del circuito di raffreddamento della Ibiza (anche se il procedimento
CAMBIO LIQUIDO E PULIZIA CIRCUITO DI RAFFREDDAMENTO: by Antsrp In questa guida viene spiegato come sostituire il liquido refrigerante del circuito di raffreddamento della Ibiza (anche se il procedimento
Lezione 11 Trattamenti termici
 Lezione 11 Gerardus Janszen Dipartimento di Tel 02 2399 8366 janszen@aero.polimi.it . IL TRATTAMENTO TERMICO CONSISTE IN UN CICLO TERMICO CHE SERVE A MODIFICARE LA STRUTTURA DEL MATERIALE PER LA VARIAZIONE
Lezione 11 Gerardus Janszen Dipartimento di Tel 02 2399 8366 janszen@aero.polimi.it . IL TRATTAMENTO TERMICO CONSISTE IN UN CICLO TERMICO CHE SERVE A MODIFICARE LA STRUTTURA DEL MATERIALE PER LA VARIAZIONE
IMPIANTO AUTOMATICO PER LA SALDATURA DI ESTRUSI DI ALLUMINIO PER APPLICAZIONI NAVALI.
 IMPIANTO AUTOMATICO PER LA SALDATURA DI ESTRUSI DI ALLUMINIO PER APPLICAZIONI NAVALI. Tube Tech Machinery Marcello Filippini Il settore dei trasporti, specialmente i trasporti passeggeri con treni e navi,
IMPIANTO AUTOMATICO PER LA SALDATURA DI ESTRUSI DI ALLUMINIO PER APPLICAZIONI NAVALI. Tube Tech Machinery Marcello Filippini Il settore dei trasporti, specialmente i trasporti passeggeri con treni e navi,
Energia e Lavoro. In pratica, si determina la dipendenza dallo spazio invece che dal tempo
 Energia e Lavoro Finora abbiamo descritto il moto dei corpi (puntiformi) usando le leggi di Newton, tramite le forze; abbiamo scritto l equazione del moto, determinato spostamento e velocità in funzione
Energia e Lavoro Finora abbiamo descritto il moto dei corpi (puntiformi) usando le leggi di Newton, tramite le forze; abbiamo scritto l equazione del moto, determinato spostamento e velocità in funzione
Sistema di diagnosi CAR TEST
 Data: 30/09/09 1 di 7 Sistema di diagnosi CAR TEST Il sistema di diagnosi CAR TEST venne convenientemente utilizzato per: - verificare che la scocca di un veicolo sia dimensionalmente conforme ai disegni
Data: 30/09/09 1 di 7 Sistema di diagnosi CAR TEST Il sistema di diagnosi CAR TEST venne convenientemente utilizzato per: - verificare che la scocca di un veicolo sia dimensionalmente conforme ai disegni
TRATTAMENTI TERMICI IMPORTANZA DI ESEGUIRE IL TRATTAMENTO TERMICO NEL MOMENTO OPPORTUNO DEL PROCESSO DI REALIZZAZIONE DEL PEZZO
 TRATTAMENTI TERMICI IL TRATTAMENTO TERMICO CONSISTE IN UN CICLO TERMICO CHE SERVE A MODIFICARE LA STRUTTURA DEL MATERIALE PER LA VARIAZIONE DELLE SUE CARATTERISTICHE MECCANICHE: RESISTENZA DEFORMABILITA
TRATTAMENTI TERMICI IL TRATTAMENTO TERMICO CONSISTE IN UN CICLO TERMICO CHE SERVE A MODIFICARE LA STRUTTURA DEL MATERIALE PER LA VARIAZIONE DELLE SUE CARATTERISTICHE MECCANICHE: RESISTENZA DEFORMABILITA
Università di Roma Tor Vergata
 Università di oma Tor Vergata Facoltà di Ingegneria Dipartimento di Ingegneria Industriale Corso di: TEMOTECNIC 1 IMPINTI DI ISCLDMENTO D CQU: DIMENSIONMENTO Ing. G. Bovesecchi gianluigi.bovesecchi@gmail.com
Università di oma Tor Vergata Facoltà di Ingegneria Dipartimento di Ingegneria Industriale Corso di: TEMOTECNIC 1 IMPINTI DI ISCLDMENTO D CQU: DIMENSIONMENTO Ing. G. Bovesecchi gianluigi.bovesecchi@gmail.com
Introduzione al processo MuCell
 I nuovi sviluppi: analisi dei vantaggi della tecnologia microcellulare dalla riduzione delle deformazioni alle superfici estetiche (Andrea Romeo - Proplast, Alessio Goria Onnistamp) -Prima parte- Introduzione
I nuovi sviluppi: analisi dei vantaggi della tecnologia microcellulare dalla riduzione delle deformazioni alle superfici estetiche (Andrea Romeo - Proplast, Alessio Goria Onnistamp) -Prima parte- Introduzione
ACCUMULATORI IDRAULICI
 In generale, un accumulatore idraulico può accumulare liquido sotto pressione e restituirlo in caso di necessità; IMPIEGHI 1/2 Riserva di liquido Nei circuiti idraulici per i quali le condizioni di esercizio
In generale, un accumulatore idraulico può accumulare liquido sotto pressione e restituirlo in caso di necessità; IMPIEGHI 1/2 Riserva di liquido Nei circuiti idraulici per i quali le condizioni di esercizio
MATRICE DELLE COMPETENZE DI SCIENZE E TECNOLIE APPLICATE INDIRIZZO DI MECCANICA, MECCATRONICA ED ENERGIA
 MATRICE DELLE COMPETENZE DI SCIENZE E TECNOLIE APPLICATE INDIRIZZO DI MECCANICA, MECCATRONICA ED ENERGIA Competenze in esito al quinquennio (dall Allegato C del Regolamento) 1. Individuare le proprietà
MATRICE DELLE COMPETENZE DI SCIENZE E TECNOLIE APPLICATE INDIRIZZO DI MECCANICA, MECCATRONICA ED ENERGIA Competenze in esito al quinquennio (dall Allegato C del Regolamento) 1. Individuare le proprietà
Profilo (formati a caldo UNI 7807) Corrente inferiore 1,3,5,7,9,11,13,15. Tubo Ø76,1 sp 4 Corrente superiore 33,34,35,36,37,38,39,40
 Corrente inferiore 1,3,5,7,9,11,13,15. Tubo Ø76,1 sp 4 Corrente superiore 33,34,35,36,37,38,39,40") VERIFICA DI UNA TRAVE RETICOLARE COSTITUITA CON PROFILI CAVI A SEZIONE CIRCOLARE ) Intro Viene effettuata, secondo la EN 993 - e EN 993-8, la verifica delle membrature e dei giunti saldati di una trave
VERIFICA DI UNA TRAVE RETICOLARE COSTITUITA CON PROFILI CAVI A SEZIONE CIRCOLARE ) Intro Viene effettuata, secondo la EN 993 - e EN 993-8, la verifica delle membrature e dei giunti saldati di una trave
I collettori solari termici
 I collettori solari termici a cura di Flavio CONTI, ing. LUVINATE (Varese) Tel. 0332 821398 Collettori solari a BASSA temperatura I collettori solari a bassa temperatura utilizzati normalmente negli impianti
I collettori solari termici a cura di Flavio CONTI, ing. LUVINATE (Varese) Tel. 0332 821398 Collettori solari a BASSA temperatura I collettori solari a bassa temperatura utilizzati normalmente negli impianti
Cold Plate BREVETTATO
 L uso di dissipatori ad acqua si sta sempre più diffondendo per rispondere all esigenza di dissipare elevate potenze in spazi contenuti e senza l adozione di ventole con elevate portate d aria. Infatti,
L uso di dissipatori ad acqua si sta sempre più diffondendo per rispondere all esigenza di dissipare elevate potenze in spazi contenuti e senza l adozione di ventole con elevate portate d aria. Infatti,
LE SUCCESSIONI 1. COS E UNA SUCCESSIONE
 LE SUCCESSIONI 1. COS E UNA SUCCESSIONE La sequenza costituisce un esempio di SUCCESSIONE. Ecco un altro esempio di successione: Una successione è dunque una sequenza infinita di numeri reali (ma potrebbe
LE SUCCESSIONI 1. COS E UNA SUCCESSIONE La sequenza costituisce un esempio di SUCCESSIONE. Ecco un altro esempio di successione: Una successione è dunque una sequenza infinita di numeri reali (ma potrebbe
I METALLI. I metalli sono materiali strutturali costituiti ciascuno da un singolo elemento. Hanno tra loro proprietà molto simili.
 M et 1 all I METALLI I metalli sono materiali strutturali costituiti ciascuno da un singolo elemento. Hanno tra loro proprietà molto simili. Proprietà Le principali proprietà dei metalli sono le seguenti:
M et 1 all I METALLI I metalli sono materiali strutturali costituiti ciascuno da un singolo elemento. Hanno tra loro proprietà molto simili. Proprietà Le principali proprietà dei metalli sono le seguenti:
F S V F? Soluzione. Durante la spinta, F S =ma (I legge di Newton) con m=40 Kg.
 con m=40 Kg.") Spingete per 4 secondi una slitta dove si trova seduta la vostra sorellina. Il peso di slitta+sorella è di 40 kg. La spinta che applicate F S è in modulo pari a 60 Newton. La slitta inizialmente è ferma,
Spingete per 4 secondi una slitta dove si trova seduta la vostra sorellina. Il peso di slitta+sorella è di 40 kg. La spinta che applicate F S è in modulo pari a 60 Newton. La slitta inizialmente è ferma,
Studio sulla velocità di crociera ottimale per le automobili
 Milano, 10 gennaio 2011 Gioanni Cerchiari - Rina Lluka Studio sulla elocità di crociera ottimale per le automobili Quando si è al olante di un'automobile capita di domandarsi: quanto sto consumando? Sarà
Milano, 10 gennaio 2011 Gioanni Cerchiari - Rina Lluka Studio sulla elocità di crociera ottimale per le automobili Quando si è al olante di un'automobile capita di domandarsi: quanto sto consumando? Sarà
Esercitazione n 1: Circuiti di polarizzazione (1/2)
") Esercitazione n 1: Circuiti di polarizzazione (1/2) 1) Per il circuito in Fig. 1 determinare il valore delle resistenze R B ed R C affinché: = 3 ma - V CE = 7 V. Siano noti: = 15 V; β = 120; V BE = 0,7
Esercitazione n 1: Circuiti di polarizzazione (1/2) 1) Per il circuito in Fig. 1 determinare il valore delle resistenze R B ed R C affinché: = 3 ma - V CE = 7 V. Siano noti: = 15 V; β = 120; V BE = 0,7
CLASSIFICAZIONE DELLE LAVORAZIONI MECCANICHE
 CLASSIFICAZIONE DELLE LAVORAZIONI MECCANICHE Le lavorazioni meccaniche possono essere classificate secondo diversi criteri. Il criterio che si è dimostrato più utile, in quanto ha permesso di considerare
CLASSIFICAZIONE DELLE LAVORAZIONI MECCANICHE Le lavorazioni meccaniche possono essere classificate secondo diversi criteri. Il criterio che si è dimostrato più utile, in quanto ha permesso di considerare
Classificazione delle pompe. Pompe rotative volumetriche POMPE ROTATIVE. POMPE VOLUMETRICHE si dividono in... VOLUMETRICHE
 Classificazione delle pompe Pompe rotative volumetriche POMPE VOLUMETRICHE si dividono in... POMPE ROTATIVE VOLUMETRICHE Pompe rotative volumetriche Principio di funzionamento Le pompe rotative sono caratterizzate
Classificazione delle pompe Pompe rotative volumetriche POMPE VOLUMETRICHE si dividono in... POMPE ROTATIVE VOLUMETRICHE Pompe rotative volumetriche Principio di funzionamento Le pompe rotative sono caratterizzate
Corso di Informatica Generale (C. L. Economia e Commercio) Ing. Valerio Lacagnina Rappresentazione in virgola mobile
 Ing. Valerio Lacagnina Rappresentazione in virgola mobile") Problemi connessi all utilizzo di un numero di bit limitato Abbiamo visto quali sono i vantaggi dell utilizzo della rappresentazione in complemento alla base: corrispondenza biunivoca fra rappresentazione
Problemi connessi all utilizzo di un numero di bit limitato Abbiamo visto quali sono i vantaggi dell utilizzo della rappresentazione in complemento alla base: corrispondenza biunivoca fra rappresentazione
Applicazioni del secondo principio. ovvero. Macchine a vapore a combustione esterna: Macchine a vapore a combustione interna: Ciclo Otto, ciclo Diesel
 Termodinamica Applicazioni del secondo principio ovvero Macchine a vapore a combustione esterna: macchina di Newcomen e macchina di Watt Macchine a vapore a combustione interna: Ciclo Otto, ciclo Diesel
Termodinamica Applicazioni del secondo principio ovvero Macchine a vapore a combustione esterna: macchina di Newcomen e macchina di Watt Macchine a vapore a combustione interna: Ciclo Otto, ciclo Diesel
PROBLEMA 1. Soluzione. Indicare quattro requisiti fondamentali che un fluido frigorigeno deve possedere: 1) 2) 3) 4)
 2) 3) 4)") PROBLEMA 1 Indicare quattro requisiti fondamentali che un fluido frigorigeno deve possedere: 1) 2) 3) 4) Deve possedere un elevato calore latente, cioè, deve evaporare asportando molto calore dall ambiente
PROBLEMA 1 Indicare quattro requisiti fondamentali che un fluido frigorigeno deve possedere: 1) 2) 3) 4) Deve possedere un elevato calore latente, cioè, deve evaporare asportando molto calore dall ambiente
stabilità BIBO La stabilità di tipo BIBO di un sistema LTI impone che la risposta all impulso h(n) sia sommabile in modulo, vale a dire:
 sia sommabile in modulo, vale a dire:") ELABORAZIONE NUMERICA DEI SEGNALI AA. 2007-2008 sistemi LTI e trasformata eta Francesca Gasparini http://www.ivl.disco.unimib.it/teaching.html errore nelle slide della settimana scorsa!!!! R ( )... ( M
ELABORAZIONE NUMERICA DEI SEGNALI AA. 2007-2008 sistemi LTI e trasformata eta Francesca Gasparini http://www.ivl.disco.unimib.it/teaching.html errore nelle slide della settimana scorsa!!!! R ( )... ( M
Il lavoro nelle macchine
 Il lavoro nelle macchine Corso di Impiego industriale dell energia Ing. Gabriele Comodi I sistemi termodinamici CHIUSO: se attraverso il contorno non c è flusso di materia in entrata ed in uscita APERTO:
Il lavoro nelle macchine Corso di Impiego industriale dell energia Ing. Gabriele Comodi I sistemi termodinamici CHIUSO: se attraverso il contorno non c è flusso di materia in entrata ed in uscita APERTO:
METODOLOGIA DI REALIZZAZIONE DI UN PORTAMOZZO: DALLA FUSIONE IN GRAVITA ALLA FUSIONE IN BASSA PRESSIONE
 UNIVERSITA DEGLI STUDI DI BERGAMO FACOLTA DI INGEGNERIA MECCANICA METODOLOGIA DI REALIZZAZIONE DI UN PORTAMOZZO: DALLA FUSIONE IN GRAVITA ALLA FUSIONE IN BASSA PRESSIONE Sommario Obiettivo Il progetto
UNIVERSITA DEGLI STUDI DI BERGAMO FACOLTA DI INGEGNERIA MECCANICA METODOLOGIA DI REALIZZAZIONE DI UN PORTAMOZZO: DALLA FUSIONE IN GRAVITA ALLA FUSIONE IN BASSA PRESSIONE Sommario Obiettivo Il progetto
Fondamenti di macchine elettriche Corso SSIS 2006/07
 9.13 Caratteristica meccanica del motore asincrono trifase Essa è un grafico cartesiano che rappresenta l andamento della coppia C sviluppata dal motore in funzione della sua velocità n. La coppia è legata
9.13 Caratteristica meccanica del motore asincrono trifase Essa è un grafico cartesiano che rappresenta l andamento della coppia C sviluppata dal motore in funzione della sua velocità n. La coppia è legata
POLITECNICO DI TORINO
 NEWSLETTER N2 - I dispositivi elettronici posti a protezione degli operatori E stato indicato nella precedente newsletter che la sicurezza degli operatori in un contesto industriale è affidata a una catena
NEWSLETTER N2 - I dispositivi elettronici posti a protezione degli operatori E stato indicato nella precedente newsletter che la sicurezza degli operatori in un contesto industriale è affidata a una catena
PRESSOCOLATA DI ZAMA CON MACCHINA ELETTRICA
 UNIVERSITA DEGLI STUDI DI BRESCIA FACOLTA DI INGEGNERIA DIPARTIMENTO DI INGEGNERIA MECCANICA PRESSOCOLATA DI ZAMA CON MACCHINA ELETTRICA Relatore: ing. Annalisa Pola Laureandi: Dario Martinazzoli (ing.
UNIVERSITA DEGLI STUDI DI BRESCIA FACOLTA DI INGEGNERIA DIPARTIMENTO DI INGEGNERIA MECCANICA PRESSOCOLATA DI ZAMA CON MACCHINA ELETTRICA Relatore: ing. Annalisa Pola Laureandi: Dario Martinazzoli (ing.
Riscaldatori a cartuccia
 Riscaldatori a cartuccia Cartuccia Pg01 di 14 2011-01 E.M.P. Srl - Italy - www.emp.it Riscaldatori a cartuccia HD Alta densità di potenza Descrizione La tecnologia costruttiva dei riscaldatori a cartuccia
Riscaldatori a cartuccia Cartuccia Pg01 di 14 2011-01 E.M.P. Srl - Italy - www.emp.it Riscaldatori a cartuccia HD Alta densità di potenza Descrizione La tecnologia costruttiva dei riscaldatori a cartuccia
Capitolo 13: L offerta dell impresa e il surplus del produttore
 Capitolo 13: L offerta dell impresa e il surplus del produttore 13.1: Introduzione L analisi dei due capitoli precedenti ha fornito tutti i concetti necessari per affrontare l argomento di questo capitolo:
Capitolo 13: L offerta dell impresa e il surplus del produttore 13.1: Introduzione L analisi dei due capitoli precedenti ha fornito tutti i concetti necessari per affrontare l argomento di questo capitolo:
PROVE SU PISTA. Sensore pressione freno. Sensore pressione freno:
 Sensore pressione freno A N A L I S I T E C N I C A D E L T U O K A R T PROVE SU PISTA Sensore pressione freno: come integrare le valutazioni personali sulla frenata con un analisi basata su elementi oggettivi
Sensore pressione freno A N A L I S I T E C N I C A D E L T U O K A R T PROVE SU PISTA Sensore pressione freno: come integrare le valutazioni personali sulla frenata con un analisi basata su elementi oggettivi
GIROSCOPIO. Scopo dell esperienza: Teoria fisica. Verificare la relazione: ω p = bmg/iω
 GIROSCOPIO Scopo dell esperienza: Verificare la relazione: ω p = bmg/iω dove ω p è la velocità angolare di precessione, ω è la velocità angolare di rotazione, I il momento principale d inerzia assiale,
GIROSCOPIO Scopo dell esperienza: Verificare la relazione: ω p = bmg/iω dove ω p è la velocità angolare di precessione, ω è la velocità angolare di rotazione, I il momento principale d inerzia assiale,
Prese d aria supersoniche [1-14]
![Prese d aria supersoniche [1-14]](/thumbs/29/13842101.jpg "Prese d aria supersoniche [1-14]") Politecnico di Milano Facoltà di Ingegneria Industriale Corso di Laurea in Ingegneria Aerospaziale Insegnamento di Propulsione Aerospaziale Anno accademico 2011/12 Capitolo 4 sezione a2 Prese d aria supersoniche
Politecnico di Milano Facoltà di Ingegneria Industriale Corso di Laurea in Ingegneria Aerospaziale Insegnamento di Propulsione Aerospaziale Anno accademico 2011/12 Capitolo 4 sezione a2 Prese d aria supersoniche
Il concetto di valore medio in generale
 Il concetto di valore medio in generale Nella statistica descrittiva si distinguono solitamente due tipi di medie: - le medie analitiche, che soddisfano ad una condizione di invarianza e si calcolano tenendo
Il concetto di valore medio in generale Nella statistica descrittiva si distinguono solitamente due tipi di medie: - le medie analitiche, che soddisfano ad una condizione di invarianza e si calcolano tenendo
Moto circolare uniforme
 Moto circolare uniforme 01 - Moto circolare uniforme. Il moto di un corpo che avviene su una traiettoria circolare (una circonferenza) con velocità (in modulo, intensità) costante si dice moto circolare
Moto circolare uniforme 01 - Moto circolare uniforme. Il moto di un corpo che avviene su una traiettoria circolare (una circonferenza) con velocità (in modulo, intensità) costante si dice moto circolare
A. Maggiore Appunti dalle lezioni di Meccanica Tecnica
 Il giunto idraulico Fra i dispositivi che consentono di trasmettere potenza nel moto rotatorio, con la possibilità di variare la velocità relativa fra movente e cedente, grande importanza ha il giunto
Il giunto idraulico Fra i dispositivi che consentono di trasmettere potenza nel moto rotatorio, con la possibilità di variare la velocità relativa fra movente e cedente, grande importanza ha il giunto
Il polo magnetico: simulazione nel tempo
 Corso di Elettrotecnica Industriale Professore Paolo Di Barba Il polo magnetico: simulazione nel tempo Anno Accademico 2013/2014 Lo scopo dell esercizio è quello di valutare l andamento del campo magnetico
Corso di Elettrotecnica Industriale Professore Paolo Di Barba Il polo magnetico: simulazione nel tempo Anno Accademico 2013/2014 Lo scopo dell esercizio è quello di valutare l andamento del campo magnetico
APPUNTI DI MATEMATICA LE FRAZIONI ALGEBRICHE ALESSANDRO BOCCONI
 APPUNTI DI MATEMATICA LE FRAZIONI ALGEBRICHE ALESSANDRO BOCCONI Indice 1 Le frazioni algebriche 1.1 Il minimo comune multiplo e il Massimo Comun Divisore fra polinomi........ 1. Le frazioni algebriche....................................
APPUNTI DI MATEMATICA LE FRAZIONI ALGEBRICHE ALESSANDRO BOCCONI Indice 1 Le frazioni algebriche 1.1 Il minimo comune multiplo e il Massimo Comun Divisore fra polinomi........ 1. Le frazioni algebriche....................................
Sistemi di bloccaggio idraulici -- Mandrini idraulici
 Sistemi di bloccaggio idraulici -- Mandrini idraulici La tecnologia del serraggio idraulico ad espansione si è evoluto fino a raggiungere livelli di precisione e di affidabilità tali da poter soddisfare
Sistemi di bloccaggio idraulici -- Mandrini idraulici La tecnologia del serraggio idraulico ad espansione si è evoluto fino a raggiungere livelli di precisione e di affidabilità tali da poter soddisfare
Transitori del primo ordine
 Università di Ferrara Corso di Elettrotecnica Transitori del primo ordine Si consideri il circuito in figura, composto da un generatore ideale di tensione, una resistenza ed una capacità. I tre bipoli
Università di Ferrara Corso di Elettrotecnica Transitori del primo ordine Si consideri il circuito in figura, composto da un generatore ideale di tensione, una resistenza ed una capacità. I tre bipoli
LEGGE DI STEVIN (EQUAZIONE FONDAMENTALE DELLA STATICA DEI FLUIDI PESANTI INCOMPRIMIBILI) z + p / γ = costante
 z + p / γ = costante") IDRAULICA LEGGE DI STEVIN (EQUAZIONE FONDAMENTALE DELLA STATICA DEI FLUIDI PESANTI INCOMPRIMIBILI) z + p / γ = costante 2 LEGGE DI STEVIN Z = ALTEZZA GEODETICA ENERGIA POTENZIALE PER UNITA DI PESO p /
IDRAULICA LEGGE DI STEVIN (EQUAZIONE FONDAMENTALE DELLA STATICA DEI FLUIDI PESANTI INCOMPRIMIBILI) z + p / γ = costante 2 LEGGE DI STEVIN Z = ALTEZZA GEODETICA ENERGIA POTENZIALE PER UNITA DI PESO p /
IL TRASFORMATORE REALE
 Il trasformatore ideale è tale poiché: IL TRASFORMATORE REALE si ritengono nulle le resistenze R 1 e R 2 degli avvolgimenti; il flusso magnetico è interamente concatenato con i due avvolgimenti (non vi
Il trasformatore ideale è tale poiché: IL TRASFORMATORE REALE si ritengono nulle le resistenze R 1 e R 2 degli avvolgimenti; il flusso magnetico è interamente concatenato con i due avvolgimenti (non vi
EED Sonde Geotermiche
 EED Sonde Geotermiche EED è un software per il calcolo delle sonde geotermiche verticali - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
EED Sonde Geotermiche EED è un software per il calcolo delle sonde geotermiche verticali - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
Sez. J.1 Sistemi e tecnologie ad aria compressa, di ausilio alla produzione SISTEMI DI RAFFREDDAMENTO TUBI VORTEX FRIGID-X TM VORTEX TUBE
 Sez. J.1 Sistemi e tecnologie ad aria compressa, di ausilio alla produzione SISTEMI DI RAFFREDDAMENTO DC COOLING TUBI VORTEX FRIGID-X TM VORTEX TUBE Documentazione non registrata, soggetta a modifiche
Sez. J.1 Sistemi e tecnologie ad aria compressa, di ausilio alla produzione SISTEMI DI RAFFREDDAMENTO DC COOLING TUBI VORTEX FRIGID-X TM VORTEX TUBE Documentazione non registrata, soggetta a modifiche
Corso di. Dott.ssa Donatella Cocca
 Corso di Statistica medica e applicata Dott.ssa Donatella Cocca 1 a Lezione Cos'è la statistica? Come in tutta la ricerca scientifica sperimentale, anche nelle scienze mediche e biologiche è indispensabile
Corso di Statistica medica e applicata Dott.ssa Donatella Cocca 1 a Lezione Cos'è la statistica? Come in tutta la ricerca scientifica sperimentale, anche nelle scienze mediche e biologiche è indispensabile
www.andreatorinesi.it
 La lunghezza focale Lunghezza focale Si definisce lunghezza focale la distanza tra il centro ottico dell'obiettivo (a infinito ) e il piano su cui si forma l'immagine (nel caso del digitale, il sensore).
La lunghezza focale Lunghezza focale Si definisce lunghezza focale la distanza tra il centro ottico dell'obiettivo (a infinito ) e il piano su cui si forma l'immagine (nel caso del digitale, il sensore).
Per prima cosa si determinano le caratteristiche geometriche e meccaniche della sezione del profilo, nel nostro caso sono le seguenti;
 !""##"!$%&'((""!" )**&)+,)-./0)*$1110,)-./0)*!""##"!$%&'((""!" *&)23+-0-$4--56%--0.),0-,-%323 -&3%/ La presente relazione ha lo scopo di illustrare il meccanismo di calcolo che sta alla base del dimensionamento
!""##"!$%&'((""!" )**&)+,)-./0)*$1110,)-./0)*!""##"!$%&'((""!" *&)23+-0-$4--56%--0.),0-,-%323 -&3%/ La presente relazione ha lo scopo di illustrare il meccanismo di calcolo che sta alla base del dimensionamento
Sinterizzazione. Il processo di sinterizzazione. π = D
 Sinterizzazione (M. Casalboni, F. De Matteis) La sinterizzazione è un processo che permette di ottenere corpi solidi di forma definita a partire da polveri di materiali diversi pastiglie di aspirina filamenti
Sinterizzazione (M. Casalboni, F. De Matteis) La sinterizzazione è un processo che permette di ottenere corpi solidi di forma definita a partire da polveri di materiali diversi pastiglie di aspirina filamenti
DISTART STRUTTURE, DEI TRASPORTI, DELLE ACQUE, DEL RILEVAMENTO, DEL TERRITORIO
 Laboratorio Prove Strutture Bologna, Viale Risorgimento, 2 Tel. 29515 Fax. 51-29516 UNIVERSITÀ DEGLI STUDI DI BOLOGNA DIPARTIMENTO DI INGEGNERIA DELLE DISTART STRUTTURE, DEI TRASPORTI, DELLE ACQUE, DEL
Laboratorio Prove Strutture Bologna, Viale Risorgimento, 2 Tel. 29515 Fax. 51-29516 UNIVERSITÀ DEGLI STUDI DI BOLOGNA DIPARTIMENTO DI INGEGNERIA DELLE DISTART STRUTTURE, DEI TRASPORTI, DELLE ACQUE, DEL
COMPONENTI TERMODINAMICI APERTI
 CAPITOLO NONO COMPONENTI TERMODINAMICI APERTI Esempi applicativi Vengono di seguito esaminati alcuni componenti di macchine termiche che possono essere considerati come sistemi aperti A) Macchina termica
CAPITOLO NONO COMPONENTI TERMODINAMICI APERTI Esempi applicativi Vengono di seguito esaminati alcuni componenti di macchine termiche che possono essere considerati come sistemi aperti A) Macchina termica
e l insieme delle soluzioni, dopo le analoghe riduzioni del caso n = 2, si scrive come
 Numeri complessi 9 Da questi esempi si può osservare che, facendo le successive potene di un numero complesso, i punti corrispondenti girano attorno all origine. Se inoltre > allora i punti si allontanano
Numeri complessi 9 Da questi esempi si può osservare che, facendo le successive potene di un numero complesso, i punti corrispondenti girano attorno all origine. Se inoltre > allora i punti si allontanano
~ Copyright Ripetizionando - All rights reserved ~ http://ripetizionando.wordpress.com STUDIO DI FUNZIONE
 STUDIO DI FUNZIONE Passaggi fondamentali Per effettuare uno studio di funzione completo, che non lascia quindi margine a una quasi sicuramente errata inventiva, sono necessari i seguenti 7 passaggi: 1.
STUDIO DI FUNZIONE Passaggi fondamentali Per effettuare uno studio di funzione completo, che non lascia quindi margine a una quasi sicuramente errata inventiva, sono necessari i seguenti 7 passaggi: 1.
Forza. Forza. Esempi di forze. Caratteristiche della forza. Forze fondamentali CONCETTO DI FORZA E EQUILIBRIO, PRINCIPI DELLA DINAMICA
 Forza CONCETTO DI FORZA E EQUILIBRIO, PRINCIPI DELLA DINAMICA Cos è una forza? la forza è una grandezza che agisce su un corpo cambiando la sua velocità e provocando una deformazione sul corpo 2 Esempi
Forza CONCETTO DI FORZA E EQUILIBRIO, PRINCIPI DELLA DINAMICA Cos è una forza? la forza è una grandezza che agisce su un corpo cambiando la sua velocità e provocando una deformazione sul corpo 2 Esempi
PROVE SULLA MACCHINA A CORRENTE CONTINUA
 LABORATORIO DI MACCHINE ELETTRICHE PROVE SULLA MACCHINA A CORRENTE CONTINUA PROVE SULLA MACCHINA A C. C. Contenuti Le prove di laboratorio che verranno prese in esame riguardano: la misura a freddo, in
LABORATORIO DI MACCHINE ELETTRICHE PROVE SULLA MACCHINA A CORRENTE CONTINUA PROVE SULLA MACCHINA A C. C. Contenuti Le prove di laboratorio che verranno prese in esame riguardano: la misura a freddo, in
Criticità e potenzialità nella creazione di un progetto di efficientamento per i CAS.
 Criticità e potenzialità nella creazione di un progetto di efficientamento per i CAS. Pavia, 18 dicembre 2014 Tavola rotonda su Efficienza Energetica e certificati bianchi per interventi nell ambito del
Criticità e potenzialità nella creazione di un progetto di efficientamento per i CAS. Pavia, 18 dicembre 2014 Tavola rotonda su Efficienza Energetica e certificati bianchi per interventi nell ambito del