Just-In-Time (JIT) Definizione
|
|
|
- Arturo Colucci
- 8 anni fa
- Visualizzazioni
Transcript
1 Lean production È un approccio globale per la gestione del sistema operativo, tendente ad armonizzare le esigenze di un mercato sempre più complesso in termini di qualità, prezzo e servizio, con la ricerca della massima efficienza, nel reperimento e nell impiego delle risorse della produzione.
2 Just-In-Time (JIT) Definizione Il JIT può definirsi come un insieme integrato di attività progettato per ottenere elevati volumi di produzione usando scorte minime (in materie prime, work-in-process e merci finite), minimizzando gli sprechi. Il JIT prevede anche un timing delle risorse produttive tale che le parti giungano appena in tempo alla successiva stazione di lavoro.
3 JIT e Lean Management Il JIT può essere distinto in JIT esteso e JIT ristretto. Il JIT esteso (oggi denominato spesso Lean Management) è la filosofia dell OM che mira a eliminare gli sprechi in ogni area della produzione: gestione del personale, relazioni con i fornitori, tecnologia e gestione di materiali e scorte. Il JIT ristretto si focalizza più specificamente sulla programmazione delle scorte di beni e sull erogazione di risorse in servizi dove e quando necessario.

4 Qui il cliente avvia il processo, tirando un articolo dalle scorte dell assemblaggio finale JIT: logica demand-pull Quindi l attività di assemblaggio intermedio (sub) viene tirata in avanti da tale domanda Clienti Assemblaggio finale Sub Fab Fab Vendor Vendor Il processo continua lungo tutto il sistema di produzione e la supply chain Sub Fab Fab Vendor Vendor
5 Sistema a "tiro" e riduzione degli sprechi. In un sistema kanban i processi a monte producono solo i pezzi sufficienti per rimpiazzare quelli che i processi successivi hanno richiesto. Gli operatori, in ogni processo vanno al processo precedente per prelevare le parti di cui necessitano; ciò viene fatto nel tempo e nelle quantità giuste. Il vero pull system.
6 Push: gestire processi in anticipo rispetto al fabbisogno dei clienti. Pull: azione su richiesta In una gestione rigorosamente pull, l'ingresso dei prodotti in produzione non è anticipato rispetto agli ordini; la produzione è regolata da valle del processo produttivo. La gestione push è caratterizzata da un anticipo dell'ingresso dei materiali in fabbrica allo scopo di garantire il tempo di consegna richiesto dal mercato; ciò è fatto utilizzando delle previsioni: se queste sono scorrette vengono generate delle scorte il cui effetto è quello di allungare il tempo tale di produzione (P) invece di accorciare il tempo di consegna (D=Delivery); l'avanzamento è regolato non sui fabbisogni a valle ma sulla base di previsioni di tali fabbisogni e di un conseguente piano di sincronizzazione dei reparti in cascata. Ad esempio questa è l'ottica di molti sistemi MRP.
7 IL TEMPO DI PRODUZIONE (P) La produzione manifatturiera può schematizzarsi come una successione di fasi in serie o parallelo fabbricazione\approvvigionamento e assemblaggio separate da eventuali buffer di scorte. Per ogni fase si può definire il tempo di attraversamento (Lead Time): intervallo di tempo tra il momento in cui sono disponibili i prodotti in input e quello in cui è disponibile il prodotto in output (il primo elemento del lotto). Operativamente si può marchiare un materiale di ingresso e cronometrare il tempo che impiega a uscire dalla fase considerata. Il Lead Time di approvvigionamento viene definito come l'intervallo di tempo che intercorre dal momento in cui viene ordinata la merce a quando essa è disponibile per la produzione. P, tempo totale di produzione, è il tempo di attraversamento cumulativo di un prodotto, dal momento in cui vengono ordinate le materie prime a quello in cui esse vengono trasformate in prodotto finito attraverso le fasi del processo. P è l'orizzonte temporale minimo con il quale la produzione deve guardare al mercato finale determinando la lunghezza del programma di produzione.
8 IL TEMPO DI CONSEGNA (D) DELIVERY D è l'intervallo di tempo compreso tra il momento in cui il cliente ordina un prodotto e il momento in cui vuole che questo prodotto gli venga consegnato. Il suo valore è generalmente fissato dal cliente o dal mercato ed è quindi un dato non modificabile dalla produzione. Il D time dipende, ovviamente, dal tipo di business considerato. Nel caso di produzione a magazzino, può essere dell'ordine di poche ore, mentre nei casi di produzioni su commessa assume valori maggiori dello stesso tempo P. Nella maggiore parte dei casi P è maggiore di D e sono necessarie di conseguenza delle previsioni per approvvigionare i materiali e realizzare le operazioni produttive. Se P>D il programma di produzione si estende per un orizzonte temporale pari a P e riusciamo a colmarlo di ordini di produzione solamente sino all istante D; l intervallo rimanente P-D deve essere gestito tramite le previsioni.
9 Nel secondo caso, P<D, il programma di produzione è già totalmente definito dagli ordini. Nell intervallo D-P è possibile gestire le priorità degli ordini, ottimizzando le fasi produttive. Si consideri che cosa ciò significa dal punto di vista PUSH se P/D>1 PULL se P/D<=1
10 In un sistema di tipo PULL i materiali sono tirati dagli ordini in portafoglio; ciò è possibile in quanto tali ordini coprono il tempo di attraversamento di produzione e approvvigionamento. In un sistema push è necessario anticipare l ingresso dei materiali in fabbrica e gli ordini di lavorazione perché il tempo di attraversamento è più lungo dell orizzonte del portafoglio ordini. Sistemi pull "puri" sono molto rari nelle tipologie produttive manifatturiere e prevalgono invece le situazioni in cui il portafoglio ordini è completato da previsioni di vendita, almeno nella parte iniziale (push-pull). Un sistema pull è governato interamente da ordini e dunque sembra non necessitare di previsioni. Ciò in realtà è vero solo per i prodotti, dovendo però pianificare impianti e forza lavoro, (capacità produttiva di un processo). Anche queste devono essere approvvigionate con l anticipo sufficiente a renderle disponibili al momento dell utilizzo.
11 Il principale inconveniente dei sistemi push è legato alle eventuali variazioni del piano di produzione: se esso cambia, i prodotti che sono stati già lavorati risultano non più necessari e devono quindi essere messi a magazzino in attesa di un loro eventuale futuro utilizzo. Nei sistemi pull, invece, il tutto inizia con l'ordine che tira la produzione di cellula in cellula, attraverso sistemi quali il kanban, creando il minor numero di scorte di disaccoppiamento e permettendo, al tempo stesso, di lavorare per l'ottimizzazione dei tempi di attraversamento della singola cella.
12 Just-in-Time, originariamente inserito come strumento della Lean Manufacturing, o meglio, del Toyota Production System, è andato, man mano, perdendo di significato, in quanto insieme di strumenti non perfettamente elencabili. Oggi dire Lean Manufacturing significa automaticamente dire JIT. Un sistema di gestione, quindi, più che uno strumento che, come minimo, oggi, fa riferimento ai seguenti strumenti: Group Technology (o Cellular Manufacturing ). Si basa sulla considerazione che una produzione focalizzata su un particolare componente, parte del prodotto, è più semplice, offrendo maggiore possibilità di razionalizzazione dello spazio, attrezzature e flusso dei materiali. Labour balancing, Production smoothing e Takt Analisi (levelled schedules), per un corretto bilanciamento fra i tempi di attraversamento dei prodotti nella cella e il tempo D (Delivery) di consegna prodotti ai clienti.
13 Set-up reduction, SMED. Rappresenta la chiave per ridurre la dimensione dei lotti Visual controls. Caratteristiche della produzione JIT sono semplici sistemi di controllo visivo quali luci lampeggianti per gli stati della produzione (Andon), lavagne con Pareto e dati sui non conformi, tabelle Heijunka per il livellamento produzione, etc. Kanban Sicuramente il più caratteristico degli strumenti JIT. Associato alle celle, permette, attraverso semplici rastrelliere con cartellini di prelievo e di produzione, di sincronizzare il flusso dei prodotti fra le celle, riducendo i buffer di disaccoppiamento e il lead time totale. TPM. Si basa sulla manutenzione preventiva e predittiva, ovvero tramite raccolta di dati statistici sull'affidabilità dei componenti degli impianti. E' fondamentale per non bloccare il flusso dei prodotti e violare il takt time definito.
14 Cenni storici
15 Cenni storici
16 Cenni storici
17 Cenni storici
18

19 La globalità dell approccio impone l analisi secondo due dimensioni: Culturale Operativa Postulati: Eliminare gli sprechi Affrontare i problemi di fondo Semplificare Ricerca continua della qualità Postulati: Layout degli impianti Tempi di set-up Manutenzione produttiva
20 Il sistema di produzione Toyota Si basa su due filosofie: Eliminazione dello spreco Rispetto per le persone
21 Sprechi nelle operations Spreco da sovraproduzione Spreco in tempo d attesa heijunka Spreco nel trasporto Spreco nelle scorte Spreco nei processi Spreco nelle movimentazioni Spreco da prodotti difettosi
. Sistema di coordinazione integrata Alcuni stabilimenti giapponesi hanno da un minimo di 30 a un massimo di 1.")
22 Minimizzare gli sprechi: reti di stabilimenti specializzati Piccoli stabilimenti specializzati che limitano la gamma dei beni prodotti (talvolta di un unico tipo per tutta la struttura produttiva). Sistema di coordinazione integrata Alcuni stabilimenti giapponesi hanno da un minimo di 30 a un massimo di addetti
23 Minimizzare gli sprechi: Group Techonology (parte 1) Notate come i flussi vadano avanti e indietro Il ricorso al layout per reparti può causare un notevole eccesso di movimentazioni non necessarie Sega Sega Sega Mola Mola Trattamento termico Tornio Tornio Tornio Pressa Pressa Pressa
24 Minimizzare gli sprechi: Group Techonology (parte 2) Modificare il layout progettando delle cellule di Group Technology può ridurre le movimentazioni e migliorare il flusso di prodotto. Sega Mola Tornio 1 2 Tornio Pressa Trattamento termico Mola Sega Tornio A B Tornio Pressa
25 Produzione per celle La cella è un'unità di lavoro ben definita e delimitata, tipicamente da 3 a 12 addetti, con 5-15 stazioni di lavoro (impianti, attrezzature, etc). La cella ideale permette di produrre il più alto numero di prodotti simili, contenendo tutte le attrezzature, impianti e risorse umane necessarie allo scopo. Solitamente le organizzazioni sono strutturate attraverso layout o reparti funzionali. Il prodotto da realizzare transita, in questo modo, attraverso vari reparti, formando code all entrata di ogni reparto. Le distanze fra i reparti, inoltre, non sono di solito ottimizzate, di conseguenza la comunicazione e coordinamento fra i reparti stessi.
26
27 Il layout per celle è di solito organizzato attorno ad un prodotto o alla più ampia gamma possibile di prodotti simili. I passi fondamentali per l'introduzione di un layout a celle sono: identificazione dei prodotti e dei processi per la cella attraverso uno studio del flusso (Production Flow Analysis) e/o una classificazione e codifica dei prodotti stessi. progettazione del processo in termini di tempo uomo, impianti, attrezzature, setup, movimentazione, manutenzione; si determinano il numero di addetti nella cella; il numero di postazioni lavoro, impianti ed attrezzature; la dimensioni dei lotti; il Takt Time; lo Scheduling; supervisione e comunicazione; progettazione del layout fisico della cella, con disposizione delle stazioni di lavoro in base allo spazio, alla ergonomicità e alla funzionalità; tipicamente si ricorre alla configurazione ad "U"
28
29 Le celle ad "U" devono essere predisposte per operatori in piedi. Sul pavimento all interno della "U" devono essere piazzati tappetini imbottiti per ridurre la fatica dell operatore. Le postazioni di lavoro devono essere realizzate con criteri ergonomici: i movimenti devono essere brevi, coordinati e facili. Le postazioni di lavoro devono prevedere supporti per almeno due contenitori standard per ogni parte utilizzata. Ciascuna scatola deve contenere materiale per almeno 30 minuti Devono essere altresì previsti supporti per contenitori vuoti. I vantaggi delle celle U sono riassumibili in: - Linea continua con flusso a pezzo unico - Basso lead time - Bassa giacenze di semilavorati - Elevata flessibilità. Facilità di regolazione al variare del takt time - Minore necessità di spazio - Ambiente più salubre (Gli operatori si muovono costantemente nella cella) - Elevato controllo e gestione della produzione.
30 Il pull system si basa sul concetto del supermarket. I clienti comprano i prodotti posizionati negli scaffali e gli operatori rimpiazzano i prodotti mancanti nelle quantità prestabilite senza mai lasciare i clienti senza prodotti. Il processo funziona, quindi, al contrario del metodo di produzione push, basato su grandi lotti che stimano le vendite. Con questo metodo è possibile eliminare la sovra produzione, il più critico dei 7 sprechi nella produzione. L'obiettivo teorico è quello di arrivare ad avere zero kanban, in altre parole la richiesta del cliente porterebbe ad un flusso continuo di lavorazioni e scambi fra i processi. La situazione è, naturalmente, ideale, ma alla base della filosofia del Kaizen.
31 Il Takt Time è il ritmo della produzione. Si tratta del tempo necessario a produrre un singolo componente o l intero prodotto, noto anche come Ritmo delle Vendite o Ritmo standard Takt-Time=(Tempo totale disponibile/giorno) (Richiesta cliente/giorno) Il Takt Time non è da confondere con il Cycle Time (Il Tempo Ciclo Manuale Totale), che è il tempo lavorativo manuale necessario al completamento del processo analizzato. Dalla conoscenza di entrambi si ricava un importante parametro della cella/processo che è il: N di operatori=tempo ciclo manuale totale Takt time Corso di GPM Primo Modulo Prima Unità Didattica
32
33 Conoscendo i parametri è possibile: 1. Stabilire il takt time per la cella. 2. Determinare la dotazione ottimale di personale per la cella utilizzando il calcolo del tempo di ciclo manuale totale 3. Verificare i risultati per garantire stabilità di processo 4. Mantenere i traguardi raggiunti mediante la standardizzazione (es. procedure, istruzioni, cicli, etc.)
34
35
36
37
38 Heijunka è il livellamento di produzione che equilibra il carico di lavoro all interno della cella produttiva minimizzando le fluttuazioni di fornitura. Gli elementi principali della produzione Heijunka sono: 1. Livellamento del volume di produzione 2. Livellamento del mix di produzione Il "volume di produzione livellato" è dato dalla distribuzione uniforme della produzione su un dato periodo di tempo. Il volume di produzione livellato dipende dalla "varietà di produzione livellata", che è la distribuzione uniforme del mix/varietà di produzione su un dato periodo di tempo. Il controllo produzione Heijunka assicura la distribuzione uniforme di manodopera, materiali e movimenti.
39 Minimizzare gli sprechi: produzione Just-In-Time CHE COS È Filosofia di gestione Sistema pull lungo il processo CHE COSA FA Aggredisce gli sprechi (tempo, scorte, scarti) Rivela i problemi e i colli di bottiglia Accelera/snellisce la produzione DI CHE COSA NECESSITA Partecipazione del personale Industrial Engineering Miglioramento continuo Controllo della qualità totale Lotti di piccole dimensioni CHE COSA PRESUPPONE Ambiente stabile
40 Minimizzare gli sprechi: le scorte nascondono i problemi Code WIP Ritardi nelle ispezioni Scarti Fermo macchine Inaffidabilità del fornitore Ridondanze nella progettazione e industrializzazione Pratiche cartacee inevase Ritardi inserimento ordini Modifiche di ordine Paralisi decisionale Esempio: individuando fin dall inizio del processo di produzione i prodotti difettosi forniti dal fornitore si salvaguarda l attività a valle. Esempio: individuando le attività difettose espletate a monte dagli addetti si salvaguarda l attività a valle.
41 Minimizzare gli sprechi: controllo produzione attuato con sistemi kanban Ricevuto il kanban di produzione, il centro di lavorazione produce un unità per sostiuire quella prelevata inizialmente dagli addetti della catena di montaggio. Kanban di prelievo Questo ricolloca il sistema nello stato in cui si trovava prima che l articolo venisse tirato. Centro di lavorazione Stoccaggio parte A Stoccaggio parte A Catena di montaggio Kanban di produzione Il processo comincia con gli addetti della catena di montaggio che tirano la Parte A dall area di stoccaggio. Flusso dei materiali Flusso dei cartellini (kanban)
42 Kanban

43 SISTEMI DI SUPPORTO AL JIT: KANBAN Il sistema Kanban, introdotto in Giappone dalla Toyota, è il più noto tra i sistemi di controllo delle priorità di avanzamento nelle produzioni ripetitive, gestita con la logica di tipo pull. Viene definito come una tecnica pull di controllo della produzione estremamente semplificata che può far fronte a variazioni di produzione autoregolando il lavoro dei reparti.
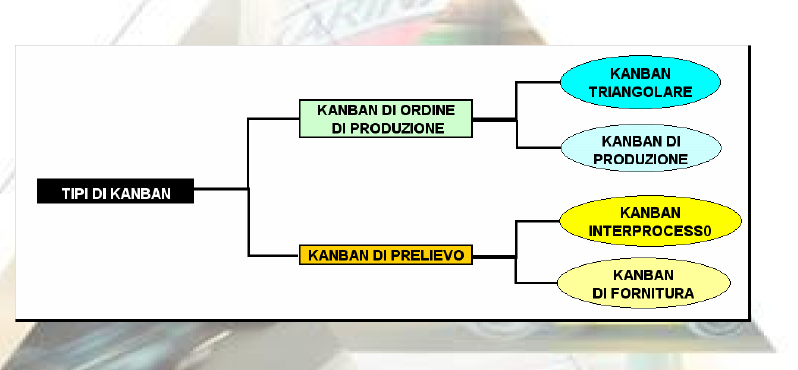
44 SISTEMA KANBAN A DUE CARTELLINI kanban di prelievo, che specifica la quantità e il tipo di prodotto che la fase a valle deve prelevare dalla fase a monte (Corrispondente al cartellino di identificazione e trasporto) kanban di produzione, che specifica la quantità ed il tipo di prodotto che la fase a monte deve produrre (Corrispondente al cartellino di identificazione e tagliando d istruzione dell operazione)
45 CONDIZIONE DI REALIZZAZIONE DEL KANBAN Produzione standardizzata Riduzione dei tempi di attrezzamento e riattrezzamento Standardizzazione dei cicli di lavoro Layout degli impianti Controllo autonomo dei difetti (Jidoka) Automazione flessibile Miglioramento del lavoro
46 SCHEMA DI FLUSSO DEL SISTEMA KANBAN (A) (B) Flusso fisico Kanban di prelievo Kanban di produzione
47
48 Kanban
49
50
51
52
53 LE CARATTERISTICHE DEL KANBAN In ogni centro di lavoro sono collocate le cassette per raccogliere i kanban-prelievo ed i kanban-produzione. Il numero ed il tipo di kanban determina l esatto quantitativo e la tipologia dei pezzi da produrre o approvvigionare. I contenitori delle scorte a monte hanno tutti attaccato un kanban-prelievo; allorché il centro di lavoro preleva un contenitore, stacca il kanban corrispondente e lo depone nella apposita cassetta che rappresenta la lista degli approvvigionamenti necessari a ripristinare le scorte delle materie prime. Allo stesso modo, i contenitori delle scorte di prodotti finiti hanno ciascuno un kanban-produzione che viene staccato ed inserito nella cassetta corrispondente, allorché il contenitore viene prelevato per essere portato al centro di lavoro a valle.
54 5 Raccoglitore dei kanban-produzione Kanban-produzione 2 3 Kanban-produzione e relativi pezzi Rastrelliera Kanban-produzione (presso linea di lavorazione) 6 7 Operazione a monte (linea di lavorazione meccanica) Dep. A 8 Kanban di prelievo 1 Raccoglitore dei kanban-prelievo 4 Operazione a monte (linea di montaggio)

55 REGOLE DEL KANBAN La fase di lavoro a valle deve prelevare solo i pezzi necessari La fase di lavoro a monte deve produrre solo nelle quantità ritirate dalle fasi a valle I pezzi difettosi non devono avanzare Il numero di kanban deve essere ridotto al minimo
56 Determinare il numero di kanban necessari Attivare un sistema di controllo kanban richiede di stabilire il numero di cartellini (o contenitori) kanban necessari. Ciascun contenitore rappresenta il lotto minimo di produzione. Stimare con precisione il lead time necessario a produrre un contenitore di parti permette di stabilire il numero di kanban necessari.
57 Rispetto per le persone Retribuzione adeguata Sindacati che cooperano con il management Reti di subfornitori Gestione bottom-round Circoli per la qualità (Small Groups Improvement Activities, SGIA)
58 Le quattro regole del sistema di produzione Toyota: L intera attività deve essere dettagliatamente spiegata in termini di contenuto, sequenza, tempistica e risultato. Ogni collegamento cliente-fornitore deve essere diretto, e deve esistere un sistema di invio richiesta e ricezione risposta del tipo sì o no esente da ambiguità. Il percorso di ogni prodotto o servizio deve essere semplice e diretto. Qualsiasi miglioramento deve essere realizzato con il metodo scientifico, sotto la guida di un istruttore e a partire dal più basso livello gerarchico.
59 Requisiti per l applicazione del JIT: 1. Progettare i flussi di processo Connettere le operations Bilanciare le capacità produttive delle stazioni di lavoro Riprogettare il layout in base al flusso Diffondere la manutenzione preventiva Ridurre le dimensioni dei lotti Ridurre il tempo di set-up/cambio-tipo
60 Requisiti per l applicazione del JIT: 2. TQC (Controllo della qualità totale) Responsabilità diretta del lavoratore Misurazione con controllo statistico della qualità Rispetto assoluto delle prescrizioni Metodi fail-safe Ispezioni automatiche
61 Requisiti per l applicazione del JIT: 3. Livellare la programmazione Scheduling livellato Sovra-capacità produttiva Definizione orizzonti congelati
62 Requisiti per l applicazione del JIT: 4. Adottare sistemi pull-kanban Produzione tirata dalla domanda Backflush (utilizzando i coefficienti di impiego in DB) Ridurre le dimensioni dei lotti
63 Requisiti per l applicazione del JIT: 5. Collaborare con i fornitori Ridurre i lead time Consegne frequenti Pianificare i fabbisogni di risorse Obiettivi di qualità
64 JIT Implementation Requirements: 6. Ridurre ulteriormente le scorte Cercare altre aree di miglioramento Punti vendita Aree di transito Tapis roulant Nastri trasportatori
65 Requisiti per l applicazione del JIT: 7. Migliorare la progettazione del prodotto Configurazioni di prodotto standard Standardizzare e ridurre il numero delle parti Progettazione congiunta di prodotto e processo Obiettivi di qualità
66 Requisiti per l applicazione del JIT: contemporanea risoluzione dei problemi Cause alla radice Soluzioni definitive Approccio di squadra Responsabilità di linea/responsabilità dello specialista Formazione continua
67 Requisiti per l applicazione del JIT: misure di prestazione Massimo risalto al miglioramento Monitoraggio trend
68 SMED Cenni storici Il concetto di SMED (Single Minute Exchange of Dies) nasce tra gli anni '50 e gli anni '60, quando Shigeo Shingo, ai vertici della Toyota, si trovò di fronte all'incapacità di produrre con la massima efficienza lotti economici. Per operare lo switch in produzione da una tipologia di pezzo all'altro, nello stesso impianto, ci volevano diverse ore,a causa di tempi di set-up elevatissimi; questi rappresentavano e tuttora rappresentano attività a nullo valore. Toyota riuscì in questo modo a raggiungere l'obiettivo di avere lotti economici mantenendo standard di efficienza elevatissimi. Negli ultimi 40 anni la maggior parte delle aziende di produzione Europee ha sottovalutato la potenza di questo strumento logistico essenziale.
69 SMED (Single Minute Exchange of Dies) nasce dall'esigenza necessaria di portare al minimo i tempi di set up interni ed esterni di una macchina. Obiettivo finale è un Quick Changeover (QCO), ovvero di poter passare in modo veloce da una produzione all'altra nello stesso impianto riducendo una componente fondamentale che crea valore aggiunto al prodotto finito. Nello specifico è una "tensione" di riduzione ai tempi di fermo effettivi che, con l'utilizzo di questo strumento, sono inferiori ai 10 minuti. eliminando la necessità di regolazioni su attrezzature, strumenti, macchine e impianti. Una produzione diversificata con lotti di dimensioni ridotte, alla base del JIT, ha infatti lo svantaggio che non appena un operazione inizia a prendere slancio, la produzione deve passare ad un nuovo diverso lotto ed ad un nuovo set-up. Con l'utilizzo dello SMED lo switch tra un lotto ridotto e un altro non rappresenta un problema, con la necessaria conseguenza di poter produrre Just in Time. Le operazioni di messa a punto hanno due componenti fondamentali: 1 Messa a punto interna dell impianto (IED)a linea ferma; 2 Messa a punto esterna dell impianto (OED), realizzata mentre l impianto o la linea sono in funzione su sistemi da installare in sede di IED
70 I risultati dovuti all'applicazione dello SMED si possono riassumere nei seguenti punti: 1)Maggiore flessibilità 2)Tempi di attrezzaggio/set up ridottissimi 3)Maggiore produttività in tempi inferiori 4)Maggiore soddisfazione del cliente 5)Assenza di eccessi di produzione 6)Migliore organizzazione del lavoro per gli operatori
71 TPM (Total Productive Maintenance) - La metodologia TPM rappresenta l'evoluzione della cosiddetta Manutenzione preventiva, introdotta negli anni '50 dalle aziende eccellenti giapponesi e successivamente occidentali. I vantaggi del TPM si possono così riassumere: uso più efficiente degli impianti ed attrezzature (Overall Efficiency); metodologia di manutenzione diffusa in tutta l'organizzazione (Companywide) basata sulla manutenzione preventiva - predittiva (manutenzione basata su dati statistici); partecipazione della progettazione e sviluppo, della produzione e manutenzione coinvolgendo il management e gli operatori; miglioramento delle attività di manutenzione basandosi su team autonomi specifici (es. team Six Sigma)
72 L'applicazione del TPM all'interno dell'organizzazione avviene attraverso 5 passi fondamentali: Introduzione di attività di miglioramento per aumentare l'efficienza degli impianti, attrezzature; Attuazione di un sistema di gestione autonomo (comunque collegato con gli obiettivi dell'organizzazione), della manutenzione a cura di operatori addestrati e resi consapevoli; Attuazione di un sistema di manutenzione programmata con raccolta dati sull'affidabilità dei componenti (manutenzione predittiva); continuo aggiornamento della programmazione degli interventi in base ai dati raccolti; Attuazione di un sistema di progettazione e sviluppo delle attrezzature, parti di impianto che richiedano meno manutenzione e più rapida. Continuo addestramento, enfasi e divulgazione dei risultati ottenuti.
73 Cinque S Procedura per la gestione dell'ordine e pulizia delle postazioni di lavoro basata su 5 pillar: Seiri (Sort) Scegliere e Separare. Eliminare qualsiasi cosa che non serve nella postazione di lavoro Seiton (Set in Order) Sistemare e organizzare in modo efficiente gli strumenti, le attrezzature, i materiali, etc. Seison (Shine) Controllare l'ordine e pulizia creati; Seiketsu (Standardize) Standardizzare e migliorare l'ordine e la pulizia creati, cercare di migliorare ripetendo le fasi continuamente: Seiri, Seiton, Seison; Shitsuke (Sustain) Sostenere nel tempo.
74 Poka Yoke È uno strumento formidabile per raggiungere lo zero difetti ed eliminare le ispezioni di controllo qualità. Poka = errore involontario, Yoke = dal verbo Yokeru, evitare: "A prova di errore"; "A prova di guasto"; "A prova di stupido"; "Mistake Proofing". La responsabilità di raggiungere un processo a zero difetti è nelle mani dei manager. I responsabili aziendali devono creare la cultura e fornire supporto in termini di tempo e risorse. I Responsabili devono altresì riconoscere l innata esperienza delle persone che svolgono il lavoro e creare il canale attraverso cui queste possano esprimere tale conoscenza. Poka-Yoke è in grado di liberare il tempo e la mente di un dipendente per perseguire attività con più valore aggiunto che non controllare.
75 Si tratta di una tecnica per evitare errori umani. Poka-Yoke si basa sull assunto che non è accettabile produrre anche un solo pezzo difettoso. Un livello di SCARTO del 0,1% indica che un cliente su mille riceverà un prodotto difettoso. Per tale cliente, però, il prodotto è difettoso al 100%! Le fonti di difetti principali nelle celle sono, solitamente: - Omessa lavorazione - Errori di lavorazione - Errore nel mettere a punto i pezzi da lavorare - Parte mancante - Parte errata - Lavorazione del pezzo errato - Errore nell operazione - Errore nella regolazione e calibratura - Attrezzature messe a punto non correttamente - Strumenti e maschere approntati non adeguatamente.
Lean Production. e approccio Just In Time CORSO DI GESTIONE DELLA PRODUZIONE INDUSTRIALE. Lean Production. Value stream e lotta agli sprechi
 Lean Production CORSO DI GESTIONE DELLA PRODUZIONE INDUSTRIALE Lean Production e approccio Just In Time! Insieme di attività integrate progettato per ottenere alti volumi produttivi pur utilizzando scorte
Lean Production CORSO DI GESTIONE DELLA PRODUZIONE INDUSTRIALE Lean Production e approccio Just In Time! Insieme di attività integrate progettato per ottenere alti volumi produttivi pur utilizzando scorte
LA LEAN MANUFACTURING E TOYOTA. QualitiAmo La Qualità gratis sul web
 LA LEAN MANUFACTURING E TOYOTA GLI SPRECHI DA EVITARE Quali erano gli sprechi che Toyota voleva evitare, applicando la Produzione snella? Essenzialmente 3: le perdite di tempo legate alle rilavorazioni
LA LEAN MANUFACTURING E TOYOTA GLI SPRECHI DA EVITARE Quali erano gli sprechi che Toyota voleva evitare, applicando la Produzione snella? Essenzialmente 3: le perdite di tempo legate alle rilavorazioni
Just-In-Time (JIT) eliminate tutte le motivazioni che costringono un sistema produttivo alla costituzione di scorte di materiali
 eliminate tutte le motivazioni che costringono un sistema produttivo alla costituzione di scorte di materiali") Just-In-Time (JIT) Filosofia produttiva nata presso l azienda giapponese Toyota negli anni 70. Ha l obiettivo di soddisfare la domanda del cliente in termini di cosa e quanto produrre, configurando l intero
Just-In-Time (JIT) Filosofia produttiva nata presso l azienda giapponese Toyota negli anni 70. Ha l obiettivo di soddisfare la domanda del cliente in termini di cosa e quanto produrre, configurando l intero
La riorganizzazione della Supply Chain secondo i principi lean :
 Consulenza di Direzione Management Consulting Formazione Manageriale HR & Training Esperienza e Innovazione La riorganizzazione della Supply Chain secondo i principi lean : un passo chiave nel percorso
Consulenza di Direzione Management Consulting Formazione Manageriale HR & Training Esperienza e Innovazione La riorganizzazione della Supply Chain secondo i principi lean : un passo chiave nel percorso
LA PRODUZIONE JUST IN TIME
 Economia e Organizzazione Aziendale II Prof. Gestione della Produzione Industriale LA PRODUZIONE JUST IN TIME IL KAN-BAN: LE REGOLE 1. LA FASE DI LAVORO A VALLE DEVE PRELEVARE PRESSO LA FASE DI LAVORO
Economia e Organizzazione Aziendale II Prof. Gestione della Produzione Industriale LA PRODUZIONE JUST IN TIME IL KAN-BAN: LE REGOLE 1. LA FASE DI LAVORO A VALLE DEVE PRELEVARE PRESSO LA FASE DI LAVORO
Sistemi produttivi Just In Time. Just-In-Time Systems (Lean Production)
") Sistemi produttivi Just In Time Just-In-Time Systems (Lean Production) 1 Origini del JIT e della Produzione Snella Introdotto da Toyota Adottato da altre aziende giapponesi Introdotto successivamente nelle
Sistemi produttivi Just In Time Just-In-Time Systems (Lean Production) 1 Origini del JIT e della Produzione Snella Introdotto da Toyota Adottato da altre aziende giapponesi Introdotto successivamente nelle
Introduzionee principali classificazioni
 Introduzionee principali classificazioni Roberto Pinto Dipartimento di Ingegneria Gestionale, dell Informazione e della Produzione (DIGIP) Università di Bergamo Di cosa parliamo in questo corso? Il termine
Introduzionee principali classificazioni Roberto Pinto Dipartimento di Ingegneria Gestionale, dell Informazione e della Produzione (DIGIP) Università di Bergamo Di cosa parliamo in questo corso? Il termine
UNIS&F a fianco delle aziende per sviluppare la competitività. Il progetto Lean in Della Toffola S.p.A.
 UNIS&F a fianco delle aziende per sviluppare la competitività. Il progetto Lean in Della Toffola S.p.A. Una breve presentazione dell'azienda Della Toffola S.p.A., società fondata nel 1961, ha come business
UNIS&F a fianco delle aziende per sviluppare la competitività. Il progetto Lean in Della Toffola S.p.A. Una breve presentazione dell'azienda Della Toffola S.p.A., società fondata nel 1961, ha come business
PROCESSI PRODUTTIVI E LOGISTICA I.T.S.T J.F. KENNEDY - PN
 PROCESSI PRODUTTIVI E LOGISTICA I.T.S.T J.F. KENNEDY - PN A.S. 2014/15 Innovazione e ciclo di vita di un prodotto La progettazione di un prodotto e di conseguenza il suo processo produttivo dipende dalla
PROCESSI PRODUTTIVI E LOGISTICA I.T.S.T J.F. KENNEDY - PN A.S. 2014/15 Innovazione e ciclo di vita di un prodotto La progettazione di un prodotto e di conseguenza il suo processo produttivo dipende dalla
MANUALE DELLA QUALITÀ Pag. 1 di 6
 MANUALE DELLA QUALITÀ Pag. 1 di 6 INDICE GESTIONE DELLE RISORSE Messa a disposizione delle risorse Competenza, consapevolezza, addestramento Infrastrutture Ambiente di lavoro MANUALE DELLA QUALITÀ Pag.
MANUALE DELLA QUALITÀ Pag. 1 di 6 INDICE GESTIONE DELLE RISORSE Messa a disposizione delle risorse Competenza, consapevolezza, addestramento Infrastrutture Ambiente di lavoro MANUALE DELLA QUALITÀ Pag.
UNIVERSITÀ DEGLI STUDI DI BERGAMO. Facoltà di Ingegneria. Corso di Gestione dell Informazione Aziendale. Glossario e Formulario
 UNIVERSITÀ DEGLI STUDI DI BERGAMO Corso di Gestione dell Informazione Aziendale prof. Paolo Aymon Glossario e Formulario Glossario e Formulario Pianificazione Programmazione Tempi di produzione KanBan
UNIVERSITÀ DEGLI STUDI DI BERGAMO Corso di Gestione dell Informazione Aziendale prof. Paolo Aymon Glossario e Formulario Glossario e Formulario Pianificazione Programmazione Tempi di produzione KanBan
DAI MODELLI GERARCHICI AI MODELLI ADATTIVI: IL JUST IN TIME. Gaio-Gino-Zaninotto, I sistemi di produzione Capitolo 15
 DAI MODELLI GERARCHICI AI MODELLI ADATTIVI: IL JUST IN TIME PROBLEMI DELLA PROGRAMMAZIONE A CASCATA Con l aumento della dinamicità ambientale, il sistema di produzione deve adattare le proprie operazioni
DAI MODELLI GERARCHICI AI MODELLI ADATTIVI: IL JUST IN TIME PROBLEMI DELLA PROGRAMMAZIONE A CASCATA Con l aumento della dinamicità ambientale, il sistema di produzione deve adattare le proprie operazioni
LA LOGISTICA INTEGRATA
 dell Università degli Studi di Parma LA LOGISTICA INTEGRATA Obiettivo: rispondere ad alcuni interrogativi di fondo Come si è sviluppata la logistica in questi ultimi anni? Quali ulteriori sviluppi sono
dell Università degli Studi di Parma LA LOGISTICA INTEGRATA Obiettivo: rispondere ad alcuni interrogativi di fondo Come si è sviluppata la logistica in questi ultimi anni? Quali ulteriori sviluppi sono
executive master course www.cspmi.it Production Manager Modena, aprile - dicembre 2014 Sempre un passo avanti
 executive master course www.cspmi.it Production Manager Modena, aprile - dicembre 20 Sempre un passo avanti EXECUTIVE MASTER COURSE Production Manager OBIETTIVI Il corso mette in condizione i partecipanti
executive master course www.cspmi.it Production Manager Modena, aprile - dicembre 20 Sempre un passo avanti EXECUTIVE MASTER COURSE Production Manager OBIETTIVI Il corso mette in condizione i partecipanti
GESTIONE AVANZATA DEI MATERIALI
 GESTIONE AVANZATA DEI MATERIALI Divulgazione Implementazione/Modifica Software SW0003784 Creazione 23/01/2014 Revisione del 27/06/2014 Numero 1 Una gestione avanzata dei materiali strategici e delle materie
GESTIONE AVANZATA DEI MATERIALI Divulgazione Implementazione/Modifica Software SW0003784 Creazione 23/01/2014 Revisione del 27/06/2014 Numero 1 Una gestione avanzata dei materiali strategici e delle materie
Il sistema Toyota per le PMI
 28 novembre 2011 Il sistema Toyota per le PMI 1/11 Ambrogio Bollini SVP TMHE CB Supply AD CESAB SpA AD LTE SpA Toyota Material Handling Europe 2/11 CESAB - Storia e posizione nel mondo Toyota CESAB Carrellificio
28 novembre 2011 Il sistema Toyota per le PMI 1/11 Ambrogio Bollini SVP TMHE CB Supply AD CESAB SpA AD LTE SpA Toyota Material Handling Europe 2/11 CESAB - Storia e posizione nel mondo Toyota CESAB Carrellificio
COME VIENE REALIZZATO IL PROCESSO DI ACQUISTO?
 COME VIENE REALIZZATO IL PROCESSO DI ACQUISTO? A Flusso di attività B - INPUT C Descrizione dell attività D RISULTATO E - SISTEMA PROFESSIONALE Domanda di beni che l azienda utilizza a scopo interno oppure
COME VIENE REALIZZATO IL PROCESSO DI ACQUISTO? A Flusso di attività B - INPUT C Descrizione dell attività D RISULTATO E - SISTEMA PROFESSIONALE Domanda di beni che l azienda utilizza a scopo interno oppure
Punti di discussione. Lean Production. Toyota Production System. Requisiti per l implementazione. Lean Services
 10. Lean Production LIUC - Facoltà di Economia Aziendale Corso di gestione della produzione e della logistica Anno accademico 2009-2010 Prof. Claudio Sella Punti di discussione Lean Production Toyota Production
10. Lean Production LIUC - Facoltà di Economia Aziendale Corso di gestione della produzione e della logistica Anno accademico 2009-2010 Prof. Claudio Sella Punti di discussione Lean Production Toyota Production
Fabrizio Bianchi-Università Carlo Cattaneo LIUC. di più con meno
 Fabrizio Bianchi-Università Carlo Cattaneo LIUC di più con meno Lean Lean Manufacturing Lean Production Lean Factory Fabbrica Snella Produzione Snella Fabbrica Integrata.. Toyota Production System (TPS)
Fabrizio Bianchi-Università Carlo Cattaneo LIUC di più con meno Lean Lean Manufacturing Lean Production Lean Factory Fabbrica Snella Produzione Snella Fabbrica Integrata.. Toyota Production System (TPS)
Capitolo XIV. La gestione della produzione
 Capitolo XIV La gestione della produzione La funzione di produzione Approvvigionamenti La funzione di produzione riguarda il processo di trasformazione dei beni, ossia l insieme l di operazioni mediante
Capitolo XIV La gestione della produzione La funzione di produzione Approvvigionamenti La funzione di produzione riguarda il processo di trasformazione dei beni, ossia l insieme l di operazioni mediante
FOMIR. Linee di montaggio Fly-System
 FOMIR FOMIR srl Via Torricelli, 237 I-40059 Fossatone di Medicina (BO) T+39 051 782444 / Fax +39 051 6960514 fomir.it easysae.it Linee di montaggio Fly-System Linee di montaggio Fly-System Realizzare delle
FOMIR FOMIR srl Via Torricelli, 237 I-40059 Fossatone di Medicina (BO) T+39 051 782444 / Fax +39 051 6960514 fomir.it easysae.it Linee di montaggio Fly-System Linee di montaggio Fly-System Realizzare delle
GESTIONE AVANZATA DEI MATERIALI
 GESTIONE AVANZATA DEI MATERIALI Divulgazione Implementazione/Modifica Software SW0003784 Creazione 23/01/2014 Revisione del 25/06/2014 Numero 1 Una gestione avanzata dei materiali strategici e delle materie
GESTIONE AVANZATA DEI MATERIALI Divulgazione Implementazione/Modifica Software SW0003784 Creazione 23/01/2014 Revisione del 25/06/2014 Numero 1 Una gestione avanzata dei materiali strategici e delle materie
Efficienza Produttiva. Il Piano d azione dell efficienza
 Efficienza Produttiva Il Piano d azione dell efficienza Nino Guidetti Direttore Commerciale Grandi Clienti Schneider Electric per eliminare le inefficienze La Lean Manufacturing è una strategia operativa,
Efficienza Produttiva Il Piano d azione dell efficienza Nino Guidetti Direttore Commerciale Grandi Clienti Schneider Electric per eliminare le inefficienze La Lean Manufacturing è una strategia operativa,
La Qualità il Controllo ed il Collaudo della macchina utensile. Dr. Giacomo Gelmi
 La Qualità il Controllo ed il Collaudo della macchina utensile Dr. Giacomo Gelmi Che cosa è una macchina utensile? E uno spazio fisico in cui si collocano, sostenuti da adeguate strutture ed in posizioni
La Qualità il Controllo ed il Collaudo della macchina utensile Dr. Giacomo Gelmi Che cosa è una macchina utensile? E uno spazio fisico in cui si collocano, sostenuti da adeguate strutture ed in posizioni
READY-TO-GO PRODUZIONE
 READY-TO-GO PRODUZIONE Modulo Standard QlikView OBIETTIVO Le aziende che fabbricano prodotti hanno la necessità di avere un controllo efficiente delle loro attività produttive e di assemblaggio. Questo,
READY-TO-GO PRODUZIONE Modulo Standard QlikView OBIETTIVO Le aziende che fabbricano prodotti hanno la necessità di avere un controllo efficiente delle loro attività produttive e di assemblaggio. Questo,
PerCorsi Lean Production Training per diventare snelli
 PerCorsi Lean Production Training per diventare snelli I N D I C E Introduzione pag. 3 Lean Production pag. 4 Percorsi pag. 5 Zoom pag. 6 Contatti pag. 7 La formazione a firma Bosch TEC Bosch Training
PerCorsi Lean Production Training per diventare snelli I N D I C E Introduzione pag. 3 Lean Production pag. 4 Percorsi pag. 5 Zoom pag. 6 Contatti pag. 7 La formazione a firma Bosch TEC Bosch Training
IL CASO DELL AZIENDA. Perché SAP. www.softwarebusiness.it
 LA SOLUZIONE SAP FOR PROFESSIONAL SERVICES IL CASO DELL AZIENDA Perché SAP Grazie a SAP siamo riusciti a pianificare meglio e ad ottenere tempestive informazioni su tempi e costi delle nostre commesse.
LA SOLUZIONE SAP FOR PROFESSIONAL SERVICES IL CASO DELL AZIENDA Perché SAP Grazie a SAP siamo riusciti a pianificare meglio e ad ottenere tempestive informazioni su tempi e costi delle nostre commesse.
Corso Sistemi Informativi Aziendali, Tecnologie dell Informazione applicate ai processi aziendali. Sistemi informativi aziendali
 Corso Sistemi Informativi Aziendali,. Sistemi informativi aziendali di Simone Cavalli (simone.cavalli@unibg.it) Bergamo, Febbraio - Marzo 2009 Produzione (cenni) Pagina 2 Produzione La produzione, in termini
Corso Sistemi Informativi Aziendali,. Sistemi informativi aziendali di Simone Cavalli (simone.cavalli@unibg.it) Bergamo, Febbraio - Marzo 2009 Produzione (cenni) Pagina 2 Produzione La produzione, in termini
L ANALISI ABC PER LA GESTIONE DEL MAGAZZINO
 L ANALISI ABC PER LA GESTIONE DEL MAGAZZINO È noto che la gestione del magazzino è uno dei costi nascosti più difficili da analizzare e, soprattutto, da contenere. Le nuove tecniche hanno, però, permesso
L ANALISI ABC PER LA GESTIONE DEL MAGAZZINO È noto che la gestione del magazzino è uno dei costi nascosti più difficili da analizzare e, soprattutto, da contenere. Le nuove tecniche hanno, però, permesso
PROGETTO TECNICO SISTEMA DI GESTIONE QUALITA IN CONFORMITÀ ALLA NORMA. UNI EN ISO 9001 (ed. 2008) n. 03 del 31/01/09 Salvatore Ragusa
 n. 03 del 31/01/09 Salvatore Ragusa") PROGETTO TECNICO SISTEMA DI GESTIONE QUALITA IN CONFORMITÀ ALLA NORMA UNI EN ISO 9001 (ed. 2008) Revisione Approvazione n. 03 del 31/01/09 Salvatore Ragusa PROGETTO TECNICO SISTEMA QUALITA Il nostro progetto
PROGETTO TECNICO SISTEMA DI GESTIONE QUALITA IN CONFORMITÀ ALLA NORMA UNI EN ISO 9001 (ed. 2008) Revisione Approvazione n. 03 del 31/01/09 Salvatore Ragusa PROGETTO TECNICO SISTEMA QUALITA Il nostro progetto
Sistemi Informativi e Sistemi ERP
 Sistemi Informativi e Sistemi Trasformare i dati in conoscenza per supportare le decisioni CAPODAGLIO E ASSOCIATI 1 I SISTEMI INFORMATIVI LI - E IMPRESA SISTEMA DI OPERAZIONI ECONOMICHE SVOLTE DA UN DATO
Sistemi Informativi e Sistemi Trasformare i dati in conoscenza per supportare le decisioni CAPODAGLIO E ASSOCIATI 1 I SISTEMI INFORMATIVI LI - E IMPRESA SISTEMA DI OPERAZIONI ECONOMICHE SVOLTE DA UN DATO
IN COLLABORAZIONE CON OPTA SRL
 PROGRAMMARE LA PRODUZIONE IN MODO SEMPLICE ED EFFICACE IN COLLABORAZIONE CON OPTA SRL SOMMARIO 1. L AZIENDA E IL PRODOTTO 2. IL PROBLEMA 3. DATI DI INPUT 4. VERIFICA CARICO DI LAVORO SETTIMANALE 5. VERIFICA
PROGRAMMARE LA PRODUZIONE IN MODO SEMPLICE ED EFFICACE IN COLLABORAZIONE CON OPTA SRL SOMMARIO 1. L AZIENDA E IL PRODOTTO 2. IL PROBLEMA 3. DATI DI INPUT 4. VERIFICA CARICO DI LAVORO SETTIMANALE 5. VERIFICA
PROJECT MANAGEMENT SERVIZI DI PROJECT MANAGEMENT DI ELEVATA PROFESSIONALITÀ
 PROJECT MANAGEMENT SERVIZI DI PROJECT MANAGEMENT DI ELEVATA PROFESSIONALITÀ SERVIZI DI PROJECT MANAGEMENT CENTRATE I VOSTRI OBIETTIVI LA MISSIONE In qualità di clienti Rockwell Automation, potete contare
PROJECT MANAGEMENT SERVIZI DI PROJECT MANAGEMENT DI ELEVATA PROFESSIONALITÀ SERVIZI DI PROJECT MANAGEMENT CENTRATE I VOSTRI OBIETTIVI LA MISSIONE In qualità di clienti Rockwell Automation, potete contare
ID e Operations. KPI produttivi e logistici con il supporto della identificazione automatica. Bologna, 15 Maggio 2012
 ID e Operations KPI produttivi e logistici con il supporto della identificazione automatica Bologna, 15 Maggio 2012 Dott. Alessandro Pacelli Partner Opta Dott. Gianluca Spada Partner Opta Presentazione
ID e Operations KPI produttivi e logistici con il supporto della identificazione automatica Bologna, 15 Maggio 2012 Dott. Alessandro Pacelli Partner Opta Dott. Gianluca Spada Partner Opta Presentazione
Metodi di calcolo dei costi di prodotto
 Metodi di calcolo dei costi di prodotto Presentazione Ing. Cecilia Fariselli Da 23 anni nel settore dell Information Technology. Da oltre 10 anni gestione manageriale, organizzazione aziendale, operando
Metodi di calcolo dei costi di prodotto Presentazione Ing. Cecilia Fariselli Da 23 anni nel settore dell Information Technology. Da oltre 10 anni gestione manageriale, organizzazione aziendale, operando
LEAN ORGANIZATION: Introduzione ai Principi e Metodi dell Organizzazione Snella
 Introduzione ai Principi e Metodi dell Organizzazione Snella by Per avere ulteriori informazioni: Visita il nostro sito WWW.LEANNOVATOR.COM Contattaci a INFO@LEANNOVATOR.COM 1. Introduzione Il termine
Introduzione ai Principi e Metodi dell Organizzazione Snella by Per avere ulteriori informazioni: Visita il nostro sito WWW.LEANNOVATOR.COM Contattaci a INFO@LEANNOVATOR.COM 1. Introduzione Il termine
Ottava Edizione. La Programmazione e Controllo della Produzione Prof. Sergio Cavalieri
 Ottava Edizione La e Controllo della Produzione Prof. Sergio Cavalieri e Controllo di Produzione : compiti 2 Rendere disponibili le informazioni necessarie per: Gestire in modo efficiente ed efficace il
Ottava Edizione La e Controllo della Produzione Prof. Sergio Cavalieri e Controllo di Produzione : compiti 2 Rendere disponibili le informazioni necessarie per: Gestire in modo efficiente ed efficace il
Norme per l organizzazione - ISO serie 9000
 Norme per l organizzazione - ISO serie 9000 Le norme cosiddette organizzative definiscono le caratteristiche ed i requisiti che sono stati definiti come necessari e qualificanti per le organizzazioni al
Norme per l organizzazione - ISO serie 9000 Le norme cosiddette organizzative definiscono le caratteristiche ed i requisiti che sono stati definiti come necessari e qualificanti per le organizzazioni al
Evidenziare le modalità con le quali l azienda agrituristica produce valore per i clienti attraverso la gestione dei propri processi.
 5. Processi Evidenziare le modalità con le quali l azienda agrituristica produce valore per i clienti attraverso la gestione dei propri processi. Il criterio vuole approfondire come l azienda agrituristica
5. Processi Evidenziare le modalità con le quali l azienda agrituristica produce valore per i clienti attraverso la gestione dei propri processi. Il criterio vuole approfondire come l azienda agrituristica
ECCELLERE NELLA LOGISTICA. Generare opportunità con la logistica
 ECCELLERE NELLA LOGISTICA Generare opportunità con la logistica INTRODUZIONE Il settore della logistica rappresenta una risorsa strategica per la competitività delle imprese e del territorio ed è attualmente
ECCELLERE NELLA LOGISTICA Generare opportunità con la logistica INTRODUZIONE Il settore della logistica rappresenta una risorsa strategica per la competitività delle imprese e del territorio ed è attualmente
RETE DI PRODOTTO RAPPRESENTA LE CONNESSIONI TRA I SINGOLI COMPONENTI CHE VANNO A COSTITUIRE IL PRODOTTO FINALE
 RETE DI PRODOTTO RAPPRESENTA LE CONNESSIONI TRA I SINGOLI COMPONENTI CHE VANNO A COSTITUIRE IL PRODOTTO FINALE RETE DI PRODOTTO Grezzi Lavorati Sottogruppi Prodotto A1 B1 A2 B2 A3 B3 C2,3,4 A4 Prodotto
RETE DI PRODOTTO RAPPRESENTA LE CONNESSIONI TRA I SINGOLI COMPONENTI CHE VANNO A COSTITUIRE IL PRODOTTO FINALE RETE DI PRODOTTO Grezzi Lavorati Sottogruppi Prodotto A1 B1 A2 B2 A3 B3 C2,3,4 A4 Prodotto
Harken Italy spa Lean Production nella filiera della nautica. 28 Novembre 2011 Harken Italy spa 1
 Harken Italy spa Lean Production nella filiera della nautica 28 Novembre 2011 Harken Italy spa 1 Breve profilo di Harken Harken è nata nel 1967. Oggi è una piccola multinazionale leader di mercato nel
Harken Italy spa Lean Production nella filiera della nautica 28 Novembre 2011 Harken Italy spa 1 Breve profilo di Harken Harken è nata nel 1967. Oggi è una piccola multinazionale leader di mercato nel
Indice. pagina 2 di 10
 LEZIONE PROGETTAZIONE ORGANIZZATIVA DOTT.SSA ROSAMARIA D AMORE Indice PROGETTAZIONE ORGANIZZATIVA---------------------------------------------------------------------------------------- 3 LA STRUTTURA
LEZIONE PROGETTAZIONE ORGANIZZATIVA DOTT.SSA ROSAMARIA D AMORE Indice PROGETTAZIONE ORGANIZZATIVA---------------------------------------------------------------------------------------- 3 LA STRUTTURA
EasyPLAST. Siamo riusciti a trasferire in EasyPLAST tutte le informazioni e le procedure che prima erano gestite con fogli excel
 Abbiamo completamente eliminato i costi di personalizzazione e di continuo sviluppo per cercare di adattare un prodotto software orizzontale e generalista alle problematiche del nostro settore Un software
Abbiamo completamente eliminato i costi di personalizzazione e di continuo sviluppo per cercare di adattare un prodotto software orizzontale e generalista alle problematiche del nostro settore Un software
FAST FASHION. La novità del Fast Fashion: perché è un fenomeno interessante LA DINAMICA DEL MERCATO:
 FAST FASHION Un modello di business emergente e la sua influenza sull industria tessile Como, 14 gennaio 2010 La novità del Fast Fashion: perché è un fenomeno interessante LA DINAMICA DEL MERCATO: è il
FAST FASHION Un modello di business emergente e la sua influenza sull industria tessile Como, 14 gennaio 2010 La novità del Fast Fashion: perché è un fenomeno interessante LA DINAMICA DEL MERCATO: è il
Il Lean Thinking in Sanità
 INCONTRO TRA NARRAZIONI E EVIDENZE PER UNA SANITÀ DA TRASFORMARE Il Lean Thinking in Sanità Milano 28 ottobre 2011 Carlo Magni Da qualche anno si parla di LEAN THINKING negli Ospedali: Alcuni articoli
INCONTRO TRA NARRAZIONI E EVIDENZE PER UNA SANITÀ DA TRASFORMARE Il Lean Thinking in Sanità Milano 28 ottobre 2011 Carlo Magni Da qualche anno si parla di LEAN THINKING negli Ospedali: Alcuni articoli
GESTIONE DELLA PRODUZIONE LEAN PRODUCTION E JIT
 GESTIONE DELLA PRODUZIONE LEAN PRODUCTION E JIT Corso di TECNOLOGIA, INNOVAZIONE, QUALITÀ Prof. Alessandro Ruggieri Prof. Enrico Mosconi A.A. 2012-2013 Oggetto della lezione Gestione della produzione Lean
GESTIONE DELLA PRODUZIONE LEAN PRODUCTION E JIT Corso di TECNOLOGIA, INNOVAZIONE, QUALITÀ Prof. Alessandro Ruggieri Prof. Enrico Mosconi A.A. 2012-2013 Oggetto della lezione Gestione della produzione Lean
INDICOD-ECR Istituto per le imprese di beni di consumo
 INDICOD-ECR Istituto per le imprese di beni di consumo GLOBAL SCORECARD Uno strumento di autovalutazione, linguaggio e concetti comuni Versione base - Entry Level Introduzione Introduzione La Global Scorecard
INDICOD-ECR Istituto per le imprese di beni di consumo GLOBAL SCORECARD Uno strumento di autovalutazione, linguaggio e concetti comuni Versione base - Entry Level Introduzione Introduzione La Global Scorecard
LogiTrack OTG. LogiTrack Gestione logistica controllo ordine spedizioni. OTG Informatica srl info@otg.it
 LogiTrack OTG LogiTrack Gestione logistica controllo ordine spedizioni OTG Informatica srl info@otg.it 1 Sommario Sommario... 1 LOGITRACK Controllo Ordini e Spedizioni... 2 ORDITRACK... 2 Vista Ordini...
LogiTrack OTG LogiTrack Gestione logistica controllo ordine spedizioni OTG Informatica srl info@otg.it 1 Sommario Sommario... 1 LOGITRACK Controllo Ordini e Spedizioni... 2 ORDITRACK... 2 Vista Ordini...
2.1 La logistica integrata ed il sistema CIM 10
 Indice Prefazione alla 2 edizione Prefazione alla 1 edizione CAPITOLO 1 - GENERALITÀ 1.1 Definizione della funzione logistica 2 1.1.1 Integrazione ed automazione logistica 2 1.1.2 Flessibilità come risposta
Indice Prefazione alla 2 edizione Prefazione alla 1 edizione CAPITOLO 1 - GENERALITÀ 1.1 Definizione della funzione logistica 2 1.1.1 Integrazione ed automazione logistica 2 1.1.2 Flessibilità come risposta
ciclo non obbligato tanti input/output prodotti differenziati (ad es tanti fornitori, + complessità)
") Impianti di processo Definizione: MP PF tramite trasformazioni fisico/chimiche Caratteristiche: automazione investimenti elevati ( ciclo continuo) ciclo tecnologico obbligato rischio di impatti ambientali
Impianti di processo Definizione: MP PF tramite trasformazioni fisico/chimiche Caratteristiche: automazione investimenti elevati ( ciclo continuo) ciclo tecnologico obbligato rischio di impatti ambientali
Just-In-Time: la definizione
 1 Just In Time Definizione e concetti generali Produzione a flusso continuo Vantaggi della flessibilità degli impianti e della riduzione del set-up Le relazioni con i fornitori Relazioni con i sistemi
1 Just In Time Definizione e concetti generali Produzione a flusso continuo Vantaggi della flessibilità degli impianti e della riduzione del set-up Le relazioni con i fornitori Relazioni con i sistemi
Implementazione della lean production. Cenni introduttivi. Metodo del free-pass: il caso Benelli Armi s.p.a.
 Implementazione della lean production Metodo del free-pass: il caso Benelli Armi s.p.a. A.A. 2013-2014 Cenni introduttivi La Benelli Armi s.p.a. nasce nel 1967 ad Urbino per iniziativa dei fratelli Benelli,
Implementazione della lean production Metodo del free-pass: il caso Benelli Armi s.p.a. A.A. 2013-2014 Cenni introduttivi La Benelli Armi s.p.a. nasce nel 1967 ad Urbino per iniziativa dei fratelli Benelli,
ALBERT. copyright hventiquattro
 ALBERT ALBERT MONETIZZARE LE SCORTE Il tuo magazzino: da deposito a risorsa Albert agisce sulle fonti di finanziamento interno. Non tanto in termini di puro taglio dei costi, quanto di recupero di flussi
ALBERT ALBERT MONETIZZARE LE SCORTE Il tuo magazzino: da deposito a risorsa Albert agisce sulle fonti di finanziamento interno. Non tanto in termini di puro taglio dei costi, quanto di recupero di flussi
ORGANIZZAZIONE SNELLA
 presenta ORGANIZZAZIONE SNELLA interventi semplici e rapidi -> maggior efficienza dei processi -> riduzione dei costi Pollenzo, 21 maggio 2014 Albergo dell Agenzia GIANLUCA BARALE Consulente in organizzazione
presenta ORGANIZZAZIONE SNELLA interventi semplici e rapidi -> maggior efficienza dei processi -> riduzione dei costi Pollenzo, 21 maggio 2014 Albergo dell Agenzia GIANLUCA BARALE Consulente in organizzazione
Le Aziende di produzione non sono tutte uguali. Axioma ha prodotti e persone adatti a te.
 www.axioma.it Le Aziende di produzione non sono tutte uguali. Axioma ha prodotti e persone adatti a te. www.softwareproduzione.it Come lavora la tua azienda? Quale modello produttivo usa? Processo continuo
www.axioma.it Le Aziende di produzione non sono tutte uguali. Axioma ha prodotti e persone adatti a te. www.softwareproduzione.it Come lavora la tua azienda? Quale modello produttivo usa? Processo continuo
Il caso FrescoMagic s.r.l.
 LE TECNICHE DI PROGRAMMAZIONE E CONTROLLO DELLE SCORTE Il caso FrescoMagic s.r.l. Le scorte servono a fronteggiare in ogni momento improvvise esigenze di produzione e di vendita Rilevano importanza perché
LE TECNICHE DI PROGRAMMAZIONE E CONTROLLO DELLE SCORTE Il caso FrescoMagic s.r.l. Le scorte servono a fronteggiare in ogni momento improvvise esigenze di produzione e di vendita Rilevano importanza perché
Il sistema logistico integrato
 Il sistema logistico integrato Che cos è la logistica? Il concetto di logistica è spesso poco chiaro Per logistica, spesso, s intendono soltanto le attività di distribuzione fisica dei prodotti (trasporto
Il sistema logistico integrato Che cos è la logistica? Il concetto di logistica è spesso poco chiaro Per logistica, spesso, s intendono soltanto le attività di distribuzione fisica dei prodotti (trasporto
LEAN ORGANIZZATION. 1. Lean Thinking. 2. Principi. 3. Dove si applica. 4. Risultati attesi. 5. In che tempi. 6. Principali strumenti e metodi:
 LEAN ORGANIZZATION 1. Lean Thinking 2. Principi 3. Dove si applica 4. Risultati attesi 5. In che tempi 6. Principali strumenti e metodi: 6.1. Just in Time 6.2. Push and Pull 6.3. Kanban 6.4. Cellular Manufacturing
LEAN ORGANIZZATION 1. Lean Thinking 2. Principi 3. Dove si applica 4. Risultati attesi 5. In che tempi 6. Principali strumenti e metodi: 6.1. Just in Time 6.2. Push and Pull 6.3. Kanban 6.4. Cellular Manufacturing
ECONOMIA E GESTIONE DELLE IMPRESE Università LUMSA - A.A. 2013-2014 Prof.ssa Laura Michelini
 ECONOMIA E GESTIONE DELLE IMPRESE Università LUMSA - A.A. 2013-2014 Prof.ssa Laura Michelini Università LUMSA - A.A. 2013-2014 Contenuti: - Capitolo 14 Una definizione La funzione di produzione riguarda
ECONOMIA E GESTIONE DELLE IMPRESE Università LUMSA - A.A. 2013-2014 Prof.ssa Laura Michelini Università LUMSA - A.A. 2013-2014 Contenuti: - Capitolo 14 Una definizione La funzione di produzione riguarda
Lean Organization EXCELLENCE CONSULTING OUTSOURCING STRATEGIES ACCOUNTABILITY TRAINING TO CHANGE
 Lean Organization EXCELLENCE CONSULTING OUTSOURCING STRATEGIES ACCOUNTABILITY TRAINING TO CHANGE Indice 1 VISION E OBIETTIVI DELL INIZIATIVA 2 LE MOTIVAZIONI 3 I PRINCIPI DELL ORGANIZAZIONE SNELLA 4 GLI
Lean Organization EXCELLENCE CONSULTING OUTSOURCING STRATEGIES ACCOUNTABILITY TRAINING TO CHANGE Indice 1 VISION E OBIETTIVI DELL INIZIATIVA 2 LE MOTIVAZIONI 3 I PRINCIPI DELL ORGANIZAZIONE SNELLA 4 GLI
Approccio Sistemico all innovazione: il Sistema Lean Ripensare la sterilizzazione dei DM. Sfide organizzative e soluzioni innovative
 Approccio Sistemico all innovazione: il Sistema Lean Ripensare la sterilizzazione dei DM. Sfide organizzative e soluzioni innovative Pisa, 6 febbraio 2015 Una filosofia industriale ispirata al Toyota Production
Approccio Sistemico all innovazione: il Sistema Lean Ripensare la sterilizzazione dei DM. Sfide organizzative e soluzioni innovative Pisa, 6 febbraio 2015 Una filosofia industriale ispirata al Toyota Production
EasyMACHINERY ERPGestionaleCRM. partner
 ERPGestionaleCRM partner La soluzione software per le aziende di produzione di macchine Abbiamo trovato un software e un partner che conoscono e integrano le particolarità del nostro settore. Questo ci
ERPGestionaleCRM partner La soluzione software per le aziende di produzione di macchine Abbiamo trovato un software e un partner che conoscono e integrano le particolarità del nostro settore. Questo ci
SysAround S.r.l. L'efficacia delle vendite è l elemento centrale per favorire la crescita complessiva dell azienda.
 Scheda Il CRM per la Gestione delle Vendite Le organizzazioni di vendita sono costantemente alla ricerca delle modalità migliori per aumentare i ricavi aziendali e ridurre i costi operativi. Oggi il personale
Scheda Il CRM per la Gestione delle Vendite Le organizzazioni di vendita sono costantemente alla ricerca delle modalità migliori per aumentare i ricavi aziendali e ridurre i costi operativi. Oggi il personale
Analisi della catena logistica. Analisi della catena logistica 1
 Analisi della catena logistica Analisi della catena logistica 1 La visione tradizionale della logistica nel settore manifatturiero Utile 4% Costi della Logistica 21% Utile Costi logistici Costi del Marketing
Analisi della catena logistica Analisi della catena logistica 1 La visione tradizionale della logistica nel settore manifatturiero Utile 4% Costi della Logistica 21% Utile Costi logistici Costi del Marketing
Analista tempi e metodi
 Analista tempi e metodi Descrizione del profilo professionale: Il profilo professionale individuato deve assicurare lo studio, l elaborazione ed il rilascio dei cicli di lavorazione delle attività produttive
Analista tempi e metodi Descrizione del profilo professionale: Il profilo professionale individuato deve assicurare lo studio, l elaborazione ed il rilascio dei cicli di lavorazione delle attività produttive
BOX FREE. La gestione avanzata della cartotecnica
 BOX FREE La gestione avanzata della cartotecnica BOX FREE Ambito applicativo Soluzione specifica per la gestione dell area produttiva in Aziende che producono imballi in cartone ondulato, astucci, espositori
BOX FREE La gestione avanzata della cartotecnica BOX FREE Ambito applicativo Soluzione specifica per la gestione dell area produttiva in Aziende che producono imballi in cartone ondulato, astucci, espositori
Il controllo operativo nell area produzione - approvigionamenti. Corso di Gestione dei Flussi di informazione
 Il controllo operativo nell area produzione - approvigionamenti Corso di Gestione dei Flussi di informazione Programmazione operativa della produzione Processo di approvigionamento Programmazione operativa
Il controllo operativo nell area produzione - approvigionamenti Corso di Gestione dei Flussi di informazione Programmazione operativa della produzione Processo di approvigionamento Programmazione operativa
Università degli Studi di Roma Tor Vergata Facoltà di Lettere
 Università degli Studi di Roma Tor Vergata Facoltà di Lettere CORSO DI ECONOMIA AZIENDALE Lezione 4: Le funzioni aziendali Le funzioni aziendali OBIETTIVI DELLA LEZIONE Definire il concetto di funzione
Università degli Studi di Roma Tor Vergata Facoltà di Lettere CORSO DI ECONOMIA AZIENDALE Lezione 4: Le funzioni aziendali Le funzioni aziendali OBIETTIVI DELLA LEZIONE Definire il concetto di funzione
GESTIONE DELLA CAPACITA
 Capitolo 8 GESTIONE DELLA CAPACITA Quale dovrebbe essere la capacità di base delle operations? (p. 298 e segg.) 1 Nel gestire la capacità l approccio solitamente seguito dalle imprese consiste nel fissare
Capitolo 8 GESTIONE DELLA CAPACITA Quale dovrebbe essere la capacità di base delle operations? (p. 298 e segg.) 1 Nel gestire la capacità l approccio solitamente seguito dalle imprese consiste nel fissare
I modelli normativi. I modelli per l eccellenza. I modelli di gestione per la qualità. ! I modelli normativi. ! I modelli per l eccellenza
 1 I modelli di gestione per la qualità I modelli normativi I modelli per l eccellenza Entrambi i modelli si basano sull applicazione degli otto principi del TQM 2 I modelli normativi I modelli normativi
1 I modelli di gestione per la qualità I modelli normativi I modelli per l eccellenza Entrambi i modelli si basano sull applicazione degli otto principi del TQM 2 I modelli normativi I modelli normativi
DIMINUIRE I COSTI CON IL SISTEMA QUALITA
 DIMINUIRE I COSTI CON IL SISTEMA QUALITA Lo so che è un argomento impopolare; la mia tesi è che si puo' usare un sistema qualità per abbassare i costi invece che fabbricare carte false. L idea mi è venuta
DIMINUIRE I COSTI CON IL SISTEMA QUALITA Lo so che è un argomento impopolare; la mia tesi è che si puo' usare un sistema qualità per abbassare i costi invece che fabbricare carte false. L idea mi è venuta
RICERCA DEI SERIVIZI NELL EVOLUZIONE DELLA SUPPLY CHAIN
 RICERCA DEI SERIVIZI NELL EVOLUZIONE DELLA SUPPLY CHAIN Le strategie adottate dalle imprese nel gestire le fasi a monte del processo produttivo sono cambiate seguendo una traiettoria ben precisa. Le tappe
RICERCA DEI SERIVIZI NELL EVOLUZIONE DELLA SUPPLY CHAIN Le strategie adottate dalle imprese nel gestire le fasi a monte del processo produttivo sono cambiate seguendo una traiettoria ben precisa. Le tappe
Manuale del Sistema di Gestione Integrato per la Qualità e l Ambiente INDICE
 Pag. 1 di 5 RESPONSABILITÀ DELLA DIREZIONE INDICE 1. Scopo... 2 2. Principi guida... 2 3. Politica per la qualità e l Ambiente... 2 4. Pianificazione... 2 5. Responsabilità, autorità e comunicazione...
Pag. 1 di 5 RESPONSABILITÀ DELLA DIREZIONE INDICE 1. Scopo... 2 2. Principi guida... 2 3. Politica per la qualità e l Ambiente... 2 4. Pianificazione... 2 5. Responsabilità, autorità e comunicazione...
I Tempi e Metodi nella Logistica Produttiva: un caso aziendale
 I Tempi e Metodi nella Logistica Produttiva: un caso aziendale È possibile parlare di logistica produttiva? Ed è possibile parlare di tempi e metodi nell ambito della logistica aziendale? Sempre più la
I Tempi e Metodi nella Logistica Produttiva: un caso aziendale È possibile parlare di logistica produttiva? Ed è possibile parlare di tempi e metodi nell ambito della logistica aziendale? Sempre più la
Barcode Inventory System
 Barcode Inventory System BIS è un sistema di front-end che permette di collegare le funzioni di campo proprie della gestione del magazzino con il sistema informativo ERP. Progettato essenzialmente come
Barcode Inventory System BIS è un sistema di front-end che permette di collegare le funzioni di campo proprie della gestione del magazzino con il sistema informativo ERP. Progettato essenzialmente come
IL MODELLO SCOR. Agenda. La Supply Chain Il Modello SCOR SCOR project roadmap. Prof. Giovanni Perrone Ing. Lorena Scarpulla. Engineering.
 Production Engineering Research WorkGROUP IL MODELLO SCOR Prof. Giovanni Perrone Ing. Lorena Scarpulla Dipartimento di Tecnologia Meccanica, Produzione e Ingegneria Gestionale Università di Palermo Agenda
Production Engineering Research WorkGROUP IL MODELLO SCOR Prof. Giovanni Perrone Ing. Lorena Scarpulla Dipartimento di Tecnologia Meccanica, Produzione e Ingegneria Gestionale Università di Palermo Agenda
Che cos è. KanbanBOX è un servizio web-based che supporta l'azienda nell implementare, gestire e mantenere il flusso dei materiali a kanban.
 www.kanbanbox.com Che cos è KanbanBOX è un servizio web-based che supporta l'azienda nell implementare, gestire e mantenere il flusso dei materiali a kanban. KanbanBOX è basato sui concetti di kanban elettronico
www.kanbanbox.com Che cos è KanbanBOX è un servizio web-based che supporta l'azienda nell implementare, gestire e mantenere il flusso dei materiali a kanban. KanbanBOX è basato sui concetti di kanban elettronico
SCELTA DELL APPROCCIO. A corredo delle linee guida per l autovalutazione e il miglioramento
 SCELTA DELL APPROCCIO A corredo delle linee guida per l autovalutazione e il miglioramento 1 SCELTA DELL APPROCCIO l approccio all autovalutazione diffusa può essere normale o semplificato, a seconda delle
SCELTA DELL APPROCCIO A corredo delle linee guida per l autovalutazione e il miglioramento 1 SCELTA DELL APPROCCIO l approccio all autovalutazione diffusa può essere normale o semplificato, a seconda delle
Corso di Gestione dell Informazione Aziendale. Processi snelli GIA-L04 terza parte
 UNIVERSITÀ DEGLI STUDI DI BERGAMO Corso di Gestione dell Informazione Aziendale prof. Paolo Aymon Processi snelli terza parte UNIVERSITÀ DEGLI STUDI DI BERGAMO Processi snelli Corso di Gestione dell Informazione
UNIVERSITÀ DEGLI STUDI DI BERGAMO Corso di Gestione dell Informazione Aziendale prof. Paolo Aymon Processi snelli terza parte UNIVERSITÀ DEGLI STUDI DI BERGAMO Processi snelli Corso di Gestione dell Informazione
Soluzioni integrate per la gestione del magazzino
 Soluzioni integrate per la gestione del magazzino whsystem Light è la versione di whsystem dedicata alla gestione di magazzini convenzionali. Questa variante prevede un modulo aggiuntivo progettato per
Soluzioni integrate per la gestione del magazzino whsystem Light è la versione di whsystem dedicata alla gestione di magazzini convenzionali. Questa variante prevede un modulo aggiuntivo progettato per
L uso della Balanced Scorecard nel processo di Business Planning
 L uso della Balanced Scorecard nel processo di Business Planning di Marcello Sabatini www.msconsulting.it Introduzione Il business plan è uno strumento che permette ad un imprenditore di descrivere la
L uso della Balanced Scorecard nel processo di Business Planning di Marcello Sabatini www.msconsulting.it Introduzione Il business plan è uno strumento che permette ad un imprenditore di descrivere la
Il nostro concetto di business
 Il nostro concetto di business Il concetto di business GOANDPLY ruota attorno a tre elementi principali: la volontà di mettere a disposizione delle aziende le proprie idee, creatività, knowledge ed esperienza
Il nostro concetto di business Il concetto di business GOANDPLY ruota attorno a tre elementi principali: la volontà di mettere a disposizione delle aziende le proprie idee, creatività, knowledge ed esperienza
Esperienze. gestione. risorse. * Qualità INVENTARIO. * Produttività. * Controllo di GESTIONE FORNITORE. * Monitoraggio GESTIONE LISTE DI CARICO
 CONTROLLO DI GESTIONE Esperienze GESTIONE STATO APPARATI GESTIONE FORNITORE INVENTARIO GESTIONE LISTE DI CARICO * Qualità * Produttività * Controllo di gestione * Monitoraggio risorse TRACCIABILITA PRODOTTI
CONTROLLO DI GESTIONE Esperienze GESTIONE STATO APPARATI GESTIONE FORNITORE INVENTARIO GESTIONE LISTE DI CARICO * Qualità * Produttività * Controllo di gestione * Monitoraggio risorse TRACCIABILITA PRODOTTI
Corso di. Analisi e contabilità dei costi
 Corso di Analisi e Contabilità dei Costi Prof. 1_I costi e il sistema di controllo Perché analizzare i costi aziendali? La CONOSCENZA DEI COSTI (formazione, composizione, comportamento) utile EFFETTUARE
Corso di Analisi e Contabilità dei Costi Prof. 1_I costi e il sistema di controllo Perché analizzare i costi aziendali? La CONOSCENZA DEI COSTI (formazione, composizione, comportamento) utile EFFETTUARE
ISO/IEC 2700:2013. Principali modifiche e piano di transizione alla nuova edizione. DNV Business Assurance. All rights reserved.
 ISO/IEC 2700:2013 Principali modifiche e piano di transizione alla nuova edizione ISO/IEC 27001 La norma ISO/IEC 27001, Information technology - Security techniques - Information security management systems
ISO/IEC 2700:2013 Principali modifiche e piano di transizione alla nuova edizione ISO/IEC 27001 La norma ISO/IEC 27001, Information technology - Security techniques - Information security management systems
Corso formazione su Sistema di gestione della qualità. Standard ISO 9001:2000/2008 Vision 2000
 Corso formazione su Sistema di gestione della qualità Standard ISO 9001:2000/2008 Vision 2000 Concetto di qualità La parola Qualità sta a significare l'insieme delle caratteristiche di un prodotto/servizio
Corso formazione su Sistema di gestione della qualità Standard ISO 9001:2000/2008 Vision 2000 Concetto di qualità La parola Qualità sta a significare l'insieme delle caratteristiche di un prodotto/servizio
Logistica industriale e gestione degli approvvigionamenti
 Logistica industriale e gestione degli approvvigionamenti ECONOMIA E GESTIONE DELLE IMPRESE CAP. 16 Una definizione La logistica è il sistema di connessione tra l approvvigionamento dei materiali, la trasformazione
Logistica industriale e gestione degli approvvigionamenti ECONOMIA E GESTIONE DELLE IMPRESE CAP. 16 Una definizione La logistica è il sistema di connessione tra l approvvigionamento dei materiali, la trasformazione
03. Il Modello Gestionale per Processi
 03. Il Modello Gestionale per Processi Gli aspetti strutturali (vale a dire l organigramma e la descrizione delle funzioni, ruoli e responsabilità) da soli non bastano per gestire la performance; l organigramma
03. Il Modello Gestionale per Processi Gli aspetti strutturali (vale a dire l organigramma e la descrizione delle funzioni, ruoli e responsabilità) da soli non bastano per gestire la performance; l organigramma
Gestione Turni. Introduzione
 Gestione Turni Introduzione La gestione dei turni di lavoro si rende necessaria quando, per garantire la continuità del servizio di una determinata struttura, è necessario che tutto il personale afferente
Gestione Turni Introduzione La gestione dei turni di lavoro si rende necessaria quando, per garantire la continuità del servizio di una determinata struttura, è necessario che tutto il personale afferente
La gestione delle scorte tramite il punto di riordino ed il lotto economico
 La gestione delle scorte tramite il punto di riordino ed il lotto economico 1. Introduzione Le Scorte sono costituite in prevalenza da materie prime, da accessori/componenti, da materiali di consumo. Rappresentano
La gestione delle scorte tramite il punto di riordino ed il lotto economico 1. Introduzione Le Scorte sono costituite in prevalenza da materie prime, da accessori/componenti, da materiali di consumo. Rappresentano
La gestione della qualità nelle aziende aerospaziali
 M Premessa La AS 9100 è una norma ampiamente adottata in campo aeronautico ed aerospaziale dalle maggiori aziende mondiali del settore, per la definizione, l utilizzo ed il controllo dei sistemi di gestione
M Premessa La AS 9100 è una norma ampiamente adottata in campo aeronautico ed aerospaziale dalle maggiori aziende mondiali del settore, per la definizione, l utilizzo ed il controllo dei sistemi di gestione
leaders in engineering excellence
 leaders in engineering excellence engineering excellence Il mondo di oggi, in rapida trasformazione, impone alle imprese di dotarsi di impianti e macchinari più affidabili e sicuri, e di più lunga durata.
leaders in engineering excellence engineering excellence Il mondo di oggi, in rapida trasformazione, impone alle imprese di dotarsi di impianti e macchinari più affidabili e sicuri, e di più lunga durata.
GESTIONE DELLE TECNOLOGIE AMBIENTALI PER SCARICHI INDUSTRIALI ED EMISSIONI NOCIVE LEZIONE 10. Angelo Bonomi
 GESTIONE DELLE TECNOLOGIE AMBIENTALI PER SCARICHI INDUSTRIALI ED EMISSIONI NOCIVE LEZIONE 10 Angelo Bonomi CONSIDERAZIONI SUL MONITORAGGIO Un monitoraggio ottimale dipende dalle considerazioni seguenti:
GESTIONE DELLE TECNOLOGIE AMBIENTALI PER SCARICHI INDUSTRIALI ED EMISSIONI NOCIVE LEZIONE 10 Angelo Bonomi CONSIDERAZIONI SUL MONITORAGGIO Un monitoraggio ottimale dipende dalle considerazioni seguenti:
EVOLUZIONE DELLE INIZIATIVE PER LA QUALITA : L APPROCCIO SIX SIGMA
 http://www.sinedi.com ARTICOLO 3 LUGLIO 2006 EVOLUZIONE DELLE INIZIATIVE PER LA QUALITA : L APPROCCIO SIX SIGMA A partire dal 1980 sono state sviluppate diverse metodologie per la gestione della qualità
http://www.sinedi.com ARTICOLO 3 LUGLIO 2006 EVOLUZIONE DELLE INIZIATIVE PER LA QUALITA : L APPROCCIO SIX SIGMA A partire dal 1980 sono state sviluppate diverse metodologie per la gestione della qualità
IL PROCESSO OBIETTIVI PRIMARI DELLA SOLUZIONE
 IL PROCESSO La soluzione informatica SIX Laundry Management è una completa soluzione per la gestione della rintracciabilità nei processi di ricondizionamento e lavaggio dei capi legati a: Biancheria piana
IL PROCESSO La soluzione informatica SIX Laundry Management è una completa soluzione per la gestione della rintracciabilità nei processi di ricondizionamento e lavaggio dei capi legati a: Biancheria piana
COS È. Il sistema consente di pianificare acquistare immagazzinare inventariare amministrare controllare il magazzino di cantiere.
 COS È La soluzione informatica per la gestione del Magazzino di cantiere nasce per risolvere e gestire le problematiche legate alla gestione magazzino di cantiere. Il sistema consente di pianificare acquistare
COS È La soluzione informatica per la gestione del Magazzino di cantiere nasce per risolvere e gestire le problematiche legate alla gestione magazzino di cantiere. Il sistema consente di pianificare acquistare
Le prestazioni della Supply Chain
 Le prestazioni della Supply Chain L ottenimento dell adattamento strategico e la sua portata Le prestazioni della Supply Chain 1 Linea guida Le strategie Competitiva e della supply chain L ottenimento
Le prestazioni della Supply Chain L ottenimento dell adattamento strategico e la sua portata Le prestazioni della Supply Chain 1 Linea guida Le strategie Competitiva e della supply chain L ottenimento
Corsi di MIGLIORAMENTO CONTINUO
 Corsi di MIGLIORAMENTO CONTINUO Il miglioramento deve costituire un requisito centrale nella vita di una azienda per affrontare con successo le sfide di un mercato globale sempre più competitivo. Varie
Corsi di MIGLIORAMENTO CONTINUO Il miglioramento deve costituire un requisito centrale nella vita di una azienda per affrontare con successo le sfide di un mercato globale sempre più competitivo. Varie
MANUALE DELLA QUALITÀ Pag. 1 di 10
 MANUALE DELLA QUALITÀ Pag. 1 di 10 INDICE IL SISTEMA DI GESTIONE DELLA QUALITÀ Requisiti generali Responsabilità Struttura del sistema documentale e requisiti relativi alla documentazione Struttura dei
MANUALE DELLA QUALITÀ Pag. 1 di 10 INDICE IL SISTEMA DI GESTIONE DELLA QUALITÀ Requisiti generali Responsabilità Struttura del sistema documentale e requisiti relativi alla documentazione Struttura dei