Environment Six Sigma
|
|
|
- Antonia Meloni
- 9 anni fa
- Просмотров:
Транскрипт
1 Environment Six Sigma Uno strumento per la riduzione dell impatto ambientale e dei costi di funzionamento nello stabilimento di Bricherasio Marco Vallone HS&E Manager Black Belt Six Sigma TRW Automotive Italia Torino, 12 Maggio

2 Propositi dell intervento Il principale proposito di questo intervento è quello di fornire evidenza di come un approccio orientato al miglioramento dei processi aziendali oltre ad essere condizione indispensabile per ottenere successo sul mercato, può rappresentare un ottima opportunità in tema di sostenibilità ambientale e di riduzione dei costi di funzionamento di stabilimento. In questo senso il progetto Environment Six Sigma, progetto e strumento ideato dallo scrivente e sviluppato in TRW Automotive Italia, a cui è stato assegnato il Premio Nazionale Qualità per l Innovazione 2011 promosso da AICQ e Federmanager, può contribuire ad agevolare l innovazione green in ogni contesto aziendale.

3 L iniziativa Six Sigma in TRW Automotive Italia TRW Automotive Italia ha avviato l iniziativa Six Sigma nell ormai lontano 2002 prevedendo una sistematica formazione delle figure Green Belt, che, a partire dal management, ha interessato tutti i livelli dell organizzazione, in ogni settore. Inoltre sono state formate le figure Black Belt il cui compito è principalmente quello di fornire supporto allo sviluppo dei progetti Six Sigma di stabilimento.


4 I benefici dell iniziativa Six Sigma L iniziativa Six Sigma si è dimostrata, nel corso degli anni, un utile, consistente ed efficace incentivo al miglioramento, ha favorito il cambiamento ed ha consentito di sviluppare e completare numerosi progetti riguardanti molti processi aziendali. Inoltre si sono ottenuti anche apprezzabili riduzioni di costo.

5 Environment Six Sigma - Motivazioni del Progetto Il consolidamento dell applicazione dei sistemi di gestione ambientale ha consentito di ottenere in molte organizzazioni: - significative riduzioni di impatto ambientale, - un percorso virtuoso di miglioramento continuo e di porre l ambiente tra gli argomenti strategici di sviluppo. Tuttavia l esperienza maturata negli anni nello sviluppo dei sistemi di gestione ambientale in una organizzazione strutturata e standardizzata come TRW Automotive Italia mi ha fatto constatare come, con il passare del tempo, fosse sempre più difficile proporre un Programma Ambientale efficace pianificando progetti di miglioramento concretamente realizzabili.

6 Environment Six Sigma - Obiettivi del Progetto Il progetto si è proposto lo sviluppo di uno strumento operativo di studio ed analisi concretamente utilizzabile in tutte le aree aziendali ed in grado di valorizzarle da un punto di vista ambientale perché capace di: individuare ogni possibilità di riduzione di impatto ambientale dei processi, essere fattivamente orientato verso uno sviluppo sostenibile, coniugare gli obiettivi di rispetto dell ambiente con quelli di natura economica.

7 Environment Six Sigma - I Principi del Progetto L applicazione degli standard internazionali per la Qualità, per l Ambiente e la Sicurezza trova comune fondamento nella gestione dei processi aziendali e si propone di elevarne le prestazioni attraverso il percorso del miglioramento continuo. Il Progetto si basa sul principio secondo il quale la variabilità insita in ogni processo aziendale determina, in misura più o meno rilevante, uno o più specifici impatti ambientali. La variabilità può essere considerata, in un qualsiasi processo, indicatore di inefficienza e spreco che, in molti casi, influisce sugli impatti ambientali determinati da ciascuno. Quindi una sua sistematica diminuzione migliora il processo rendendolo anche più sostenibile dal punto di vista ambientale. LSL Sigma USL DPMO

8 Environment Six Sigma - I Principi del Progetto Lo strumento più efficace per la misura della variabilità dei processi e la ricerca delle cause che la determinano è senz altro rappresentata dalla metodologia Six Sigma e dal suo pragmatico approccio DMAIC. Essa fornisce infatti gli strumenti necessari per individuare e sviluppare le migliori soluzioni per ottenere processi stabili a minima variabilità.

9 Environment Six Sigma - II Metodo del Progetto Partendo dal principio esposto, il progetto si basa su un apposito modello di studio, denominato Environment Six Sigma che prevede l identificazione dei processi e sottoprocessi aziendali attraverso apposite flow chart a cui si associano sistematicamente le grandezze ambientali in input ed output per ogni fase, con i relativi indicatori ambientali e di costo. Questa modalità consente di far emergere tutti i possibili potenziali progetti di miglioramento ambientale associati ai processi aziendali. Essi dovranno svilupparsi con il metodo Six Sigma, al fine di individuare e minimizzare gli impatti ambientali ed economici.

10 Environment Six Sigma - II Metodo del Progetto Il modello prevede l identificazione progressiva di tutti i processi aziendali caratterizzandoli come indicato. Input ambientali per fase di processo (tipologia, entità e costi) Output ambientali per fase di processo (tipologia, entità e costi) Riepilogo input ambientali per fase di processo (tipologia, entità e costi) Riepilogo input ambientali per fase di processo (tipologia, entità e costi) Definizione dei Progetti Ambientali Six Sigma per i processi analizzati (Da attuarsi secondo priorità)
 Riepilogo input ambientali per fase di processo (tipologia,")
11 Environment Six Sigma - I Risultati del Progetto Per i progetti selezionati secondo criteri di priorità ed inseriti nel Programma Ambientale il modello Environment Six Sigma prevede: Un Project Charter Una Storyboard Essi si propongono di agevolare gli autori dei progetti ambientali nella formalizzazione delle caratteristiche chiave delle attività completate, al fine di mantenerne memoria ed utilizzarle nuovamente in caso di possibili nuove applicazioni, revisioni o replicazioni su altri processi simili.

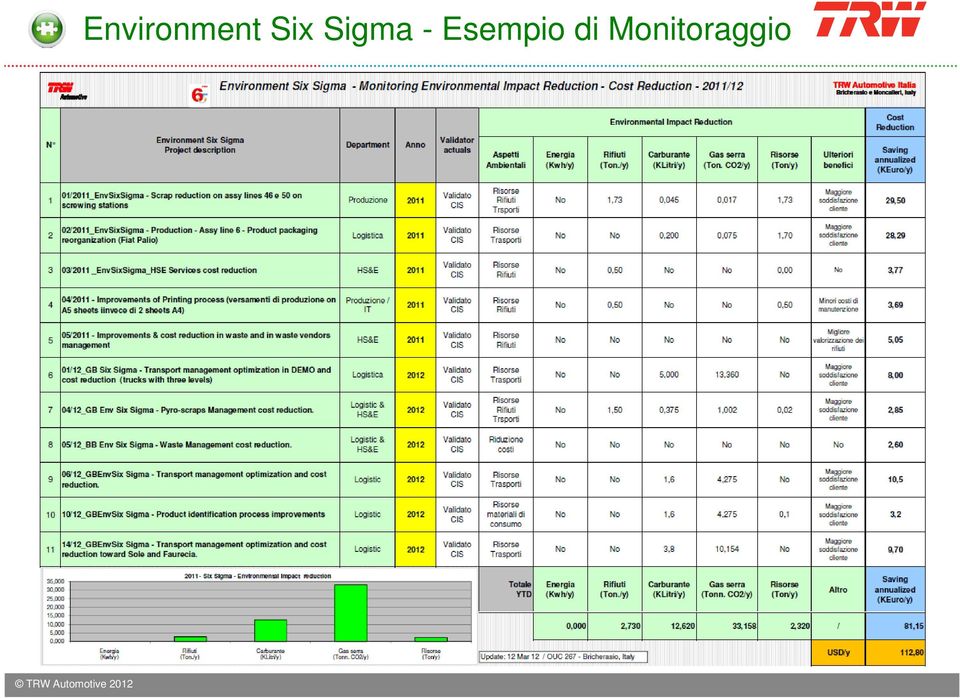
12 Environment Six Sigma - I Risultati del Progetto E previsto inoltre un sistema di monitoraggio dei progetti completati e validati che consente di disporre dell evidenza dei progressi di riduzione di impatto ambientale e di riduzione costi conseguiti.


13 Environment Six Sigma - Esempi di Storyboard

14 Environment Six Sigma - Esempi di Storyboard

15 Environment Six Sigma - Esempi di Storyboard

16 Environment Six Sigma - Esempi di Storyboard


17 Environment Six Sigma - Esempio di Monitoraggio
18 Environment Six Sigma - Un esempio di progetto A titolo d esempio, di seguito si desiderano illustrare le fasi di sviluppo di uno specifico progetto Six Sigma, rilevante ai fini ambientali e che riguarda lo spreco di risorse e una conseguente rilevante produzione di rifiuti dovuto ad un eccessivo scarto generato da un processo di stampaggio di un particolare per cinture di sicurezza. Verranno quindi brevemente illustrate le modalità applicative della metodologia Six Sigma secondo le fasi del menzionato approccio DMAIC. Effort D M A I C

19 Environment Six Sigma - Un esempio di progetto Lo stabilimento si occupa dello stampaggio, con n. 4 presse ad iniezione, di uno specifico particolare in plastica per cinture di sicurezza chiamato copri anello. Il personale preposto al controllo finale del prodotto sta registrando un eccessivo numero di particolari di scarto. Il processo determina dunque un significativo spreco di risorse, genera rifiuti ed ha dei costi elevati. 19

20 Origine e stato del problema: impatto ambientale Nello specifico, l impatto ambientale complessivo calcolato e relativo allo scarto generato dal processo in studio è così quantificabile: - Produzione di copri anello annua prevista: pz. - Scarto iniziale: 8,5% (approx pz./y). - Peso del singolo copri anello: approx. 40 gr. Impatto ambientale diretto: quantità annuale di rifiuto generato da scarto: approx. 2,0 Ton. Impatti ambientali indiretti: maggior consumo di energia elettrica, movimentazioni interne, maggiori trasporti verso cliente ( ). 20

21 Origine e stato del problema: il processo La resina viene introdotta nel cilindro tramite la tramoggia. La resina viene fatta avanzare attraverso il Stampo Cilindro cilindro mediante la rotazione di un meccanismo a vite. Tramoggia Generatore potenza idraulica La resina plastica passa attraverso tre zone all interno del cilindro per il processo di plastificazione. Nella prima zona avviene l alimentazione ed inizia il processo di fusione della resina mentre nella seconda si completa il processo di fusione. La terza è una zona calibrata dove la resina fusa viene iniettata all interno dello stampo. 21
22 Origine e stato del problema: il processo La pressa di TRW che produce i coperchi. I coperchi finiti sono fatti cadere dallo stampo in un nastro convogliatore. Tramoggia dove la resina passa nel cilindro. Cilindro dove avviene la plastificazione. Vista dello stampo aperto. Nello stampo aperto si possono vedere i coperchi finiti. I coperchi cominciano ad essere espulsi dallo stampo
23 Origine e stato del problema: il processo Coperchi finiti sul nastro convogliatore. I coperchi finiti sono sottoposti a controllo.
24 Origine e stato del problema: il processo Le seguenti variabili sono tra quelle presenti nel processo: - Fornitore del polipropilene - Temperature delle tre zone del cilindro - Temperatura dell ugello di iniezione - Numero delle figure stampo (pari a 4) - Temperatura dello stampo - Velocità della vite di alimentazione - Tempo di iniezione - Pressione di iniezione - Tre turni I P O ΣX i ΣX p ΣY o Y = f(x 1i_p, x 2i_p, x 3i_p, x ii_p )
25 Origine e stato del problema: il difetto Le ragioni dello scarto, che rendono bassa la capacità del processo, sono sembrati, da una prima analisi, riconducibili essenzialmente al diametro del foro del copri anello, affetto da rilevante variabilità. Preliminarmente non si disponeva di alcuna analisi di dettaglio. Erano state espresse alcune opinioni in merito alla soluzione al problema (quali ad esempio i parametri del processo, stabilità nei turni, le figure dello stampo) ma nessuna sembrava esaustiva nel fornire una attendibile spiegazione al fenomeno.
26 Six Sigma e DMAIC: Define - Project Charter Green Belt Project Charter Nome progetto Riduzione scarto del Coprianello Data Inizio: July 1, 2009 Data Fine: Sept 30, 2009 Dettagli progetto Define Il Project Charter Definizione dei confini del progetto Descrizione Progetto Business Case Descrizione Problema Processo & Propietario Campo d Azione d Start: Stop: Includes: Excludes: Obbiettivi ivi del Progetto Ridurre rateo di scarto Riduzione della produzione di rifiuti Trasporti Ridurre la percentuale di scarto sul processo di stampaggio del copri anello del 50 % Lo scarto nel processo di stampaggio del copri anello è aumentato negli ultimi sei mesi. Un turno di produzione è stato aggiunto, il servizio al cliente è peggiorato e l incremento di produzione non è tale da garantire i fabbisogni di nuovi mercati. Gli impatti ambientali associati al processo sono peggiorati determinando un elevato consumo di risorse e di rifiuti con l incremento anche dell impatto associato al numero maggiore di trasporti necessari per fra fronte alle richieste del cliente. Come ridurre il rateo di scarto del copri anello nel processo di stampaggio del 50% entro 2 mesi Processo di stampaggio del copri anello per cinture di sicurezza; Responsabile Produzione Unità di Misura Resina posizionata nella tramoggia Particolari spediti all assemblaggio Processo di stampaggio del copri anello. Tutti i turni Altre linee di prodotto. Processi di assemblaggio e spedizione del copri anello Iniziale Attuale Obbiettivo Entitlement % di difetti 8% di difetti 8% di difetti 4% di difetti / Tonn 2 ton. 2 ton 1 tonn / TonnCo 2 TBD TBD TBD / Risultati Economici attesi Riduzione del rateo di scarto del processo di stampaggio del copri anello del 50% per una efficienza annuale di Benefici attesi per il cliente Un particolare di alta qualità in rispetto delle specifiche del Cliente. Miglioramento della puntualità delle consegne e del servizio al Cliente. Membri del team Responsabile Qualità, Ispettori, Supervisori Stampaggio ed Operatori Macchina, Manufacturing Engineer Supporto Richiesto Money Belt, Responsabile Produzione
27 Six Sigma e DMAIC: Define - SIPOC Fornitori Inputs Processo Outputs Clienti Fornitore resina Materiale Coperchi QA Define SIPOC Magazzino Stampi Operatori Produttore Pressa Stampi Parametri macchina Pressa per stampaggio Ad iniezione Stampaggio ad iniezione del copri anello Scarti Risultati Test Rintracciabilità OEM Reparto Assemblaggio HS&E Cliente Specifiche Fasi del Processo Resina nel cilindro Plastificazione Stampaggio Controllo Coperchi all assemblaggio
28 Six Sigma e DMAIC: Define - CTQs Diametro sede perno incompleto Inserto non assemblabile Bave eccessive nella sede Sede ovalizzata Gloss non a specifica Define CTQ s Coprianello fuori specifica o con scarsa qualità Estetica non conforme Colore non corrispondente al Master Finitura non conforme Rigature Difetti di stampaggio Linee di flusso visibili Pezzi incompleti Difficile da misurare Più facile da misurare
29 Six Sigma e DMAIC: Measure Measure Causa Effetto Strumenti Ambiente GR&R non buono Mancanza di Accuratezza Per Attributi vs Per Variabili Umidità Diagramma Causa Effetto per sede perno Tre turni Alte Temperature Materiale Metodi Fornitore Resina Uomo Tre Turni % Materia Prima Riutilizzata Pressione di Stampaggio Temperatura stampo Temperature cilindro Tempo ciclo Screw Speed Convogliatore Macchina Parametri processo Ispettori Convogliatore 4 figure stp Temperatura stampo Stampo danneggiato Condizioni stampo Individuazione delle variabili significative Dimensione sede Perno
30 Six Sigma e DMAIC: Measure Measure Basic Stats Caratterizzazione statistica dei dati del processo (Media, Mediana e l ampiezza delle misure e la deviazione standard di un set di dati). L obiettivo è quello di ottenere dati attuali e attendibili sul funzionamento del processo relativamente al diametro della sede del perno sul coperchio quale variabile più rilevante individuata. Occorre quindi analizzare i dati e determinare la media, la mediana, l ampiezza delle misure e la deviazione standard relativi alla dimensione della sede del perno % Confidence Interval for Mu % Confidence Interval for Median Descriptive Statistics Variable: Diam eter Anderson-Darling Normality Test A-Squared: P-Value: Mean StDev Variance Skewness Kurtosis N Minimum 1st Quartile Median 3rd Quartile Maximum E E % Confidence Interval for Mu % Confidence Interval for Sigma % Confidence Interval for Median Descriptive Statistics: Diameter Variable N Mean Median TrMean StDev SE Mean Diameter Variable Minimum Maximum Q1 Q3 Diameter
31 Six Sigma e DMAIC: Measure Measure MSA Verifica della ripetibilità e riproducibilità del Sistema di Misura Gage R&R Source VarComp (of VarComp) Total Gage R&R 1.39E Repeatability 4.11E Reproducibility 1.39E Operator 1.28E Operator*Part 1.07E Part-To-Part 7.72E Total Variation 2.16E Sample Range Sample Mean Studio Gage R&R per variabili Gage R&R (ANOVA) for Measurement Percent Gage R&R Repeat Reprod Part-to-Part R Chart by Operator Andreas Mike Sylvia Xbar Chart by Operator Andreas Mike Sylvia Components of Variation UCL= R= LCL=0 %Contribution %Study Var Mean=15.20 UCL=15.20 LCL=15.20 %Tolerance Av erage Part Gage name: Date of study: Reported by: Tolerance: Misc: Operator Andreas Mike Sylvia.30 By Part A B C D E F By Operator Operator*Part Interaction Operator Part A B C D E F Andreas Mike Sylvia StdDev Study Var %Study Var %Tolerance Source (SD) (5.15*SD) (%SV) (SV/Toler) Runchart of Measurement by Part, Operator Gage name: Date of study: Reported by: Tolerance: Misc: Andreas Mike Sylvia Total Gage R&R 3.73E Repeatability 2.03E Reproducibility 3.72E Operator 3.58E Operator*Part 1.03E Part-To-Part 2.78E Total Variation 4.65E Measurement Part A B C D E F 31
32 Six Sigma e DMAIC: Measure Measure Capability Capacità iniziale di processo iniziale Pp = 1.06, Ppk = 0.74 Verifica della distribuzione Percent Normal Probability Plot for Hole Diamete ML Estimates - 95% CI ML Estimates Mean StDev Goodness of Fit AD* Process Capability Sixpack for Dimension 1 Individual Value Mov.Range Obser Indiv idual and MR Chart UCL=15.31 Mean=15.15 LCL=15.00 UCL= R= Capability Histogram Normal Prob Plot 15.0 Process Data USL Target * LSL Mean Sample N 100 StDev (Within) StDev (Overall) Data Process Capability Analysis for Dimension LSL USL Within Overall Values Last 25 Observ ations 90 Observation Number 100 LCL=0 StDev: Cp: Cpk: StDev: Pp: Ppk: Within Overall Capability Plot Process Tolerance Within I I Overall I I I Specifications I I I Potential (Within) Capability Cp 0.99 CPU 1.29 CPL 0.69 Cpk 0.69 Cpm * Overall Capability Pp 1.06 PPU 1.38 PPL 0.74 Ppk Observed Performance PPM < LSL PPM > USL 0.00 PPM Total Exp. "Within" Performance PPM < LSL PPM > USL PPM Total Exp. "Overall" Performance PPM < LSL PPM > USL PPM Total
33 Six Sigma e DMAIC: Analyze Analyze Hyp-Tests T-test, F-test: attraverso l impiego dei Test delle Ipotesi si è indagato circa le relazioni tra l incremento del tempo di iniezione (0,7, 1,0 e 1,3 sec, ammessi nel processo) e l impatto sull incremento del diametro per le figure dello stampo. Si è osservato che quando il tempo di iniezione aumenta (da 0,7 a 1,0 ed a 1,3 sec.) il p-value diminuisce. In breve le figure dello stampo sembrano maggiormente differenti non appena il tempo di iniezione aumenta. Dunque si è ottenuta evidenza che quando il tempo di iniezione aumenta le figure dello stampo producono diametri differenti. Two-Sample T-Test and CI: Defect Rate, Method 0.12 Boxplots of Defect R by Method (means are indicated by solid circles) Two-sample T for Defect Rate Method N Mean StDev SE Mean imp old Defect Rate Difference = mu (imp1) - mu (old ) 0.05 Estimate for difference: imp1 Method 95% CI for difference: ( , ) T-Test of difference = 0 (vs not =): T-Value = P-Value = DF = old
34 Six Sigma e DMAIC: Analyze Analyze Regression Il gruppo di lavoro Six Sigma ha condotto uno studio analizzando l influenza del tempo di iniezione sul diametro del foro. Per un dato tempo di iniezione, il diametro del foro è stato misurato. Attraverso lo strumento della regressione si è identificata la relazione lineare che lega il tempo di iniezione e il diametro del foro ed i fattori di correlazione. Si è desunto quindi il tempo di iniezione più appropriato per la stabilizzazione del diametro del foro, in funzione delle specifiche. Correlations: Pack time, Diameter Pearson correlation of Pack time and Diameter = P-Value = 0.000
35 Six Sigma e DMAIC: Improve Improve Piloting Implementation Standardization Si è quindi proceduto a consolidare l evidenza ottenuta attraverso prove pilota e, successivamente, per mezzo di una nuova raccolta dati ed analisi nelle condizioni di processo modificato, sono stati confermati i risultati di miglioramento. Si è quindi ottimizzato operativamente il processo migliorato, con il supporto di tutti i soggetti interessati. Descriptive Statistics Variable: Diam eter prima dopo Anderson-Darling Normality Test A-Squared: P-Value: implementazione dei cambiamenti della fase 4 } miglioramento } obiettivo % Confidence Interval for Mu Mean StDev Variance Skewness Kurtosis N Minimum 1st Quartile Median 3rd Quartile Maximum E E % Confidence Interval for Mu % Confidence Interval for Sigma prima dopo 95% Confidence Interval for Median % Confidence Interval for Median
36 Six Sigma e DMAIC: Control Control Monitoring Lesson learned Replication Il processo è successivamente stato monitorato per un intervallo di tempo rappresentativo e tale da fornire la necessaria e certa evidenza di diminuzione consolidata D-Ring Cover della sua variabilità. Reject From July 1, Sept 30, Before Post Handling Post Pack Time Il nuovo processo è quindi stato standardizzato operativamente secondo le nuove modalità, con un ulteriore coinvolgimento di tutti i soggetti interessati. Defect Ra ate Jul-09 pre 30-Jul-09 1-Sept Sept Sept-09 Date P Chart for Qty Reje by Phase handle p-time E stata valutata inoltre la possibilità di replication del progetto. Proportion Sample Number UCL= P= LCL=
37 Six Sigma e DMAIC: Control Control Closure Conclusioni La percentuale di scarto media iniziale era 0,085. Dopo l ottimizzazione del tempo di iniezione la media della percentuale di scarto è divenuta pari a 0,027. Il goal era di ridurre la percentuale di scarto al 4%, obiettivo che è stato superato (2,7%). Il progetto è stato completato in circa 8 settimane e il risultato economico è pari ad un risparmio annualizzato di circa /y. Riduzione di Impatto Ambientale: a parità di volume, gli scarti generati si sono ridotti di circa il 70% e la produzione annua di rifiuti associata al processo è passata da circa 2 Ton. a circa 0,65 Ton. con un ulteriore risparmio di circa 0,5 K /y. E possibile inoltre esprimere il risparmio di energia od i trasporti evitati ad esempio in Ton. di CO 2 /y. DEFECT SIGMA YIELD RATE LEVEL % % % 3.43
38 Environment Six Sigma - Conclusioni In conclusione, il modello Environment Six Sigma, insieme alla potenzialità della metodologia Six Sigma, può contribuire al consolidamento del Programma Ambientale aziendale attraverso la definizione ed attuazione di progetti di riduzione di impatto ambientale che consentono di ottenere, al contempo, processi migliori ed una riduzione apprezzabile dei loro costi di funzionamento. Il modello inoltre può diventare stimolo per ricercare continuamente nuove opportunità su cui indagare ed intervenire e può quindi porsi come strumento green nel complesso puzzle di strumenti aziendali, contribuendo ad una crescita continua della sostenibilità ambientale delle imprese. Ringrazio per l attenzione. Marco Vallone
APPENDICE A: Tabella Process Sigma (I)
") APPENDICE A: Tabella Process Sigma (I) 203 APPENDICE A: Tabella Process Sigma (II) 204 APPENDICE B: Tipologie di variabili Lo schema sottostante è utile per la corretta scelta degli indicatori durante
APPENDICE A: Tabella Process Sigma (I) 203 APPENDICE A: Tabella Process Sigma (II) 204 APPENDICE B: Tipologie di variabili Lo schema sottostante è utile per la corretta scelta degli indicatori durante
L approccio Festo Consulenza e Formazione
 L approccio Festo Consulenza e Formazione Festo Consulenza e Formazione opera con un approccio integrato, attraverso un Customer Team che integra le competenze nei diversi ambiti aziendali (Operations,
L approccio Festo Consulenza e Formazione Festo Consulenza e Formazione opera con un approccio integrato, attraverso un Customer Team che integra le competenze nei diversi ambiti aziendali (Operations,
EVOLUZIONE DELLE INIZIATIVE PER LA QUALITA : L APPROCCIO SIX SIGMA
 http://www.sinedi.com ARTICOLO 3 LUGLIO 2006 EVOLUZIONE DELLE INIZIATIVE PER LA QUALITA : L APPROCCIO SIX SIGMA A partire dal 1980 sono state sviluppate diverse metodologie per la gestione della qualità
http://www.sinedi.com ARTICOLO 3 LUGLIO 2006 EVOLUZIONE DELLE INIZIATIVE PER LA QUALITA : L APPROCCIO SIX SIGMA A partire dal 1980 sono state sviluppate diverse metodologie per la gestione della qualità
Premio Manager per la Qualità
 Premio Manager per la Qualità Dal primo progetto Sei Sigma al "Miglioramento Continuo di oggi" Quality Plant Manager Stabilimento Ciriè (TO) P. Colosimo Informazioni generali sito produttivo Ciriè (TO)
Premio Manager per la Qualità Dal primo progetto Sei Sigma al "Miglioramento Continuo di oggi" Quality Plant Manager Stabilimento Ciriè (TO) P. Colosimo Informazioni generali sito produttivo Ciriè (TO)
Samanta Morelli Area Attività Laboratoristiche Arpa Emilia-Romagna
 Utilizzo della metodologia Six-Sigma, di applicazione prevalentemente industriale, come strumento di controllo dei prcesi analitici nelle Agenzie Ambientali 1 Cos e il Six Sigma programma di gestione della
Utilizzo della metodologia Six-Sigma, di applicazione prevalentemente industriale, come strumento di controllo dei prcesi analitici nelle Agenzie Ambientali 1 Cos e il Six Sigma programma di gestione della
Six Sigma Uno strumento per la crescita della sostenibilità ambientale
 TRW Automotive Italia Six Sigma Uno strumento per la crescita della sostenibilità ambientale Marco Vallone HSE Manager - Black Belt Six Sigma TRW Automotive Italia Milano, 29 Ottobre 2010 TRW Automotive
TRW Automotive Italia Six Sigma Uno strumento per la crescita della sostenibilità ambientale Marco Vallone HSE Manager - Black Belt Six Sigma TRW Automotive Italia Milano, 29 Ottobre 2010 TRW Automotive
Qui di seguito riportiamo un esempio per meglio comprendere gli obiettivi e finalità del Six Sigma:
 Un metodo per l analisi quantitativa di processi interni con l applicazione di una parte della metodologia 6 sigma S. Gorla (*), M. Maisano (**) (*) Responsabile Qualità e Certificazione Citroën Italia
Un metodo per l analisi quantitativa di processi interni con l applicazione di una parte della metodologia 6 sigma S. Gorla (*), M. Maisano (**) (*) Responsabile Qualità e Certificazione Citroën Italia
Applicare il Six Sigma. Un esempio
 Applicare il Six Sigma Un esempio Indice 1. Oggetto e Scenario 2. Obiettivi dell intervento 3. L approccio Festo Consulenza e Formazione 4. Struttura del progetto Oggetto e Scenario Il progetto in oggetto
Applicare il Six Sigma Un esempio Indice 1. Oggetto e Scenario 2. Obiettivi dell intervento 3. L approccio Festo Consulenza e Formazione 4. Struttura del progetto Oggetto e Scenario Il progetto in oggetto
FUSIONI E ACQUISIZIONI
 FUSIONI E ACQUISIZIONI 1. Fusioni e acquisizioni: concetti introduttivi 2. Il valore del controllo di un impresa 3. La redditività di un acquisizione 4. Alcuni tipi particolari di acquisizioni: LBO, MBO
FUSIONI E ACQUISIZIONI 1. Fusioni e acquisizioni: concetti introduttivi 2. Il valore del controllo di un impresa 3. La redditività di un acquisizione 4. Alcuni tipi particolari di acquisizioni: LBO, MBO
LA METODOLOGIA SIX SIGMA (prima parte)
") LA METODOLOGIA SIX SIGMA (prima parte) Sommario Definizione di Six Sigma Cosa significa sigma? Una considerazione Perché proprio Six Sigma? L algoritmo DMAIC DFSS DEFINIZIONE DI SIX SIGMA Il Six Sigma
LA METODOLOGIA SIX SIGMA (prima parte) Sommario Definizione di Six Sigma Cosa significa sigma? Una considerazione Perché proprio Six Sigma? L algoritmo DMAIC DFSS DEFINIZIONE DI SIX SIGMA Il Six Sigma
L applicazione del metodo Six Sigma in una piccola azienda
 Torino, novembre 206 L applicazione del metodo Six Sigma in una piccola azienda (Pier Giorgio DELLA ROLE Master Black Belt) Introduzione Anche se il Six Sigma è stato implementato con successo in molte
Torino, novembre 206 L applicazione del metodo Six Sigma in una piccola azienda (Pier Giorgio DELLA ROLE Master Black Belt) Introduzione Anche se il Six Sigma è stato implementato con successo in molte
Università degli Studi di Milano Bicocca CdS ECOAMM Corso di Metodi Statistici per l Amministrazione delle Imprese CARTE DI CONTROLLO PER VARIABILI
 Università degli Studi di Milano Bicocca CdS ECOAMM Corso di Metodi Statistici per l Amministrazione delle Imprese CARTE DI CONTROLLO PER VARIABILI 1. L azienda Wood produce legno compensato per costruzioni
Università degli Studi di Milano Bicocca CdS ECOAMM Corso di Metodi Statistici per l Amministrazione delle Imprese CARTE DI CONTROLLO PER VARIABILI 1. L azienda Wood produce legno compensato per costruzioni
LE CARTE DI CONTROLLO (4)
") LE CARTE DI CONTROLLO (4) Tipo di carta di controllo Frazione difettosa Carta p Numero di difettosi Carta np Dimensione campione Variabile, solitamente >= 50 costante, solitamente >= 50 Linea centrale
LE CARTE DI CONTROLLO (4) Tipo di carta di controllo Frazione difettosa Carta p Numero di difettosi Carta np Dimensione campione Variabile, solitamente >= 50 costante, solitamente >= 50 Linea centrale
READY-TO-GO PRODUZIONE
 READY-TO-GO PRODUZIONE Modulo Standard QlikView OBIETTIVO Le aziende che fabbricano prodotti hanno la necessità di avere un controllo efficiente delle loro attività produttive e di assemblaggio. Questo,
READY-TO-GO PRODUZIONE Modulo Standard QlikView OBIETTIVO Le aziende che fabbricano prodotti hanno la necessità di avere un controllo efficiente delle loro attività produttive e di assemblaggio. Questo,
QUESTIONARIO 3: MATURITA ORGANIZZATIVA
 QUESTIONARIO 3: MATURITA ORGANIZZATIVA Caratteristiche generali 0 I R M 1 Leadership e coerenza degli obiettivi 2. Orientamento ai risultati I manager elaborano e formulano una chiara mission. Es.: I manager
QUESTIONARIO 3: MATURITA ORGANIZZATIVA Caratteristiche generali 0 I R M 1 Leadership e coerenza degli obiettivi 2. Orientamento ai risultati I manager elaborano e formulano una chiara mission. Es.: I manager
COMUNE DI PERUGIA AREA DEL PERSONALE DEL COMPARTO DELLE POSIZIONI ORGANIZZATIVE E DELLE ALTE PROFESSIONALITA
 COMUNE DI PERUGIA AREA DEL PERSONALE DEL COMPARTO DELLE POSIZIONI ORGANIZZATIVE E DELLE ALTE PROFESSIONALITA METODOLOGIA DI VALUTAZIONE DELLA PERFORMANCE Approvato con atto G.C. n. 492 del 07.12.2011 1
COMUNE DI PERUGIA AREA DEL PERSONALE DEL COMPARTO DELLE POSIZIONI ORGANIZZATIVE E DELLE ALTE PROFESSIONALITA METODOLOGIA DI VALUTAZIONE DELLA PERFORMANCE Approvato con atto G.C. n. 492 del 07.12.2011 1
16 Rapporto Nazionale sulla Formazione Indagine su Comuni e Province. Nicoletta Bevilacqua Responsabile Ufficio Monitoraggio e ricerca FormezPA
 16 Rapporto Nazionale sulla Formazione Indagine su Comuni e Province Nicoletta Bevilacqua Responsabile Ufficio Monitoraggio e ricerca FormezPA Obiettivi della presentazione Illustrare i principali risultati
16 Rapporto Nazionale sulla Formazione Indagine su Comuni e Province Nicoletta Bevilacqua Responsabile Ufficio Monitoraggio e ricerca FormezPA Obiettivi della presentazione Illustrare i principali risultati
EA 03 Prospetto economico degli oneri complessivi 1
 UNIONE EUROPEA REPUBBLICA ITALIANA Fase 1: Analisi iniziale L analisi iniziale prevede uno studio dello stato attuale della gestione interna dell Ente. Metodo: si prevede l individuazione dei referenti
UNIONE EUROPEA REPUBBLICA ITALIANA Fase 1: Analisi iniziale L analisi iniziale prevede uno studio dello stato attuale della gestione interna dell Ente. Metodo: si prevede l individuazione dei referenti
Six Sigma Handbook Gli strumenti sei sigma per raggiungere obiettivi, organizzativi e di qualità, ad alto impatto economico con l ausilio di Excel
 Six Sigma Handbook Gli strumenti sei sigma per raggiungere obiettivi, organizzativi e di qualità, ad alto impatto economico con l ausilio di Excel di Rinaldo Tartari Consulente Qualità e Affidabilità Excel
Six Sigma Handbook Gli strumenti sei sigma per raggiungere obiettivi, organizzativi e di qualità, ad alto impatto economico con l ausilio di Excel di Rinaldo Tartari Consulente Qualità e Affidabilità Excel
SPC e distribuzione normale con Access
 SPC e distribuzione normale con Access In questo articolo esamineremo una applicazione Access per il calcolo e la rappresentazione grafica della distribuzione normale, collegata con tabelle di Clienti,
SPC e distribuzione normale con Access In questo articolo esamineremo una applicazione Access per il calcolo e la rappresentazione grafica della distribuzione normale, collegata con tabelle di Clienti,
Anno 2014. Rapporto ambientale
 Anno 2014 Rapporto ambientale 1 ANNO 2014 Nell anno 2005 la SITI TARGHE S.r.l. ha ottenuto la certificazione ambientale secondo la norma internazionale ISO 14001:2004, rinnovata nel 2008, nel 2011 e nel
Anno 2014 Rapporto ambientale 1 ANNO 2014 Nell anno 2005 la SITI TARGHE S.r.l. ha ottenuto la certificazione ambientale secondo la norma internazionale ISO 14001:2004, rinnovata nel 2008, nel 2011 e nel
Corso semestrale di Analisi e Contabilità dei Costi
 Corso semestrale di Analisi e Contabilità dei Costi Aureli Selena 1_Sistema di controllo e contabilità analitica Perché analizzare i costi aziendali? La CONOSCENZA DEI COSTI (formazione, composizione,
Corso semestrale di Analisi e Contabilità dei Costi Aureli Selena 1_Sistema di controllo e contabilità analitica Perché analizzare i costi aziendali? La CONOSCENZA DEI COSTI (formazione, composizione,
Le possibili sinergie della Direzione e della AQ orientate alla Buona Gestione del C.d.S.
 Le possibili sinergie della Direzione e della AQ orientate alla Buona Gestione del C.d.S. Maurizio Mariani General Manager RBM-Serono BPL E QUALITA ALL ORIGINE DELLE BPL (FDA 1979, OECD 1981, EC 1989)
Le possibili sinergie della Direzione e della AQ orientate alla Buona Gestione del C.d.S. Maurizio Mariani General Manager RBM-Serono BPL E QUALITA ALL ORIGINE DELLE BPL (FDA 1979, OECD 1981, EC 1989)
APQP. Un sistema avanzato di gestione o una gabbia?
 APQP () Un sistema avanzato di gestione o una gabbia? Torino, 16 aprile 2008 AFFIDABILITÀ & TECNOLOGIE A. Ciancio Plexus Management Systems Slide 1 - Page(s) Plexus Management Systems 2 edition 19 uffici
APQP () Un sistema avanzato di gestione o una gabbia? Torino, 16 aprile 2008 AFFIDABILITÀ & TECNOLOGIE A. Ciancio Plexus Management Systems Slide 1 - Page(s) Plexus Management Systems 2 edition 19 uffici
Otto Principi sulla Gestione per la Qualità previsti dalla ISO 9000:2005
 Questionario di Autovalutazione di un Sistema di Gestione per la Qualità verso: Otto Principi sulla Gestione per la Qualità previsti dalla ISO 9000:2005 newsletter TECSE N. 02- Febbraio 2012 (Allegato
Questionario di Autovalutazione di un Sistema di Gestione per la Qualità verso: Otto Principi sulla Gestione per la Qualità previsti dalla ISO 9000:2005 newsletter TECSE N. 02- Febbraio 2012 (Allegato
Corso di. Analisi e contabilità dei costi
 Corso di Analisi e Contabilità dei Costi Prof. 1_I costi e il sistema di controllo Perché analizzare i costi aziendali? La CONOSCENZA DEI COSTI (formazione, composizione, comportamento) utile EFFETTUARE
Corso di Analisi e Contabilità dei Costi Prof. 1_I costi e il sistema di controllo Perché analizzare i costi aziendali? La CONOSCENZA DEI COSTI (formazione, composizione, comportamento) utile EFFETTUARE
SEI SIGMA: un miglioramento concreto di qualità, affidabilità e costi di prodotti e servizi
 Mario Vianello Politecnico di Torino - Ingegneria dell Autoveicolo Incontro su SEI SIGMA SEI SIGMA: un miglioramento concreto di qualità, affidabilità e costi di prodotti e servizi 1 Il Sei Sigma, è senz
Mario Vianello Politecnico di Torino - Ingegneria dell Autoveicolo Incontro su SEI SIGMA SEI SIGMA: un miglioramento concreto di qualità, affidabilità e costi di prodotti e servizi 1 Il Sei Sigma, è senz
MANUALE DELLA QUALITÀ Pag. 1 di 6
 MANUALE DELLA QUALITÀ Pag. 1 di 6 INDICE GESTIONE DELLE RISORSE Messa a disposizione delle risorse Competenza, consapevolezza, addestramento Infrastrutture Ambiente di lavoro MANUALE DELLA QUALITÀ Pag.
MANUALE DELLA QUALITÀ Pag. 1 di 6 INDICE GESTIONE DELLE RISORSE Messa a disposizione delle risorse Competenza, consapevolezza, addestramento Infrastrutture Ambiente di lavoro MANUALE DELLA QUALITÀ Pag.
DBA Group DIAGNOSI ENERGETICHE
 DBA Group DIAGNOSI ENERGETICHE Settembre 2015 OBBLIGHI DERIVANTI DAL DECRETO 102 SULL EFFICIENZA ENERGETICA DELLE AZIENDE SETTORE EFFICIENZA ENERGETICA Referenze Diagnosi Energetiche 2 OBBLIGHI DERIVANTI
DBA Group DIAGNOSI ENERGETICHE Settembre 2015 OBBLIGHI DERIVANTI DAL DECRETO 102 SULL EFFICIENZA ENERGETICA DELLE AZIENDE SETTORE EFFICIENZA ENERGETICA Referenze Diagnosi Energetiche 2 OBBLIGHI DERIVANTI
Master La pulizia sostenibile come opportunità. I Pilastri della sostenibilità: Ambiente Sicurezza Sviluppo ASSOCASA. FORUM PA Roma, 17-20 maggio 2010
 Master La pulizia sostenibile come opportunità FORUM PA Roma, 17-20 maggio 2010 I Pilastri della sostenibilità: Ambiente Sicurezza Sviluppo ASSOCASA Assocasa e la sostenibilità La sostenibilità è un approccio
Master La pulizia sostenibile come opportunità FORUM PA Roma, 17-20 maggio 2010 I Pilastri della sostenibilità: Ambiente Sicurezza Sviluppo ASSOCASA Assocasa e la sostenibilità La sostenibilità è un approccio
REGIONE DEL VENETO. Impianto di messa in riserva e recupero di rifiuti speciali non pericolosi presso il Comune di San Pietro di Morubio
 REGIONE DEL VENETO PROVINCIA DI VERONA COMUNE DI SAN PIETRO DI MORUBIO Impianto di messa in riserva e recupero di rifiuti speciali non pericolosi presso il Comune di San Pietro di Morubio DITTA A.E.T.
REGIONE DEL VENETO PROVINCIA DI VERONA COMUNE DI SAN PIETRO DI MORUBIO Impianto di messa in riserva e recupero di rifiuti speciali non pericolosi presso il Comune di San Pietro di Morubio DITTA A.E.T.
Il sistema di rilevazione dati per il controllo globale delle macchine di produzione
 1 Il sistema di rilevazione dati per il controllo globale delle macchine di produzione Per automatizzare Ia raccolta dati di produzione e monitorare in tempo reale il funzionamento delle macchine, Meta
1 Il sistema di rilevazione dati per il controllo globale delle macchine di produzione Per automatizzare Ia raccolta dati di produzione e monitorare in tempo reale il funzionamento delle macchine, Meta
Piano di gestione della qualità
 Piano di gestione della qualità Pianificazione della qualità Politica ed obiettivi della qualità Riferimento ad un eventuale modello di qualità adottato Controllo della qualità Procedure di controllo.
Piano di gestione della qualità Pianificazione della qualità Politica ed obiettivi della qualità Riferimento ad un eventuale modello di qualità adottato Controllo della qualità Procedure di controllo.
REGOLAMENTO PER LA MISURAZIONE E LA VALUTAZIONE DEL PERSONALE DEI LIVELLI
 REGOLAMENTO PER LA MISURAZIONE E LA VALUTAZIONE DEL PERSONALE DEI LIVELLI Art. 1 campo di applicazione. 1. Il presente regolamento definisce i criteri per la valutazione e la premialità del personale dei
REGOLAMENTO PER LA MISURAZIONE E LA VALUTAZIONE DEL PERSONALE DEI LIVELLI Art. 1 campo di applicazione. 1. Il presente regolamento definisce i criteri per la valutazione e la premialità del personale dei
Piano Formativo Metodologie Six Sigma applicate all Efficienza Energetica AVS/51/08II
 Piano Formativo Metodologie Six Sigma applicate all Efficienza Energetica AVS/51/08II Milano, 20 luglio 2010 Finalità e Destinatari e Costi per le Imprese Il Piano di Formazione intende sviluppare le competenze
Piano Formativo Metodologie Six Sigma applicate all Efficienza Energetica AVS/51/08II Milano, 20 luglio 2010 Finalità e Destinatari e Costi per le Imprese Il Piano di Formazione intende sviluppare le competenze
IDENTIFICAZIONE DEI BISOGNI DEL CLIENTE
 IDENTIFICAZIONE DEI BISOGNI DEL CLIENTE 51 Dichiarazione d intenti (mission statement) La dichiarazione d intenti ha il compito di stabilire degli obiettivi dal punto di vista del mercato, e in parte dal
IDENTIFICAZIONE DEI BISOGNI DEL CLIENTE 51 Dichiarazione d intenti (mission statement) La dichiarazione d intenti ha il compito di stabilire degli obiettivi dal punto di vista del mercato, e in parte dal
PRODUZIONE DI COMPONENTI TERMOPLASTICI
 PRODUZIONE DI COMPONENTI TERMOPLASTICI NATIONAL MOLDING il profilo dell azienda. Un partner affidabile per lo stampaggio di componenti in materiale plastico che si differenzia per le diverse soluzioni
PRODUZIONE DI COMPONENTI TERMOPLASTICI NATIONAL MOLDING il profilo dell azienda. Un partner affidabile per lo stampaggio di componenti in materiale plastico che si differenzia per le diverse soluzioni
13 Aprile 2012 Padova Italy «SPIN SELLING»
 13 Aprile 2012 Padova Italy «SPIN SELLING» Concetti Chiave Vendita semplice Vendita complessa La decisione d acquisto Il venditore interno Vendita semplice: Ordine VS No ordine Vendita complessa: Continuazione
13 Aprile 2012 Padova Italy «SPIN SELLING» Concetti Chiave Vendita semplice Vendita complessa La decisione d acquisto Il venditore interno Vendita semplice: Ordine VS No ordine Vendita complessa: Continuazione
Quality gate. Sono eventi programmati regolarmente e condotti seguendo una procedura standard
 Quality gate Nei punti chiave del processo di sviluppo del software, viene integrato un insieme di quality gate per monitorare la qualità del prodotto intermedio prima che quest ultimo possa passare al
Quality gate Nei punti chiave del processo di sviluppo del software, viene integrato un insieme di quality gate per monitorare la qualità del prodotto intermedio prima che quest ultimo possa passare al
Mercato dei Titoli di Efficienza Energetica
 Mercato dei Titoli di Efficienza Energetica Rapporto di monitoraggio semestrale II semestre 2014 Pubblicato in data 02 febbraio 2015 1 INDICE 1. Introduzione... 3 2. Situazione Operatori... 3 3. TEE emessi...
Mercato dei Titoli di Efficienza Energetica Rapporto di monitoraggio semestrale II semestre 2014 Pubblicato in data 02 febbraio 2015 1 INDICE 1. Introduzione... 3 2. Situazione Operatori... 3 3. TEE emessi...
Comune di Pietrabbondante
 Comune di Pietrabbondante IL SISTEMA DI VALUTAZIONE DELLA PRESTAZIONE DEI RESPONSABILI DI SERVIZIO Sommario 1. Finalità della 2 2. Aree di 2 3. La metodologia di 3 4.La scheda di dei responsabili di servizio
Comune di Pietrabbondante IL SISTEMA DI VALUTAZIONE DELLA PRESTAZIONE DEI RESPONSABILI DI SERVIZIO Sommario 1. Finalità della 2 2. Aree di 2 3. La metodologia di 3 4.La scheda di dei responsabili di servizio
STORE MANAGER.. LE COMPETENZE CARATTERISTICHE E I BISOGNI DI FORMAZIONE
 STORE MANAGER.. LE COMPETENZE CARATTERISTICHE E I BISOGNI DI FORMAZIONE 1 Indice 1. Premessa 2. Obiettivo 3. Le competenze del profilo ideale Competenze 3.1. Età ed esperienza 3.2. Le reali competenze
STORE MANAGER.. LE COMPETENZE CARATTERISTICHE E I BISOGNI DI FORMAZIONE 1 Indice 1. Premessa 2. Obiettivo 3. Le competenze del profilo ideale Competenze 3.1. Età ed esperienza 3.2. Le reali competenze
ILSISTEMA INTEGRATO DI PRODUZIONE E MANUTENZIONE
 ILSISTEMA INTEGRATO DI PRODUZIONE E MANUTENZIONE L approccio al processo di manutenzione Per Sistema Integrato di Produzione e Manutenzione si intende un approccio operativo finalizzato al cambiamento
ILSISTEMA INTEGRATO DI PRODUZIONE E MANUTENZIONE L approccio al processo di manutenzione Per Sistema Integrato di Produzione e Manutenzione si intende un approccio operativo finalizzato al cambiamento
REGOLAMENTO DI VALUTAZIONE DEL PERSONALE DIPENDENTE
 REGOLAMENTO DI VALUTAZIONE DEL PERSONALE DIPENDENTE Approvato con Determinazione del Direttore Generale n. 244 del 20/07/2010 L importanza di un sistema operativo di valutazione comune e riconoscibile
REGOLAMENTO DI VALUTAZIONE DEL PERSONALE DIPENDENTE Approvato con Determinazione del Direttore Generale n. 244 del 20/07/2010 L importanza di un sistema operativo di valutazione comune e riconoscibile
LO SVILUPPO DELLE COMPETENZE PER UNA FORZA VENDITA VINCENTE
 LO SVILUPPO DELLE COMPETENZE PER UNA FORZA VENDITA VINCENTE Non c è mai una seconda occasione per dare una prima impressione 1. Lo scenario Oggi mantenere le proprie posizioni o aumentare le quote di mercato
LO SVILUPPO DELLE COMPETENZE PER UNA FORZA VENDITA VINCENTE Non c è mai una seconda occasione per dare una prima impressione 1. Lo scenario Oggi mantenere le proprie posizioni o aumentare le quote di mercato
Statistical Process Control
 Statistical Process Control ESERCIZI Esercizio 1. Per la caratteristica di un processo distribuita gaussianamente sono note media e deviazione standard: µ = 100, σ = 0.2. 1a. Calcolare la linea centrale
Statistical Process Control ESERCIZI Esercizio 1. Per la caratteristica di un processo distribuita gaussianamente sono note media e deviazione standard: µ = 100, σ = 0.2. 1a. Calcolare la linea centrale
OSSERVATORIO ECO-MEDIA
 OSSERVATORIO ECO-MEDIA Indice Scenario Istituzione e Missione Organizzazione Attività Ricerca teorica Monitoraggio Divulgazione e promozione Iniziative editoriali Credits Scenario I temi dell ambiente
OSSERVATORIO ECO-MEDIA Indice Scenario Istituzione e Missione Organizzazione Attività Ricerca teorica Monitoraggio Divulgazione e promozione Iniziative editoriali Credits Scenario I temi dell ambiente
PRINCIPI FONDAMENTALI...
 QUALITA DEL SERVIZIO 1) PREMESSA... 2 2) PRINCIPI FONDAMENTALI... 2 2.1) EFFICIENZA NEL SERVIZIO... 2 2.2) CONTINUITÀ... 2 2.3) IMPARZIALITÀ DI TRATTAMENTO... 3 2.4) SALUTE, SICUREZZA ED AMBIENTE... 3
QUALITA DEL SERVIZIO 1) PREMESSA... 2 2) PRINCIPI FONDAMENTALI... 2 2.1) EFFICIENZA NEL SERVIZIO... 2 2.2) CONTINUITÀ... 2 2.3) IMPARZIALITÀ DI TRATTAMENTO... 3 2.4) SALUTE, SICUREZZA ED AMBIENTE... 3
A cura di Giorgio Mezzasalma
 GUIDA METODOLOGICA PER IL MONITORAGGIO E VALUTAZIONE DEL PIANO DI COMUNICAZIONE E INFORMAZIONE FSE P.O.R. 2007-2013 E DEI RELATIVI PIANI OPERATIVI DI COMUNICAZIONE ANNUALI A cura di Giorgio Mezzasalma
GUIDA METODOLOGICA PER IL MONITORAGGIO E VALUTAZIONE DEL PIANO DI COMUNICAZIONE E INFORMAZIONE FSE P.O.R. 2007-2013 E DEI RELATIVI PIANI OPERATIVI DI COMUNICAZIONE ANNUALI A cura di Giorgio Mezzasalma
Sistemi di misurazione e valutazione delle performance
 Sistemi di misurazione e valutazione delle performance 1 SVILUPPO DELL'INTERVENTO Cos è la misurazione e valutazione delle performance e a cosa serve? Efficienza Efficacia Outcome Requisiti minimi Indicatori
Sistemi di misurazione e valutazione delle performance 1 SVILUPPO DELL'INTERVENTO Cos è la misurazione e valutazione delle performance e a cosa serve? Efficienza Efficacia Outcome Requisiti minimi Indicatori
Luigi Pavan Best Control - www.best-control.it - [email protected] RIDURRE I COSTI IN AZIENDA
 Luigi Pavan Best Control - www.best-control.it - [email protected] RIDURRE I COSTI IN AZIENDA Ridurre i costi in azienda significa porre in atto un programma per incrementare il profitto mediante: Riduzione
Luigi Pavan Best Control - www.best-control.it - [email protected] RIDURRE I COSTI IN AZIENDA Ridurre i costi in azienda significa porre in atto un programma per incrementare il profitto mediante: Riduzione
COMUNE DI SOLBIATE ARNO
 SISTEMA DI MISURAZIONE E VALUTAZIONE DEL PERSONALE DIPENDENTE Approvato con deliberazione della Giunta Comunale n. 98 del 14.11.2013 1 GLI ELEMENTI DEL SISTEMA DI VALUTAZIONE Oggetto della valutazione:obiettivi
SISTEMA DI MISURAZIONE E VALUTAZIONE DEL PERSONALE DIPENDENTE Approvato con deliberazione della Giunta Comunale n. 98 del 14.11.2013 1 GLI ELEMENTI DEL SISTEMA DI VALUTAZIONE Oggetto della valutazione:obiettivi
Evidenziare le modalità con le quali l azienda agrituristica produce valore per i clienti attraverso la gestione dei propri processi.
 5. Processi Evidenziare le modalità con le quali l azienda agrituristica produce valore per i clienti attraverso la gestione dei propri processi. Il criterio vuole approfondire come l azienda agrituristica
5. Processi Evidenziare le modalità con le quali l azienda agrituristica produce valore per i clienti attraverso la gestione dei propri processi. Il criterio vuole approfondire come l azienda agrituristica
DIMINUIRE I COSTI CON IL SISTEMA QUALITA
 DIMINUIRE I COSTI CON IL SISTEMA QUALITA Lo so che è un argomento impopolare; la mia tesi è che si puo' usare un sistema qualità per abbassare i costi invece che fabbricare carte false. L idea mi è venuta
DIMINUIRE I COSTI CON IL SISTEMA QUALITA Lo so che è un argomento impopolare; la mia tesi è che si puo' usare un sistema qualità per abbassare i costi invece che fabbricare carte false. L idea mi è venuta
Provincia- Revisione della disciplina delle funzioni
 Provincia- Revisione della disciplina delle funzioni L art. 1, comma 86, della l. n. 56/2014 ha elencato le funzioni fondamentali delle Province non comprendendo tra queste il servizio idrico integrato;
Provincia- Revisione della disciplina delle funzioni L art. 1, comma 86, della l. n. 56/2014 ha elencato le funzioni fondamentali delle Province non comprendendo tra queste il servizio idrico integrato;
CAPACITÀ DI PROCESSO (PROCESS CAPABILITY)
") CICLO DI LEZIONI per Progetto e Gestione della Qualità Facoltà di Ingegneria CAPACITÀ DI PROCESSO (PROCESS CAPABILITY) Carlo Noè Università Carlo Cattaneo e-mail: [email protected] 1 CAPACITÀ DI PROCESSO Il
CICLO DI LEZIONI per Progetto e Gestione della Qualità Facoltà di Ingegneria CAPACITÀ DI PROCESSO (PROCESS CAPABILITY) Carlo Noè Università Carlo Cattaneo e-mail: [email protected] 1 CAPACITÀ DI PROCESSO Il
INTEGRAZIONE E CONFRONTO DELLE LINEE GUIDA UNI-INAIL CON NORME E STANDARD (Ohsas 18001, ISO, ecc.) Dott.ssa Monica Bianco Edizione: 1 Data: 03.12.
 Dott.ssa Monica Bianco Edizione: 1 Data: 03.12.") Learning Center Engineering Management INTEGRAZIONE E CONFRONTO DELLE LINEE GUIDA UNI-INAIL CON NORME E STANDARD (Ohsas 18001, ISO, ecc.) Autore: Dott.ssa Monica Bianco Edizione: 1 Data: 03.12.2007 VIA
Learning Center Engineering Management INTEGRAZIONE E CONFRONTO DELLE LINEE GUIDA UNI-INAIL CON NORME E STANDARD (Ohsas 18001, ISO, ecc.) Autore: Dott.ssa Monica Bianco Edizione: 1 Data: 03.12.2007 VIA
GESTIONE AVANZATA DEI MATERIALI
 GESTIONE AVANZATA DEI MATERIALI Divulgazione Implementazione/Modifica Software SW0003784 Creazione 23/01/2014 Revisione del 27/06/2014 Numero 1 Una gestione avanzata dei materiali strategici e delle materie
GESTIONE AVANZATA DEI MATERIALI Divulgazione Implementazione/Modifica Software SW0003784 Creazione 23/01/2014 Revisione del 27/06/2014 Numero 1 Una gestione avanzata dei materiali strategici e delle materie
I Tirocini nella Cooperazione Sociale Trentina. Tirocini formativi del Master in Gestione di Imprese Sociali
 I Tirocini nella Cooperazione Sociale Trentina Tirocini formativi del Master in Gestione di Imprese Sociali Premessa Con. Solida ed Euricse condividono un approccio e un metodo per la realizzazione ed
I Tirocini nella Cooperazione Sociale Trentina Tirocini formativi del Master in Gestione di Imprese Sociali Premessa Con. Solida ed Euricse condividono un approccio e un metodo per la realizzazione ed
Mon Ami 3000 Produzione interna/esterna Gestione della produzione interna/esterna
 Mon Ami 3000 Produzione interna/esterna Gestione della produzione interna/esterna Introduzione Questa guida illustra tutte le funzioni e le procedure da eseguire per gestire correttamente un ciclo di produzione
Mon Ami 3000 Produzione interna/esterna Gestione della produzione interna/esterna Introduzione Questa guida illustra tutte le funzioni e le procedure da eseguire per gestire correttamente un ciclo di produzione
UNIS&F a fianco delle aziende per sviluppare la competitività. Il progetto Lean in Della Toffola S.p.A.
 UNIS&F a fianco delle aziende per sviluppare la competitività. Il progetto Lean in Della Toffola S.p.A. Una breve presentazione dell'azienda Della Toffola S.p.A., società fondata nel 1961, ha come business
UNIS&F a fianco delle aziende per sviluppare la competitività. Il progetto Lean in Della Toffola S.p.A. Una breve presentazione dell'azienda Della Toffola S.p.A., società fondata nel 1961, ha come business
Analisi dei Sistemi di Misurazione - MSA
 Data: 16 Marzo 2011 Indice Il processo zione impiego specifico Cenni di SPC e di MSA 2 CARATTERISTICA DA CONTROLLARE, TOLLERANZA E RELATIVA CLASSE DI IMPORTANZA METODO DI CONTROLLO STRUMENTO DI MISURA
Data: 16 Marzo 2011 Indice Il processo zione impiego specifico Cenni di SPC e di MSA 2 CARATTERISTICA DA CONTROLLARE, TOLLERANZA E RELATIVA CLASSE DI IMPORTANZA METODO DI CONTROLLO STRUMENTO DI MISURA
executive master course www.cspmi.it Production Manager Modena, aprile - dicembre 2014 Sempre un passo avanti
 executive master course www.cspmi.it Production Manager Modena, aprile - dicembre 20 Sempre un passo avanti EXECUTIVE MASTER COURSE Production Manager OBIETTIVI Il corso mette in condizione i partecipanti
executive master course www.cspmi.it Production Manager Modena, aprile - dicembre 20 Sempre un passo avanti EXECUTIVE MASTER COURSE Production Manager OBIETTIVI Il corso mette in condizione i partecipanti
PRODUZIONE DI LENTI A CONTATTO
 1 PRODUZIONE DI LENTI A CONTATTO Per monitorare il processo di produzione di un determinato tipo di lenti a contatto viene misurato, ad intervalli di tempo regolari di h 15 minuti, il diametro X (in mm)
1 PRODUZIONE DI LENTI A CONTATTO Per monitorare il processo di produzione di un determinato tipo di lenti a contatto viene misurato, ad intervalli di tempo regolari di h 15 minuti, il diametro X (in mm)
Criticità e potenzialità nella creazione di un progetto di efficientamento per i CAS.
 Criticità e potenzialità nella creazione di un progetto di efficientamento per i CAS. Pavia, 18 dicembre 2014 Tavola rotonda su Efficienza Energetica e certificati bianchi per interventi nell ambito del
Criticità e potenzialità nella creazione di un progetto di efficientamento per i CAS. Pavia, 18 dicembre 2014 Tavola rotonda su Efficienza Energetica e certificati bianchi per interventi nell ambito del
IL MARKETING E QUELLA FUNZIONE D IMPRESA CHE:
 IL MARKETING E QUELLA FUNZIONE D IMPRESA CHE:! definisce i bisogni e i desideri insoddisfatti! ne definisce l ampiezza! determina quali mercati obiettivo l impresa può meglio servire! definisce i prodotti
IL MARKETING E QUELLA FUNZIONE D IMPRESA CHE:! definisce i bisogni e i desideri insoddisfatti! ne definisce l ampiezza! determina quali mercati obiettivo l impresa può meglio servire! definisce i prodotti
PROGETTO TECNICO SISTEMA DI GESTIONE QUALITA IN CONFORMITÀ ALLA NORMA. UNI EN ISO 9001 (ed. 2008) n. 03 del 31/01/09 Salvatore Ragusa
 n. 03 del 31/01/09 Salvatore Ragusa") PROGETTO TECNICO SISTEMA DI GESTIONE QUALITA IN CONFORMITÀ ALLA NORMA UNI EN ISO 9001 (ed. 2008) Revisione Approvazione n. 03 del 31/01/09 Salvatore Ragusa PROGETTO TECNICO SISTEMA QUALITA Il nostro progetto
PROGETTO TECNICO SISTEMA DI GESTIONE QUALITA IN CONFORMITÀ ALLA NORMA UNI EN ISO 9001 (ed. 2008) Revisione Approvazione n. 03 del 31/01/09 Salvatore Ragusa PROGETTO TECNICO SISTEMA QUALITA Il nostro progetto
Catalogo Humanform 2013. Lean Six Sigma
 Catalogo Humanform 2013 Lean Six Sigma PROFILO AZIENDALE Humanform, società di formazione soggetta all attività di direzione e coordinamento di Humangest S.p.A., nata nel 2005, è certificata UNI EN ISO
Catalogo Humanform 2013 Lean Six Sigma PROFILO AZIENDALE Humanform, società di formazione soggetta all attività di direzione e coordinamento di Humangest S.p.A., nata nel 2005, è certificata UNI EN ISO
Manuale di valutazione del personale non titolare di posizione organizzativa
 Manuale di valutazione del personale non titolare di posizione organizzativa 1 Premessa Il presente manuale è stato redatto al fine di fornire uno strumento, rapido e accessibile, per chiarire i presupposti
Manuale di valutazione del personale non titolare di posizione organizzativa 1 Premessa Il presente manuale è stato redatto al fine di fornire uno strumento, rapido e accessibile, per chiarire i presupposti
Organizzazione, marketing interno e cultura del servizio
 Organizzazione, marketing interno e cultura del servizio Principi organizzativi La piramide rovesciata Il marketing interno La cultura del servizio Roberta Bocconcelli a.a. 2011/2012 DESP Dipartimento
Organizzazione, marketing interno e cultura del servizio Principi organizzativi La piramide rovesciata Il marketing interno La cultura del servizio Roberta Bocconcelli a.a. 2011/2012 DESP Dipartimento
ALLINEARSI: IL DRIVER PER UNA INNOVAZIONE DI SUCCESSO!
 ALLINEARSI: IL DRIVER PER UNA INNOVAZIONE DI SUCCESSO! L allineamento del team esecutivo è definibile come l accordo dei membri del team in merito a: 1. Allineamento personale -consapevolezza dell impatto
ALLINEARSI: IL DRIVER PER UNA INNOVAZIONE DI SUCCESSO! L allineamento del team esecutivo è definibile come l accordo dei membri del team in merito a: 1. Allineamento personale -consapevolezza dell impatto
IL PROCESSO DI BUDGETING. Dott. Claudio Orsini Studio Cauli, Marmocchi, Orsini & Associati Bologna
 IL PROCESSO DI BUDGETING Dott. Claudio Orsini Studio Cauli, Marmocchi, Orsini & Associati Bologna Il processo di budgeting Il sistema di budget rappresenta l espressione formalizzata di un complesso processo
IL PROCESSO DI BUDGETING Dott. Claudio Orsini Studio Cauli, Marmocchi, Orsini & Associati Bologna Il processo di budgeting Il sistema di budget rappresenta l espressione formalizzata di un complesso processo
La Qualità il Controllo ed il Collaudo della macchina utensile. Dr. Giacomo Gelmi
 La Qualità il Controllo ed il Collaudo della macchina utensile Dr. Giacomo Gelmi Che cosa è una macchina utensile? E uno spazio fisico in cui si collocano, sostenuti da adeguate strutture ed in posizioni
La Qualità il Controllo ed il Collaudo della macchina utensile Dr. Giacomo Gelmi Che cosa è una macchina utensile? E uno spazio fisico in cui si collocano, sostenuti da adeguate strutture ed in posizioni
CORSO DI STATISTICA (parte 2) - ESERCITAZIONE 8
 - ESERCITAZIONE 8") CORSO DI STATISTICA (parte 2) - ESERCITAZIONE 8 Dott.ssa Antonella Costanzo [email protected] Esercizio 1. Test delle ipotesi sulla varianza In un azienda che produce componenti meccaniche, è stato
CORSO DI STATISTICA (parte 2) - ESERCITAZIONE 8 Dott.ssa Antonella Costanzo [email protected] Esercizio 1. Test delle ipotesi sulla varianza In un azienda che produce componenti meccaniche, è stato
Il Direttore DISCIPLINARE DEL PROCESSO DI BUDGET 2015
 Il Direttore DISCIPLINARE DEL PROCESSO DI BUDGET 2015 DEFINIZIONE DI BUDGET Il Budget è lo strumento per attuare la pianificazione operativa che l Istituto intende intraprendere nell anno di esercizio
Il Direttore DISCIPLINARE DEL PROCESSO DI BUDGET 2015 DEFINIZIONE DI BUDGET Il Budget è lo strumento per attuare la pianificazione operativa che l Istituto intende intraprendere nell anno di esercizio
ISO/IEC 2700:2013. Principali modifiche e piano di transizione alla nuova edizione. DNV Business Assurance. All rights reserved.
 ISO/IEC 2700:2013 Principali modifiche e piano di transizione alla nuova edizione ISO/IEC 27001 La norma ISO/IEC 27001, Information technology - Security techniques - Information security management systems
ISO/IEC 2700:2013 Principali modifiche e piano di transizione alla nuova edizione ISO/IEC 27001 La norma ISO/IEC 27001, Information technology - Security techniques - Information security management systems
Il Business Plan (Allegato)
") Www.ebitda.it Facebook:Ebitda Twitter: Ebitda Discussion Paper (Allegato) Numero 13 - Maggio 2014 1. Aspetti Generali Il business plan è uno strumento, sia qualitativo che quantitativo, finalizzato alla
Www.ebitda.it Facebook:Ebitda Twitter: Ebitda Discussion Paper (Allegato) Numero 13 - Maggio 2014 1. Aspetti Generali Il business plan è uno strumento, sia qualitativo che quantitativo, finalizzato alla
Come valutare le caratteristiche aerobiche di ogni singolo atleta sul campo
 Come valutare le caratteristiche aerobiche di ogni singolo atleta sul campo Prima di organizzare un programma di allenamento al fine di elevare il livello di prestazione, è necessario valutare le capacità
Come valutare le caratteristiche aerobiche di ogni singolo atleta sul campo Prima di organizzare un programma di allenamento al fine di elevare il livello di prestazione, è necessario valutare le capacità
1 La politica aziendale
 1 La Direzione Aziendale dell Impresa Pizzarotti & C. S.p.A. al livello più elevato promuove la cultura della Qualità, poiché crede che la qualità delle realizzazioni dell Impresa sia raggiungibile solo
1 La Direzione Aziendale dell Impresa Pizzarotti & C. S.p.A. al livello più elevato promuove la cultura della Qualità, poiché crede che la qualità delle realizzazioni dell Impresa sia raggiungibile solo
Un primo passo verso PAT. Un applicazione di controllo preventivo
 Un primo passo verso PAT Un applicazione di controllo preventivo Sommario Situazione iniziale: linea di produzione con controllo peso off-line Cambiamento vs. una linea con controllo peso automatico on-line
Un primo passo verso PAT Un applicazione di controllo preventivo Sommario Situazione iniziale: linea di produzione con controllo peso off-line Cambiamento vs. una linea con controllo peso automatico on-line
Lo sviluppo dei ricavi
 Lo sviluppo dei ricavi Programma di potenziamento e propulsione commerciale della rete: - diagnostico della rete di vendita - progetto di potenziamento commerciale Collaborazione tra la rete bancaria e
Lo sviluppo dei ricavi Programma di potenziamento e propulsione commerciale della rete: - diagnostico della rete di vendita - progetto di potenziamento commerciale Collaborazione tra la rete bancaria e
Probabilità condizionata: p(a/b) che avvenga A, una volta accaduto B. Evento prodotto: Evento in cui si verifica sia A che B ; p(a&b) = p(a) x p(b/a)
 che avvenga A, una volta accaduto B. Evento prodotto: Evento in cui si verifica sia A che B ; p(a&b) = p(a) x p(b/a)") Probabilità condizionata: p(a/b) che avvenga A, una volta accaduto B Eventi indipendenti: un evento non influenza l altro Eventi disgiunti: il verificarsi di un evento esclude l altro Evento prodotto:
Probabilità condizionata: p(a/b) che avvenga A, una volta accaduto B Eventi indipendenti: un evento non influenza l altro Eventi disgiunti: il verificarsi di un evento esclude l altro Evento prodotto:
GESTIONE DELLE TECNOLOGIE AMBIENTALI PER SCARICHI INDUSTRIALI ED EMISSIONI NOCIVE LEZIONE 10. Angelo Bonomi
 GESTIONE DELLE TECNOLOGIE AMBIENTALI PER SCARICHI INDUSTRIALI ED EMISSIONI NOCIVE LEZIONE 10 Angelo Bonomi CONSIDERAZIONI SUL MONITORAGGIO Un monitoraggio ottimale dipende dalle considerazioni seguenti:
GESTIONE DELLE TECNOLOGIE AMBIENTALI PER SCARICHI INDUSTRIALI ED EMISSIONI NOCIVE LEZIONE 10 Angelo Bonomi CONSIDERAZIONI SUL MONITORAGGIO Un monitoraggio ottimale dipende dalle considerazioni seguenti:
Comune di San Martino Buon Albergo
 Comune di San Martino Buon Albergo Provincia di Verona - C.A.P. 37036 SISTEMA DI VALUTAZIONE DELLE POSIZIONI DIRIGENZIALI Approvato dalla Giunta Comunale il 31.07.2012 INDICE PREMESSA A) LA VALUTAZIONE
Comune di San Martino Buon Albergo Provincia di Verona - C.A.P. 37036 SISTEMA DI VALUTAZIONE DELLE POSIZIONI DIRIGENZIALI Approvato dalla Giunta Comunale il 31.07.2012 INDICE PREMESSA A) LA VALUTAZIONE
LA MISURAZIONE E VALUTAZIONE DELLA PERFORMANCE: METODOLOGIA
 LA MISURAZIONE E VALUTAZIONE DELLA PERFORMANCE: METODOLOGIA 1. Performance individuale del personale La performance individuale del lavoratore oggetto di misurazione e valutazione come ampiamente illustrato
LA MISURAZIONE E VALUTAZIONE DELLA PERFORMANCE: METODOLOGIA 1. Performance individuale del personale La performance individuale del lavoratore oggetto di misurazione e valutazione come ampiamente illustrato
Esistono differenti tipologie di report aziendali, a seconda della funzione per cui sono redatti e dei soggetti a cui si rivolgono
 REPORTING INTERNO: PREMESSE Esistono differenti tipologie di report aziendali, a seconda della funzione per cui sono redatti e dei soggetti a cui si rivolgono REPORT ISTITUZIONALI REPORT OPERATIVI REPORT
REPORTING INTERNO: PREMESSE Esistono differenti tipologie di report aziendali, a seconda della funzione per cui sono redatti e dei soggetti a cui si rivolgono REPORT ISTITUZIONALI REPORT OPERATIVI REPORT
Gli standard ISO 50001 e UNI 11352 per l efficienza energetica: opportunità, benefici e ritorni degli investimenti
 Per una migliore qualità della vita Gli standard ISO 50001 e UNI 11352 per l efficienza energetica: opportunità, benefici e ritorni degli investimenti Umberto Chiminazzo Direttore Generale Certiquality
Per una migliore qualità della vita Gli standard ISO 50001 e UNI 11352 per l efficienza energetica: opportunità, benefici e ritorni degli investimenti Umberto Chiminazzo Direttore Generale Certiquality
ENERGY EFFICIENCY PERFORMANCE IL MIGLIORAMENTO DELL EFFICIENZA EFFICIENZA ENERGETICA NELLE PICCOLE E MEDIE IMPRESE DAVIDE VITALI ALESSANDRO LAZZARI
 ENERGY EFFICIENCY PERFORMANCE IL MIGLIORAMENTO DELL EFFICIENZA EFFICIENZA ENERGETICA NELLE PICCOLE E MEDIE IMPRESE DAVIDE VITALI ALESSANDRO LAZZARI CHI E ASSOEGE? (..E CHI SONO GLI EGE) Associazione degli
ENERGY EFFICIENCY PERFORMANCE IL MIGLIORAMENTO DELL EFFICIENZA EFFICIENZA ENERGETICA NELLE PICCOLE E MEDIE IMPRESE DAVIDE VITALI ALESSANDRO LAZZARI CHI E ASSOEGE? (..E CHI SONO GLI EGE) Associazione degli
La partenza ritardata e lenta I fondi europei leva per uscire dalla crisi
 discussione di Scenari economici n. 20 La partenza ritardata e lenta I fondi europei leva per uscire dalla crisi Alessandra Staderini Servizio Struttura economica, Banca d Italia Roma, 26 giugno 2014 Confindustria,
discussione di Scenari economici n. 20 La partenza ritardata e lenta I fondi europei leva per uscire dalla crisi Alessandra Staderini Servizio Struttura economica, Banca d Italia Roma, 26 giugno 2014 Confindustria,
Città di Montalto Uffugo (Provincia di Cosenza) SISTEMA DI MISURAZIONE E VALUTAZIONE DELLA PERFORMANCE
 SISTEMA DI MISURAZIONE E VALUTAZIONE DELLA PERFORMANCE") Città di Montalto Uffugo (Provincia di Cosenza) SISTEMA DI MISURAZIONE E VALUTAZIONE DELLA PERFORMANCE Allegato Delibera Giunta Comunale n. 110 del 19 maggio 2014 1) Caratteristiche generali del sistema
Città di Montalto Uffugo (Provincia di Cosenza) SISTEMA DI MISURAZIONE E VALUTAZIONE DELLA PERFORMANCE Allegato Delibera Giunta Comunale n. 110 del 19 maggio 2014 1) Caratteristiche generali del sistema
SISTEMA di GESTIONE QUALITÀ Non Conformità ed Efficacia delle Azioni Correttive Preventive
 SISTEMA di GESTIONE QUALITÀ Non Conformità ed Efficacia delle Azioni Correttive Preventive Il sistema di gestione della qualità a cui mi riferisco è quello relativo alla norma ISO-9001:2000. Prima di entrare
SISTEMA di GESTIONE QUALITÀ Non Conformità ed Efficacia delle Azioni Correttive Preventive Il sistema di gestione della qualità a cui mi riferisco è quello relativo alla norma ISO-9001:2000. Prima di entrare
L orizzonte temporale nei prospetti semplificati dei fondi aperti. Nota di studio. Ufficio Studi
 L orizzonte temporale nei prospetti semplificati dei fondi aperti Nota di studio Ufficio Studi Gennaio 2012 1 1] Premessa Nel corso del 2010 uno degli obiettivi del Gruppo di Lavoro Rischio e Classificazione
L orizzonte temporale nei prospetti semplificati dei fondi aperti Nota di studio Ufficio Studi Gennaio 2012 1 1] Premessa Nel corso del 2010 uno degli obiettivi del Gruppo di Lavoro Rischio e Classificazione
La manutenzione come elemento di garanzia della sicurezza di macchine e impianti
 La manutenzione come elemento di garanzia della sicurezza di macchine e impianti Alessandro Mazzeranghi, Rossano Rossetti MECQ S.r.l. Quanto è importante la manutenzione negli ambienti di lavoro? E cosa
La manutenzione come elemento di garanzia della sicurezza di macchine e impianti Alessandro Mazzeranghi, Rossano Rossetti MECQ S.r.l. Quanto è importante la manutenzione negli ambienti di lavoro? E cosa
Via Don Angelo Scapin, 36 I-35020 Roncaglia di Ponte San Nicolò (PD) ITALIA Phone/Fax: +39 049 719065 - [email protected] www.spinips.
 ITALIA Phone/Fax: +39 049 719065 - info@spinips.com www.spinips.") Via Don Angelo Scapin, 36 I-35020 Roncaglia di Ponte San Nicolò (PD) ITALIA Phone/Fax: +39 049 719065 - [email protected] www.spinips.com STUDI E VERIFICHE DI FATTIBILITÀ... 2 PROGETTAZIONE MECCANICA...
Via Don Angelo Scapin, 36 I-35020 Roncaglia di Ponte San Nicolò (PD) ITALIA Phone/Fax: +39 049 719065 - [email protected] www.spinips.com STUDI E VERIFICHE DI FATTIBILITÀ... 2 PROGETTAZIONE MECCANICA...
Progetto Atipico. Partners
 Progetto Atipico Partners Imprese Arancia-ICT Arancia-ICT è una giovane società che nasce nel 2007 grazie ad un gruppo di professionisti che ha voluto capitalizzare le competenze multidisciplinari acquisite
Progetto Atipico Partners Imprese Arancia-ICT Arancia-ICT è una giovane società che nasce nel 2007 grazie ad un gruppo di professionisti che ha voluto capitalizzare le competenze multidisciplinari acquisite