La produzione snella. ing. consuelo rodriguez
|
|
|
- Paolo Mattei
- 6 anni fa
- Visualizzazioni
Transcript
1 La produzione snella
2 Il termine produzione snella (lean production) è stato ideato nel 1992 dai ricercatori del MIT Womack e Jones, nel loro best-seller La Macchina che ha cambiato il mondo, in cui illustrano il sistema di produzione che ha permesso all azienda giapponese Toyota di ottenere risultati nettamente superiori a tutti i concorrenti nel mondo. Negli anni il modello della lean production è stato affinato, assumendo anche altre denominazioni, quali lean organization, lean manufacturing, lean service, lean office, lean enterprise e persino lean thinking (pensiero snello), a indicarne la natura di filosofia industriale che ispira sostanzialmente tutti i metodi e le tecniche.
3 La produzione snella La produzione snella (lean production) è un insieme di principi, metodi e tecniche per la gestione dei processi operativi, che mira ad aumentare il volume percepito dal cliente finale e ridurre sistematicamente gli sprechi. Questo è possibile solo con il coinvolgimento di persone motivate al miglioramento continuo.
4 L obiettivo della Produzione Snella è fare sempre di più con sempre di meno : meno tempo meno spazio meno sforzo meno macchine meno materiali

5 Cenni storici: le tappe fondamentali della lean production
6 WCM -World Class Manufactoring Ispirandosi in modo originale ai principi, ai metodi e alle tecniche della lean production, il metodo World Class Manufacturing (WCM), sviluppato negli Stati Uniti negli anni 90, viene introdotto in Italia dal gruppo FIAT (oggi FCA) attorno al 2005 e attualmente rappresenta uno dei migliori standard di produzione a livello mondiale, applicato con successo da tutti gli stabilimenti del Gruppo Fiat. Così come il Lean, si tratta di un modello integrato che riguarda l organizzazione della fabbrica nel suo complesso: dalla gestione degli aspetti ambientali e di sicurezza sul lavoro, alla manutenzione, fino alla logistica con particolare attenzione all eliminazione degli sprechi. Il WCM si applica a tutti gli ambiti della produzione con l obiettivo di ottimizzare i risultati attraverso il miglioramento continuo dei processi e della qualità del prodotto, il controllo e la progressiva riduzione dei costi di produzione, la flessibilità di risposta alle esigenze del mercato e il coinvolgimento e la motivazione delle persone. ing. consuelorodriguez
7 Organizzazione del WCM Il sistema ruota attorno a dieci pilastri tecnici e a dieci pilastri manageriali. Un audit esterno valuta il grado di applicazione dello standard raggiunto dallo stabilimento e stabilisce così un punteggio che si traduce in quattro tipi di certificazione: Bronzo Argento Oro World class
")
8 Pilastri tecnici Il WCM viene raffigurato come un tempio retto da 10 pilastri tecnici (pilar)
9 Pilastri tecnici SA Safety - Sicurezza del Posto di lavoro CD Cost Deployment - Fonti di perdita economica FI Focus Improvement - Miglioramento Focalizzato di uno specifico problema AM + WO Autonomous Maintenance - Workplace Organization PM Professional Maintenence - Manutenzione professionale QC Quality Control - Controllo Qualitativo L&CS Logistic / Customer Services EEM + EPM Early Equipment Management, Early Product Management - Strategia di acquisizione dei mezzi di lavoro / processi ENV Enviroment - Ambiente e sfruttamento servomezzi energetici PD People Development - Sviluppo delle competenze del personale
10 Pilastri manageriali I10 pillar manageriali che debbono operare in modo che il sistema/stabilimento sia adeguato a sostenere le attività dei pillar tecnici OPL One Point Lesson SOP Standard Operating Procedure SMP Standard Manutentive Procedure 4M MAN/METHOD/MATERIAL/MACHINE metodo di scomposizione del problema per identificare le aree sensibili 5W 5 WHY porsi domande sul perché di un fenomeno 5W+1H WHAT/WHERE/WHEN/WHICH/WHO/HOW posizionare il fenomeno nell ambito di questi item 3M valutazione oggettiva del posto di lavoro KAIZEN progetti specifici di miglioramento KPI Key Performance Indicators Indicatori oggettivi dei risultati KAI Indicatori delle attività (vedi Kaizen)
11 PRINCIPI DEL PENSIERO SNELLO (LEAN THINKING)
12 Il lean oltre che un metodo da applicare è innanzitutto una forma mentis cioè un modo di pensare che ispira il metodo stesso.
13 I 5 principi del Lean thinking Il Lean si fonda su 5 principi: 1. Valore (Value): ciò che il cliente è disposto a pagare; tutto il resto è spreco 2. Mappatura (Mapping): Per eliminare gli sprechi occorre mappare il flusso del valore ossia delineare le attività in cui si articola il processo operativo distinguendo tra quelle a valore aggiunto e quelle non a valore aggiunto 3. Flusso (Flow): Il processo di creazione del lavoro è visto come un flusso che deve scorrere in modo continuo 4. Produzione tirata (Pull): Soddisfare il cliente significa produrre solo quello che vuole, solo quando lo vuole e solo quanto ne vuole. La produzione è tirata dal cliente e non spinta dal produttore 5. Perfezione (Perfection): La perfezione è il punto di riferimento cui si deve tendere attraverso il miglioramento continuo. Corrisponde alla completa eliminazione degli sprechi
14
 tra cui la più grave è la sovrapproduzione in quanto è all origine degli altri")
15 Gli sprechi (MUDA) E spreco tutto ciò che consuma risorse, in termini di costo e tempo, senza creare valore per il cliente. Gli sprechi sono classificati in 7 tipologie (seven Wastes) tra cui la più grave è la sovrapproduzione in quanto è all origine degli altri tipi di sprechi.

16 Metodi per eliminare gli sprechi

17 Le 3 MU: Muda Muri - Mura I Muda sono solo uno dei tre elementi negativi che il lean combatte nei processi, ovvero le cosidette 3 MU : Muda: spreco, perdita Muri : cosa irragionevole, innaturale Mura: irregolarità, instabilità
18 Obiettivo zero Gli obiettivi fondamentali della produzione snella sono rappresentati nella così detta casa del lean Alla base due concetti fondamentali: 1. Standardizzazione (Standard Work) che fa ampio uso della Gestione Visiva (Visual Management) 2. Miglioramento Continuo (Kaizen) che fa leva su specifiche tecniche di Problem Solving. I 4 pilastri sono: Just In Time Jit Zero scorte Autonomazione Jidoka Zero difetti Manutenzione produttiva Organizzazione del posto di lavoro Total Productive Maintenance TPM Workplace Organization WO Zero fermi Zero Inefficienze Questi singoli obiettivi, che concorrono ad ottenere Zero Sprechi (muda), si trasformano in Valore percepito dal Cliente, in termini di qualità, di costo e di tempo.

19
20 1. LOGISTICA:ZERO SCORTE JUST IN TIME
21 Logistica: zero scorte (Just in time) Metodo logistico-produttivo il cui obiettivo è quello di produrre e consegnare al cliente: Solo cosa richiesto Solo quando richiesto Solo quanto richiesto
22 Insieme all autonomazione (contrazione di autonomia e automazione - concetto che prese vita intorno al 1980, con lo sviluppo della lean production, fu introdotto per primo dalla fabbrica automobilistica giapponese Toyota), il JIT è il pilastro principale della lean production, in quanto conferisce rapidità e flessibilità al sistema logistico-produttivo e risulta nella progressiva riduzione di tutti i tipi di sprechi. In particolare, con il Just-In-Time si ottengono notevoli riduzioni di: tempo di attraversamento (lead time), impiegato per produrre e consegnare il prodotto al cliente, grazie alla riduzione dello spreco da attesa spazio di stabilimento, necessario per contenere il flusso di produzione e le relative scorte, grazie alla riduzione degli sprechi da sovrapproduzione, scorta inutile e trasporto.
23 Le regole del JIT Non produrre se il cliente non lo richiede Livellare la domanda Collegare tutti i processi alla domanda del cliente con semplici strumenti visivi (kanban)
24 Elemento operativi di un JIT - Flusso continuo (continuous flow) - Produzione snella tirata dal cliente (pull system) - Livellamento della produzione (heijunka)
25 Mappatura del flusso (Value Stream Mapping VSM) La mappatura del flusso del valore consiste nella rappresentazione grafica di tutti i passaggi dei flussi di materiali e informazioni che portano un determinato prodotto dall ordine al la consegna. Questo strumento permette di individuare in modo immediato e visivo gli sprechi, quindi le opportunità di miglioramento. Il metodo prevede di tracciare prima la mappa dello stato attuale (as is), per poi proporre dei cambiamenti da inserire nella mappa dello stato futuro (to be).
26 Flusso continuo (continuous flow) La produzione di massa tradizionale prevede che il materiale venga lavorato a grandi lotti. Questo sistema prevede a interporre tra le diverse fasi di lavorazione dei magazzini intermedi in cui i semilavorati stazionano, formando come una coda (batch and queue) La produzione snella o a flusso continuo prevede la riduzione progressiva della dimensione dei lotti tendendo idealmente a 1 lotto = 1 pezzo (one piece flow). In tal modo la produzione fluisce in modo continuo senza interruzioni, attese e magazzini di semilavorati.


27 Batch-and-queue production One piece flow
28 Sistema pull Il sistema pull è un metodo per controllare il flusso di materiali basato sul reintegro sistematico solo di ciò che effettivamente viene consumato. La produzione è tirata (pull) dal cliente in quanto ogni fase di lavorazione avviene solo se richiesto dalla fase di lavorazione a valle. I processi di produzione sono livellati in quanto vi è una distribuzione costante di carichi di lavoro tra stazioni successive. Il principale obiettivo del sistema pull è di evitare la sovrapproduzione in quanto tale approccio vincola a produrre solo se necessario

29 La movimentazione e la produzione di materiali o componenti tra fasi di lavorazione successive è autorizzata dal Kanban (cartellino) nel quale verranno riportate informazioni visuali che indicano: cosa,quando e quanto produrre. Il Kanban permette il flusso continuo dell approvvigionamento costituendo lo strumento principale di realizzazione del JIT
30
31 Livellamento della produzione (heijunka) L irregolarità (mura) della produzione e il carico eccessivo (muri) costituiscono, insieme agli sprechi (muda) uno dei tre elementi negativi dei processi (le tre Mu) che il lean punta ad eliminare. Al fine di rendere più regolare l attività di una linea produttiva è necessario: Regolarizzare la domanda del cliente (qualora possibile) attraverso il livellamento delle consegne (level selling) Regolarizzare la produzione attraverso il livellamento della stessa (heijunka) ottenuto con la produzione frequente di piccoli lotti di ogni prodotto alternati con piccoli lotti di altri prodotti. In tal modo sarà più facile Adattarsi rapidamente alla variazione della domanda Ridurre i carichi eccessivi
32 Il livellamento è il fondamento indispensabile per la corretta applicazione del metodo JET
33 2.QUALITA : ZERO DIFETTI AUTONOMAZIONE (JIDOKA)
34 L autonomazione /jidoka) L autonomazione (jidoka), descritta anche come automazione intelligente o automazione a misura d uomo, è un metodo preventivo di gestione della qualità, in cui operatori e macchine si auto-attivano per identificare le anomalie dei processi, comprenderne le cause ed eliminarle prontamente.

35 L efficacia dell autonomazione deriva dalla capacità di individuare gli errori Prima che si trasformino in difetti sul prodotto, di arrestare il processo se necessario, e di rendere le cause dei problemi visibili appena questi si verificano, facilitandone così l eliminazione.
36 Nella lean production l autonomazione ha un importanza nettamente superiore all automazione, in quanto solo l eliminazione sistematica delle anomalie può permettere il flusso continuo tirato dal cliente proprio del Just-In-Time, oltre a rendere possibili forti aumenti di produttività con le lavorazioni multi-macchina e multi-processo.
37 L autonomazione si pone l obiettivo di ottenere zero difetti, quindi qualità al 100%, in quanto nessun cliente è disponibile a tollerare un prodotto difettoso. Essa va così al di là del tradizionale approccio statistico alla qualità, che si limita a ridurre i difetti entro una percentuale accettabile, ma non punta a eliminarli del tutto. In una produzione industriale, accettare una difettosità dello 0,1% (uno per mille) equivale ad accettare un atterraggio pericoloso al giorno in un aeroporto internazionale.

38
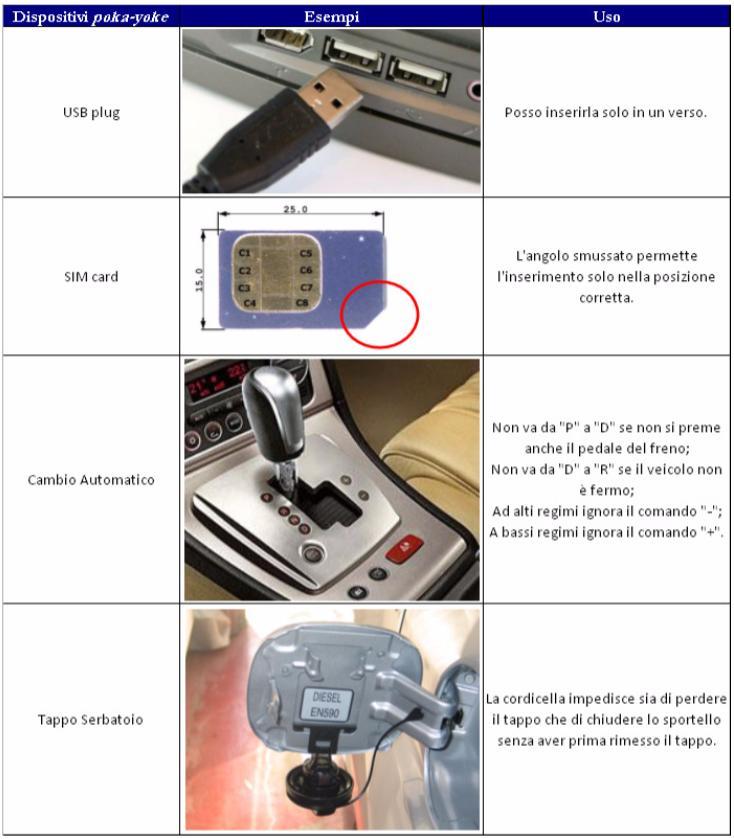
39 Sistemi a prova di errore (poka-yoke) Il principale strumento dell autonomazione è il poka-yoke, che in giapponese significa a prova di errore. I poka-yoke (P-Y) sono dispositivi, meccanismi o semplici accorgimenti atti ad evitare che gli errori si trasformino in difetti. Senza saperlo, la nostra vita quotidiana è disseminata di poka-yoke.
40
41 I poka-yoke si basano su una logica di prevenzione dei difetti e di gestione della qualità alla fonte. Essi sono più efficaci quando consentono un controllo assoluto, forniscono un riscontro immediato, sono semplici, robusti, affidabili ed economici, e quando non richiedono particolare attenzione da parte dell operatore. È preferibile che tali soluzioni siano ideate già in fase di sviluppo del prodotto e del processo.
42

43 Principali metodi di rilevamento delle anomalie con relativi esempi di Soluzioni poka-yoke

44 Esempi di poka-yoke in ambito manifatturiero.
45 3. MACCHINE: ZERO FERMI MANUTENZIONE PRODUTTIVA (TOTAL PRODUCTIVE MAINTENANCA TPM)
46 Total Productive Maintenance(TPM) Il Total Productive Maintenance(TPM) è un programma di miglioramento continuo che riguarda l impiego efficace ed efficiente delle macchine e degli impianti. Con questo nuovo approccio la responsabilità della manutenzione degli impianti è estesa a più livelli,spettando quindi non solo ai manutentori ma anche, anzi soprattutto, agli operatori diretti. Essi sono coinvolti nella manutenzione, in progetti di miglioramento e in riparazioni semplici, tutte attività che diventano parte della loro routine. Per esempio gli operatori si occupano quotidianamente di lubrificare, pulire e controllare le macchine che utilizzano. Il TPM si basa sul coinvolgimento totale delle persone e sulla prevenzione come principale strumento di eliminazione delle perdite.
 perdite per difetti difetti e riparazioni resa all")
47 Sono tre le tipologie di perdite che minano l efficienza degli impianti: 1) perdite per fermi guasti attrezzaggi e regolazioni 2) perdite per microfermate e velocità funzionamento a vuoto e microfermate riduzione di velocità 3) perdite per difetti difetti e riparazioni resa all avviamento.
48

49 La manutenzione autonoma La manutenzione autonoma è l attività attraverso cui gli operatori, oltre a utilizzare le macchine, si occupano anche di monitorarne lo stato, ripararne le anomalie e ripristinarne le condizioni iniziali. Gli operatori, che meglio di tutti conoscono la funzione e la struttura delle macchine, acquisiscono così le competenze utili a scoprire le anomalie e imparano a compiere attività di manutenzione e facili riparazioni.

50 I sette passi della manutenzione autonoma
51 Manutenzione programmata La manutenzione programmata mira a ridurre i guasti attraverso interventi di prevenzione che, in questo caso, richiedono la competenza specializzata dei manutentori. In particolare occorre prevenire il deterioramento dei componenti, prolungarne la vita utile e regolarizzarne la manutenzione. Per dare visibilità a questo sistema, si imposta un piano di manutenzione che definisce le azioni periodiche necessarie, specificando per ognuna diversi aspetti: i componenti e le parti della macchina su cui intervenire, i contenuti e le modalità di intervento (metodi, attrezzi, parametri, ecc), l operatore responsabile, la frequenza.
52 Set-up rapido Il principio del set-up rapido, noto anche con gli acronimi SMED (Single Minute Exchange of Die) e RTS (Rapid Tool Setting), è quello di ridurre al minimo i tempi di attrezzaggio delle macchine. I tempi di attrezzaggio rappresentano uno spreco, in quanto costringono le macchine a stare ferme quindi a non produrre valore. Lo SMED è un attività semplice, che tuttavia richiede rigore metodologico e attenta analisi. Esso consiste, anzitutto, nell individuare e separare le attività interne dalle attività esterne : Attività interne : azioni che necessariamente si devono fare a macchina ferma (inserimento stampo, staffaggio, ecc), Attività esterne : azioni che si possono eseguire anche a macchina in movimento (ricerca materiale, ricerca utensili, riposizionamento strumenti, registrazione intervento, ecc).

53 Una volta che le attività esterne vengono ad essere spostate al di fuori del tempo di attrezzaggio, la tecnica SMED suggerisce di ridurre al minimo le attività interne, in modo da limitare ulteriormente il tempo in cui la macchina è ferma. Si tratta quindi di interventi di miglioramento, ad esempio la sostituzione dei dispositivi non rapidi (centraggi, staffe, barre filettate, dadi non standard, ecc) con altri rapidi (guide, attacchi a baionetta, viti a mezzo giro, ecc).

54
55 4. PERSONE: ZERO INEFFICIENZE ORGANIZZZAZIONE DEL POSTO DI LAVORO (WORKPLACE ORGANIZATION)
56 L organizzazione del posto di lavoro (Workplace Organization WO) è uno degli strumenti fondamentali per migliorare l efficienza, la qualità e la sicurezza dei processi. Permette di facilitare il fluire del lavoro e di eliminare gli sprechi relativi a: Spazi occupati Tempi di ricerca Movimenti e spostamenti Rilavorazioni e controlli

57 Metodo delle 5S

58

59

60 One Point Lesson (OPL) Semplice strumento atto a focalizzare in un unico punto (one poin) un elemento di formazione (lesson). Generaòmente l 0intero oggetto di formazione è cintenuto in un foglio A4 ed è costituito da brevi concetti di immediata comprensione, fotografie, schizzi, disegni.

61
62 5. STANDARDIZZAZIONE (STANDARD WORK)
63 La standardizzazione consiste nell attività di definizione, mantenimento e miglioramento degli standard ossia delle procedure di lavoro che guidano ogni operatore in un processo produttivo. Costituisce la base di un miglioramento continuo
64 6. MIGLIORAMENTO CONTINUO (KAIZEN)
65 KAIZEN KAI (cambiamento) ZEN (bene) cambiamento verso il meglio Il Kaizen è una strategia di management giapponese che significa "cambiare in meglio" o "miglioramento lento e continuo": un credo che si basa sulla convinzione che tutti gli aspetti della vita possano essere costantemente migliorati.
66 Questo metodo giapponese incoraggia e caldeggia piccoli miglioramenti da farsi giorno dopo giorno, in maniera continua. Il kaizen, presentato inizialmente da Toyota e applicato sempre più in tutto il mondo, si basa sul principio che l'energia viene dal basso, ovvero sulla comprensione che il risultato in un'impresa non viene raggiunto dal management, ma dal lavoro diretto sul prodotto. L'aspetto più importante del Kaizen è proprio il processo di miglioramento continuo che c'è alla base. Si tratta di un metodo soft e graduale che si oppone alle abitudini occidentali di eliminare ogni cosa che sembra non funzionare bene per rifarla da capo. In Giappone, tra l'altro, dove ha avuto origine il concetto di Kaizen, questo strumento si applica a tutti gli aspetti della vita, non solo al posto di lavoro.
67 Problem solving Gli strumenti dicui si avvale il processo di risoluzione dei problemi (problem solving) sono: 5 Perchè (5 Whys) 5 W+1H 3 Gen 4 M+A

68 5 Perchè (5 Whys) Questa tecnica porta a identificare la causa radice di un problema non fermandosi alla soluzione apparente ma ponendosi una serie consecutiva di perché? simbolicamente almeno 5.
69 Cosa (What): definisci qual è il problema che vuoi affrontare. Cosa vuoi migliorare? Quale aspetto crea problemi? Cosa funziona? Perchè (Why): cerca di capire o immaginare i motivi che causano un problema, o generano una situazione, così come perché si usano già certe soluzioni. Perchè si è sempre fatto così? Perchè succede A dopo B? Perchè questo funziona in certe situazioni e in altre no? Chi (Who): definisci chi si può occupare del problema. Tu? Un tuo socio? Qualcuno che conosci a cui proporre una collaborazione? Se stai valutando 2 idee alternative, chi fa cosa? Dove (Where): considera il luogo dove si colloca il tuo problema. Dove accade quella situazione che vuoi risolvere? Dove la si può risolvere? Quando (When): considera anche le variabili temporali. Quando succede quello che osservi? Quando può essere risolto? Quando si creano determinate condizioni?

70

71
? Who (chi)? Which (quale)?")
72 5 W+1H What (che cosa9? When (quando)? Where (dove)? Who (chi)? Which (quale)? How (come)?
73 Lo strumento 5W1H fa parte di quel bagaglio di conoscenze che ogni professionista della Qualità dovrebbe padroneggiare perché può aiutarlo a fare un'analisi strutturata di un lavoro o di un'attività e, quindi, di un intero processo. Costruire una checklist impostata sul famoso strumento 5W1H ci aiuta ad utilizzare a livello operativo una tecnica di miglioramento che spesso viene sottovalutata perché considerata semplice e quasi infantile ma che è davvero fantastica se viene compresa fino in fondo e utilizzata bene dai gruppi di lavoro che si occupino di BPR (Business Process Reengineering: strumento utilissimo per tutte quelle organizzazioni che vogliono diventare più efficienti e moderne perché è in grado di trasformarle, influenzandone direttamente le prestazioni.
74 Per costruire la nostra lista di riscontro iniziamo a chiederci: La prima "W": chi? Chi fa questa cosa abitualmente? Chi la sta facendo in questo momento/periodo? Chi dovrebbe farla? Chi altro potrebbe farla? Chi altro dovrebbe farla? La seconda "W": cosa? Cosa prevede questa attività? Cosa viene fatto in realtà? Cos'altro si potrebbe fare? Cos'altro si dovrebbe fare? La terza "W": dove? Dove si dovrebbe svolgere l'attività? Dove viene svolta effettivamente? Dove altro si potrebbe svolgere?
75 La quarta "W": quando? Quando deve essere svolta l'attività? Quando viene effettivamente svolta? Quando potrebbe essere svolta in alternativa? La quinta "W": perché? Perché viene svolta questa attività? Perché viene svolta da una certa persona? Perché si dovrebbe svolgere questa attività in un certo modo? Perché viene svolta in un altro modo? Perché si svolge in un certo posto? Perché si svolge in un certo momento? L'"H": come? Come dovrebbe essere svolta questa attività? Come viene svolta in realtà? Come potrebbe essere svolta l'attività se decidessimo di prendere in considerazione un approccio differente? Come potremmo utilizzare in altre attività questo modo di procedere?
76 What? When? Where? Who? Which? How? 5 W + 1 H Quale pezzo sto producendo? Di che materiale è fatto? In quale fase della produzione dìsi è verificato il problema? Su quale parte del pezzo si è verificato il problema? Questo problema è capitato solo a me o anche ad altri? C è una correlazione tra il problema e qualche evento specifico? Come si è manifestato il fenomeno?

77 3 Gen Il metodo fornisce alcune indicazioni per facilitare la risoluzione di un problema esaminando anche cause correlate
78 4 M + A (metodo di Ishikawa) Il metododi Ishikawa è una tecnica manageriale utilizzata nel settore industriale e nei servizi per individuare la/le causa/e più probabile/i di un effetto (o problema). È anche chiamato diagramma causaeffetto o diagramma a lisca di pesce. Nel campo manifatturiero, le cause o i fattori che influenzano un processo produttivo sono spesso organizzate in quattro macrogruppi, che sono: manodopera macchine (compresa l'energia impiegata, gli strumenti di lavoro e di misura) materiali (materie prime e ausiliarie) metodi (procedure o prassi operative). A queste quattro poi se ne è aggiunta una quinta: l'ambiente, per cui si parla di 4 M + A o "5M". Poiché però ambiente non inizia per "m", si è scelta la lingua francese: il quinto fattore diventa così il Milieu


79
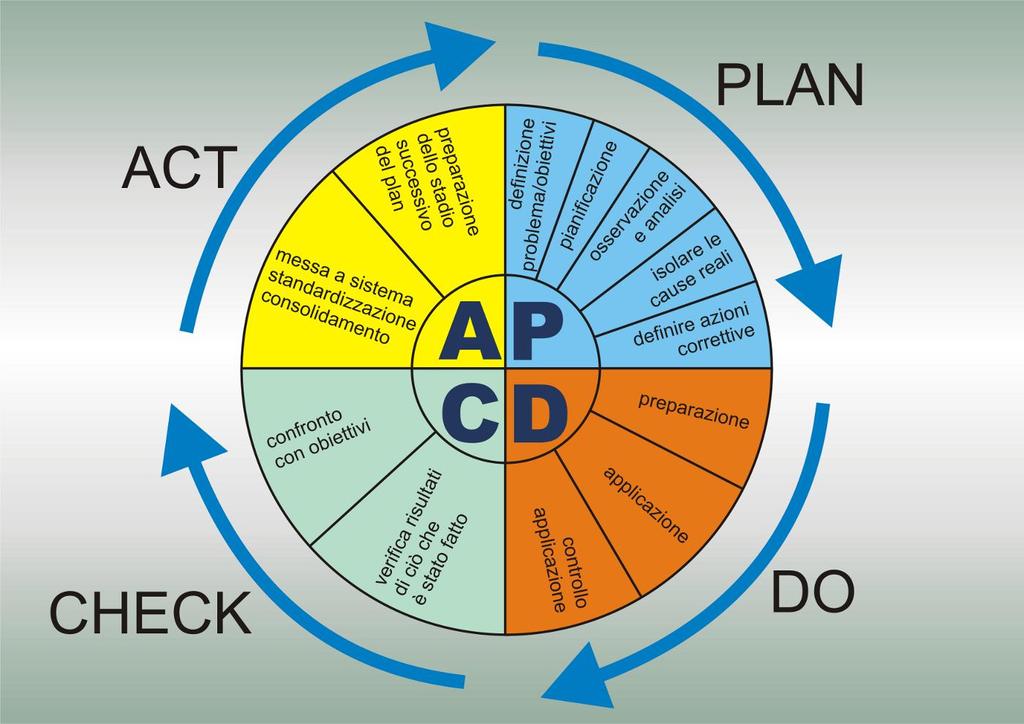
80 PDCA Noto anche come ciclo di Deming, la sigla PDCA è formata dalle iniziali delle seguenti parole inglesi: Plan (pianificare), Do (fare), Check (controllare) e Act (agire). E' un ciclo che si applica a tutti i processi e ne consente la realizzazione e la gestione (verifica dei risultati e miglioramento continuo) Plan (Pianificare): Decidere Cosa fare, come farlo, in che tempi. Stabilire gli obiettivi ed i processi necessari per fornire risultati conformi ai requisiti del cliente ed alle politiche dell'organizzazione Do (Fare): Fare quanto pianificato. Dare attuazione ai processi; Check (Controllare): verificare se si è fatto quanto pianificato attraverso dati oggetivi (misurazioni). Monitorare e misurare i processi ed i prodotti a fronte delle politiche, degli obiettivi e dei requisiti relativi ai prodotti e riportarne i risultati; Act (Agire): adottare azioni per migliorare in modo continuativo le prestazioni dei processi;
81
LEAN ORGANIZATION: Introduzione ai Principi e Metodi dell Organizzazione Snella
 Introduzione ai Principi e Metodi dell Organizzazione Snella by Per avere ulteriori informazioni: Visita il nostro sito WWW.LEANNOVATOR.COM Contattaci a INFO@LEANNOVATOR.COM 1. Introduzione Il termine
Introduzione ai Principi e Metodi dell Organizzazione Snella by Per avere ulteriori informazioni: Visita il nostro sito WWW.LEANNOVATOR.COM Contattaci a INFO@LEANNOVATOR.COM 1. Introduzione Il termine
Percorso. Tecnico di produzione Lean specialist. Manufacturing & Lean Process excellence. Industrial Management School
 Industrial Management School Lean specialist Gli strumenti Lean per i professional di produzione e di ufficio tecnico. area Manufacturing & Lean Process excellence A chi è rivolto Responsabili e staff
Industrial Management School Lean specialist Gli strumenti Lean per i professional di produzione e di ufficio tecnico. area Manufacturing & Lean Process excellence A chi è rivolto Responsabili e staff
IL METODO KAIZEN PER ESSERE COSTANTEMENTE ORIENTATI AL MIGLIORAMENTO
 Attenzione: la Guida che state stampando è aggiornata al 15/05/2006. I file allegati con estensione.doc,.xls,.pdf,.rtf, etc. non verranno stampati automaticamente; per averne copia cartacea è necessario
Attenzione: la Guida che state stampando è aggiornata al 15/05/2006. I file allegati con estensione.doc,.xls,.pdf,.rtf, etc. non verranno stampati automaticamente; per averne copia cartacea è necessario
I pilastri della TPM
 I pilastri della TPM Miglioramento specifico Manutenzione preventiva Set-up impianti Manutenzione autonoma Formazione Sicurezza e ambiente Miglioramento delle prestazioni Per migliorare bisogna misurare
I pilastri della TPM Miglioramento specifico Manutenzione preventiva Set-up impianti Manutenzione autonoma Formazione Sicurezza e ambiente Miglioramento delle prestazioni Per migliorare bisogna misurare
LEAN THINKING: un introduzione
 LEAN THINKING: un introduzione JIDOKA JUST IN TIME Il Toyota Production System Kiichiro Toyoda Taiichi Ohno Jidoka Anni 20 Just in Time Anni 40 I cinque principi del Lean Thinking (1996) LUE James Womack
LEAN THINKING: un introduzione JIDOKA JUST IN TIME Il Toyota Production System Kiichiro Toyoda Taiichi Ohno Jidoka Anni 20 Just in Time Anni 40 I cinque principi del Lean Thinking (1996) LUE James Womack
Corso Lean Manufacturing
 Corso Lean Manufacturing Anno Accademico 2016-2017 Lezione 1: Introduzione al pensiero snello Parte 2 Fabrizio Bianchi Valore per il cliente Qualità Costo Tempo Zero Difetti Target Costing Takt Time Qualità
Corso Lean Manufacturing Anno Accademico 2016-2017 Lezione 1: Introduzione al pensiero snello Parte 2 Fabrizio Bianchi Valore per il cliente Qualità Costo Tempo Zero Difetti Target Costing Takt Time Qualità
- Gli strumenti Lean per i professional di produzione - Il ruolo dei Tempi e Metodi in ottica Lean. Percorsi
 Industrial Management School Tecnico di Produzione - Lean specialist & Tempi e Metodi - Gli strumenti Lean per i professional di produzione - Il ruolo dei Tempi e Metodi in ottica Lean Percorsi area Operations
Industrial Management School Tecnico di Produzione - Lean specialist & Tempi e Metodi - Gli strumenti Lean per i professional di produzione - Il ruolo dei Tempi e Metodi in ottica Lean Percorsi area Operations
Lean Organization: processi di valore e progetti di miglioramento
 Lean Organization: processi di valore e progetti di miglioramento Prof. Stefano Tonchia Università degli studi di Udine, 13/5/2015 ORGANIZZAZIONE (1) Le Organizzazioni sono entità sociali complesse, deliberatamente
Lean Organization: processi di valore e progetti di miglioramento Prof. Stefano Tonchia Università degli studi di Udine, 13/5/2015 ORGANIZZAZIONE (1) Le Organizzazioni sono entità sociali complesse, deliberatamente
I fondamenti del Lean Thinking
 I fondamenti del Lean Thinking (con esempi) Daniela Gamberini Divisione Organizzazione PRAXI SpA Ancona, 6 ottobre 2016 Confindustria Savona 19/05/2016 1 PRAXI Group PRAXI S.p.A. - ORGANIZZAZIONE e CONSULENZA
I fondamenti del Lean Thinking (con esempi) Daniela Gamberini Divisione Organizzazione PRAXI SpA Ancona, 6 ottobre 2016 Confindustria Savona 19/05/2016 1 PRAXI Group PRAXI S.p.A. - ORGANIZZAZIONE e CONSULENZA
WORLD CLASS MANUFACTURING L'INTEGRAZIONE DELLA SICUREZZA NEI PROCESSI AZIENDALI.
 WORLD CLASS MANUFACTURING L'INTEGRAZIONE DELLA SICUREZZA NEI PROCESSI AZIENDALI. IL PUNTO DI VISTA DEI PROFESSIONISTI DELLA SICUREZZA Il TR 11542 Giovanni Amendolia Consigliere Nazionale Aias Coordinatore
WORLD CLASS MANUFACTURING L'INTEGRAZIONE DELLA SICUREZZA NEI PROCESSI AZIENDALI. IL PUNTO DI VISTA DEI PROFESSIONISTI DELLA SICUREZZA Il TR 11542 Giovanni Amendolia Consigliere Nazionale Aias Coordinatore
STORIA : LEAN MANUFACTURING
 1 STORIA : LEAN MANUFACTURING Taylor e l approccio scientifico L ingegnere americano Frederick Taylor (1856 1915) fu l iniziatore della ricerca sui metodi per il miglioramento dell efficienza nella produzione.
1 STORIA : LEAN MANUFACTURING Taylor e l approccio scientifico L ingegnere americano Frederick Taylor (1856 1915) fu l iniziatore della ricerca sui metodi per il miglioramento dell efficienza nella produzione.
WORLD CLASS WEB ACADEMY
 WORLD CLASS WEB ACADEMY Training solutions CATALOGUE ITALIANO L approccio World Class 1 FCA Italy - Training & Consulting è un organizzazione di Professional Trainers completamente dedicata al supporto
WORLD CLASS WEB ACADEMY Training solutions CATALOGUE ITALIANO L approccio World Class 1 FCA Italy - Training & Consulting è un organizzazione di Professional Trainers completamente dedicata al supporto
Innovazione nella Produzione Aeronautica. Ordine degli Ingegneri della Provincia di Milano
 Innovazione nella Produzione Aeronautica Ordine degli Ingegneri della Provincia di Milano I NOSTRI PRODOTTI: AW 109/119 2 I NOSTRI PRODOTTI : AW169 3 PRINCIPALI TECNOLOGIE 4 PROCESSI PRODUTTIVI 5 PROCESSI
Innovazione nella Produzione Aeronautica Ordine degli Ingegneri della Provincia di Milano I NOSTRI PRODOTTI: AW 109/119 2 I NOSTRI PRODOTTI : AW169 3 PRINCIPALI TECNOLOGIE 4 PROCESSI PRODUTTIVI 5 PROCESSI
E-Procurement. Lean & Digitize Procurement. Prof. Bernardo Nicoletti Università di Tor Vergata
 E-Procurement Lean & Digitize Procurement Prof. Bernardo Nicoletti Università di Tor Vergata Evolve or Die It is not the strongest of the species that urvives, nor the most intelligent that survives. is
E-Procurement Lean & Digitize Procurement Prof. Bernardo Nicoletti Università di Tor Vergata Evolve or Die It is not the strongest of the species that urvives, nor the most intelligent that survives. is
LA RIDUZIONE DEI TEMPI DI SET-UP IL METODO S.M.E.D.
 1 LA RIDUZIONE DEI TEMPI DI SET-UP IL METODO S.M.E.D. 2 IL CANTIERE SMED S.M.E.D. è l acronimo di Single-Minute Exchange of Die ed indica una metodologia finalizzata alla riduzione dei tempi di setup.
1 LA RIDUZIONE DEI TEMPI DI SET-UP IL METODO S.M.E.D. 2 IL CANTIERE SMED S.M.E.D. è l acronimo di Single-Minute Exchange of Die ed indica una metodologia finalizzata alla riduzione dei tempi di setup.
LEAN MANAGEMENT. Introduzione ai Principi e Metodi dell Organizzazione Snella
 LEAN MANAGEMENT Introduzione ai Principi e Metodi dell Organizzazione Snella Introduzione Il termine produzione snella (lean production) è stato ideato, nel 1992, dai ricercatori del MIT Womack e Jones,
LEAN MANAGEMENT Introduzione ai Principi e Metodi dell Organizzazione Snella Introduzione Il termine produzione snella (lean production) è stato ideato, nel 1992, dai ricercatori del MIT Womack e Jones,
GENBA KAIZEN (prima parte)
") GENBA KAIZEN (prima parte) Sommario Introduzione Gestire il QCD nel genba Standard 5S Muda Le fondamenta del genba Visual management Il ruolo dei responsabili nel INTRODUZIONE AL GENBA KAIZEN Cos è il
GENBA KAIZEN (prima parte) Sommario Introduzione Gestire il QCD nel genba Standard 5S Muda Le fondamenta del genba Visual management Il ruolo dei responsabili nel INTRODUZIONE AL GENBA KAIZEN Cos è il
- Gli strumenti Lean per i professional di produzione - Il ruolo dei Tempi e Metodi in ottica Lean. Percorsi
 Industrial Management School Tecnico di Produzione - Lean specialist & Tempi e Metodi - Gli strumenti Lean per i professional di produzione - Il ruolo dei Tempi e Metodi in ottica Lean Percorsi area Operations
Industrial Management School Tecnico di Produzione - Lean specialist & Tempi e Metodi - Gli strumenti Lean per i professional di produzione - Il ruolo dei Tempi e Metodi in ottica Lean Percorsi area Operations
Alla scoperta dell eccellenza operativa Nell esperienza Giapponese
 Alla scoperta dell eccellenza operativa Nell esperienza Giapponese Un viaggio di formazione in Giappone Visitando aziende con risultati superiori in applicazioni di TPS / Lean management e del TPM Obiettivi
Alla scoperta dell eccellenza operativa Nell esperienza Giapponese Un viaggio di formazione in Giappone Visitando aziende con risultati superiori in applicazioni di TPS / Lean management e del TPM Obiettivi
La PRODUZIONE nel SETTORE DOLCIARIO: ANALISI dei CICLI PRODUTTIVI e della TRACCIABILITA
 La PRODUZIONE nel SETTORE DOLCIARIO: ANALISI dei CICLI PRODUTTIVI e della TRACCIABILITA SOMMARIO: Analisi del mercato del cacao; Flussi produzione cioccolato; LEAN Principles HACCP (Hazard Analysis of
La PRODUZIONE nel SETTORE DOLCIARIO: ANALISI dei CICLI PRODUTTIVI e della TRACCIABILITA SOMMARIO: Analisi del mercato del cacao; Flussi produzione cioccolato; LEAN Principles HACCP (Hazard Analysis of
Lean Thinking2.0 Dalla Teoria alla Pratica. Caso: Siver Srl
 Lean Thinking2.0 Dalla Teoria alla Pratica Caso: Siver Srl Rosà, 23/06/2011 Rosà, 23/06/2011 Caso Siver Srl 1 Siver Srl Taglio Piega Assemblaggio Trattamenti Superficiali Rosà, 23/06/2011 Caso Siver Srl
Lean Thinking2.0 Dalla Teoria alla Pratica Caso: Siver Srl Rosà, 23/06/2011 Rosà, 23/06/2011 Caso Siver Srl 1 Siver Srl Taglio Piega Assemblaggio Trattamenti Superficiali Rosà, 23/06/2011 Caso Siver Srl
Introduzione al Lean Management: la gestione efficace del cambiamento in azienda
 Introduzione al Lean Management: la gestione efficace del cambiamento in azienda Basic Workshop per imprenditori e manager Parma, settembre 2017 Perché un corso sul Lean Management Il Lean management non
Introduzione al Lean Management: la gestione efficace del cambiamento in azienda Basic Workshop per imprenditori e manager Parma, settembre 2017 Perché un corso sul Lean Management Il Lean management non
Copyright CER.TO. S.u.r.l.
 Dal prezioso accordo con JMAC Europe Milano e nel quadro della filosofia aziendale di CerTo di dedicare sempre il meglio ai propri Clienti, il Catalogo Corsi CerTo Training si arricchisce della proposta
Dal prezioso accordo con JMAC Europe Milano e nel quadro della filosofia aziendale di CerTo di dedicare sempre il meglio ai propri Clienti, il Catalogo Corsi CerTo Training si arricchisce della proposta
I fondamenti del Lean Thinking Marco Giugliano Senior Partner e Responsabile Divisione Organizzazione Centro Sud PRAXI SpA
 PRAXI S.p.A. - ORGANIZZAZIONE e CONSULENZA I fondamenti del Lean Thinking Marco Giugliano Senior Partner e Responsabile Divisione Organizzazione Centro Sud PRAXI SpA 11 maggio 2016 PRAXI Group PRAXI S.p.A.
PRAXI S.p.A. - ORGANIZZAZIONE e CONSULENZA I fondamenti del Lean Thinking Marco Giugliano Senior Partner e Responsabile Divisione Organizzazione Centro Sud PRAXI SpA 11 maggio 2016 PRAXI Group PRAXI S.p.A.
La ricerca dell eccellenza operativa: dal Lean al Lean World Class. 6 febbraio 2013
 La ricerca dell eccellenza operativa: dal Lean al Lean World Class 6 febbraio 2013 Valore per i clienti e per gli azionisti Modello di riferimento Lean World Class Lean Thinking Lean World Class Cost Deployment
La ricerca dell eccellenza operativa: dal Lean al Lean World Class 6 febbraio 2013 Valore per i clienti e per gli azionisti Modello di riferimento Lean World Class Lean Thinking Lean World Class Cost Deployment
Organizzare per Crescere
 Life cycle continuous improvement Il contesto La rapida evoluzione dei mercati, il progredire delle tecnologie, la concorrenza rafforzata dal periodo di crisi e la crescita delle esigenze dei clienti creano
Life cycle continuous improvement Il contesto La rapida evoluzione dei mercati, il progredire delle tecnologie, la concorrenza rafforzata dal periodo di crisi e la crescita delle esigenze dei clienti creano
From Statistical Process Control to Continuous Improvement
 From Statistical Process Control to Continuous Improvement Webinar February 23rd 2016 Research and Management Consulting Business School Qualcosa su di me Metà degli anni 90: Interesse per l ottimizzazione
From Statistical Process Control to Continuous Improvement Webinar February 23rd 2016 Research and Management Consulting Business School Qualcosa su di me Metà degli anni 90: Interesse per l ottimizzazione
Integrazione e interdipendenza tra cliente e fornitore lungo tutta la Supply Chain: l esperienza di BAXI S.p.A.
 Benchmak sulla Supply Chain delle Aziende Industriali Italiane Padova, 1 Dicembre 2005 Integrazione e interdipendenza tra cliente e fornitore lungo tutta la Supply Chain: l esperienza di BAXI S.p.A. ALBERTO
Benchmak sulla Supply Chain delle Aziende Industriali Italiane Padova, 1 Dicembre 2005 Integrazione e interdipendenza tra cliente e fornitore lungo tutta la Supply Chain: l esperienza di BAXI S.p.A. ALBERTO
LEAN ORGANIZATION: Introduzione ai Principi e Metodi dell Organizzazione Snella
 Introduzione ai Principi e Metodi dell Organizzazione Snella by Per avere ulteriori informazioni: Visita il nostro sito WWW.LEANNOVATOR.COM Contattaci a INFO@LEANNOVATOR.COM 1. Introduzione Il termine
Introduzione ai Principi e Metodi dell Organizzazione Snella by Per avere ulteriori informazioni: Visita il nostro sito WWW.LEANNOVATOR.COM Contattaci a INFO@LEANNOVATOR.COM 1. Introduzione Il termine
LA SUPPLY CHAIN IN OTTICA LEAN
 CUOA Business School LA SUPPLY CHAIN IN OTTICA LEAN IN COLLABORAZIONE CON CECCARELLI GROUP 7 luglio 2016 Paolo Muttoni paolo.muttoni@cuoa.it Presentazione CUOA CUOA Lean Enterprise Center Attivo dal 2006
CUOA Business School LA SUPPLY CHAIN IN OTTICA LEAN IN COLLABORAZIONE CON CECCARELLI GROUP 7 luglio 2016 Paolo Muttoni paolo.muttoni@cuoa.it Presentazione CUOA CUOA Lean Enterprise Center Attivo dal 2006
Fabrizio Bianchi-Università Carlo Cattaneo LIUC. di più con meno
 Fabrizio Bianchi-Università Carlo Cattaneo LIUC di più con meno Lean Lean Manufacturing Lean Production Lean Factory Fabbrica Snella Produzione Snella Fabbrica Integrata.. Toyota Production System (TPS)
Fabrizio Bianchi-Università Carlo Cattaneo LIUC di più con meno Lean Lean Manufacturing Lean Production Lean Factory Fabbrica Snella Produzione Snella Fabbrica Integrata.. Toyota Production System (TPS)
Manuale e schede pratiche di Lean Production per le PMI Pozzetto Dario
 Convegno Lean Production nelle PMI Palazzo Torriani Udine, 18 ottobre 2012 Manuale e schede pratiche di Lean Production per le PMI Pozzetto Dario Professore ordinario di Impianti industriali meccanici
Convegno Lean Production nelle PMI Palazzo Torriani Udine, 18 ottobre 2012 Manuale e schede pratiche di Lean Production per le PMI Pozzetto Dario Professore ordinario di Impianti industriali meccanici
Syllabus Start rev. 1.03
 Syllabus Start rev. 1.03 Modulo 1 Concetti di base della qualità e della soddisfazione del cliente Il seguente Syllabus è relativo al Modulo 1 di EQDL Start, Concetti di base della qualità e della soddisfazione
Syllabus Start rev. 1.03 Modulo 1 Concetti di base della qualità e della soddisfazione del cliente Il seguente Syllabus è relativo al Modulo 1 di EQDL Start, Concetti di base della qualità e della soddisfazione
Excellence Production System
 Workshop Project Management 2012 Beyond The Project Lean Manufacturing un nuovo modello per l eccelenza Excellence Production System Salerno 27 Gennaio 2012 Giovanni Tullio Scenario : Superare la crisi
Workshop Project Management 2012 Beyond The Project Lean Manufacturing un nuovo modello per l eccelenza Excellence Production System Salerno 27 Gennaio 2012 Giovanni Tullio Scenario : Superare la crisi
Corso di Robust Value Stream Design
 Corso di Robust Value Stream Design Dalla Value Stream Map al Modello dell Organizzazione La complessità dell attuale situazione di mercato richiede alle aziende massima flessibilità e la capacità di adattarsi
Corso di Robust Value Stream Design Dalla Value Stream Map al Modello dell Organizzazione La complessità dell attuale situazione di mercato richiede alle aziende massima flessibilità e la capacità di adattarsi
Lean Organization - Lean Office
 Lean Organization - Lean Office Regina Bosco Vilma Tortelli Che cos è il Lean Thinking? E un modo di pensare che incoraggia il miglioramento continuo Le imprese sia pubbliche che private devono soddisfare
Lean Organization - Lean Office Regina Bosco Vilma Tortelli Che cos è il Lean Thinking? E un modo di pensare che incoraggia il miglioramento continuo Le imprese sia pubbliche che private devono soddisfare
Tor Vergata LEAN & Six Sigma Academy
 Tor Vergata LEAN & Six Sigma Academy Tor Vergata LEAN & Six Sigma Academy Solo ciò che si misura si può migliorare. Se non misuri non puoi capire. Se non capisci non puoi controllare. Se non controlli
Tor Vergata LEAN & Six Sigma Academy Tor Vergata LEAN & Six Sigma Academy Solo ciò che si misura si può migliorare. Se non misuri non puoi capire. Se non capisci non puoi controllare. Se non controlli
Lavagna Kanban HOW TO
 Lavagna Kanban HOW TO Istruzioni per l uso Come la gestione visuale del processo su una lavagna può davvero migliorare il flusso di lavoro sui progetti. Visualizzare il flusso di lavoro: rappresentare
Lavagna Kanban HOW TO Istruzioni per l uso Come la gestione visuale del processo su una lavagna può davvero migliorare il flusso di lavoro sui progetti. Visualizzare il flusso di lavoro: rappresentare
RIDUZIONE DEGLI SPRECHI E DELLE INEFFICIENZE GUIDA DELL ORGANIZZAZIONE VERSO IL MIGLIORAMENTO CONTINUO
 RIDUZIONE DEGLI SPRECHI E DELLE INEFFICIENZE GUIDA DELL ORGANIZZAZIONE VERSO IL MIGLIORAMENTO CONTINUO SEI Consulting Chi siamo? 2004-2014 Da 10 anni al Vostro fianco SEI Consulting 2 La riduzione degli
RIDUZIONE DEGLI SPRECHI E DELLE INEFFICIENZE GUIDA DELL ORGANIZZAZIONE VERSO IL MIGLIORAMENTO CONTINUO SEI Consulting Chi siamo? 2004-2014 Da 10 anni al Vostro fianco SEI Consulting 2 La riduzione degli
Management e Certificazione della Qualità
 Management e Certificazione della Qualità Prof. Alessandro Ruggieri A.A. 2012-2013 Oggetto della lezione Gestione per processi Cosa è un processo? Classificazione dei processi Organizzazione e processi
Management e Certificazione della Qualità Prof. Alessandro Ruggieri A.A. 2012-2013 Oggetto della lezione Gestione per processi Cosa è un processo? Classificazione dei processi Organizzazione e processi
prof. Paolo Aymon Processi snelli GIA-L04 quarta parte
 UNIVERSITÀ DEGLI STUDI DI BERGAMO Corso di Gestione dell Informazione Aziendale prof. Paolo Aymon Processi snelli quarta parte UNIVERSITÀ DEGLI STUDI DI BERGAMO Processi snelli Corso di Gestione dell Informazione
UNIVERSITÀ DEGLI STUDI DI BERGAMO Corso di Gestione dell Informazione Aziendale prof. Paolo Aymon Processi snelli quarta parte UNIVERSITÀ DEGLI STUDI DI BERGAMO Processi snelli Corso di Gestione dell Informazione
Verona 25 ottobre Sicurezza e Software Gestione Manutenzione (CMMS): Vantaggi di un Sistema Integrato
: Vantaggi di un Sistema Integrato") Verona 25 ottobre 2010 Sicurezza e Software Gestione Manutenzione (CMMS): Vantaggi di un Sistema Integrato La manutenzione comprende tutte le azioni tecniche, amministrative e gestionali eseguite durante
Verona 25 ottobre 2010 Sicurezza e Software Gestione Manutenzione (CMMS): Vantaggi di un Sistema Integrato La manutenzione comprende tutte le azioni tecniche, amministrative e gestionali eseguite durante
SIENA 11 NOVEMBRE 2016 LEAN THINKING. IN SANITà UNO STRUMENTO DI SOSTENIBILITà DEL SISTEMA HOTEL ULIVI. con il patrocinio di
 SIENA 11 NOVEMBRE 2016 LEAN THINKING IN SANITà UNO STRUMENTO DI SOSTENIBILITà DEL SISTEMA HOTEL ULIVI con il patrocinio di LET s GO Il Lean Thinking, nato nell automotive industriale e adottato con successo
SIENA 11 NOVEMBRE 2016 LEAN THINKING IN SANITà UNO STRUMENTO DI SOSTENIBILITà DEL SISTEMA HOTEL ULIVI con il patrocinio di LET s GO Il Lean Thinking, nato nell automotive industriale e adottato con successo
Lean thinking nelle aziende di processo
 Lean thinking nelle aziende di processo Peter L. King Obiettivo dell intervento Presentare il libro lean thinking per le aziende di processo di Peter L. King suggerire delle piste di impiego efficaci per
Lean thinking nelle aziende di processo Peter L. King Obiettivo dell intervento Presentare il libro lean thinking per le aziende di processo di Peter L. King suggerire delle piste di impiego efficaci per
Focus: MES (Manufacturing Execution System) Ing. Gerardo Fabrizio / CEO Open Data
 Ing. Gerardo Fabrizio / CEO Open Data") Focus: MES (Manufacturing Execution System) Ing. Gerardo Fabrizio / CEO Open Data CHI SIAMO Software house, con sede a Bologna e ufficio commerciale a Milano 1994 2017 Unico business: Opera (MES) Produttore
Focus: MES (Manufacturing Execution System) Ing. Gerardo Fabrizio / CEO Open Data CHI SIAMO Software house, con sede a Bologna e ufficio commerciale a Milano 1994 2017 Unico business: Opera (MES) Produttore
LEAN CONCEPT MODELLO PER LE AZIENDE DEL SETTORE HEALTHCARE PER INNOVARE E COMPETERE
 LEAN CONCEPT MODELLO PER LE AZIENDE DEL SETTORE HEALTHCARE PER INNOVARE E COMPETERE 1 LEAN STRATEGY SERVIZI OFFERTI Successo e competitività sono frutto di una vision aziendale ambiziosa che richiede la
LEAN CONCEPT MODELLO PER LE AZIENDE DEL SETTORE HEALTHCARE PER INNOVARE E COMPETERE 1 LEAN STRATEGY SERVIZI OFFERTI Successo e competitività sono frutto di una vision aziendale ambiziosa che richiede la
Controllare e ridurre sistematicamente i costi tramite la World Class Manufacturing. Vicenza, 26 giugno 2013
 Controllare e ridurre sistematicamente i costi tramite la World Class Manufacturing Vicenza, 26 giugno 2013 Le nuove teorie manageriali Negli anni 70-90, a fronte di profondi cambiamenti dello scenario
Controllare e ridurre sistematicamente i costi tramite la World Class Manufacturing Vicenza, 26 giugno 2013 Le nuove teorie manageriali Negli anni 70-90, a fronte di profondi cambiamenti dello scenario
IL SISTEMA LOGISTICO INTEGRATO
 IL SISTEMA LOGISTICO INTEGRATO Che cos è la logistica? Il concetto di logistica è spesso poco chiaro Per logistica, spesso, s intendono soltanto le attività di distribuzione fisica dei prodotti (trasporto
IL SISTEMA LOGISTICO INTEGRATO Che cos è la logistica? Il concetto di logistica è spesso poco chiaro Per logistica, spesso, s intendono soltanto le attività di distribuzione fisica dei prodotti (trasporto
PROCESSI e PROCEDURE METODOLOGIE
 PROCESSI e PROCEDURE METODOLOGIE Dr. Paolo Fusaroli Responsabile UO Epidemiologia ed Igiene Ospedaliera AUSL di Ravenna Procedure Uno strumento con cui le strutture rendono il più possibile oggettivo,
PROCESSI e PROCEDURE METODOLOGIE Dr. Paolo Fusaroli Responsabile UO Epidemiologia ed Igiene Ospedaliera AUSL di Ravenna Procedure Uno strumento con cui le strutture rendono il più possibile oggettivo,
I pilastri della TPM
 I pilastri della TPM Miglioramento specifico Manutenzione preventiva Set-up impianti Manutenzione autonoma Formazione Sicurezza e ambiente Nuove esigenze FARE PEZZI NON E PIU SUFFICIENTE : occorre che
I pilastri della TPM Miglioramento specifico Manutenzione preventiva Set-up impianti Manutenzione autonoma Formazione Sicurezza e ambiente Nuove esigenze FARE PEZZI NON E PIU SUFFICIENTE : occorre che
improving performance Il miglioramento dei Processi Aziendali: Lean Thinking e Six Sigma Aldo Gallarà
 Il miglioramento dei Processi Aziendali: Lean Thinking e Six Sigma Aldo Gallarà Novara, 10 Luglio 2014 1 Paradigma tradizionale delle prestazioni Nel passato, le aziende credevano che un miglioramento
Il miglioramento dei Processi Aziendali: Lean Thinking e Six Sigma Aldo Gallarà Novara, 10 Luglio 2014 1 Paradigma tradizionale delle prestazioni Nel passato, le aziende credevano che un miglioramento
TECH 4. Industrial Management School. Percorso. Tecnico e Manutentore Polivalente Base. Percorsi area tecnica
 Industrial Management School Percorso Tecnico e Manutentore Polivalente Base Percorsi area tecnica Percorso Tecnico e Manutentore Polivalente Base La complessità degli odierni sistemi produttivi implica
Industrial Management School Percorso Tecnico e Manutentore Polivalente Base Percorsi area tecnica Percorso Tecnico e Manutentore Polivalente Base La complessità degli odierni sistemi produttivi implica
Approccio Sistemico all innovazione: il Sistema Lean Ripensare la sterilizzazione dei DM. Sfide organizzative e soluzioni innovative
 Approccio Sistemico all innovazione: il Sistema Lean Ripensare la sterilizzazione dei DM. Sfide organizzative e soluzioni innovative Pisa, 6 febbraio 2015 Una filosofia industriale ispirata al Toyota Production
Approccio Sistemico all innovazione: il Sistema Lean Ripensare la sterilizzazione dei DM. Sfide organizzative e soluzioni innovative Pisa, 6 febbraio 2015 Una filosofia industriale ispirata al Toyota Production
CATALOGO FONDIMPRESA. Controllo di gestione: elementi base
 Controllo di gestione: elementi base fornire gli elementi che sono alla base del controllo dell azienda: le informazioni da reperire, la reportistica a supporto, le decisioni da supportare. La definizione
Controllo di gestione: elementi base fornire gli elementi che sono alla base del controllo dell azienda: le informazioni da reperire, la reportistica a supporto, le decisioni da supportare. La definizione
Syllabus start rev. 1.04
 Syllabus start rev. 1.04 Al fine di facilitare il collegamento tra i Syllabus degli EQDL Start, Plus e quello del EQDL Full, nel testo che segue sotto il numero di codice di ogni sezione, tema e argomento
Syllabus start rev. 1.04 Al fine di facilitare il collegamento tra i Syllabus degli EQDL Start, Plus e quello del EQDL Full, nel testo che segue sotto il numero di codice di ogni sezione, tema e argomento
L offerta JMAC per le aziende a commessa
 L offerta JMAC per le aziende a commessa Scheda di dettaglio: Miglioramento nella gestione delle commesse v.1.3 Alcune delle principali sfide per le aziende a commessa nella fase di execution Garantire
L offerta JMAC per le aziende a commessa Scheda di dettaglio: Miglioramento nella gestione delle commesse v.1.3 Alcune delle principali sfide per le aziende a commessa nella fase di execution Garantire
Consumer Goods. Supply Chain Produzione efficiente (MES)
") Consumer Goods Supply Chain Produzione efficiente (MES) Anticipatingcustomers needs in a changingenvironment Consumer Goods Supply Chain - Produzione efficiente (MES) Obiettivo/Sfida Per decenni i produttori
Consumer Goods Supply Chain Produzione efficiente (MES) Anticipatingcustomers needs in a changingenvironment Consumer Goods Supply Chain - Produzione efficiente (MES) Obiettivo/Sfida Per decenni i produttori
TQM. La Qualità Totale. Ambito Cliente. Esigenze esplicite. Quality. Assurance. Ambito Mercato. Esigenze implicite
 La Qualità Totale Il TQM come sintesi di Quality Assurance e Quality Management, per la traduzione di requisiti ed esigenze (esplicite ed implicite) da Cliente, Mercato, ambito Aziendale e Sociale Ambito
La Qualità Totale Il TQM come sintesi di Quality Assurance e Quality Management, per la traduzione di requisiti ed esigenze (esplicite ed implicite) da Cliente, Mercato, ambito Aziendale e Sociale Ambito
L ORGANIZZAZIONE PER PROCESSI COME SUPPORTO PER LA GESTIONE DELLA PUBBLICA AMMINISTRAZIONE. Relatore: GABRIELE DE SIMONE
 L ORGANIZZAZIONE PER PROCESSI COME SUPPORTO PER LA GESTIONE DELLA PUBBLICA AMMINISTRAZIONE Relatore: GABRIELE DE SIMONE la Federazione degli 11 Maggiori Organismi di certificazione dei Sistemi di Gestione
L ORGANIZZAZIONE PER PROCESSI COME SUPPORTO PER LA GESTIONE DELLA PUBBLICA AMMINISTRAZIONE Relatore: GABRIELE DE SIMONE la Federazione degli 11 Maggiori Organismi di certificazione dei Sistemi di Gestione
SIX SIGMA, LEAN E GEMBA KAIZEN
 SIX SIGMA, LEAN E GEMBA KAIZEN L esperienza di Lowara ITT Industries Introduzione Lowara, azienda italiana del gruppo ITT, ha iniziato 4 anni fa un percorso, promosso a livello di gruppo multinazionale,
SIX SIGMA, LEAN E GEMBA KAIZEN L esperienza di Lowara ITT Industries Introduzione Lowara, azienda italiana del gruppo ITT, ha iniziato 4 anni fa un percorso, promosso a livello di gruppo multinazionale,
L EFFICACIA DEL SISTEMA PRODUTTIVO
 L EFFICACIA DEL SISTEMA PRODUTTIVO INTRODUZIONE 1. OVERALL EQUIPMENT EFFECTIVENES PAG 3 1.1 DISPONIBILITÀ PAG 4 1.2. PERFORMANCE PAG 5 1.3. QUALITÀ PAG 6 DOCUMENTO DI APPROFONDIMENTO DELLA COMPASS CONSULTING
L EFFICACIA DEL SISTEMA PRODUTTIVO INTRODUZIONE 1. OVERALL EQUIPMENT EFFECTIVENES PAG 3 1.1 DISPONIBILITÀ PAG 4 1.2. PERFORMANCE PAG 5 1.3. QUALITÀ PAG 6 DOCUMENTO DI APPROFONDIMENTO DELLA COMPASS CONSULTING
Sistemi produttivi Just In Time. Just-In-Time Systems (Lean Production)
") Sistemi produttivi Just In Time Just-In-Time Systems (Lean Production) 1 Origini del JIT e della Produzione Snella Introdotto da Toyota Adottato da altre aziende giapponesi Introdotto successivamente nelle
Sistemi produttivi Just In Time Just-In-Time Systems (Lean Production) 1 Origini del JIT e della Produzione Snella Introdotto da Toyota Adottato da altre aziende giapponesi Introdotto successivamente nelle
Syllabus start rev. 1.03
 Syllabus start rev. 1.03 Modulo 1 Concetti di base della Qualità Il seguente Syllabus è relativo al Modulo 1 di EQDL Start, Concetti di base della qualità e della soddisfazione del cliente, e fornisce
Syllabus start rev. 1.03 Modulo 1 Concetti di base della Qualità Il seguente Syllabus è relativo al Modulo 1 di EQDL Start, Concetti di base della qualità e della soddisfazione del cliente, e fornisce
INTRODUZIONE ALLA PRODUZIONE SNELLA NELLE PICCOLE E MEDIE AZIENDE PER ACCRESCERNE LA COMPETITIVITA
 INTRODUZIONE ALLA PRODUZIONE SNELLA NELLE PICCOLE E MEDIE AZIENDE PER ACCRESCERNE LA COMPETITIVITA Incontro tecnico illustrativo CONTROLLARE E RIDURRE SISTEMATICAMENTE I COSTI WORLD CLASS MANUFACTURING
INTRODUZIONE ALLA PRODUZIONE SNELLA NELLE PICCOLE E MEDIE AZIENDE PER ACCRESCERNE LA COMPETITIVITA Incontro tecnico illustrativo CONTROLLARE E RIDURRE SISTEMATICAMENTE I COSTI WORLD CLASS MANUFACTURING
ERGON ASSEMBLAGGI ASSEMBLIAMO I TUOI PROGETTI NEL CUORE DEL TRENTINO
 WWW.ERGONASSEMBLAGGI.IT ERGON ASSEMBLAGGI ASSEMBLIAMO I TUOI PROGETTI NEL CUORE DEL TRENTINO Via della rupe, 35-38017 Mezzolombardo (tn) - Italia Commerciale@ergonassemblaggi.it ERGON ASSEMBLAGGI di ASTUDILLO
WWW.ERGONASSEMBLAGGI.IT ERGON ASSEMBLAGGI ASSEMBLIAMO I TUOI PROGETTI NEL CUORE DEL TRENTINO Via della rupe, 35-38017 Mezzolombardo (tn) - Italia Commerciale@ergonassemblaggi.it ERGON ASSEMBLAGGI di ASTUDILLO
Sistemi di taglio laser integrati in celle di produzione flessibili: impatti sui principali indicatori aziendali
 Sistemi di taglio laser integrati in celle di produzione flessibili: impatti sui principali indicatori aziendali L EVOLUZIONE DEI SISTEMI PRODUTTIVI SALVAGNINI E INDUSTRIA 4.0 SISTEMI INTELLIGENTI automatici
Sistemi di taglio laser integrati in celle di produzione flessibili: impatti sui principali indicatori aziendali L EVOLUZIONE DEI SISTEMI PRODUTTIVI SALVAGNINI E INDUSTRIA 4.0 SISTEMI INTELLIGENTI automatici
Presentazione della società e dei servizi offerti
 Presentazione della società e dei servizi offerti 2 Chi siamo Possediamo un esperienza di oltre 25 anni Siamo partner di aziende operanti su scala mondiale: Competenze: Sistemi MES gestione della produzione
Presentazione della società e dei servizi offerti 2 Chi siamo Possediamo un esperienza di oltre 25 anni Siamo partner di aziende operanti su scala mondiale: Competenze: Sistemi MES gestione della produzione
ALLEGATO N. 16 ESEMPIO DI PROCEDURA DI MONITORAGGIO DEI PROCESSI E PRODOTTI MEDIANTE INDICATORI DI PERFORMANCE
 ALLEGATO N. 16 ESEMPIO DI PROCEDURA DI MONITORAGGIO DEI PROCESSI E PRODOTTI MEDIANTE INDICATORI DI PERFORMANCE PROCEDURA DI MONITORAGGIO DEI PROCESSI E PRODOTTI MEDIANTE INDICATORI DI PERFORMANCE Indice
ALLEGATO N. 16 ESEMPIO DI PROCEDURA DI MONITORAGGIO DEI PROCESSI E PRODOTTI MEDIANTE INDICATORI DI PERFORMANCE PROCEDURA DI MONITORAGGIO DEI PROCESSI E PRODOTTI MEDIANTE INDICATORI DI PERFORMANCE Indice
Contabilità industriale: modelli vecchi e nuovi
 Contabilità industriale: modelli vecchi e nuovi sul piano applicativo: i modelli vecchi sono: generalizzabili stabili nel tempo + semplici onerosi + precisi (ampio riferim. a valori effettivi) + attendibili
Contabilità industriale: modelli vecchi e nuovi sul piano applicativo: i modelli vecchi sono: generalizzabili stabili nel tempo + semplici onerosi + precisi (ampio riferim. a valori effettivi) + attendibili
Dove la teoria si unisce alla pratica COSTRUIRE IL SAPERE ATTRAVERSO LE ESPERIENZE
 Dove la teoria si unisce alla pratica COSTRUIRE IL SAPERE ATTRAVERSO LE ESPERIENZE LEAN FACTORY SCHOOL IL LUOGO DOVE IL SAPERE INCONTRA IL FARE. Mostrare alle imprese la strada per essere più efficienti
Dove la teoria si unisce alla pratica COSTRUIRE IL SAPERE ATTRAVERSO LE ESPERIENZE LEAN FACTORY SCHOOL IL LUOGO DOVE IL SAPERE INCONTRA IL FARE. Mostrare alle imprese la strada per essere più efficienti
Leader of pneumatic components
 Leader of pneumatic components Un azienda globale 01 Metal Work è un azienda globale in grado di essere vicino ai suoi clienti ovunque, in ogni momento. Come l energia del sole o come la terra che gira,
Leader of pneumatic components Un azienda globale 01 Metal Work è un azienda globale in grado di essere vicino ai suoi clienti ovunque, in ogni momento. Come l energia del sole o come la terra che gira,
Business Excellence. Modena Giovanni Tagliaferri 19 aprile 2016
 Business Excellence Modena Giovanni Tagliaferri 19 aprile 2016 Lo scenario MIGLIORARE LE PERFORMANCE IN UN MERCATO SEMPRE PIU COMPETITIVO PRESENZA IN DIVERSI SEGMENTI DI MERCATO/ DIVERSE AREE GEOGRAFICHE
Business Excellence Modena Giovanni Tagliaferri 19 aprile 2016 Lo scenario MIGLIORARE LE PERFORMANCE IN UN MERCATO SEMPRE PIU COMPETITIVO PRESENZA IN DIVERSI SEGMENTI DI MERCATO/ DIVERSE AREE GEOGRAFICHE
L INTELLIGENZA DEL CAMBIAMENTO
 L INTELLIGENZA DEL CAMBIAMENTO LA FABBRICA DIGITALE DIREZIONE COMMERCIALE MANTOVA ALESSANDRO GATTINI Dipendenti n.37 Fatturato 6.500.000 Sedi Bolzano e Mantova Clienti oltre 3.000 Operiamo sul territorio
L INTELLIGENZA DEL CAMBIAMENTO LA FABBRICA DIGITALE DIREZIONE COMMERCIALE MANTOVA ALESSANDRO GATTINI Dipendenti n.37 Fatturato 6.500.000 Sedi Bolzano e Mantova Clienti oltre 3.000 Operiamo sul territorio
ISO 9001:2015 LA STRUTTURA DELLA NORMA
 ISO 9001:2015 LA STRUTTURA DELLA NORMA ISO 9001:2015 LA STRUTTURA DELLA NORMA 1 Scopo e campo di applicazione 2 Riferimenti normativi 3 Termini e definizioni 4 Contesto dell organizzazione 5 Leadership
ISO 9001:2015 LA STRUTTURA DELLA NORMA ISO 9001:2015 LA STRUTTURA DELLA NORMA 1 Scopo e campo di applicazione 2 Riferimenti normativi 3 Termini e definizioni 4 Contesto dell organizzazione 5 Leadership
Via Brianza, Seguici GESTIRE Oriago di Mira (Ve) /divisione-energia L ENERGIA
 /divisione-energia L ENERGIA") GESTIRE L ENERGIA DIVISIONE ENERGIA: ESCO ACCREDITATA chi siamo.. Divisione Energia, in qualità di ESCo, è specializzata nello studio, progettazione e realizzazione di interventi di efficientamento energetico,
GESTIRE L ENERGIA DIVISIONE ENERGIA: ESCO ACCREDITATA chi siamo.. Divisione Energia, in qualità di ESCo, è specializzata nello studio, progettazione e realizzazione di interventi di efficientamento energetico,
In altri termini cos è
 Qualità Qualità?... Treviso, 20 ottobre 2012 Scuola di formazione delle AVIS del Triveneto Slide n. 2 Qualità è.. In altri termini cos è L insieme delle caratteristiche di un prodotto / servizio che lo
Qualità Qualità?... Treviso, 20 ottobre 2012 Scuola di formazione delle AVIS del Triveneto Slide n. 2 Qualità è.. In altri termini cos è L insieme delle caratteristiche di un prodotto / servizio che lo
LEAN ORGANIZATION C A T A L O G O C O R S I L E A N 2 0 1 3 BPR GROUP
 LEAN ORGANIZATION Organization fabbrica snella L impatto della sui in ottica 1 8 14 Trasmettere i principi teorici e definire, in termini di logica ed operatività, le principali metodologie del Production
LEAN ORGANIZATION Organization fabbrica snella L impatto della sui in ottica 1 8 14 Trasmettere i principi teorici e definire, in termini di logica ed operatività, le principali metodologie del Production
FONDAMENTI di GESTIONE delle SCORTE
 FONDAMENTI di GESTIONE delle SCORTE Importanza di avere una buona gestione delle scorte sono sono spesso una una parte essenziale dei dei beni beni di di un azienda ridurre un inventario significa convertirlo
FONDAMENTI di GESTIONE delle SCORTE Importanza di avere una buona gestione delle scorte sono sono spesso una una parte essenziale dei dei beni beni di di un azienda ridurre un inventario significa convertirlo
Richard J. Schonberger, PhD Independent researcher, author, trainer, speaker Bellevue, Washington State, USA
 Premessa È per me un piacere e un onore scrivere questa prefazione al testo World Class Manufacturing: origine, sviluppo e strumenti. Coglierò l occasione per ripercorrere e analizzare l evoluzione storica
Premessa È per me un piacere e un onore scrivere questa prefazione al testo World Class Manufacturing: origine, sviluppo e strumenti. Coglierò l occasione per ripercorrere e analizzare l evoluzione storica
Organizzazione aziendale Lezione 18 Ingegneria dei processi. Ing. Marco Greco Tel
 Organizzazione aziendale Lezione 18 Ingegneria dei processi Ing. Marco Greco m.greco@unicas.it Tel.0776.299.3641 UMC Congratulazioni ad Andrea Amicizia, Gianmarco Pantano e Simone Corsi (SAG) per la vittoria
Organizzazione aziendale Lezione 18 Ingegneria dei processi Ing. Marco Greco m.greco@unicas.it Tel.0776.299.3641 UMC Congratulazioni ad Andrea Amicizia, Gianmarco Pantano e Simone Corsi (SAG) per la vittoria
PRINCIPI DELLA QUALITÀ E PRINCIPI DELLA CERTIFICAZIONE
 PRINCIPI DELLA QUALITÀ E PRINCIPI DELLA CERTIFICAZIONE Corso di TECNOLOGIA, INNOVAZIONE, QUALITÀ Prof. Alessandro Ruggieri Prof. Enrico Mosconi A.A. 2012-2013 Oggetto della lezione Principi della qualità
PRINCIPI DELLA QUALITÀ E PRINCIPI DELLA CERTIFICAZIONE Corso di TECNOLOGIA, INNOVAZIONE, QUALITÀ Prof. Alessandro Ruggieri Prof. Enrico Mosconi A.A. 2012-2013 Oggetto della lezione Principi della qualità
PROFILO FORMATIVO Profilo professionale e percorso formativo
 Agenzia del Lavoro Provincia Autonoma di Trento PROFILO FORMATIVO Profilo professionale e percorso formativo DENOMINAZIONE FIGURA PROFESSIONALE - OPERATORE AGLI IMPIANTI AUTOMATIZZATI - DESCRIZIONE PROFILO
Agenzia del Lavoro Provincia Autonoma di Trento PROFILO FORMATIVO Profilo professionale e percorso formativo DENOMINAZIONE FIGURA PROFESSIONALE - OPERATORE AGLI IMPIANTI AUTOMATIZZATI - DESCRIZIONE PROFILO
LA NUOVA ISO 9001:2015
 LA NUOVA ISO 9001:2015 La ISO 9001:2015 è divenuta definitiva a partire dal 15 Settembre 2015; da questa data inizia un periodo di transizione e di coesistenza tra la vecchia e le nuova norma. Come funziona
LA NUOVA ISO 9001:2015 La ISO 9001:2015 è divenuta definitiva a partire dal 15 Settembre 2015; da questa data inizia un periodo di transizione e di coesistenza tra la vecchia e le nuova norma. Come funziona
APPLICAZIONE DI PRINCIPI E STRUMENTI DI LEAN OFFICE
 UNIVERSITÀ DEGLI STUDI DI PADOVA DIPARTIMENTO DI TECNICA E GESTIONE DEI SISTEMI INDUSTRIALI CORSO DI LAUREA MAGISTRALE IN INGEGNERIA GESTIONALE APPLICAZIONE DI PRINCIPI E STRUMENTI DI LEAN OFFICE IL CASO
UNIVERSITÀ DEGLI STUDI DI PADOVA DIPARTIMENTO DI TECNICA E GESTIONE DEI SISTEMI INDUSTRIALI CORSO DI LAUREA MAGISTRALE IN INGEGNERIA GESTIONALE APPLICAZIONE DI PRINCIPI E STRUMENTI DI LEAN OFFICE IL CASO
Progetto di analisi di clima e benessere organizzativo. Ing. Giuseppe Galvan
 Progetto di analisi di clima e benessere organizzativo Ing. Giuseppe Galvan Rischio Lavorativo R = M x P Probabilità Bassa Media Alta Magnitudo Lieve 1 2 3 Grave 2 4 6 Gravissima 3 6 9 Il Clima Organizzativo
Progetto di analisi di clima e benessere organizzativo Ing. Giuseppe Galvan Rischio Lavorativo R = M x P Probabilità Bassa Media Alta Magnitudo Lieve 1 2 3 Grave 2 4 6 Gravissima 3 6 9 Il Clima Organizzativo
GESTIONE DEI MATERIALI CONTROLLO DELLA PRODUZIONE
 GESTIONE DEI MATERIALI CONTROLLO DELLA PRODUZIONE Corso di TECNOLOGIA, INNOVAZIONE, QUALITÀ Prof. Alessandro Ruggieri Prof. Enrico Mosconi A.A. 2012-2013 Oggetto della lezione Gestione dei materiali Controllo
GESTIONE DEI MATERIALI CONTROLLO DELLA PRODUZIONE Corso di TECNOLOGIA, INNOVAZIONE, QUALITÀ Prof. Alessandro Ruggieri Prof. Enrico Mosconi A.A. 2012-2013 Oggetto della lezione Gestione dei materiali Controllo
Porsche Akademie Porsche Consulting. in partnership con
 Porsche Akademie Porsche Consulting in partnership con La perfezione non nasce dall aggiungere qualcosa, ma dal sottrarlo. Il concetto vale per le macchine sportive così come per le aziende Breve panoramica:
Porsche Akademie Porsche Consulting in partnership con La perfezione non nasce dall aggiungere qualcosa, ma dal sottrarlo. Il concetto vale per le macchine sportive così come per le aziende Breve panoramica:
Sommario. 3.1 Introduzione... 91 3.2 I fondamenti del Six Sigma... 92 3.3 Perché il Lean Six Sigma nei servizi?... 96
 1. Il Lean Thinking Nelle Aziende Di Servizi 1.1 Introduzione... 27 1.2 Significato di azienda di servizi... 28 1.2.1 Intangibilità dei servizi... 29 1.2.2 Contestualità tra produzione e consumo... 29
1. Il Lean Thinking Nelle Aziende Di Servizi 1.1 Introduzione... 27 1.2 Significato di azienda di servizi... 28 1.2.1 Intangibilità dei servizi... 29 1.2.2 Contestualità tra produzione e consumo... 29
Porsche Akademie. Porsche Consulting Italia in partnership con Confindustria Bergamo
 Porsche Akademie Porsche Consulting Italia in partnership con Confindustria Bergamo La perfezione non nasce dall aggiungere qualcosa, ma dal sottrarlo. Il concetto vale per le macchine sportive così come
Porsche Akademie Porsche Consulting Italia in partnership con Confindustria Bergamo La perfezione non nasce dall aggiungere qualcosa, ma dal sottrarlo. Il concetto vale per le macchine sportive così come
Lean management. Dott. Alessandro Bacci
 Lean management Dott. Alessandro Bacci bacciale@unisi.it Lean Management Testi consigliati: A. Agnetis, A. Bacci, E. Giovannoni, A. Riccaboni Lean Thinking nelle Aziende di Servizi, Ipsoa, 2015 Materiale
Lean management Dott. Alessandro Bacci bacciale@unisi.it Lean Management Testi consigliati: A. Agnetis, A. Bacci, E. Giovannoni, A. Riccaboni Lean Thinking nelle Aziende di Servizi, Ipsoa, 2015 Materiale
Lo sviluppo del progetto informatico
 Lo sviluppo del progetto informatico Il progetto Il controllo di qualità Le qualità per i prodotti di software Le figure professionali La metodologia La conoscenza degli obiettivi L analisi La progettazione
Lo sviluppo del progetto informatico Il progetto Il controllo di qualità Le qualità per i prodotti di software Le figure professionali La metodologia La conoscenza degli obiettivi L analisi La progettazione
Marco Macchi Milano, XX mese 20XX
 Factory logistic Titolo presentazione e Lean production per un organizzazione sottotitolo 4.0 Marco Macchi Milano, XX mese 20XX L evoluzione dei sistemi produttivi Product volumes 1950 Mass Production
Factory logistic Titolo presentazione e Lean production per un organizzazione sottotitolo 4.0 Marco Macchi Milano, XX mese 20XX L evoluzione dei sistemi produttivi Product volumes 1950 Mass Production
Il Controllo di Gestione e la struttura organizzativa. Davide Vierzi
 Il Controllo di Gestione e la struttura organizzativa Davide Vierzi L approccio al controllo di gestione Il controllo di gestione spesso non è sistematico Le cause sono molteplici: Può essere oneroso Non
Il Controllo di Gestione e la struttura organizzativa Davide Vierzi L approccio al controllo di gestione Il controllo di gestione spesso non è sistematico Le cause sono molteplici: Può essere oneroso Non
Cofinanziato dal F.S.E. e approvato dalla Provincia di Modena con D.G. 305 del 31/07/06 rif. P.A /Mo
 Se lavori e vuoi aggiornarti, per te e per la tua azienda ci sono corsi GRATUITI Cogli questa opportunità, ISCRIVITI subito. Agosto 2006 n. 1 STRUMENTI METODOLOGICI PER LA GESTIONE DELLA GARA PUBBLICA
Se lavori e vuoi aggiornarti, per te e per la tua azienda ci sono corsi GRATUITI Cogli questa opportunità, ISCRIVITI subito. Agosto 2006 n. 1 STRUMENTI METODOLOGICI PER LA GESTIONE DELLA GARA PUBBLICA
Verona, 29-30 ottobre 2013!
 Verona, 29-30 ottobre 2013! VERONA ottobre 2013 IL METODO WORLD CLASS MANUFACTURING (WCM) RIDUZIONE DEI COSTI CON INCREMENTO DELL EFFICIENZA AZIENDALE. ASPETTI RELATIVI ALLA SICUREZZA ED ALLA MANUTENZIONE
Verona, 29-30 ottobre 2013! VERONA ottobre 2013 IL METODO WORLD CLASS MANUFACTURING (WCM) RIDUZIONE DEI COSTI CON INCREMENTO DELL EFFICIENZA AZIENDALE. ASPETTI RELATIVI ALLA SICUREZZA ED ALLA MANUTENZIONE
Assolombarda Servizi propone nuovi corsi di Formazione sui principali temi d innovazione, Controllo della Qualità e Sistemi di Gestione.
 CATALOGO CORSI Assolombarda Servizi opera nel settore della formazione manageriale da oltre 25 anni e propone, accanto alla formazione a catalogo coaching, formazione personalizzata su misura e interventi
CATALOGO CORSI Assolombarda Servizi opera nel settore della formazione manageriale da oltre 25 anni e propone, accanto alla formazione a catalogo coaching, formazione personalizzata su misura e interventi
LEAN MANUFACTURING - PRINCIPI E METODI DELL ORGANIZZAZIONE SNELLA
 LEAN MANUFACTURING - PRINCIPI E METODI DELL ORGANIZZAZIONE SNELLA Nuovi e sempre più agguerriti concorrenti, uniti a trend economici negativi generano sfide competitive sempre più pressanti che impongono
LEAN MANUFACTURING - PRINCIPI E METODI DELL ORGANIZZAZIONE SNELLA Nuovi e sempre più agguerriti concorrenti, uniti a trend economici negativi generano sfide competitive sempre più pressanti che impongono
Lezione 2. Il miglioramento della Qualità nel moderno ambiente lavorativo
 Lezione 2 Il miglioramento della Qualità nel moderno ambiente lavorativo Il materiale didattico potrebbe contenere errori: la segnalazione e di questi errori è benvenuta. Università degli Studi di Milano
Lezione 2 Il miglioramento della Qualità nel moderno ambiente lavorativo Il materiale didattico potrebbe contenere errori: la segnalazione e di questi errori è benvenuta. Università degli Studi di Milano
ISO 9001:2015 I NUOVI REQUISITI
 ISO 9001:2015 I NUOVI REQUISITI L'obiettivo principale del SGQ è quello di soddisfare le esigenze dei clienti e mirare a superare le loro aspettative Il successo duraturo si ottiene quando un'organizzazione
ISO 9001:2015 I NUOVI REQUISITI L'obiettivo principale del SGQ è quello di soddisfare le esigenze dei clienti e mirare a superare le loro aspettative Il successo duraturo si ottiene quando un'organizzazione
P U L L S Y S T E M : i l c l i e n t e e n t r a n e l p r o c e s s o
 P U L L S Y S T E M : i l c l i e n t e e n t r a n e l p r o c e s s o 2 Balchem Corporation ARC Specialty Products Prodotti chimici estremamente regolati per uso nel settore di sanità e le altre industrie.
P U L L S Y S T E M : i l c l i e n t e e n t r a n e l p r o c e s s o 2 Balchem Corporation ARC Specialty Products Prodotti chimici estremamente regolati per uso nel settore di sanità e le altre industrie.