Studi di Fattibilità - Manufacturing & Plants
|
|
|
- Gennaro Serra
- 7 anni fa
- Visualizzazioni
Transcript
1 Studi di Fattibilità - Manufacturing & Plants Caratteristiche e prestazioni Marco Raimondi
2 Classificazione degli impianti d produzione Può essere effettuata con riferimento a: Dimensione dell impianto Natura delle trasformazioni del prodotto finito Grado di integrazione Ampiezza del ciclo produttivo Diagramma tecnologico Andamento del volume di produzione Tipo di produzione Composizione organica del capitale Forma giuridica di impresa 2
3 Dimensione dell impianto Classificazione per le attività manifatturiere (CEE 01/01/2005). In funzione del numero di addetti e del fatturato in milioni di euro si parla di industria: piccola (addetti 0-50; fatturato <7) media (addetti ; fatturato <40) grande (addetti >250; fatturato >40) Parametri: numero di addetti, capitale investito, fatturato annuo, capacità produttiva Il valore di tali parametri cambia molto in funzione del grado di automazione e del settore di appartenenza 3
4 Natura delle trasformazioni e del prodotto finito il criterio ISTAT è orientato alla parte terminale del processo ove avvengono le trasformazioni più vicine al prodotto finito: Meccaniche Chimiche Tessili Siderurgiche Alimentari Ceramiche Cementifici Elettromeccaniche Elettrochimiche Chimico-tessili. 4
5 Grado di integrazione Integrazione verticale: Estensione verso monte o valle delle lavorazioni che, complessivamente, costituiscono il ciclo integrale Vantaggi: maggiore VA, qualità, livello di sevizio, programmazione, rispetto dei tempi Integrazione orizzontale: Incremento del volume di produzione acquisendo commesse dello stesso prodotto da più fornitori Vantaggi: specializzazione, saturazione, rapido ammortamento impianti, bassi costi 5
6 Ampiezza del ciclo produttivo e tipi di industria Ciclo chiuso o integrale Dalla materia prima al prodotto finito Ciclo aperto Di base o di estrazione (dalla materia prima al semilavorato) Raffinatrici o di elaborazione (da un semilavorato all altro) Completive (dal semilavorato al prodotto finito) Complementari Cascami o parti per montaggio Sussidiarie Producono servizi 6
7 Diagramma tecnologico Processi monolinea (ghisa, cemento,..) Processi sintetici o convergenti (elettrodomestici, automobili,..) Processi analitici o divergenti (petrolchimico) Processi convergenti-divergenti (farmaceutico) 7
8 Andamento del volume di produzione Produzione unitaria: l impianto è predisposto per ottenere 1 esemplare di prodotto (cantiere navale, impiantistica pesante,.) Ciclo intermittente: l impianto può ottenere una varietà di prodotti (MIX) che vengono realizzati in lotti successivi (manifatturiero, cartario, farmaceutico,..) Ciclo continuo: la produzione è continua, con un solo ciclo ed un solo prodotto per un periodo indeterminato (cemento, acciaio, chimico, petrolchimico,...) 8
9 Processi continui disintegrazione Separazione di componenti Raffinazione, Distillazione, integrazione Sintesi di materiali per giungere ad un prodotto non reperibile in origine Lavorazione della plastica, della gomma, Processi di produzione Processi ripetitivi ed intermittenti trasformazione Modifiche ad un materiale mediante lavorazioni successive Produzione di ceramiche, cibi surgelati, Processi compositi Fabbricazione Modifiche alla forma dei materiali Lavorazioni dei metalli e del legno, Assemblaggio Aggiunta di parti lavorate ad una struttura iniziale Produzione di automobili, elettrodomestici, PC 9
10 La necessità di riprogettare Esistono tre eventi fondamentali nell ambito della tematica progettare o gestire i sistemi di produzione industriale, essi sono: 1. La creazione o l adeguamento di capacità produttiva 2. La predisposizione del sistema produttivo a nuove produzioni 3. La formulazione e gestione dei piani di produzione 10
11 1 classificazione dei sistemi produttivi Al fine di poter classificare il contesto cui ci si trova di fronte ed indirizzarsi sulla giusta soluzione si considerano le seguenti variabili: 1. La modalità con cui si presenta la domanda 2. La modalità di predisposizione dell offerta 3. Le caratteristiche intrinseche del prodotto 11
12 Domanda Esistono tre casi tipici in cui la domanda può concretizzarsi: Produzioni su commesse singole Produzioni su commesse ripetitive Produzioni su previsione (per il magazzino) 12
13 Offerta Per quanto riguarda le modalità con cui viene realizzato l output, è possibile individuare: Produzioni unitarie Produzioni intermittenti (a lotti) Produzioni continue 13
14 Tipologia di prodotto Identifica i cicli produttivi che saranno ben diversi per: Produzioni per processo problemi riguardanti gli aspetti tecnologici Produzioni manifatturiere o per parti, a loro volta distinguibili in Fasi di fabbricazione Fasi di montaggio problemi riguardanti gli aspetti progettuali e gestionali 14
15 2 classificazione dei sistemi produttivi Una seconda possibilità di classificazione si basa sulle seguenti categorie: Make to stock Assemble to order Engineer to order Make to order 15
16 Strumenti BOM (Bill of Material) MPS (Master Production Schedule) MRP (Material Requirement Planning). 16
17 Tipologia di produzione manifatturiera Classificazione in funzione di: Elementi impiantistici, gestionali, organizzativi divisibili in Fabbricazione: diverse tipologie in funzione di Volumi unitari da realizzare Ripetitività Valore unitario dei pezzi Montaggi: diverse tipologie in funzione di Complessità delle operazioni Durata delle operazioni Volumi Valore unitario dei pezzi Livello di automazione 17
18 Fabbricazione Produzione per reparti o Job Shop caratterizzata dai seguenti elementi: Ordine di lavoro o lotto o batch Centri di lavoro o macchine Ciclo tecnologico o sequenza e tempi delle diverse operazioni (e quindi costi) Reparti con gruppi di macchine omogenee Elevati intrecci di flussi Elevata flessibilità 18
19 Fabbricazione Produzione per cellule o Cell Production Applicabile quando i pezzi sono raggruppabili in famiglie omogenee dal punto di vista del ciclo tecnologico secondo la logica della Group Technology o Tecnologia a gruppi Raggruppamento di macchine in una cellula in grado di processare una specifica famiglia Semplificazione dei flussi Drastica riduzione della flessibilità 19
20 Fabbricazione Linee di produzione per prodotto o Transfer Lines Insieme di macchine vincolate ad eseguire ciascuna una specifica lavorazione Adatto per produzione di grande serie Flessibilità minima 20
21 Montaggi Montaggio a posto fisso L operatore compie l intero ciclo di montaggio senza spostare il pezzo La componentistica viene portata in prossimità del pezzo da assemblare 21
22 Montaggi Montaggio a trasferimento (Linea) Linee a ritmo non imposto o a trasferimento non vincolato: stazioni di lavoro separate da buffer intermedi Linee con ritmo imposto o a trasferimento fisso nelle quali la cadenza delle diverse stazioni è fissata e rigorosamente uguale per tutte Esiste la variante costituita dalla linea a trasferimento continuo utilizzata nel settore automobilistico e degli elettrodomestici (grosse dimensioni del pezzo da assemblare) ove lo spostamento è realizzato tramite un trasportatore aereo o a pavimento) 22
23 Montaggi Sulla base dell organizzazione del lavoro è possibile distinguere le seguenti varianti di montaggio: Montaggi parcellizzati Montaggi ricomposti (esigenze di job enrichment) Montaggi ad isola Importante è inoltre il concetto di job rotation 23
24 Grado di automazione Diverse soluzioni possibili: Manuali ove vi è solo attività umana Semiautomatiche Automatiche (o transfer) ove l uomo ha solo funzione di controllo L evoluzione di tali sistemi è racchiusa nei concetti di: FMS (Flexible Manufacturing Systems) FAS (Flexible Assembly Systems) 24
25 Caratteristiche delle fabbricazioni 25 LIUC - UNIVERSITA CARLO CATTANEO
26 MCE Definizione di MCE (Manufacturing Cycle Efficiency) Tempo Tecnico MCE = Lead Time Tempo di lavorazione = T lavorazione + T controllo+ T movimentazione + T attesa 26
27 Job Shop vs. Transfer Job Shop Privilegia la gamma delle lavorazioni Mette a disposizione una capacità tecnologica MCE = 1/25 Grande flessibilità Ciclo di lavorazione da definire Transfer Privilegia i volumi da lavorare Mette a disposizione una capacità di produzione MCE = 1 Grande rigidità Ciclo di lavorazione predeterminato 27
28 Schema di flusso di fabbricazione tipo Job Shop 28 LIUC - UNIVERSITA CARLO CATTANEO
29 Schema di flusso di fabbricazione di tipo transfer 29 LIUC - UNIVERSITA CARLO CATTANEO
30 Caratteristiche dei montaggi 30 LIUC - UNIVERSITA CARLO CATTANEO
31 Schema di flusso di montaggio a trasferimento (linea) 31 LIUC - UNIVERSITA CARLO CATTANEO
32 Problemi e strumenti Definizione dei kit di assemblaggio per definire il flusso della componentistica (BOM di produzione, Kanban, ) Progettazione del ciclo di lavoro dell operatore (MTM, cronometraggio, ) Progettazione del posto di lavoro dell operatore (ergonomia e sicurezza) Bilanciamento delle stazioni del processo (Massima saturazione, Kottas Lau, ) 32
33 Costi di produzione 33 LIUC - UNIVERSITA CARLO CATTANEO
34 Le prestazioni dei sistemi di produzione Potenzialità produttiva Flessibilità Versatilità Riconfigurabilità Convertibilità 34
35 Gli indicatori di misura 35 LIUC - UNIVERSITA CARLO CATTANEO
36 Potenzialità produttiva Individuazione degli stati: 1. Produzione buona PB 2. Produzione di scarto PS 3. Prove PR 4. Guasti G 5. Fermata programmata F 6. Setup S 7. Mancanza ordini MO 8. Mancanza materiali MM 9. Scioperi SC 10. Organizzazione O 36
37 Potenzialità teorica PT è la potenzialità di targa o nominale (unità/ora) Pt = PT x A (unità/ora) è invece la potenzialità teorica che è la potenzialità ragionevolmente sostenibile nel medio termine tenendo conto della disponibilità A 37
38 Disponibilità La disponibilità A è data da: T MO MM SC G A = T MO MM SC F 38
39 Coefficienti di utilizzo Resa qualitativa: RQ = NB/NP Resa produttiva: RP = NB/NA Resa globale: RG = NB/Pm(T-SC) Resa rispetto all potenzialità teorica RT = NB/Pt T 39
40 Coefficienti di saturazione Coefficiente di saturazione lordo: SL = T Coefficiente di saturazione netto: SN = T PB + PS + PR + S MO MM G F MO PB MM G F SC SC 40
41 Modello per la valutazione delle prestazioni del sistema produttivo Produttività impianti personale materiali capitale Qualità conformità affidabilità capacità di reazione ambiente Livello di Servizio puntualità elasticità personalizzazione assistenza Flessibilità prodotto volume mix pianificazione 41
42 Flessibilità La flessibilità è la capacità del sistema operativo di rispondere ai cambiamenti esterni (esogeni) ed interni (endogeni) con transitori brevi e poco costosi. La flessibilità viene anche denominata efficienza dinamica di un sistema operativo, per contrapposizione alla produttività, che ne misura l efficienza statica: FLESSIBILITA di PRODOTTO: capacità di introdurre un nuovo prodotto in tempi ridotti e a basso costo FLESSIBILITA di MIX (operativa): capacità di cambiare il tipo di prodotto fabbricato in tempi brevi e costi bassi, ovvero di produrre, con brevi tempi di cambio e a costi bassi, un mix vario di prodotti FLESSIBILITA di VOLUME (o ELASTICITA ): capacità di una macchina o impianto di cambiare il volume produttivo (per rispondere al mercato) senza sensibili variazioni del costo unitario di produzione rapidamente il piano di produzione per far fronte a modifiche/urgenze FLESSIBILITA di PIANO (gestionale): capacità di variare le componenti della flessibilità 42
43 Flessibilità 43 LIUC - UNIVERSITA CARLO CATTANEO
44 Qualità La Qualità è l insieme delle proprietà e delle caratteristiche di un determinato prodotto o servizio che gli permettono di soddisfare esigenze esplicite o implicite del cliente (Norme ISO-UNI) Esiste la possibilità di riferire il concetto di qualità ad un prodotto o servizio, oppure ad un processo (produttivo o gestionale): Nella sua accezione di prodotto, la qualità viene solitamente definita come predisposizione all uso al quale il prodotto medesimo è destinato Nella sua accezione di processo, la qualità assume i connotati di conformità, cioè di capacità di fornire in modo consistente risultati (cioè prodotti o servizi) conformi alle richieste cliente 44
45 Qualità Qualità di Progetto: cioè la caratteristica di un progetto di adattarsi in modo ideale alle aspettative del mercato. Va riferita al prodotto ed al processo di sviluppo nuovi prodotti Qualità di Conformità: ossia la caratteristica di realizzare prodotti tutti rigorosamente conformi alle specifiche di progetto Incidenza degli scarti o resa R = QS / (QS + QB), dove QS Quantità di prodotto di scarto, QB Quantità di prodotto buono Qualità come Affidabilità: cioè la capacità di un prodotto o processo di mantenere inalterate nel tempo e nello spazio le proprie caratteristiche funzionali, indipendentemente dalla modalità d uso Qualità come Manutenibilità: la capacità di un prodotto o processo di recuperare con facilità le caratteristiche di buon funzionamento, dopo averle perdute Qualità come valore dell Assistenza tecnica: la capacità di un sistema operativo di garantire un efficace servizio tecnico di supporto all uso ed alla manutenzione dei propri prodotti 45
46 Livello di servizio Il livello di servizio indica la capacità di un sistema operativo di soddisfare le esigenze del cliente relativamente alle caratteristiche estrinseche del prodotto (tempi, modalità, informazioni,..) La misura del livello di servizio viene quindi effettuata in maniera diversificata in funzione delle diverse modalità di soddisfare la domanda. 46
47 Livello di servizio Esistono varie definizioni di livello di servizio in funzione delle modalità di rapporto azienda-mercato. Ad esempio in aziende operanti a commessa, le dimensioni fondamentali del servizio sono: Prontezza (o tempestività): capacità di fornire quanto richiesto in un tempo breve Puntualità: capacità di minimizzare il numero e l entità delle commesse consegnate in ritardo Regolarità: prevedibilità nei tempi di consegna Disponibilità: capacità di adeguare i propri tempi di consegna alle richieste non ordinarie del cliente; capacità di fornire informazione precise sullo stato di avanzamento dell ordine Assistenza pre e post-vendita In aziende che producono per il magazzino, la domanda è evasa dal pronto, pertanto le dimensioni del servizio preponderanti sono: Completezza /precisione dell ordine Disponibilità delle scorte 47
48 Livello di servizio 48 LIUC - UNIVERSITA CARLO CATTANEO
49 Produttività La produttività rappresenta la capacità di un sistema operativo di realizzare il maggior numero possibile di unità di output per ciascuna unità di input impiegata. In termini generali, un valore unitario di produttività corrisponde al completo sfruttamento delle risorse disponibili (di capitale, lavoro, materiali o impianti) Elementi che causano perdite di produttività: T1) tempo di non apertura dell impianto (Tna) T2) tempo di non utilizzo dell impianto per cause esterne (Tnu) T3) tempo di stand-by (per mancanze materiali, cambio turno, ecc.) (Tsb) T4) tempi fermo macchine/impianti per guasti (compresa la manutenzione preventiva) (Tgm) T5) tempi per set-up e regolazioni (inclusi i tempi per avviamenti ed arresti degliimpianti-tfm) (Tsu+Tfm) T6) tempo perso per periodi di funzionamento a ridotta velocità (Trv) T7) tempo perso per produzione difettosa (inclusa la difettosità di prodotto e le rilavorazioni) (Trc) T8) tempo perso per riduzioni resa quantitativa (Trq) 49
50 Stati di un sistema produttivo 50 LIUC - UNIVERSITA CARLO CATTANEO

51 Stati di un sistema produttivo 51 LIUC - UNIVERSITA CARLO CATTANEO
52 Produttività Condizioni operative di un sistema produttivo Lead Time WIP Coefficienti di impiego Produttività, Capacità Produttiva e Potenzialità Produttiva Fattori di Resa Overall Equipment Effectiveness 52
53 Condizioni operative Si tratta di grandezze fondamentali che sintetizzano lo stato di un sistema produttivo secondo diverse unità di misura: Lead Time: rappresenta il tempo necessario per svolgere una operazione o una serie di operazioni Set-up Time: tempo di attrezzaggio o di preparazione macchina, è il tempo necessario per preparare una macchina o un impianto alla produzione di un nuovo prodotto (diverso da quello precedentemente realizzato per cui la macchina era stata preparata) WIP (Work in Process): letteralmente lavoro in processo, può essere definito come la quantità di materiali presenti nel processo produttivo allo stato di grezzo, semilavorato o prodotto finito. Il WIP può anche essere misurato come ore di lavorazione conferite al materiale 53
54 Lead Time Nella accezione più generale Lead Time di approvvigionamento: tempo intercorrente tra l'istante in cui è noto un fabbisogno di materie prime e l'istante al quale le materie prime ordinate sono disponibili a magazzino Lead time di magazzino: tempo intercorrente tra l istante in cui un materiale viene messo a magazzino e l istante in cui viene prelevato Lead Time di produzione (Process Lead Time): tempo intercorrente tra l'istante in cui è noto un certo ordine di produzione e sono disponibili a magazzino le materie prime per produrre e l'istante al quale i prodotti finiti sono resi disponibili a magazzino prodotti finiti 54
55 Process lead time Il Process Lead Time è dato dalla somma dei tempi di lavorazione tempi di trasporto tempi di attesa o, più in dettaglio, dalla somma di: tempo di coda tempo di attesa del setup tempo di lavorazione tempo di attesa del lotto tempo di attesa del trasporto tempo di trasporto tempi di controllo e collaudo tempo necessario per eventuali rilavorazioni tempo di sincronizzazione tempo di risoluzione di eventuali problemi 55
56 Produttività globale È esprimibile come: P = Fatt + Gf Gi Cf + Cmdo + Cmat Ove: Fatt è il fatturato del plant Gf e Gi sono rispettivamente la giacenza finale e quella iniziale Cf sono i costi fissi di struttura inclusi gli oneri finanziari Cmdo è il costo del lavoro Cmat è il costo dei materiali Tale produttività può essere calcolata singolarmente anche sui singoli fattori 56
57 Capacità produttiva La Capacità Produttiva esprime la dimensione, considerata su un orizzonte temporale significativo (tipicamente l anno), dell output realizzato da un sistema produttivo La Capacità Produttiva è sempre calcolata facendo riferimento ad un determinato mix di produzione Dimensionalmente la Capacità Produttiva è espressa in (pezzi/periodo), la Potenzialità Produttiva in (pezzi/h), l utilizzo in (ore/periodo), il rendimento in (%): Cp = ( Potenzialità produttiva) x(utilizzo) x(rendimento) 57
58 Potenzialità produttiva La potenzialità produttiva esprime quanto è in grado di produrre una macchina o un impianto per unità di tempo Assume diversi significati e valori in relazione alle caratteristiche di funzionamento del sistema osservato Si distinguono i concetti di: Potenzialità di Targa (PT): corrisponde alle condizioni ideali di un Sistema Monoprodotto a regime Potenzialità di mix (Pmix): riporta alla condizioni reali in cui si ha variazione nel mix di produzione 58
59 Potenzialità di mix Facendo riferimento ad un determinato mix di prodotti, si rende necessaria la definizione di una potenzialità media, che tenga conto dei differenti tempi di ciclo: Pmix = quantità standard prodotta tempo di produzione netto Generalmente la potenzialità di mix si calcola conoscendo, per ciascun prodotto, i ritmi standard [pezzi/ora] e le percentuali sul volume complessivo di produzione (%i) Pmix = n i= 1 1 % i Rsi 59
60 Esempio di calcolo di potenzialità di MIX 60 LIUC - UNIVERSITA CARLO CATTANEO
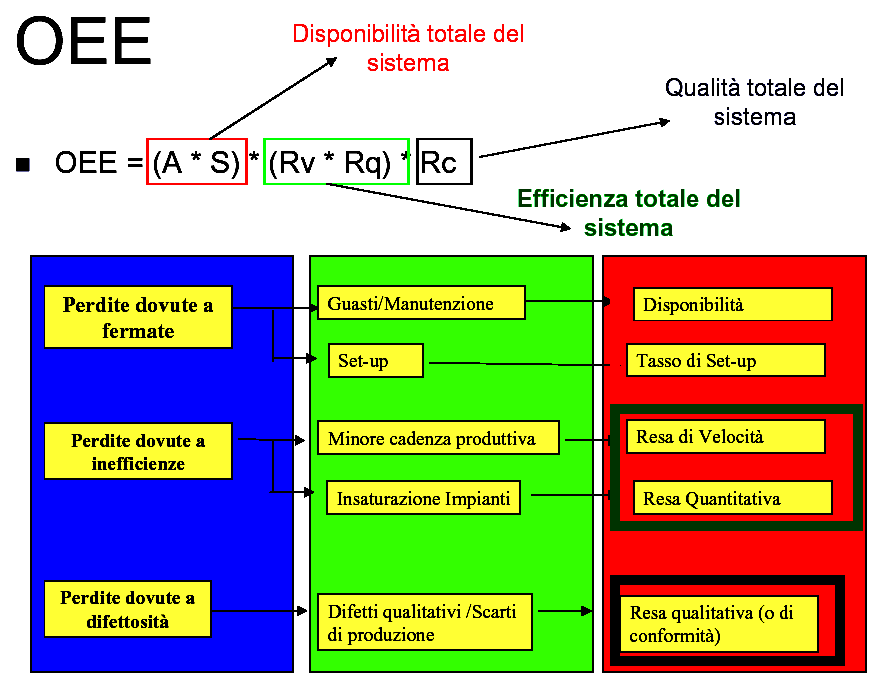
61 OEE - Overall Equipment Effectiveness Si tratta di un indice delle performance operative totali di un impianto produttivo se paragonate all impianto ideale Punta al bisogno di: Eliminare le fermate Aumentare la produttività Migliorare la qualita (minori scarti, rilavorazioni, ecc..) È un pannello di controllo per monitorare il processo di miglioramento È un indice che misura l efficacia produttiva dell impianto nel tempo Non misura invece la capacità di utilizzare tutta la potenzialità teorica, di un sistema produttivo programmato essendo infatti esclusi i tempi non programmati, cioè i tempi in cui la macchina non è pianificata per produrre Serve quindi: A misurare l efficacia della macchina (linea, risorsa produttiva) A identificare e quantificare le perdite della macchina 61
62 Calcolo pratico di OEE Esistono diverse formule per il calcolo, tuttavia la più utilizzata è la seguente: OEE = Disponibilità x Efficienza x Qualità Ove: Disponibilià % = tempo di effettiva produzione / tempo pianificato di produzione Efficienza % = pezzi effettivamente prodotti /pezzi teoricamente producibili Qualità % = pezzi buoni / totale pezzi prodotti Semplificando la formula essa può assumere la configurazione seguente: OEE = Output effettivo / Output massimo teorico 62
63 63
64 Disponibilità A Considera fermate impianto dovute a: Guasti macchina Interventi manutentivi (dipendenti dalla politica di manutenzione adottata) Scarti e difettosità di produzione a seguito di malfunzionamenti dell impianto E data dal rapporto tra tempo di produzione lorda e tempo di utilizzo netto 64
65 Saturazione (o Tasso di Setup) S Considera fermate impianto dovute a: Attrezzaggi macchina o aggiustamenti macchina a seguito di malfunzionamenti Scarti e difettosità di produzione a seguito di riattrezzaggio dell impianto (es. transitorio di avviamento) E dato dal rapporto tra tempo di produzione netta e tempo di produzione lorda 65

66 Fattori di resa Passando dalla dimensione del tempo alla dimensione della quantità di produzione si parla di Rese di un sistema produttivo 66
67 Resa di velocità Riduzione percentuale della capacità teorica dovuta a rallentamenti, perdite di cadenza nell impianto data da rapporto tra tempo di produzione netta tempo di riduzione della velocità e tempo di produzione netta Si manifesta tipicamente nei centri che lavorano a flusso È un dato dell andamento della produzione in un periodo 67
68 Resa quantitativa Riduzione percentuale della capacità teorica dovuta a cali di resa quantitativa nell impianto La riduzione di resa si manifesta tipicamente come minore saturazione volumetrica di macchine che funzionano per cariche (batch) come forni, autoclavi, reattori chimici È quindi un dato dell andamento della produzione in un periodo 68
69 Resa di conformità o resa qualitativa Riduzione percentuale della capacità teorica dovuta a rilavorazioni, scarti, prodotti difettosi (Qs) non vendibili come produzione buona (Qb) Rc = Qb/(Qb+Qs) L indice di difettosità d (o Scarto) è il complemento ad 1 di Rc: d = 1 Rc = Qs/(Qb+Qs) 69
70 Capacità Produttiva Effettiva 70 LIUC - UNIVERSITA CARLO CATTANEO
I processi produttivi
 I processi produttivi Marco Raimondi e-mail: mraimondi@liuc.it LIUC - UNIVERSITA CARLO CATTANEO I processi produttivi I processi produttivi sono quelli che si utilizzano per produrre qualunque bene secondo
I processi produttivi Marco Raimondi e-mail: mraimondi@liuc.it LIUC - UNIVERSITA CARLO CATTANEO I processi produttivi I processi produttivi sono quelli che si utilizzano per produrre qualunque bene secondo
Le misure di prestazione dei sistemi produttivi
 Le misure di prestazione dei sistemi produttivi Lucidi per per gli gli allievi del del corso di di Gestione della Produzione Industriale del del II II anno Prestazioni e condizioni operative LEVE DI DI
Le misure di prestazione dei sistemi produttivi Lucidi per per gli gli allievi del del corso di di Gestione della Produzione Industriale del del II II anno Prestazioni e condizioni operative LEVE DI DI
Corso di Economia e Gestione delle Imprese. Corso di Economia e Gestione delle Imprese
 Corso di Economia e Gestione delle Imprese La La produzione LE TIPOLOGIE DI PRODOTTO Dal punto di vista tecnico-produttivo si possono distinguere varie tipologie di prodotti in quanto a prodotti diversi
Corso di Economia e Gestione delle Imprese La La produzione LE TIPOLOGIE DI PRODOTTO Dal punto di vista tecnico-produttivo si possono distinguere varie tipologie di prodotti in quanto a prodotti diversi
Impostazioni progettuali dello stabilimento
 Impianti industriali Unità 1 Impostazioni progettuali dello stabilimento Impostazioni progettuali dello stabilimento Studio del mercato e del prodotto Ubicazione di un impianto industriale Impianti generali
Impianti industriali Unità 1 Impostazioni progettuali dello stabilimento Impostazioni progettuali dello stabilimento Studio del mercato e del prodotto Ubicazione di un impianto industriale Impianti generali
1. Generalità sugli impianti industriali
 Impianti Industriali 1. Generalità sugli impianti industriali Prof. Ing. Augusto Bianchini DIN Dipartimento di Ingegneria Industriale Università degli Studi di Bologna Forlì, 27 febbraio 2017 2 AGENDA
Impianti Industriali 1. Generalità sugli impianti industriali Prof. Ing. Augusto Bianchini DIN Dipartimento di Ingegneria Industriale Università degli Studi di Bologna Forlì, 27 febbraio 2017 2 AGENDA
I processi produttivi e il layout degli impianti
 Corso di Economia e gestione delle imprese e Marketing (modulo B) Lezione 5 I processi produttivi e il layout degli impianti Le tipologie di processi produttivi I processi produttivi Una classificazione
Corso di Economia e gestione delle imprese e Marketing (modulo B) Lezione 5 I processi produttivi e il layout degli impianti Le tipologie di processi produttivi I processi produttivi Una classificazione
> produttività (??) 19/09/2014. Punto di vista impiantistico. Punto di vista impiantistico. Punto di vista impiantistico. Classificazione degli
 19/09/2014. Punto di vista impiantistico. Punto di vista impiantistico. Punto di vista impiantistico. Classificazione degli") degli degli Università degli Studi di Cagliari D.I.M.C.M. Punto di vista impiantistico degli τ Prof. Ing. Maria Teresa Pilloni σ degli degli Punto di vista impiantistico Punto di vista impiantistico 1
degli degli Università degli Studi di Cagliari D.I.M.C.M. Punto di vista impiantistico degli τ Prof. Ing. Maria Teresa Pilloni σ degli degli Punto di vista impiantistico Punto di vista impiantistico 1
PROCESSO PRODUTTIVO. Corso di TECNOLOGIA, INNOVAZIONE, QUALITÀ. Prof. Alessandro Ruggieri Prof. Enrico Mosconi A.A Oggetto della lezione
 PRODUTTIVO Corso di TECNOLOGIA, INNOVAZIONE, QUALITÀ Prof. Alessandro Ruggieri Prof. Enrico Mosconi A.A. 2012-2013 Oggetto della lezione Definizione di processo produttivo Produttività Tipologie di processi
PRODUTTIVO Corso di TECNOLOGIA, INNOVAZIONE, QUALITÀ Prof. Alessandro Ruggieri Prof. Enrico Mosconi A.A. 2012-2013 Oggetto della lezione Definizione di processo produttivo Produttività Tipologie di processi
> produttività (??) 08/09/2015. Punto di vista impiantistico. Punto di vista impiantistico. Punto di vista impiantistico. Classificazione degli
 08/09/2015. Punto di vista impiantistico. Punto di vista impiantistico. Punto di vista impiantistico. Classificazione degli") Università degli Studi di Cagliari D.I.M.C.M. Punto di vista impiantistico degli τ Prof. Ing. Maria Teresa Pilloni σ Punto di vista impiantistico Punto di vista impiantistico 1 2 3 4 5 k Punto di vista
Università degli Studi di Cagliari D.I.M.C.M. Punto di vista impiantistico degli τ Prof. Ing. Maria Teresa Pilloni σ Punto di vista impiantistico Punto di vista impiantistico 1 2 3 4 5 k Punto di vista
Classificazione degli Impianti Industriali
 Università degli Studi di Cagliari D.I.M.C.M. Classificazione degli Prof. Ing. Maria Teresa Pilloni Punto di vista impiantistico τ σ Punto di vista impiantistico Punto di vista di insieme Punto di vista
Università degli Studi di Cagliari D.I.M.C.M. Classificazione degli Prof. Ing. Maria Teresa Pilloni Punto di vista impiantistico τ σ Punto di vista impiantistico Punto di vista di insieme Punto di vista
Corso di Economia aziendale
 Corso di Economia aziendale Lezioni 35,36 e 38 La combinazione dei fattori produttivi 1 La combinazione dei fattori Insieme delle operazioni che riguardano: o la gestione MA ANCHE o la programmazione o
Corso di Economia aziendale Lezioni 35,36 e 38 La combinazione dei fattori produttivi 1 La combinazione dei fattori Insieme delle operazioni che riguardano: o la gestione MA ANCHE o la programmazione o
GESTIONE DEI MATERIALI CONTROLLO DELLA PRODUZIONE
 GESTIONE DEI MATERIALI CONTROLLO DELLA PRODUZIONE Corso di TECNOLOGIA, INNOVAZIONE, QUALITÀ Prof. Alessandro Ruggieri Prof. Enrico Mosconi A.A. 2012-2013 Oggetto della lezione Gestione dei materiali Controllo
GESTIONE DEI MATERIALI CONTROLLO DELLA PRODUZIONE Corso di TECNOLOGIA, INNOVAZIONE, QUALITÀ Prof. Alessandro Ruggieri Prof. Enrico Mosconi A.A. 2012-2013 Oggetto della lezione Gestione dei materiali Controllo
Economia e Gestione delle Imprese Parte IV Il processo di produzione e l impianto
 Economia e Gestione delle Imprese Parte IV Il processo di produzione e l impianto A.A. 2015-2016 Prof.ssa Laura Michelini Laurea Triennale in Economia aziendale e bancaria Una definizione La funzione di
Economia e Gestione delle Imprese Parte IV Il processo di produzione e l impianto A.A. 2015-2016 Prof.ssa Laura Michelini Laurea Triennale in Economia aziendale e bancaria Una definizione La funzione di
L EFFICACIA DEL SISTEMA PRODUTTIVO
 L EFFICACIA DEL SISTEMA PRODUTTIVO INTRODUZIONE 1. OVERALL EQUIPMENT EFFECTIVENES PAG 3 1.1 DISPONIBILITÀ PAG 4 1.2. PERFORMANCE PAG 5 1.3. QUALITÀ PAG 6 DOCUMENTO DI APPROFONDIMENTO DELLA COMPASS CONSULTING
L EFFICACIA DEL SISTEMA PRODUTTIVO INTRODUZIONE 1. OVERALL EQUIPMENT EFFECTIVENES PAG 3 1.1 DISPONIBILITÀ PAG 4 1.2. PERFORMANCE PAG 5 1.3. QUALITÀ PAG 6 DOCUMENTO DI APPROFONDIMENTO DELLA COMPASS CONSULTING
Linee di fabbricazione
 Linee di fabbricazione Prof. Sergio Cavalieri Progettazione mpianti ndustriali Nota: Parte del materiale è stato steso a cura di Giovanni Miragliotta del Politecnico di Milano e Marco Perona dell Università
Linee di fabbricazione Prof. Sergio Cavalieri Progettazione mpianti ndustriali Nota: Parte del materiale è stato steso a cura di Giovanni Miragliotta del Politecnico di Milano e Marco Perona dell Università
Misure di Prestazione di Sistemi Produttivi
 Misure di Prestazione di Sistemi Produttivi 1) Modello di riferimento Per prestazioni di un sistema produttivo si intendono i risultati direttamente percepibili e misurabili dal cliente oppure dal sistema
Misure di Prestazione di Sistemi Produttivi 1) Modello di riferimento Per prestazioni di un sistema produttivo si intendono i risultati direttamente percepibili e misurabili dal cliente oppure dal sistema
Introduzione alla gestione degli impianti industriali. Paolo Gaiardelli
 Introduzione alla gestione degli impianti industriali Paolo Gaiardelli Il processo produttivo e l impianto industriale Fattori produttivi Mezzi tecnici Risorse umane (Risorse di trasformazione) Fattori
Introduzione alla gestione degli impianti industriali Paolo Gaiardelli Il processo produttivo e l impianto industriale Fattori produttivi Mezzi tecnici Risorse umane (Risorse di trasformazione) Fattori
Produzioni Manifatturiere (per parti)
") Produzioni Manifatturiere (per parti) Produzione per parti (Classificazione Impiantistica) Produzione per parti Fabbricazione Montaggio (assemblaggio) Job Shop Celle di fabbricazione Linee transfer A posto
Produzioni Manifatturiere (per parti) Produzione per parti (Classificazione Impiantistica) Produzione per parti Fabbricazione Montaggio (assemblaggio) Job Shop Celle di fabbricazione Linee transfer A posto
ERP. Logistica. Produzione. Acquisti. Vendite. Amministrazione. Archivio 2
 Filippo Geraci 1 ERP Logistica Produzione Vendite Acquisti Amministrazione Archivio 2 Trattamento dei processi di definizione del prodotto Pianificazione della produzione, sia da un punto vista strategico
Filippo Geraci 1 ERP Logistica Produzione Vendite Acquisti Amministrazione Archivio 2 Trattamento dei processi di definizione del prodotto Pianificazione della produzione, sia da un punto vista strategico
Fondamenti di Impianti e Logistica: Generalità
 Fondamenti di Impianti e Logistica: Generalità Università degli Studi di Modena e Reggio Emilia Generalità di fondamenti di impianti e logistica 1 IL CONTESTO PRODUTTIVO IL PRODOTTO Standardizzazione dei
Fondamenti di Impianti e Logistica: Generalità Università degli Studi di Modena e Reggio Emilia Generalità di fondamenti di impianti e logistica 1 IL CONTESTO PRODUTTIVO IL PRODOTTO Standardizzazione dei
BPR Business Process Reengineering
 BPR Business Process Reengineering Paolo A. Catti Politecnico di Milano BPR - Riproduzione riservata Agenda BPR Richiami teorici e framework metodologico Mappatura dei processi aziendali Analisi delle
BPR Business Process Reengineering Paolo A. Catti Politecnico di Milano BPR - Riproduzione riservata Agenda BPR Richiami teorici e framework metodologico Mappatura dei processi aziendali Analisi delle
ALTERNANZA SCUOLA LAVORO PROGETTO: L IMPRESA VA A SCUOLA LA PRODUZIONE
 ALTERNANZA SCUOLA LAVORO PROGETTO: L IMPRESA VA A SCUOLA LA PRODUZIONE A CURA DI CARLO AMENDOLA FACOLTÀ DI ECONOMIA DIPARTIMENTO DI MANAGEMENT VIA DEL CASTRO LAURENZIANO, 9 00161 ROMA La gestione della
ALTERNANZA SCUOLA LAVORO PROGETTO: L IMPRESA VA A SCUOLA LA PRODUZIONE A CURA DI CARLO AMENDOLA FACOLTÀ DI ECONOMIA DIPARTIMENTO DI MANAGEMENT VIA DEL CASTRO LAURENZIANO, 9 00161 ROMA La gestione della
I pilastri della TPM
 I pilastri della TPM Miglioramento specifico Manutenzione preventiva Set-up impianti Manutenzione autonoma Formazione Sicurezza e ambiente Miglioramento delle prestazioni Per migliorare bisogna misurare
I pilastri della TPM Miglioramento specifico Manutenzione preventiva Set-up impianti Manutenzione autonoma Formazione Sicurezza e ambiente Miglioramento delle prestazioni Per migliorare bisogna misurare
AUTOMAZIONE INDUSTRIALE. Prof. Maria Pia Fanti Dipartimento di Elettrotecnica ed Elettronica Politecnico di Bari
 AUTOMAZIONE INDUSTRIALE Prof. Maria Pia Fanti Dipartimento di Elettrotecnica ed Elettronica Politecnico di Bari Contenuti - I sistemi di produzione - Alcuni cenni storici - La produzione di tipo discreto
AUTOMAZIONE INDUSTRIALE Prof. Maria Pia Fanti Dipartimento di Elettrotecnica ed Elettronica Politecnico di Bari Contenuti - I sistemi di produzione - Alcuni cenni storici - La produzione di tipo discreto
La programmazione e il controllo della produzione. Tecnica Industriale e Commerciale 2008/2009
 La programmazione e il controllo della produzione La programmazione e il controllo della produzione Il tema centrale dell attività di programmazione risiede nell esigenza di armonizzare le richieste del
La programmazione e il controllo della produzione La programmazione e il controllo della produzione Il tema centrale dell attività di programmazione risiede nell esigenza di armonizzare le richieste del
Sistemi di taglio laser integrati in celle di produzione flessibili: impatti sui principali indicatori aziendali
 Sistemi di taglio laser integrati in celle di produzione flessibili: impatti sui principali indicatori aziendali L EVOLUZIONE DEI SISTEMI PRODUTTIVI SALVAGNINI E INDUSTRIA 4.0 SISTEMI INTELLIGENTI automatici
Sistemi di taglio laser integrati in celle di produzione flessibili: impatti sui principali indicatori aziendali L EVOLUZIONE DEI SISTEMI PRODUTTIVI SALVAGNINI E INDUSTRIA 4.0 SISTEMI INTELLIGENTI automatici
Innovare i processi partendo dal Sistema di Controllo
 Innovare i processi partendo dal Sistema di Controllo Davide Vierzi Sistemi S.p.A. Agenda Il controllo di gestione in azienda: l organizzazione prima di tutto Il modello operativo Il caso studio: Anselmo
Innovare i processi partendo dal Sistema di Controllo Davide Vierzi Sistemi S.p.A. Agenda Il controllo di gestione in azienda: l organizzazione prima di tutto Il modello operativo Il caso studio: Anselmo
Vantaggi del monitoraggio in tempo reale della produttività delle macchine e dei mezzi di produzione
 Vantaggi del monitoraggio in tempo reale della produttività delle macchine e dei mezzi di produzione Trento, 19 Maggio 2017 Ordine degli Ingegneri Hotel Adige Luigi Aurelio Borghi Amministratore Didelme
Vantaggi del monitoraggio in tempo reale della produttività delle macchine e dei mezzi di produzione Trento, 19 Maggio 2017 Ordine degli Ingegneri Hotel Adige Luigi Aurelio Borghi Amministratore Didelme
Gestione delle scorte - contenuti di base -
 Gestione delle scorte - contenuti di base - Prof. Riccardo Melloni riccardo.melloni@unimore.it Università di Modena and Reggio Emilia Dipartimento di Ingegneria Enzo Ferrari via Vignolese 905, 41100, Modena
Gestione delle scorte - contenuti di base - Prof. Riccardo Melloni riccardo.melloni@unimore.it Università di Modena and Reggio Emilia Dipartimento di Ingegneria Enzo Ferrari via Vignolese 905, 41100, Modena
IL SISTEMA LOGISTICO INTEGRATO
 IL SISTEMA LOGISTICO INTEGRATO Che cos è la logistica? Il concetto di logistica è spesso poco chiaro Per logistica, spesso, s intendono soltanto le attività di distribuzione fisica dei prodotti (trasporto
IL SISTEMA LOGISTICO INTEGRATO Che cos è la logistica? Il concetto di logistica è spesso poco chiaro Per logistica, spesso, s intendono soltanto le attività di distribuzione fisica dei prodotti (trasporto
Efficienza ed efficacia nelle produzioni Life Science
 Efficienza, Qualità, Data Integrity e Compliance nelle fabbriche Life Science Industry 4.0 e le soluzioni di GE Digital SUPSI DTI Advanced Studies 2016 1 Claudio Rolandi Professore in SUPSI (Università
Efficienza, Qualità, Data Integrity e Compliance nelle fabbriche Life Science Industry 4.0 e le soluzioni di GE Digital SUPSI DTI Advanced Studies 2016 1 Claudio Rolandi Professore in SUPSI (Università
Celle di fabbricazione
 Celle di fabbricazione Produzione per parti (Classificazione Impiantistica) Produzione per parti Fabbricazione Montaggio (assemblaggio) Job Shop Celle di fabbricazione Linee transfer A posto fisso Ad Isola
Celle di fabbricazione Produzione per parti (Classificazione Impiantistica) Produzione per parti Fabbricazione Montaggio (assemblaggio) Job Shop Celle di fabbricazione Linee transfer A posto fisso Ad Isola
Il Controllo di Gestione e la struttura organizzativa. Davide Vierzi
 Il Controllo di Gestione e la struttura organizzativa Davide Vierzi L approccio al controllo di gestione Il controllo di gestione spesso non è sistematico Le cause sono molteplici: Può essere oneroso Non
Il Controllo di Gestione e la struttura organizzativa Davide Vierzi L approccio al controllo di gestione Il controllo di gestione spesso non è sistematico Le cause sono molteplici: Può essere oneroso Non
Simply!Performance. Overall Equipment Efficiency (OEE) & Down-Time Analysis per aumentare produttività ed efficienza dell'impianto produttivo
 & Down-Time Analysis per aumentare produttività ed efficienza dell'impianto produttivo") Simply!Performance Overall Equipment Efficiency (OEE) & Down-Time Analysis per aumentare produttività ed efficienza dell'impianto produttivo insieme in SIMPLY!PERFORMACE Le informazioni contenute in questo
Simply!Performance Overall Equipment Efficiency (OEE) & Down-Time Analysis per aumentare produttività ed efficienza dell'impianto produttivo insieme in SIMPLY!PERFORMACE Le informazioni contenute in questo
Sistemi informativi della produzione. Introduzione AA
 Sistemi informativi della produzione 1 2 3 4 Logistica Azienda di produzione: esegue attività di trasformazione su materiali acquistati ottenendo prodotti per il cliente Logistica: organizzazione dei flussi
Sistemi informativi della produzione 1 2 3 4 Logistica Azienda di produzione: esegue attività di trasformazione su materiali acquistati ottenendo prodotti per il cliente Logistica: organizzazione dei flussi
REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA
 REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA SETTORE ECONOMICO PROFESSIONALE 1 Area Comune Processo Gestione del processo produttivo, qualità, funzioni tecniche e logistica interna
REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA SETTORE ECONOMICO PROFESSIONALE 1 Area Comune Processo Gestione del processo produttivo, qualità, funzioni tecniche e logistica interna
FONDAMENTI di GESTIONE delle SCORTE
 FONDAMENTI di GESTIONE delle SCORTE Importanza di avere una buona gestione delle scorte sono sono spesso una una parte essenziale dei dei beni beni di di un azienda ridurre un inventario significa convertirlo
FONDAMENTI di GESTIONE delle SCORTE Importanza di avere una buona gestione delle scorte sono sono spesso una una parte essenziale dei dei beni beni di di un azienda ridurre un inventario significa convertirlo
FOMIR. Linee di montaggio M-System
 FOMIR FOMIR srl Via Torricelli, 237 I-40059 Fossatone di Medicina (BO) T+39 051 782444 / Fax +39 051 6960514 fomir.it easysae.it Linee di montaggio M-System Linee di montaggio M-System Realizzare delle
FOMIR FOMIR srl Via Torricelli, 237 I-40059 Fossatone di Medicina (BO) T+39 051 782444 / Fax +39 051 6960514 fomir.it easysae.it Linee di montaggio M-System Linee di montaggio M-System Realizzare delle
MAPPA DEL PROCESSO BUDGET PIANIFICAZIONE FATTURE ACQUISTO E VENDITA DATI SUI PROCESSI PRODUTTIVI DATI DELLA COSTI STANDARD PROGRAMMAZIONE
 IL BUDGET MAPPA DEL PROCESSO FATTURE ACQUISTO E VENDITA SISTEMA DI CONTABILITÀ GENERALE DATI SUI PROCESSI PRODUTTIVI SISTEMA DI CONTABILITÀ ANALITICA DECISIONI COSTI STANDARD COSTI CONSUNTIVI DATI DELLA
IL BUDGET MAPPA DEL PROCESSO FATTURE ACQUISTO E VENDITA SISTEMA DI CONTABILITÀ GENERALE DATI SUI PROCESSI PRODUTTIVI SISTEMA DI CONTABILITÀ ANALITICA DECISIONI COSTI STANDARD COSTI CONSUNTIVI DATI DELLA
ALLEGATO N. 16 ESEMPIO DI PROCEDURA DI MONITORAGGIO DEI PROCESSI E PRODOTTI MEDIANTE INDICATORI DI PERFORMANCE
 ALLEGATO N. 16 ESEMPIO DI PROCEDURA DI MONITORAGGIO DEI PROCESSI E PRODOTTI MEDIANTE INDICATORI DI PERFORMANCE PROCEDURA DI MONITORAGGIO DEI PROCESSI E PRODOTTI MEDIANTE INDICATORI DI PERFORMANCE Indice
ALLEGATO N. 16 ESEMPIO DI PROCEDURA DI MONITORAGGIO DEI PROCESSI E PRODOTTI MEDIANTE INDICATORI DI PERFORMANCE PROCEDURA DI MONITORAGGIO DEI PROCESSI E PRODOTTI MEDIANTE INDICATORI DI PERFORMANCE Indice
Lezione 1. Le tipologie di problemi di gestione della produzione e delle reti logistiche
 Lezione 1 Le tipologie di problemi di gestione della produzione e delle reti logistiche Obiettivo: introdurre la terminologia da usarsi per formulare i problemi industriali da risolvere nell ambito della
Lezione 1 Le tipologie di problemi di gestione della produzione e delle reti logistiche Obiettivo: introdurre la terminologia da usarsi per formulare i problemi industriali da risolvere nell ambito della
REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA
 REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA SETTORE ECONOMICO PROFESSIONALE 1 AREA COMUNE SERVIZI PER LE IMPRESE Sequenza di processo Area di Attività Qualificazione regionale
REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA SETTORE ECONOMICO PROFESSIONALE 1 AREA COMUNE SERVIZI PER LE IMPRESE Sequenza di processo Area di Attività Qualificazione regionale
REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA
 REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA SETTORE ECONOMICO PROFESSIONALE 1 Area Comune Processo Gestione del processo produttivo, qualità, funzioni tecniche e logistica interna
REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA SETTORE ECONOMICO PROFESSIONALE 1 Area Comune Processo Gestione del processo produttivo, qualità, funzioni tecniche e logistica interna
Capacità produttiva dei processi Mix di produzione
 produttiva dei processi Mix di produzione Il problema della capacità produttiva Lo sfasamento offerta variazioni domanda Oscillazioni imprevedbili della domanda difficili da inseguire Carenze organizzative
produttiva dei processi Mix di produzione Il problema della capacità produttiva Lo sfasamento offerta variazioni domanda Oscillazioni imprevedbili della domanda difficili da inseguire Carenze organizzative
REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA
 REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA SETTORE ECONOMICO PROFESSIONALE 1 Area Comune Processo Gestione del processo produttivo, qualità, funzioni tecniche e logistica interna
REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA SETTORE ECONOMICO PROFESSIONALE 1 Area Comune Processo Gestione del processo produttivo, qualità, funzioni tecniche e logistica interna
Imprese industriali, concetti introduttivi
 Appunti Economia Imprese industriali, concetti introduttivi Impresa industriale: attività che tende a ottenere beni o servizi idonei a soddisfare i bisogni umani. Produzione diretta: - in senso stretto
Appunti Economia Imprese industriali, concetti introduttivi Impresa industriale: attività che tende a ottenere beni o servizi idonei a soddisfare i bisogni umani. Produzione diretta: - in senso stretto
Corso di Progettazione degli Impianti Industriali Ing. Stefano Ierace Prof. Sergio Cavalieri
 Introduzione al Corso Corso di Progettazione degli Impianti Industriali Ing. Stefano Ierace Prof. Sergio Cavalieri 1 Obiettivi del Corso Il Corso si propone di fornire agli allievi un approfondimento sui
Introduzione al Corso Corso di Progettazione degli Impianti Industriali Ing. Stefano Ierace Prof. Sergio Cavalieri 1 Obiettivi del Corso Il Corso si propone di fornire agli allievi un approfondimento sui
Verso l industria 4.0: il sistema avanzato di Planning &
 Verso l industria 4.0: il sistema avanzato di Planning & Scheduling a capacità finita di FLORIM CERAMICHE S.p.a. Case history relativa all implementazione in FLORIM del sistema avanzato COMPASS 10 di PLANNET
Verso l industria 4.0: il sistema avanzato di Planning & Scheduling a capacità finita di FLORIM CERAMICHE S.p.a. Case history relativa all implementazione in FLORIM del sistema avanzato COMPASS 10 di PLANNET
Il sistema che mette il turbo alla tua azienda
 Il sistema che mette il turbo alla tua azienda 2 La sfida Produrre di più riducendo il costo di produzione mantenendo lo stesso livello di qualità (se non addirittura migliore!) Solo un modo per avere
Il sistema che mette il turbo alla tua azienda 2 La sfida Produrre di più riducendo il costo di produzione mantenendo lo stesso livello di qualità (se non addirittura migliore!) Solo un modo per avere
ANALISI E GESTIONE DEI COSTI
 ANALISI E GESTIONE DEI COSTI Dott.ssa Francesca Mandanici IL REPORTING: L analisi degli scostamenti 17-20 DICEMBRE 2010 Gli scopi conoscitivi dell analisi degli scostamenti SCOPI TRADIZIONALI SCOPI EMERGENTI
ANALISI E GESTIONE DEI COSTI Dott.ssa Francesca Mandanici IL REPORTING: L analisi degli scostamenti 17-20 DICEMBRE 2010 Gli scopi conoscitivi dell analisi degli scostamenti SCOPI TRADIZIONALI SCOPI EMERGENTI
FATTORE PRODUTTIVO. Esaurisce la sua utilità economica in un unico ciclo produttivo.
 FATTORE PRODUTTIVO A FECONDITÀ SEMPLICE Esaurisce la sua utilità economica in un unico ciclo produttivo. Il recupero della ricchezza investita in esso avviene attraverso i ricavi della vendita del/i prodotto/i
FATTORE PRODUTTIVO A FECONDITÀ SEMPLICE Esaurisce la sua utilità economica in un unico ciclo produttivo. Il recupero della ricchezza investita in esso avviene attraverso i ricavi della vendita del/i prodotto/i
LA RIDUZIONE DEI TEMPI DI SET-UP IL METODO S.M.E.D.
 1 LA RIDUZIONE DEI TEMPI DI SET-UP IL METODO S.M.E.D. 2 IL CANTIERE SMED S.M.E.D. è l acronimo di Single-Minute Exchange of Die ed indica una metodologia finalizzata alla riduzione dei tempi di setup.
1 LA RIDUZIONE DEI TEMPI DI SET-UP IL METODO S.M.E.D. 2 IL CANTIERE SMED S.M.E.D. è l acronimo di Single-Minute Exchange of Die ed indica una metodologia finalizzata alla riduzione dei tempi di setup.
SISTEMI DI PROGRAMMAZIONE E CONTROLLO. Le configurazioni di costo. Prof.ssa MoniaCastellini. Copyright Sistemi di programmazione e controllo 1
 SISTEMI DI PROGRAMMAZIONE E CONTROLLO Le configurazioni di costo Prof.ssa MoniaCastellini Copyright Sistemi di programmazione e controllo 1 Obiettivi formativi 1. Delineare il concetto di configurazione
SISTEMI DI PROGRAMMAZIONE E CONTROLLO Le configurazioni di costo Prof.ssa MoniaCastellini Copyright Sistemi di programmazione e controllo 1 Obiettivi formativi 1. Delineare il concetto di configurazione
Contabilità industriale: modelli vecchi e nuovi
 Contabilità industriale: modelli vecchi e nuovi sul piano applicativo: i modelli vecchi sono: generalizzabili stabili nel tempo + semplici onerosi + precisi (ampio riferim. a valori effettivi) + attendibili
Contabilità industriale: modelli vecchi e nuovi sul piano applicativo: i modelli vecchi sono: generalizzabili stabili nel tempo + semplici onerosi + precisi (ampio riferim. a valori effettivi) + attendibili
I PROCESSI DI PRODUZIONE La produzione è la realizzazione dei prodotti, tramite la combinazione dei fattori produttivi. Questa produzione è una
 I PROCESSI DI PRODUZIONE La produzione è la realizzazione dei prodotti, tramite la combinazione dei fattori produttivi. Questa produzione è una attività complessa nella quale convergono più profili di
I PROCESSI DI PRODUZIONE La produzione è la realizzazione dei prodotti, tramite la combinazione dei fattori produttivi. Questa produzione è una attività complessa nella quale convergono più profili di
La rilevanza delle informazioni nel processo decisionale d impresa. Elisa Bonollo
 La rilevanza delle informazioni nel processo decisionale d impresa Elisa Bonollo Genova, 19 febbraio 2013 Variabilità del contesto esterno Volatilità nei mercati delle materie prime Maggiore velocità di
La rilevanza delle informazioni nel processo decisionale d impresa Elisa Bonollo Genova, 19 febbraio 2013 Variabilità del contesto esterno Volatilità nei mercati delle materie prime Maggiore velocità di
OPERAZIONI IN PRODUZIONE. Prof. Ing. Riccardo Melloni Università degli Studi di Modena e Reggio Emilia
 OPERAZIONI IN PRODUZIONE Prof. Ing. Riccardo Melloni Università degli Studi di Modena e Reggio Emilia 1 DEFINIZIONE DI PROCESSO PRODUTTIVO Sotto il profilo tecnologico: È un processo di natura o chimica
OPERAZIONI IN PRODUZIONE Prof. Ing. Riccardo Melloni Università degli Studi di Modena e Reggio Emilia 1 DEFINIZIONE DI PROCESSO PRODUTTIVO Sotto il profilo tecnologico: È un processo di natura o chimica
La funzione di produzione.
 Corso di Economia e gestione delle imprese e Marketing (modulo B) Lezione 4 La funzione di produzione. Aspetti gestionali, organizzativi e strategici Produzione e filiera 2 La definizione di produzione
Corso di Economia e gestione delle imprese e Marketing (modulo B) Lezione 4 La funzione di produzione. Aspetti gestionali, organizzativi e strategici Produzione e filiera 2 La definizione di produzione
POLIBA Ilaria Giannoccaro
 POLIBA Ilaria Giannoccaro Logistica di magazzino e Supply Chain Management Prof. Ilaria Giannoccaro Dip. Meccanica, Matematica e Management Politecnico di Bari Confindustria Bari e BAT Bari, 26 gennaio
POLIBA Ilaria Giannoccaro Logistica di magazzino e Supply Chain Management Prof. Ilaria Giannoccaro Dip. Meccanica, Matematica e Management Politecnico di Bari Confindustria Bari e BAT Bari, 26 gennaio
Evoluzione del mercato negli ultimi 50 anni. Anni Produzione di massa ad alti volumi Umane, materiali ed energie altamente disponibili
 Introduzione ai Sistemi Produttivi Paolo Gaiardelli Corso di Impianti Industriali Evoluzione del mercato negli ultimi 50 anni Periodo Mercato Risorse Anni 50 70 Produzione di massa ad alti volumi Umane,
Introduzione ai Sistemi Produttivi Paolo Gaiardelli Corso di Impianti Industriali Evoluzione del mercato negli ultimi 50 anni Periodo Mercato Risorse Anni 50 70 Produzione di massa ad alti volumi Umane,
Il ciclo di lavorazione
 INTRODUZIONE AI CICLI DI LAVORAZIONE 1 Il ciclo di lavorazione DEFINIZIONE: Si dice CICLO DI LAVORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione
INTRODUZIONE AI CICLI DI LAVORAZIONE 1 Il ciclo di lavorazione DEFINIZIONE: Si dice CICLO DI LAVORAZIONE tutto l insieme di operazioni necessarie a fabbricare un singolo elemento attraverso una successione
Sistemi di Produzione
 Sistemi di Produzione Ø Un sistema di produzione è un insieme integrato di attrezzature, macchinari e risorse umane finalizzate ad eseguire una o più operazioni su materie prime o semilavorati 1 Esempi
Sistemi di Produzione Ø Un sistema di produzione è un insieme integrato di attrezzature, macchinari e risorse umane finalizzate ad eseguire una o più operazioni su materie prime o semilavorati 1 Esempi
la soluzione di ITD s.r.l. per L OFFICINA MECCANICA
 la soluzione di ITD s.r.l. per L OFFICINA MECCANICA Indice EGO la soluzione di ITD per l Officina Meccanica - Cos è Ego? pag. 1 Ottimizzazione del flusso lavoro - Il modulo Preventivo - Consuntivo pag.
la soluzione di ITD s.r.l. per L OFFICINA MECCANICA Indice EGO la soluzione di ITD per l Officina Meccanica - Cos è Ego? pag. 1 Ottimizzazione del flusso lavoro - Il modulo Preventivo - Consuntivo pag.
Responsabile di produzione
 Responsabile di produzione La figura è stata rilevata nei seguenti gruppi di attività economica della classificazione Ateco 2007: C26 - Fabbricazione di computer e prodotti di elettronica e ottica; apparecchi
Responsabile di produzione La figura è stata rilevata nei seguenti gruppi di attività economica della classificazione Ateco 2007: C26 - Fabbricazione di computer e prodotti di elettronica e ottica; apparecchi
PROFILO FORMATIVO Profilo professionale e percorso formativo
 Agenzia del Lavoro Provincia Autonoma di Trento PROFILO FORMATIVO Profilo professionale e percorso formativo DENOMINAZIONE FIGURA PROFESSIONALE - OPERATORE AGLI IMPIANTI AUTOMATIZZATI - DESCRIZIONE PROFILO
Agenzia del Lavoro Provincia Autonoma di Trento PROFILO FORMATIVO Profilo professionale e percorso formativo DENOMINAZIONE FIGURA PROFESSIONALE - OPERATORE AGLI IMPIANTI AUTOMATIZZATI - DESCRIZIONE PROFILO
Il margine di contribuzione di primo livello rapportato alla quantità venduta è il seguente:
 4. METODI DI CALCOLO DEI COSTI Classe 5^A A RIM - I.I.S. Capriotti - San Benedetto del Tronto (AP) 4.1 margine di contribuzione ( ) X11 X19 Totale Ricavi di vendita 360.000 360.000 720.000 Costi variabili
4. METODI DI CALCOLO DEI COSTI Classe 5^A A RIM - I.I.S. Capriotti - San Benedetto del Tronto (AP) 4.1 margine di contribuzione ( ) X11 X19 Totale Ricavi di vendita 360.000 360.000 720.000 Costi variabili
REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA
 REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA SETTORE ECONOMICO PROFESSIONALE 1 Chimica Processo Chimica di base e derivati Sequenza di processo Ricerca, sviluppo e industrializzazione
REPERTORIO DELLE QUALIFICAZIONI PROFESSIONALI DELLA REGIONE CAMPANIA SETTORE ECONOMICO PROFESSIONALE 1 Chimica Processo Chimica di base e derivati Sequenza di processo Ricerca, sviluppo e industrializzazione
Processi e impianti. industriali. Processi e impianti. Processi e impianti. Processi e impianti. Processo industriale:
 industriali Processo industriale: combinazione di operazioni e trasformazioni chimicofisiche che permettono l ottenimento di prodotti a partire da materie prime, le quali possono cambiare alcune delle
industriali Processo industriale: combinazione di operazioni e trasformazioni chimicofisiche che permettono l ottenimento di prodotti a partire da materie prime, le quali possono cambiare alcune delle
SISTEMI PRODUTTIVI LOGISTICI nel DISTRETTO di MANZANO
 Università degli Studi di Udine De Toni Dati generali delle imprese A.F. De Toni Università degli Studi di Udine Anno di costituzione 9 979 po 96 989 ID-Eport 97 967 Addetti totali 6 9 dipendenti 9 6 7
Università degli Studi di Udine De Toni Dati generali delle imprese A.F. De Toni Università degli Studi di Udine Anno di costituzione 9 979 po 96 989 ID-Eport 97 967 Addetti totali 6 9 dipendenti 9 6 7
CONTABILITA DEI COSTI
 CONTABILITA DEI COSTI IL SISTEMA DI PIANIFICAZIONE E CONTROLLO Pianificazione strategica Definizione degli obiettivi e delle linee guida aziendali Controllo direzionale Definizione e perseguimento delle
CONTABILITA DEI COSTI IL SISTEMA DI PIANIFICAZIONE E CONTROLLO Pianificazione strategica Definizione degli obiettivi e delle linee guida aziendali Controllo direzionale Definizione e perseguimento delle
Definizione di sistema
 Tecnologia dei cicli produttivi Seconda parte (a) Prof.ssa Angela Tarabella Dipartimento di Economia Aziendale 1 Definizione di sistema È un insieme di elementi concreti o astratti, collegati logicamente
Tecnologia dei cicli produttivi Seconda parte (a) Prof.ssa Angela Tarabella Dipartimento di Economia Aziendale 1 Definizione di sistema È un insieme di elementi concreti o astratti, collegati logicamente
Organizzazione aziendale Lezione 9 L organizzazione dell impresa Cap. 6. Ing. Marco Greco Tel
 Organizzazione aziendale Lezione 9 L organizzazione dell impresa Cap. 6 Ing. m.greco@unicas.it Tel.0776.299.3641 Stanza 1S-28 La produzione La produzione è la fase dove, dato un input I, una funzione di
Organizzazione aziendale Lezione 9 L organizzazione dell impresa Cap. 6 Ing. m.greco@unicas.it Tel.0776.299.3641 Stanza 1S-28 La produzione La produzione è la fase dove, dato un input I, una funzione di
GLI INDICATORI DI QUALITA NELL INGEGNERIA INDUSTRIALE
 Seminari di preparazione all Esame di Stato per Ingegneri - Sessioni 2007 GLI INDICATORI DI QUALITA NELL INGEGNERIA INDUSTRIALE Relatore Ing. Elio Candussi - Gorizia Udine, 25 maggio 2007 Ordine degli
Seminari di preparazione all Esame di Stato per Ingegneri - Sessioni 2007 GLI INDICATORI DI QUALITA NELL INGEGNERIA INDUSTRIALE Relatore Ing. Elio Candussi - Gorizia Udine, 25 maggio 2007 Ordine degli
Dalla microeconomia alla macroeconomia
 Dalla microeconomia alla macroeconomia MICROECONOMIA: studio dei comportamenti individuali Economia politica MACROECONOMIA: studio dei comportamenti collettivi Lo studio dei comportamenti collettivi deve
Dalla microeconomia alla macroeconomia MICROECONOMIA: studio dei comportamenti individuali Economia politica MACROECONOMIA: studio dei comportamenti collettivi Lo studio dei comportamenti collettivi deve
La programmazione della produzione
 Corso di (modulo B) Lezione 6 La programmazione della produzione I piani della programmazione della produzione 2 La programmazione della produzione Consta di tre momenti fondamentali: elaborazione del
Corso di (modulo B) Lezione 6 La programmazione della produzione I piani della programmazione della produzione 2 La programmazione della produzione Consta di tre momenti fondamentali: elaborazione del
Milano 10 Ottobre 2012
 Milano 10 Ottobre 2012 Caso industriale Analisi energetico-gestionale Piano interventi 2 PMI della provincia di Brescia: Zincatura a caldo Verniciatura a polvere Sistema produttivo a flusso e per lotti,
Milano 10 Ottobre 2012 Caso industriale Analisi energetico-gestionale Piano interventi 2 PMI della provincia di Brescia: Zincatura a caldo Verniciatura a polvere Sistema produttivo a flusso e per lotti,
RICOSTRUZIONE DEL CASO ELETTROPOMPE ITALIA S.p.A. Linea di assemblaggio per 5 modelli: TC da 30 a 15 gg
 RICOSTRUZIONE DEL CASO ELETTROPOMPE ITALIA S.p.A. 3 famiglie per 76 modelli 5 modelli per 40% del fatturato fabbricaz. soprattutto interna; assemblaggio interno "Assemble To Order" Piano qualità dal '90
RICOSTRUZIONE DEL CASO ELETTROPOMPE ITALIA S.p.A. 3 famiglie per 76 modelli 5 modelli per 40% del fatturato fabbricaz. soprattutto interna; assemblaggio interno "Assemble To Order" Piano qualità dal '90
Gestione della Produzione Industriale
 Gestione della Produzione Industriale Introduzione alla gestione della produzione Paolo Gaiardelli La nascita dei sistemi industriali: la 1 a rivoluzione Inghilterra fine 700 Nasce il motore a vapore Abbondante
Gestione della Produzione Industriale Introduzione alla gestione della produzione Paolo Gaiardelli La nascita dei sistemi industriali: la 1 a rivoluzione Inghilterra fine 700 Nasce il motore a vapore Abbondante
I processi di vendita
 circuiti sempre aperti: flussi fisico-tecnici (in uscita) flussi monetari-finanziari (in entrata) azienda/clienti I processi di vendita settore fisico-tecnico settore economico settore finanziario prodotti/servizi
circuiti sempre aperti: flussi fisico-tecnici (in uscita) flussi monetari-finanziari (in entrata) azienda/clienti I processi di vendita settore fisico-tecnico settore economico settore finanziario prodotti/servizi
Economia e gestione delle imprese
 Economia e gestione delle imprese Le funzioni di gestione dell impresa: la gestione della produzione e la gestione finanziaria dott. Matteo Rossi Benevento, 27 aprile 2007 La funzione produzione La produzione
Economia e gestione delle imprese Le funzioni di gestione dell impresa: la gestione della produzione e la gestione finanziaria dott. Matteo Rossi Benevento, 27 aprile 2007 La funzione produzione La produzione
TOMO 2-2. COSTI E SCELTE AZIENDALI. 2.1 costo suppletivo ( ) Ipotesi a.
 Ipotesi a.") TOMO 2-2. COSTI E SCELTE AZIENDALI 2.1 costo suppletivo ( ) Ipotesi a. Produzione 12.000 unità Produzione 14.000 unità Costo complessivo Costo unitario Costo complessivo Costo unitario Costi variabili
TOMO 2-2. COSTI E SCELTE AZIENDALI 2.1 costo suppletivo ( ) Ipotesi a. Produzione 12.000 unità Produzione 14.000 unità Costo complessivo Costo unitario Costo complessivo Costo unitario Costi variabili
L analisi dei processi
 26 02 2009 L analisi dei processi La legge di Little Impatto degli obiettivi dell azienda sugli obiettivi di progettazione dei processi 1 26 02 2009 Terminologia Le misure di performance di un processo
26 02 2009 L analisi dei processi La legge di Little Impatto degli obiettivi dell azienda sugli obiettivi di progettazione dei processi 1 26 02 2009 Terminologia Le misure di performance di un processo
Tecnico tessile - Tecnologo perito tessile
 Denominazione Figura / Profilo / Obiettivo Professioni NUP/ISTAT correlate Tecnico tessile - Tecnologo perito tessile 3.1.3.7.2 - Disegnatori tessili 3.3.1.5.0 - Tecnici dell'organizzazione e della gestione
Denominazione Figura / Profilo / Obiettivo Professioni NUP/ISTAT correlate Tecnico tessile - Tecnologo perito tessile 3.1.3.7.2 - Disegnatori tessili 3.3.1.5.0 - Tecnici dell'organizzazione e della gestione
Integrazione e interdipendenza tra cliente e fornitore lungo tutta la Supply Chain: l esperienza di BAXI S.p.A.
 Benchmak sulla Supply Chain delle Aziende Industriali Italiane Padova, 1 Dicembre 2005 Integrazione e interdipendenza tra cliente e fornitore lungo tutta la Supply Chain: l esperienza di BAXI S.p.A. ALBERTO
Benchmak sulla Supply Chain delle Aziende Industriali Italiane Padova, 1 Dicembre 2005 Integrazione e interdipendenza tra cliente e fornitore lungo tutta la Supply Chain: l esperienza di BAXI S.p.A. ALBERTO
6. Misura della Produttività
 6. Misura della Produttività LIUC - Facoltà di Economia Aziendale Corso di gestione della produzione e della logistica Anno accademico 2009-2010 Prof. Claudio Sella Punti di discussione Definizione di
6. Misura della Produttività LIUC - Facoltà di Economia Aziendale Corso di gestione della produzione e della logistica Anno accademico 2009-2010 Prof. Claudio Sella Punti di discussione Definizione di
Progettazione e gestione dei sistemi produttivi- Esercitazione n. 1. La pianificazione del fabbisogno di materiali
 Progettazione e gestione dei sistemi produttivi- Esercitazione n. 1 La pianificazione del fabbisogno di materiali L ALFA BETA S.r.l. è un impresa operante nel settore dei mobili di arredamento. In particolare,
Progettazione e gestione dei sistemi produttivi- Esercitazione n. 1 La pianificazione del fabbisogno di materiali L ALFA BETA S.r.l. è un impresa operante nel settore dei mobili di arredamento. In particolare,
UNIVERSITÀ DEGLI STUDI DI BERGAMO. Facoltà di Ingegneria. Corso di Gestione dell Informazione Aziendale. Glossario e Formulario
 UNIVERSITÀ DEGLI STUDI DI BERGAMO Corso di Gestione dell Informazione Aziendale prof. Paolo Aymon Glossario e Formulario Glossario e Formulario Pianificazione Programmazione Tempi di produzione KanBan
UNIVERSITÀ DEGLI STUDI DI BERGAMO Corso di Gestione dell Informazione Aziendale prof. Paolo Aymon Glossario e Formulario Glossario e Formulario Pianificazione Programmazione Tempi di produzione KanBan
Calcolare il costo dei prodotti
 Calcolare il costo dei prodotti Metodi alternativi a confronto Parte 5 Activity based costing L Activity based costing guarda all azienda non per funzioni, ma per processi identifica i centri di costo
Calcolare il costo dei prodotti Metodi alternativi a confronto Parte 5 Activity based costing L Activity based costing guarda all azienda non per funzioni, ma per processi identifica i centri di costo
Gestione della Produzione (Corso A-K)
") Gestione della Produzione (Corso A-K) Un processo produttivo è composto da due fasi in sequenza secondo lo schema di seguito indicato. Tra le fasi A e B vi è un polmone di lavorazione. Il processo opera
Gestione della Produzione (Corso A-K) Un processo produttivo è composto da due fasi in sequenza secondo lo schema di seguito indicato. Tra le fasi A e B vi è un polmone di lavorazione. Il processo opera
La gestione delle scorte in Farmacia. Maurizio Da Bove
 La gestione delle scorte in Farmacia Maurizio Da Bove Gli obiettivi della gestione delle scorte Soddisfare la domanda Minimizzare i costi Dare pronta disponibilità di materiale al cliente Volumi Mix Soddisfare
La gestione delle scorte in Farmacia Maurizio Da Bove Gli obiettivi della gestione delle scorte Soddisfare la domanda Minimizzare i costi Dare pronta disponibilità di materiale al cliente Volumi Mix Soddisfare
Comunicazione economico-finanziaria
 Pagina 1 di 6 Comunicazione economico-finanziaria Bilanci aziendali Il bilancio d esercizio - Il sistema informativo di bilancio - La normativa sul bilancio Le componenti del bilancio civilistico: Stato
Pagina 1 di 6 Comunicazione economico-finanziaria Bilanci aziendali Il bilancio d esercizio - Il sistema informativo di bilancio - La normativa sul bilancio Le componenti del bilancio civilistico: Stato
1- L impresa Alfa produce sedie per ufficio egi2013az
 Esercizi EGI 2013 1- L impresa Alfa produce sedie per ufficio egi2013az. Il lead time per realizzare le sedie è di 2 settimane. Ciascuna sedia si compone di 2 braccioli (l.t. 1 settimana), 1 pianale (l.t.
Esercizi EGI 2013 1- L impresa Alfa produce sedie per ufficio egi2013az. Il lead time per realizzare le sedie è di 2 settimane. Ciascuna sedia si compone di 2 braccioli (l.t. 1 settimana), 1 pianale (l.t.
Programmazione e controllo e analisi dei costi II Parte. Cap. 3 Costo di prodotto e contabilità per centri di costo
 Programmazione e controllo e analisi dei costi II Parte Cap. 3 Costo di prodotto e contabilità per centri di costo Prof. Nicola Castellano nicola.castellano@unimc.it Riferimenti Bibliografici: Cinquini
Programmazione e controllo e analisi dei costi II Parte Cap. 3 Costo di prodotto e contabilità per centri di costo Prof. Nicola Castellano nicola.castellano@unimc.it Riferimenti Bibliografici: Cinquini
CONTABILITÀ GESTIONALE: METODI DI CALCOLO DEI COSTI
 Prova di verifica CONTABILITÀ GESTIONALE: METODI DI CALCOLO DEI COSTI di Rossana MANELLI ATTIVITÀ DIDATTICHE 1 MATERIE: ECONOMIA AZIENDALE (Classe 5 a IT Indirizzo AFM; Articolazione SIA; Articolazione
Prova di verifica CONTABILITÀ GESTIONALE: METODI DI CALCOLO DEI COSTI di Rossana MANELLI ATTIVITÀ DIDATTICHE 1 MATERIE: ECONOMIA AZIENDALE (Classe 5 a IT Indirizzo AFM; Articolazione SIA; Articolazione
PIANIFICARE E CONTROLLARE LA PRODUZIONE MANIFATTURIERA
 PIANIFICARE E CONTROLLARE LA PRODUZIONE MANIFATTURIERA Olindo Giamberardini Davide Vierzi Avvertenza. Il materiale qui disponibile è riservato al solo uso dei Partner e Utenti SISTEMI, ne è quindi vietata
PIANIFICARE E CONTROLLARE LA PRODUZIONE MANIFATTURIERA Olindo Giamberardini Davide Vierzi Avvertenza. Il materiale qui disponibile è riservato al solo uso dei Partner e Utenti SISTEMI, ne è quindi vietata
GLI INDICATORI CONTABILI:
 GLI INDICATORI CONTABILI: Si riferiscono ad aspetti noti e comunque fondamentali per i manager Sono comprensibili e comparabili in tutta l azienda Rappresentano però una visione parziale Non sempre sono
GLI INDICATORI CONTABILI: Si riferiscono ad aspetti noti e comunque fondamentali per i manager Sono comprensibili e comparabili in tutta l azienda Rappresentano però una visione parziale Non sempre sono
Raccolta di esempi di interfacce e report preconfigurati
 Raccolta di esempi di interfacce e report preconfigurati Dashboard di controllo consumi rispetto a target e OEE Dashboard creata su progetto che rappresenta ed analizza dati provenienti da sorgenti diverse
Raccolta di esempi di interfacce e report preconfigurati Dashboard di controllo consumi rispetto a target e OEE Dashboard creata su progetto che rappresenta ed analizza dati provenienti da sorgenti diverse
PROGRAMMAZIONE DIDATTICA DIPARTIMENTO MECCANICO TECNICHE DI PRODUZIONE E ORGANIZZAZIONE. Classe 5 PMA A.S
 Progettazione Disciplinare PROGRAMMAZIONE DIDATTICA DIPARTIMENTO MECCANICO TECNICHE DI PRODUZIONE E ORGANIZZAZIONE Classe 5 PMA A.S. 2016 2017 Rev. 0 del 08-03-04 pag. 1 di 9 Progettazione Disciplinare
Progettazione Disciplinare PROGRAMMAZIONE DIDATTICA DIPARTIMENTO MECCANICO TECNICHE DI PRODUZIONE E ORGANIZZAZIONE Classe 5 PMA A.S. 2016 2017 Rev. 0 del 08-03-04 pag. 1 di 9 Progettazione Disciplinare
TECNICO SUPERIORE PER L INDUSTRIALIZZAZIONE DEL PRODOTTO E DEL PROCESSO
 ISTRUZIONE E FORMAZIONE TECNICA SUPERIORE SETTORE INDUSTRIA E ARTIGIANATO TECNICO SUPERIORE PER L INDUSTRIALIZZAZIONE DEL PRODOTTO E DEL PROCESSO STANDARD MINIMI DELLE COMPETENZE TECNICO PROFESSIONALI
ISTRUZIONE E FORMAZIONE TECNICA SUPERIORE SETTORE INDUSTRIA E ARTIGIANATO TECNICO SUPERIORE PER L INDUSTRIALIZZAZIONE DEL PRODOTTO E DEL PROCESSO STANDARD MINIMI DELLE COMPETENZE TECNICO PROFESSIONALI
Analisi delle prestazioni dei sistemi produttivi
 Analisi delle prestazioni dei sistemi produttivi Per analisi delle prestazioni di un sistema produttivo si intende lo studio dei legami delle variabili di prestazione di un sistema produttivo avendo imposto
Analisi delle prestazioni dei sistemi produttivi Per analisi delle prestazioni di un sistema produttivo si intende lo studio dei legami delle variabili di prestazione di un sistema produttivo avendo imposto