CAPITOLO 1 IL LEAN THINKING
|
|
|
- Marcella Bertini
- 8 anni fa
- Visualizzazioni
Transcript
1 Indice Introduzione...3 CAPITOLO 1 IL LEAN THINKING Premessa generale: le origini del Lean Thinking Cos è e cosa non è il Lean L essenza del Lean Thinking: Valore, Spreco e Flusso Valore Spreco Esempi di sprechi Flusso I principi del Lean Thinking I principio: definire il valore, VALUE II principio: identificazione del flusso, VALUE STREAM III principio: far scorrere il flusso, FLOW IV principio: la logica del flusso tirato, PULL V principio: la ricerca della perfezione, PERFECTION VI principio: la catena dei fornitori Il Lean in sanità: le origini Il Lean in sanità: applicazione pratica Altri concetti Lean La standardizzazione Il miglioramento continuo: Kaizen Lead Time Just in Time Visual Management Gli strumenti Lean Value Stream Map (VSM) Tack Time La Demand Map L A La tecnica delle 5S Kanban Spaghetti Chart CAPITOLO 2 LA REALTÀ OSPEDALIERA SENESE: IL PROGETTO NET-VISUAL DEA Quadro generale

2 2.2. Attività del Team Goals L ambiente di riferimento Gli strumenti Lean applicati nel mondo sanitario Il Plan For Every Patient Il Visual Hospital L A Mappa della domanda Analisi delle cause CAPITOLO 3 IL MODELLO DI SIMULAZIONE IN ARENA La simulazione Gli elementi della simulazione Le fasi della simulazione Il software Rockwell Arena Il modello Analisi dei dati La sezione Flow Chart La sezione Data Modules Setup dei parametri di progetto CAPITOLO 4 UTILIZZO DEL MODELLO DI SIMULAZIONE E RISULTATI DELLE SIMULAZIONI Simulazione della situazione attuale Possibili azioni di miglioramento Confronto degli scenari Individuazione dello scenario migliore Tecniche di analisi L Analythic Hierarchy Process - AHP L indice I Lo scenario migliore Ulteriori considerazioni Conclusioni APPENDICE A APPENDICE B APPENDICE C BIBLIOGRAFIA SITOGRAFIA

3 Introduzione Le organizzazioni sanitarie negli ultimi anni, data la necessità di erogare un servizio di qualità con costi contenuti, sono state caratterizzate dall incombente esigenza di intraprendere strategie aziendali volte a garantire, non solo standard assistenziali elevati delle prestazioni, ma anche idonee a tutelare la sostenibilità economica e finanziaria e a coniugare l offerta con la domanda. Questa esigenza si registra in tutte le compagini aziendali ma si avverte ancora di più nelle strutture sanitarie. Ciò è dovuto alle peculiarità intrinseche dell ambito ospedaliero, il quale necessita di una costante concentrazione delle risorse finanziarie disponibili e ove la domanda si presenta sistematicamente sempre più crescente. L obiettivo di fondo è quello di creare e sviluppare sistemi aziendali, grandi o piccoli che siano, capaci di operare in condizioni di efficienza, efficacia ed economicità; che nel contesto sanitario, si traduce in una maggiore adeguatezza dei servizi erogati, costantemente finalizzati al perseguimento di obiettivi adeguatamente qualitativi ed efficacemente appropriati. Le esigenze di cambiamento sono state cristallizzate in principio nella Carta di Ottawa per la promozione della salute 1, successivamente nella Carta di Lubiana per la riforma delle cure sanitarie 2 e nelle raccomandazioni OMS; documenti tutti imperniati da un lato, sul principio secondo il quale l'assistenza sanitaria deve innanzitutto e soprattutto portare ad un miglioramento dello stato di salute e della qualità di vita delle persone, e dall altro sul principio secondo il quale è necessario usare le risorse in modo efficiente e efficace in rapporto ai costi e collocare le risorse sulla base del loro contributo al miglioramento della salute 3. Questi documenti, insomma, propongono un approccio al miglioramento continuo ispirato ad una maggiore qualificazione delle strutture ed a una diretta responsabilizzazione del personale. È doveroso fin d ora sottolineare che gli obiettivi sopra citati si possono raggiungere attraverso cambiamenti che coinvolgano le stesse logiche aziendali di produzione nonché l atteggiamento e il modo di pensare dei vertici aziendali e di tutti gli operatori interessati. E così, si è cominciata a sviluppare una crescente attenzione verso modelli di management, nati nel contesto manifatturiero, adattati poi all ambito sanitario, che fin da subito hanno prodotto risultati sorprendenti e particolarmente incoraggianti. 1 La Carta di Ottawa per la promozione della salute è stata sottoscritta dagli Stati appartenenti all Organizzazione Mondiale della Sanità (OMS), nell ormai lontano 1986, e rappresenta ancora oggi uno dei documenti fondamentali per lo sviluppo delle politiche in tema di salute. 2 La Carta di Lubiana per la riforma delle cure sanitarie è stata approvata nel 1996 dagli Stati appartenenti all OMS. 3 Paragrafo 2 e 5 della premessa alla Carta di Lubiana. 3

4 La logica di fondo è quella di distaccarsi da operazioni finanziarie dirette al mero taglio dei costi o alla perenne ricerca di occasioni finalizzate ad aumentare il fatturato, per rivolgere l attenzione direttamente all interno dell azienda e a studiare, tramite un analisi accorta delle risorse e dei costi, se quest ultimi potessero essere contenuti sulla base di un miglior utilizzo o attraverso la ridistribuzione delle risorse presenti. La crescente globalizzazione, infatti, ha dimostrato che i metodi tradizionali, basati non solo sulla riduzione degli organici o sul contenimento dei costi dei materiali, ma anche caratterizzati da una scarsa attenzione per i reali bisogni dei clienti, non reggono più di fronte alla prosperante competitività mondiale e all aumento continuo della domanda. Ebbene, il cambiamento aziendale deve partire proprio da questo punto, cioè dall abbandono delle logiche tradizionali per approdare all implementazione di sistemi manageriali orientati all eliminazione di tutto ciò che, nel processo di produzione di un bene o dell erogazione di un servizio, non è strettamente indispensabile alla linea di produzione, e dunque alla soddisfazione del cliente e al business aziendale. In questo scenario, si inserisce la filosofia Lean, nata nel secondo dopoguerra nell ambito manifatturiero e precisamente in Toyota, basata sulla costante ricerca e relativa eliminazione degli sprechi aziendali e delle inefficienze legate a processi interni all azienda. Non si tratta soltanto di un approccio aziendale volto al miglioramento della qualità, ma di un nuovo modo di ragionare che coinvolge l intera azienda e tutti gli utenti e che si propone di eliminare gli sprechi, tenendo sempre in considerazione l ottica del cliente e la sua soddisfazione. Ciò premesso, lo scopo del presente elaborato è quello di dimostrare come l adozione del Lean Thinking, all interno dell Azienda Ospedaliera Universitaria Senese, è stata e ancora oggi è in grado di apportare risultati significativi. L attenzione, in particolare, è rivolta al flusso del paziente e all implementazione di tecniche che lo rendano il più regolare possibile, in modo da fornire un servizio maggiormente rispondente ai concreti bisogni dei pazienti. L analisi effettuata ha altresì consentito l implementazione di un modello di simulazione di bed management, realizzato tramite il software Rockwell Arena, che attraverso la simulazione di possibili scenari ha svelato le criticità che ostacolerebbero il regolare flusso del paziente che dal Pronto Soccorso accede alla Linea Medica, consentendo l individuazione di nuove soluzioni manageriali per il miglioramento del servizio erogato. Il presente lavoro è suddiviso in quattro capitoli. Nel primo capitolo, vengono illustrati ed esaminati i principi e le caratteristiche fondamentali del Lean Thinking, nonché gli strumenti principali adottati da questa filosofia, con 4

5 particolare attenzione a quelli che tra essi hanno trovato terreno fertile nelle aziende sanitarie. Nel secondo capitolo, oltre a una breve introduzione volta ad illustrare il panorama attuale giuridico ed economico e ad un paragrafo dedicato alla descrizione dell organizzazione delle varie aree dell AOUS senese, viene presentato il Progetto sperimentale e di innovazione gestionale per il miglioramento del flusso del paziente tra Pronto Soccorso e Aree di Degenza, cioè il c.d. Progetto Net-Visual Dea, con il quale la Regione Toscana ha avviato la diffusione negli ospedali toscani di tale modello organizzativo. L obiettivo dell intero progetto è quello di migliorare il percorso di cura del paziente attraverso l ottimizzazione del flusso degli utenti dal momento in cui accedono alla struttura sanitaria fino alla loro dimissione; e ciò cercando di evitare al contempo problematiche relative a ritardi dell erogazione delle prestazioni, alla durata eccessiva delle degenze ospedaliere, a sprechi di risorse o ancora alla mancanza di livellamento delle attività. Nel dettaglio, sono illustrati gli strumenti concretamente applicati alla realtà senese, tra i quali alcuni di essi hanno visto la mia diretta collaborazione e coinvolgimento. Nel terzo capitolo, innanzitutto si fornisce una breve descrizione del software Rockwell Arena, spiegando in cosa consiste una simulazione e in quale maniera è strutturato in concreto il programma. In secondo luogo, vengono esaminati i dati utilizzati, ricavati in parte grazie all implementazione del Visual Hospital (tipico strumento Lean descritto nei capitoli precedenti). Il Team Goals, ossia il gruppo di persone creato dalla Direzione Sanitaria per la diffusione della logica Lean nella realtà senese e nel quale sono entrato a farne parte durante il tirocinio svolto nell ufficio Lean, mi ha incaricato della successiva elaborazione di questi dati che sono stati informatizzati in un foglio di Excel da me ideato e strutturato. Inoltre, sempre in questa sezione, viene presentato il modello di simulazione Arena creato sulla base dei risultati ottenuti dall elaborazione del foglio Excel e dei dati forniti dal Controllo di Gestione dell azienda. È necessario sottolineare che l utilizzo di questi dati è stato particolarmente utile per la validazione del modello, il quale ha costituito la base per l effettuazione ulteriori simulazioni. Quest ultime, rese possibili attraverso la modifica di alcuni parametri quali il tempo di degenza dei pazienti, il loro numero e la disponibilità di risorse, hanno consentito la formulazione di alcune proposte di miglioramento dell attuale situazione che se, correttamente adottate, produrranno benefici a tutti gli stakeholders. Nel quarto e ultimo capitolo, verranno esposti i risultati ottenuti dalle varie simulazioni svolte e le relative proposte di miglioramento. 5

6 CAPITOLO 1 IL LEAN THINKING 1.1. Premessa generale: le origini del Lean Thinking L approccio Lean Thinking, letteralmente Pensare Snello, trae origine dall opera di un giovane imprenditore, Henry Ford, che nei primi anni del novecento ebbe l idea di creare un automobile per ogni famiglia 4. Intorno alla metà degli anni 40, fu la Toyota, partendo proprio dalle idee di Ford, a sviluppare tale filosofia, anche se in momento successivo cominciò a mettere in discussione alcune delle idee che costituivano le fondamenta del pensiero portato avanti dal fordismo. In particolare, le basi della modalità operativa Ford erano costituite dalla divisione del lavoro, dalla specializzazione e dall automazione: l obiettivo era quello di introdurre sul mercato una macchina che ciascuna famiglia americana poteva permettersi, e ciò veniva ottenuto mediante la realizzazione di una catena di montaggio in grado di ridurre i costi di produzione mediante lo spostamento, non dei singoli operatori, ma delle componenti meccaniche. Uno dei concetti chiave del fordismo, che come vedremo in seguito Ohno pose alla base del Lean Thinking, era che qualsiasi cosa che blocca o crea ostacoli al flusso del materiale, facendo in modo che esso non sia continuo, costituisce uno spreco e deve essere di conseguenza eliminato. Tuttavia, con il passare del tempo si registra un cambiamento di prospettiva, tanto che la Ford Motor Company si distaccò dalla visione iniziale di Henry Ford, ponendo al centro dell attenzione, non più il flusso del materiale, ma l obiettivo primario di mantenere sempre le macchine impegnate in modo tale da produrre quanti più modelli possibili di T (la prima vettura prodotta in grande serie utilizzando la catena di montaggio), e ciò indipendentemente dal fatto che i processi a valle fossero stati disponibili o meno. Tale obiettivo costituì l errore nel quale incorse Ford: lavorare secondo questa modalità, infatti, comportò da un lato un aumento ingiustificato di scorte, e dall altro l indipendenza di ciascuna macchina che procedeva indifferentemente dalle richieste di altri processi. Il risultato fu la realizzazione di molteplici isole scollegate tra loro e la creazione di tanti prodotti semifiniti in attesa di essere assemblati nel prodotto finale. La Toyota cominciò ad allontanarsi dalle concezioni di Ford nel 1945, quando fu dato l incarico a Taiichi Ohno, personaggio considerato il fondatore della produzione attuata nell azienda automobilistica Toyota, di recuperare l enorme divario di produttività che 4 Henry Ford ( ) è uno dei più importanti imprenditori statunitensi e fondatore della Ford Motor Company, società produttrice di automobili. 6

7 divideva questa azienda dalle compagnie americane. In un momento cruciale come quello del dopo guerra dove a confronto c era una potenza mondiale contro un paese completamente distrutto, Taiichi Ohno fu in grado di capire e superare il limite della modalità produttiva fordista, sviluppando il sistema di produzione snella, diventato celebre con l acronimo TPS Toyota Production System. Anche se, come già detto, Ohno elaborò le sue idee facendo riferimento al sistema sviluppato da Ford, molti dei principi che caratterizzano la TPS si pongono in contrasto con la visuale fordista. Prima di analizzare le differenze tra le due correnti di pensiero, è doveroso puntualizzare che lo sviluppo della filosofia di Ohno fu determinata anche dalla circostanza che il mercato di riferimento era in un primo momento limitato solo al Giappone, con la conseguenza che occorrevano piccole quantità di prodotti con grande variabilità e non c era la necessità di gestire imponenti infrastrutture di cui disponeva la Ford Motor Company. La prima fondamentale differenza tra le due prospettive riguarda la concezione che si ha del singolo lavoratore: mentre nella filosofia Ford il dipendente era considerato come una mera forza lavoro, nell idea di Ohno, l operaio doveva costituire parte integrante e attiva del processo, perché solo così anche il lavoratore poteva diventare una risorsa produttiva 5. Un ulteriore novità del sistema Toyota, sconosciuta al mondo Ford, riguarda lo strumento c.d. Just in Time, (tradotto letteralmente in appena in tempo ), locuzione che sta a significare che bisogna produrre in base alla domanda del mercato, cioè produrre solo il necessario, nel momento in cui è necessario e senza scorte. Questo strumento, che sarà analizzato nel dettaglio nei successivi capitoli, permette di rendere la linea di assemblaggio più flessibile al cambio dei prodotti e minimizzando allo stesso tempo i tempi di set-up e changeover 6 : ciò significa produrre secondo una logica pull. Bisogna, altresì, considerare che, per porre in essere tale sistema con successo, l azienda Toyota necessitava di un riaproviggionamento flessibile anche per quanto riguarda la gestione dei materiali; a tal fine, Taiichi Ohno improntò una modalità di riordino di ogni singolo oggetto secondo il consumo effettivo all interno del magazzino. Si tratta di un altro strumento, molto semplice e intuitivo, divenuto noto con il nome di Kanban 7. 5 Questa diversità di prospettiva è riassumibile in due frasi: la prima rivolta dai capi americani ad un lavoratore tu non pensare che a pensare ci pensiamo noi ; e l altra invece detta da un ingegnere Toyota a un operaio usa la testa, non il tuo denaro. Frasi riportate in R. Bonfiglioli, Pensare Snello, Lean Thinking alla maniera italiana, costruiamo l impresa competitiva, Franco Angeli, Milano R. W. Hall, Obiettivo scorte zero. La strategia produttiva degli anni 80, Isedi, Torino Celebre la frase di Ohno: i due pilastri fondamentali del sistema Toyota sono il Just in Time e l autoattivazione, lo strumento usato per renderli operativi è il Kanban ; citazione tratta da T. Ohno, Lo spirito Toyota. Il modello giapponese della qualità totale. E il suo prezzo, Einaudi Editore, Torino

8 I principi e gli strumenti elaborati in quel periodo cambiarono radicalmente il modo di pensare all interno dei contesti aziendali, proprio perché la metodologia in questione apparve immediatamente più efficace dei sistemi adottati fin a quel momento. Lo sviluppo del TPS, che ancora oggi è in continua evoluzione, non si fermò nemmeno davanti alla crisi del petrolio che colpì l intera economia mondiale nel 1973, tanto che, nonostante la crescita del Giappone fosse pari a zero, la Toyota continuò a crescere e a realizzare profitti. La competitività giapponese, che si mostrava in continua espansione non solo nel segmento del mercato automobilistico da cui aveva preso originariamente le mosse, catturò l interesse di tutte le altre compagnie mondiali. Alcuni studiosi attribuivano il successo del modello industriale giapponese alla particolarità dell ambiente socio-economico di quel Paese, caratterizzato da una bassa conflittualità industriale, dalla completa identificazione del lavoratore con la propria azienda e dalla sottovalutazione della moneta giapponese rispetto al dollaro. Altri studiosi, pur non negando l importanza del contesto nel quale si operava, sostenevano che si trattava di un sistema manageriale con originali valenza di efficienza, dovuta al lavoro sistematico volto all eliminazione degli sprechi. I risultati delle indagini svolte dagli esperti furono cristallizzati per la prima volta in un libro, pubblicato nel 1990, ad opera di Jim Womack, Dan Jones e Daniel Ross, dal titolo The machine that changed the world 8, ove vengono messe in evidenza le differenze tra il modello giapponese e quelli americani ed europei, con la convinzione che i principi e le direttive che guidavano il sistema fordista fossero stati superati da idee e criteri sicuramente più efficienti e in grado di rispondere alla richiesta del mercato, con costi e tempi più ridotti nei processi di impresa 9. Dal confronto effettuato tra il modello giapponese e gli altri, è emerso che la Toyota produceva di più e con meno risorse (meno spazio, meno magazzini, meno persone e meno capitali): ed è proprio questo il modo di pensare che riesce a risolvere le difficoltà causate dalla competitività e che va sotto il nome di Lean Thinking Cos è e cosa non è il Lean Pensare snello significa creare, all interno del contesto aziendale, un sistema produttivo che ha come punto di riferimento le esigenze del cliente in termini di qualità, prezzo e aspettative e, a tal fine, è necessario porre in essere dei meccanismi volti alla riduzione delle scorte e 8 J.P. Womack, D.T. Jones, D. Roos, La macchina che ha cambiato il mondo, III edizione, Rizzoli, Milano G. Merli, Total Manufacturing Management, Isedi, Milano

9 della sovrapproduzione nonché alla riduzione dei tempi di produzione e di immissione sul mercato. Alla base del pensiero snello, si trova il concetto di valore, ossia l idoneità di un bene o di un servizio, con le sue caratteristiche e con il suo prezzo, a soddisfare le esigenze del cliente, sempre in continuo cambiamento nel tempo. Una volta che un azienda ha individuato il valore di ciascuna delle attività, sarà più semplice allineare quest ultime in modo tale da evitare inutili interruzioni o scomodi ostacoli, così da rendere tutto il processo produttivo il più efficace possibile. Ulteriore pilastro della filosofia Lean è costituito dall importanza che si attribuisce a ciascun operatore, nel senso che ognuno di essi, conoscendo meglio di qualsiasi altra persona la propria attività, avrà la possibilità di partecipare attivamente al processo produttivo proponendo anche cambiamenti, con conseguenti ritorni immediati in termini di aumento della produttività e di qualità degli output 10. In conclusione, possiamo sostenere che essere un azienda Lean significa da un lato, creare un processo produttivo ove ogni singola attività si svolge in assenza di ripetizioni e di inutili spostamenti, e dall altro, instaurare un contesto lavorativo caratterizzato dal coinvolgimento continuo di tutti in soggetti in gioco e volto ad assicurare il miglioramento continuo, al fine di elevare le prestazioni del proprio business nel tempo 11. Mentre nella produzione di massa, caratterizzata da lentezza nel cambiamento e aziende rigide, si lavora seguendo una logica push, cioè si spinge il prodotto nel mercato, producendo grandi lotti con l utilizzo di grandi macchinari e ove l offerta è anteposta alla domanda; nell azienda Lean si adotta una logica pull. Quest ultimo elemento costituisce il connotato fondamentale del Lean Thinking, cioè si mira alla velocità nella risposta, alla massima efficienza e alla velocità di adattarsi ai cambiamenti mediante tempi rapidi per gli attrezzaggi, macchinari dimensionati alla produzione per piccoli lotti e celle produttive autosufficienti. Chiarito cos è il Lean, si ritiene opportuno fornire ulteriori considerazioni per distinguerlo da altri concetti che potrebbero sembrare similari. Innanzitutto, Lean non è una modalità di gestione finalizzata alla riduzione dei costi. Pensare snello significa pensare che si può essere capaci di fare di più, migliorando il bene prodotto o il servizio erogato, con le risorse che si hanno a disposizione. Non si tratta di una 10 G. Catturi, L azienda universale. L idea forza, la morfologia e la fisiologia, Cedam, Padova L. Attolico, Innovazione Lean. Strategie per valorizzazione, persone, prodotti e processi, Hoepli, Milano

10 metodologia per il taglio del personale o per creare esuberi, ma di una concezione aziendale che mira alla riqualificazione delle risorse presenti con un migliore utilizzo delle stesse. Lean management consente il rimpiego delle persone e riutilizzo delle risorse in maniera da creare maggiore valore; e ciò, non significa assolutamente pretendere più sforzi da ciascuna risorsa, ma migliorare ciascuna attività, in modo da assicurare lo svolgersi del processo produttivo senza interruzioni. A tal fine, si ritiene necessario che la filosofia Lean non risulti come un qualcosa imposto dall alto; bensì deve essere considerata come un idea condotta direttamente dalle persone che lavorano all interno dell organizzazione. Molto spesso, infatti, alcune aziende operano riorganizzazioni tramite meri cambianti dell organigramma. Sono sicuramente irrilevanti eventuali interventi di ricollocamento di persone se si è in presenza di continue problematiche nello svolgersi del lavoro. Ebbene, il Lean Thinking è un particolare atteggiamento aziendale, che non va ad incidere sul ruolo o sugli operatori, ma cambia la natura intrinseca del lavoro stesso. Nell ambito sanitario, l applicazione pratica del Lean comporta l erogazione di un servizio adeguato, efficace ed efficiente per il paziente, che deve attraversare il suo percorso di cura senza interruzioni o attese e deve uscire dalla struttura sanitaria soddisfatto. L offerta deve introdurre nel mercato competenze, conoscenze, macchinari e informazioni corrispondenti esattamente alla domanda. Tuttavia, nella realtà sanitaria non deve essere sottovalutata la presenza di alcuni miti, come la circostanza che la domanda di prestazioni sanitarie è infinita, variabile e imprevedibile e che la capacità non sarà mai in grado di stare al passo con la dimensione e la variabilità della domanda. Tutto ciò non deve spaventarci, ma deve costituire uno stimolo per scoprire le potenzialità che attendono di venir fuori L essenza del Lean Thinking: Valore, Spreco e Flusso Valore Il primo pilastro della filosofia Lean è costituito dal concetto di valore, il quale costituisce il punto di partenza del pensiero snello. Tale concetto può essere definito esclusivamente dal cliente finale, che lo determinerà sulla base delle sue esigenze e dei suoi bisogni. Ciascun contesto aziendale deve essere in grado di comprendere a cosa il cliente attribuisce valore e deve riuscire a darglielo nel momento in cui quest ultimo lo richiede. In ambito sanitario, il valore del servizio è dato dal fornire le cure necessarie al paziente per ristabilire il suo stato di salute in tempi celeri e in condizioni di massima sicurezza. Pertanto, il valore e la sua quantificazione dipenderà dalla discrepanza tra il trattamento che il paziente 10

11 effettivamente riceve e quello che si aspettava di ricevere: ovviamente tanto più ampio sarà questo divario, tanto più il paziente uscirà dal suo percorso ospedaliero insoddisfatto Spreco La finalità fondamentale che la filosofia Lean persegue è la ricerca e l individuazione di quelle cause che compromettono la snellezza delle attività, rendendo inefficiente il processo e pregiudicando la corretta organizzazione e gestione del carico di lavoro rispetto alle risorse. L identificazione di tali problematiche, c.d. nemici del processo, consente, dunque, di giungere ad un servizio ottimale per il paziente e sostenibile per le risorse utilizzate. I nemici del processo possono essere raggruppati in tre macro-categorie: variazione (mura), sovraccarico (muri), e spreco (muda). Prima di analizzarle singolarmente, è necessario precisare che tale suddivisione proviene dalla società giapponese e che i termini mura, muri e muda hanno una connotazione etica e sociale negativa. In particolare, la società giapponese del dopoguerra concepiva lo spreco come il cristianesimo concepiva il peccato, ovverosia qualcosa di intrinsecamente negativo; ciò in netta contrapposizione alla visione di una società ricca, ove lo spreco non è altro che una mera conseguenza secondaria dovuta ad una gestione non ottimale. La suddetta impostazione fu diffusa da Taiichi Ohno 12 ( ), che trascorse tutta la sua vita conducendo una vera e propria battaglia contro i muda. Tali categorie sono: 1. Variazione (MURA): la variazione improvvisa o non pianificata comprende tutti quegli elementi di causalità che caratterizzano il processo in questione. Si tratta di un elemento aleatorio, presente in qualsiasi azienda, che potrebbe comportare un inefficiente combinazione delle risorse a disposizione di fronte all aumento improvviso del carico di lavoro. Ne consegue che, al fine di rendere il processo produttivo efficiente, è fondamentale eliminare, o quantomeno ridurre il più possibile, le cause primarie di varianza, riducendone la portata rispetto al carico di lavoro complessivo, alla velocità con cui viene svolto, alle classi omogenee di beni oggetto di produzione ecc Pertanto, sarà necessario gestire e controllare al meglio la variabilità; ed è proprio questo uno degli obiettivi perseguiti dalla filosofia Lean; 12 Uno dei metodi più utilizzati da T.O. fu il c.d. circolo di Ohno. A parere di T.O., è necessario osservare attentamente come si svolge il processo, in quanto solo così si può cercare di migliorarlo ed eliminare gli sprechi ad esso collegati. Considerando, invece, irrilevante stare in ufficio a controllare i conti, T.O. ha predisposto un cerchio disegnato nel pavimento dello stabilimento in cui lavorava, e trascorreva all interno del cerchio, ore in piedi semplicemente per osservare attentamente cosa accadeva nel reparto produttivo. 13 A. Stancari, Lean Management, sfida all efficienza: un opportunità ancora da cogliere, Ipsoa, Assago
, sovraccarico (muri), e spreco (muda).")
12 2. Sovraccarico (MURI): si intende lo squilibrio tra tempi di lavoro e carico di lavoro, ossia l utilizzo sia di uomini sia di macchine che va al di là della soglia della regolare operatività. Ciò crea, da un lato, un inutile pressione sul ritmo del lavoro, e dall altro, rischia di spezzare o velocizzare in maniera forzata il ritmo ottimale del processo produttivo. Lo squilibrio in questione è dovuto alle condizioni fisiche disagevoli, logoranti o disabilitanti per il lavoratore; elementi questi che dovrebbero essere rimossi fin dal principio (si dovrebbe avere riguardo, ad esempio, alla postura del lavoratore, alla fatica a cui è sottoposto nonché ad un giusto compromesso tra momenti di lavoro e di pausa); 3. Spreco (MUDA): lo spreco sta ad indicare il consumo di risorse che non crea valore per il cliente. Partendo dal presupposto che la filosofia Lean adotta come punto di vista quello del cliente, sarà necessario capire e identificare tutto ciò che potrebbe creare valore per quest ultimo rispetto alle risorse impiegate ed eliminare tutto ciò che non comporta valore non riconoscibile per lo stesso. Proprio al fine di avere una visione completa all interno dell azienda, la filosofia Lean suddivide gli sprechi in sette diverse tipologie. Prima di descrivere ciascuna di esse, è necessario fornire alcune considerazioni preliminari relative alla filosofia Lean. Come già accennato in precedenza, la filosofia Lean adotta il punto di vista del cliente: ciò significa che, per capire se un attività crea valore o meno (cioè se genera spreco o no) bisogna indossare le lenti del cliente. Quest ultimo è, dunque, il protagonista della filosofia Lean; è a lui che bisogna avere riguardo perché sarà proprio lui ad acquistare e usufruire del bene o servizio e sarà lui che percepirà il valore di questi. Un azienda che aderisce alla filosofia Lean opera, non già tenendo conto della visuale interna aziendale, ma avendo come punto di riferimento il cliente ed interrogandosi continuamente sulle aspettative di quest ultimo. In altre parole, l azienda Lean lavora tenendo in debita considerazione ciò che il cliente si aspetta. Dopo aver individuato il valore che il cliente si aspetta dal bene o dal servizio offerti, il secondo passo da fare è riconoscere ed eliminare gli sprechi presenti all interno delle attività quotidianamente svolte, in modo tale da cercare sempre di accontentare il cliente assecondando le sue aspettative. Nel fare ciò, potrebbero incontrarsi diverse problematiche legate alla circostanza che non sempre è agevole conoscere, e dunque analizzare criticamente, ogni singola attività del processo produttivo; e, inoltre, non sempre si hanno a disposizione tutte le informazioni necessarie che nel tempo hanno contribuito a definire le procedure secondo le quali si opera. 12
; 3.")
13 La filosofia Lean risulta essere così veramente rivoluzionaria: si parte dal punto di vista del cliente per formulare critiche costruttive su ciascuna delle attività svolte; considerando altresì che l eliminazione degli sprechi alcune volte è facilmente raggiungibile mediante l utilizzo di strumenti molto semplici o con cambiamenti relativi all atteggiamento, abitudini e modi di pensare. Ciò premesso, passiamo ora ad analizzare le sette tipologie di muda elaborate dall analisi svolta di Taiichi Ohno, tenendo presente che le stesse, seppur diverse da contesto a contesto, sono presenti in tutti gli ambienti sotto varie forme. 1. Attese: tale categoria comprende tutti quegli spechi relativi ai tempi di attesa non strettamente necessari alla fabbricazione del prodotto. È possibile, infatti, che alcune delle risorse aziendali (sia umane che strumentali) restino inattive in attesa di materiali, informazioni o ordini: l attesa, dunque, si configura in un processo a valle quando un attività precedente è conclusa in ritardo. In altri termini, l attesa è la differenza tra il tempo totale di attraversamento del flusso produttivo di un bene o servizio (Lead Time) e il suo tempo di fabbricazione, quest ultimo dato dalla somma di tutti i tempi necessari per il processo. Bisogna, inoltre, considerare che i tempi di attesa incideranno direttamente sul tempo di consegna del bene o servizio al nostro interlocutore, il cliente, condizionando così la sua soddisfazione. Se è vero, da un lato, che rimuovere le attese può risultare in alcuni casi difficile ed eccessivamente costoso, è anche vero tuttavia che le attese stesse hanno un costo: ciascuna unità di prodotto ferma nel ciclo produttivo equivale ad un valore immobilizzato, che comporterà inevitabilmente un inefficienza nel processo. Al contrario, tale situazione non si verificherebbe se, fin dal principio, le risorse a disposizione fossero organizzate e pianificate con maggiore attenzione. Tra le cause più comuni che possono provocare attese possiamo citare la mancata sincronizzazione dei processi, il ritardo nell arrivo dei materiali, le code improvvise e i ritardi dovuti a guasti negli impianti, nonché le attese per la preparazione della macchina e la mancanza di un operatore. 2. Trasporti: anche se spesso il trasporto di cose e persone da un luogo a un altro o da un reparto ad un altro risulta necessario, è fondamentale minimizzarlo più quanto possibile proprio al fine di ridurre gli sprechi dovuti sia alle operazioni di movimentazione stessa sia a problemi qualitativi relativi all eventuale danneggiamento dei prodotti durante il trasporto. Essendo l eliminazione completa di tutti i trasporti più un utopia piuttosto che un obiettivo facilmente raggiungibile (almeno nel breve periodo), in quanto si deve 13

14 necessariamente tenere in considerazione i costi e l impatto sull ambiente del lavoro, il fine da perseguire sarà quello di migliorare il modus operandi: si dovrà ottimizzare il metodo riducendo al minimo la distanza da percorrere e rendendo il trasporto stesso più sicuro e controllato. Ciò è possibile attraverso l utilizzo di strumentazione tecnica e/o informatica, mediante il posizionamento ottimale delle componenti o tramite l impiego di altri strumenti diretti a garantire il percorso più breve possibile. 3. Sovrapproduzione: per sovrapproduzione si intende la produzione in eccesso rispetto al necessario; si pone in essere un attività superflua che non corrisponde ad un bisogno soddisfatto. Si tratta di una tipologia di sprechi tipica soprattutto della produzione tradizionale a lotti, nella quale si determina la quantità di pezzi da produrre non tenendo in considerazione il numero degli ordini. Ciò comporta sia la rimanenza e lo stoccaggio di una quantità variabile di prodotti, sia un aggravio dei costi dovuti, a loro volta, dal valore del prodotto invenduto e dalla sua gestione in magazzino. L obiettivo sarà, dunque, produrre solamente il necessario ed evitare, invece, la produzione quando essa servirà solamente a riempire magazzini. Presupposti imprescindibili per perseguire la finalità di cui sopra sono: - pianificazione della produzione: tenendo in considerazione le rese e le variabili dei processi componenti le linee di produzione, sarà necessario calcolare in modo dettagliato la quantità di prodotti da realizzare rispetto agli ordini ricevuti; - flessibilità dei processi: ciascun processo dovrà essere progettato e realizzato per permettere la maggior flessibilità operativa possibile in termini di impianti, operatori e codici, in modo tale da ridurre al minimo i tempi morti di cambio codice da produrre; - controllo e stabilità dei processi: i risultati di tutte le fasi del processo produttivo devono essere conosciuti, ripetitivi e stabili nel tempo; - efficienza nell organizzazione: sarà necessaria la massima efficienza organizzativa in termini di gestione delle risorse umane e dei processi materiali a supporto della produzione. Ovviamente, come nel caso dei trasporti, non si tratta di un obiettivo facilmente realizzabile, in quanto saranno necessari importanti investimenti in infrastrutture e organizzazione, che saranno possibili solamente con il coinvolgimento e la sponsorizzazione dei massimi vertici aziendali; inoltre, sarà fondamentale orientare il rapporto tra tutti gli attori della produzione e la produzione stessa verso la maggiore flessibilità possibile. 14

15 4. Scorte: esse presentano sempre un grado di spreco intrinseco dovuto alla variazione della domanda spesso non programmabile. La scorta, in quanto uno spreco, rappresenta un valore immobilizzato e per questo motivo deve essere ridotta al minimo possibile. Bisogna considerare, anche, che tutto il capitale non immobilizzato nel processo potrebbe essere utilizzato per altri scopi in modo tale ridurre i costi e allo stesso tempo produrre benefici a tutti i portatori di interesse, inclusi i clienti finali, sicuramente agevolati dal prezzo più basso del bene finale prodotto dall azienda. Anche in questo caso, non si tratta di un obiettivo facilmente realizzabile; in particolare, si possono riscontrare difficoltà, sotto un profilo organizzativo, dovute al possibile coinvolgimento anche di enti esterni. Basti pensare che, in alcuni casi, sarà necessario un successivo incontro con il fornitore per rivedere la quantità minima di un determinato materiale da consegnare o per ridefinire i tempi stessi di consegna. 5. Movimentazioni 14 : si tratta di quegli sprechi legati a spostamenti superflui del personale, che si verificano soprattutto nelle attività di routine che non comportano alcun valore aggiunto per il cliente. I movimenti superflui e non necessari dei lavoratori, i quali generano sprechi e perdite di tempo, potrebbero essere evitati facendo in modo che ciascun dipendente abbia a portata di mano tutto ciò che occorre per il suo lavoro, così da non doversi mai spostare sottoponendosi ad un maggiore dispendio di energia fisica. 6. Difetti: in tale tipologia di sprechi sono comprese tutte le cause che possono compromettere la qualità e la riuscita del prodotto. Tale spreco può essere causato dall utilizzo di componenti difettosi o anche dall uso di informazioni errate o incomplete. Produrre un bene difettoso significa produrre qualcosa che sarà necessariamente sostituito o rilavorato, con conseguente spreco di risorse e di costi per l azienda e con conseguente insoddisfazione per il cliente (bisogna precisare che anche quando il difetto sia facilmente eliminabile, la sua stessa presenza nell ottica Lean costituisce uno spreco). Per eliminare questa tipologia di sprechi, sarà assolutamente fondamentale analizzare il pezzo da produrre a 360 gradi e coinvolgere tutti i soggetti partecipanti, anche enti esterni alla produzione, con la finalità di minimizzare le eventualità di difetto intrinseche al pezzo. In particolare, tale tipologia di muda è fondamentale in ambito sanitario, in quanto la sua analisi rientrerà nella gestione del Rischio Clinico, cioè l eventualità per un 14 È necessario precisare che il concetto di movimento non deve essere confuso con quello di lavoro: il lavoro utile è quel particolare movimento che produce valore; mentre i movimenti improduttivi possono essere suddivisi in spostamenti e in azioni improduttive. I primi possono rendersi necessari a causa di layout mal disegnati o strutture sovradimensionate; mentre i secondi sono dovuti di solito alla mancanza di uno studio ergonomico del posto di lavoro. Così in, E. Patrini e M. C. Confortini, Lean management e qualità in sanità, Il Sole 24 ORE SANITA,

16 paziente di subire un danno in conseguenza ad un errore, intendendo quest ultimo come una lesione che il paziente subisce eventualmente procurata da un atto non dipendentemente dalle sue condizioni fisiche. 7. Inutili complicazioni: esse si si manifestano in presenza di procedure non correttamente sincronizzate e non è stata ancora implementata o proposta una soluzione risolutiva del problema. In tale tipologia di sprechi, rientrano tutte le inefficienze dovute allo svolgimento di attività non a valore aggiunto o causate dall impiego di risorse in più di quelle necessarie. Come già accennato produrre più del necessario o utilizzare risorse più costose, o ancora inserire funzioni aggiuntive rispetto a quelle richieste dal cliente, crea inutili sprechi. Questa problematica può verificarsi anche rispetto alle persone: basti pensare, ad esempio, che, in alcune occasioni, lavorano operatori che possiedono una qualifica superiore rispetto a quella richiesta per lo svolgimento dell attività generando costi che vanno persi nell esecuzione di attività che richiedono una qualifica inferiore Esempi di sprechi La filosofia Lean nasce nell ambito dell industria manifatturiera, ma può essere applicata a qualsiasi contesto, soprattutto in quelli nei quali, fino ad ora, non si è mai ragionato in termini di efficienza e competizione, come potrebbe essere l ambito produttivo, amministrativo e sanitario. Nell ambito produttivo, ad esempio, l eccesso di produzione può essere dovuto dalla produzione di un automobile che rimarrà invenduta; oppure lo spreco relativo ai trasporti può essere causato dall eccessiva distanza tra i macchinari con conseguente necessità di far ricorso all utilizzo di un carrello elevatore tra un passaggio e l altro; o ancora, si genererà spreco relativo alle scorte se verrà conservato in magazzino una quantità eccessiva di materie prime rispetto a quelle che devono essere lavorate. Nel contesto amministrativo, sempre a titolo esemplificativo, l eccesso di produzione si verificherà se verranno stampate copie di documenti che nessuno mai leggerà con il rischio di incorrere nella necessità di ristamparli; oppure si avranno inutili complicazioni quando verranno richieste firme di approvazione multiple o verranno registrati più volte gli stessi dati; o ancora, si verificheranno difetti nel momento in cui i reclami verranno mal gestiti o a causa di informazioni errate o incomplete si dovrà rielaborare un documento. Nel dettaglio per quanto riguarda l ambito sanitario può verificarsi quanto segue: 16

17 - sovrapproduzione: può essere dovuta a richieste improprie di indagini diagnostiche, all utilizzo di più strumenti in sala operatoria rispetto all uso tradizionale, oppure al ricorso eccessivo ad esami strumentali pre-operatori; - attese: dovuti a ritardi nei referti, ad apparecchiature malfunzionanti, o ai ritardi nell avvio di operazioni chirurgiche provocati da consegne non puntuali, tra il reparto di provenienza e il blocco operatorio; - trasporto: gli sprechi relativi al trasporto possono essere causati dalla mancanza di disponibilità di automezzi per trasportare pazienti per esami o consulenze, oppure dovuti al lungo percorso a cui deve sottoporsi un paziente per effettuare un esame diagnostico fuori dal reparto; - scorte: causate dalla quantità eccessiva di farmaci disponibili in magazzino, oppure a posti letto vuoti in attesa di essere utilizzati, o ancora la richiesta di un numero di unità di sangue superiore al necessario; - movimenti superflui: dovuti allo spostamento da una stanza all altra per completare una sequenza o per fornirsi di materiale sanitario utilizzato quotidianamente, andare da un collega per chiedere un parere o cercare strumenti non compresi nei set chirurgici; - difetti: dovuti alla mancata definizione scritta dei processi più importanti o alle infezioni correlate all assistenza 15 ; - inutili complicazioni: causati dal trascrivere a mano attività che possono essere informatizzate, oppure trascrivere gli stessi sia in formato cartaceo sia su supporti applicativi diversi Flusso Altro concetto fondamentale del Lean Thinking è quello di flusso, ossia il complesso delle attività necessarie alla trasformazione dalle materie prime al prodotto finito. In altri termini, il flusso comprende tutti i passaggi che servono per soddisfare l esigenza del cliente in un determinato momento. L ideale sarebbe la creazione di un flusso di attività che segua un percorso continuo senza inutili interruzioni e senza che il tragitto sia disturbato da ostacoli o attese: ciò implica che ciascuna attività, che nella realtà si presenta come avente una natura completamente autonoma, deve essere messa in relazione con le altre in modo tale da realizzare un percorso che si presenti come un unica entità, all interno della quale le azioni sono sincronizzate al ritmo del Takt Time. 15 Alcuni studi al riguardo hanno evidenziato che gli errori in sanità sono dovuti per l 80% a problemi organizzati e il 20% a errori umani. Così in F. Nicosia, Il nuovo ospedale è snello, Franco Angeli, Milano

18 1.4. I principi del Lean Thinking L esatto contrapposto al Muda è il Pensiero Snello. Esso consiste in una modalità di analisi con la finalità di identificare il valore nelle attività (cercando di allineare nella sequenza ottimale le attività che generano valore), e di evitare inutili interruzioni in maniera tale da eseguire tutto il processo produttivo più efficacemente. È necessario precisare ancora una volta che operare secondo il Lean Thinking significa valutare le attività nel loro complesso con il coinvolgimento continuo di tutti i soggetti interessati, così da realizzare canali di efficiente creazione del valore, all interno dei quali non potranno esserci né ripetizioni inutili né spostamenti non necessari. Uno dei tanti vantaggi che comporta l adozione della filosofia Lean all interno dell azienda è determinata dalla circostanza che lavorare secondo questa modalità si traduce in maggiore soddisfazione per ciascun operatore: essendo quest ultimo il maggior intenditore della sua attività, potrà contribuire attivamente proponendo cambiamenti e creando nuove utilità. Infatti, operare Lean comporta ritorni tempestivi e immediati agli sforzi di tutti gli operatori con conseguente riduzione degli sprechi ed allo stesso tempo aumento della proporzione di tempo e risorse dedicate alle attività a valore. Lo scopo è quello di condurre una guerra efficace contro lo spreco, e, a tal fine, è stata elaborata, da J.P. Womack e D.T. Jones 16, la c.d. Piramide Lean, la quale racchiude i cinque principi che riassumono questa filosofia. Si tratta di una piramide in quanto ogni concetto rappresenta le fondamenta di quello successivo. Fonte: Accesso del 02/01/2014 Figura 1 Piramide dei principi Lean 16 J.P. Womack e D.T. Jones, Lean Thinking: per i manager che cambieranno il mondo, Guerrini e Associati, Milano

19 I principio: definire il valore, VALUE Alla base della piramide si trova il principio cardine della filosofia Lean: la definizione del valore da parte del cliente. Il primo passo è costituito dall identificazione di ciò che vale e ciò che non vale, in quanto l utilizzo di risorse può risultare giustificato solo se idoneo a creare valore; in caso contrario esso genera spreco. Ciò implica che l azienda deve assumere il punto di vista del cliente per capire ciò che rappresenta valore per quest ultimo e quanto sia disposto a pagare per riceverlo: l elemento da porre al centro di tutto è l esigenza del cliente finale e la sua aspettativa nell entrare in un contesto aziendale. Tutto ciò per il quale l utente non è disposto a pagare costituisce spreco e deve essere eliminato 17. Le attività possono essere suddivise in tre diverse tipologie: - attività a valore: sono quelle attività che giustificano l utilizzo di risorse necessarie e riconosciute dall utente, con caratteristiche idonee al soddisfacimento delle proprie esigenze; - spreco di 1 tipo: sono quelle attività che, anche se non creano valore percepibile dall utente, risultano comunque necessarie per lo svolgimento del processo; - spreco di 2 tipo: sono quelle attività che comportano l utilizzo inutile di risorse e dunque sono quelle che andrebbero immediatamente eliminate o quanto meno ridotte II principio: identificazione del flusso, VALUE STREAM Il secondo principio è l identificazione del flusso del valore, cioè il complesso delle attività necessarie per trasformare le materie prime in prodotto finito. È, dunque, doveroso non solo ottimizzare i meccanismi di creazione del valore all interno del contesto aziendale, ma è necessario anche avere la capacità di osservare attentamente l intero sistema di produzione e di distribuzione del valore, instaurando anche relazioni di parternship con tutti i fornitori Alcune volte l identificazione del valore rappresenta un operazione difficile per il produttore, il quale può avere una visione distorta del valore perché influenzato da impianti, organizzazione e tecnologie preesistenti. Usando le parole di Womack e Jones essi (i produttori) hanno l abitudine di affermare questo prodotto è quello che sappiamo fare utilizzando impianti che già abbiamo: se il cliente non risponde, aggiustiamo il prezzo o aggiustiamo qualche fronzolo. 18 R. Bonfiglioli, Pensare snello. Lean-Thinking alla maniera italiana, cit.. Bonfiglioli propone un esempio di questi tre tipi di attività. Nel caso empirico di un prodotto che deve subire una successiva lavorazione da un fornitore specializzato (saldatura, trattamento termico) la suddivisione delle attività può essere la seguente: 1) la lavorazione specializzata è un attività che crea valore; 2) il trasporto del prodotto dall azienda al fornitore specializzato è un attività che non crea valore ma non è eliminabile nelle condizioni attuali di locazione geografica delle aziende; 3) qualsiasi trasporto interno all azienda, maggiore di quello strettamente necessario è un attività che non crea valore e può essere eliminata da subito (ad es. ridisegnando il layout). 19 J.P. Womack, D.T. Jones, Lean Thinking: come creare valore e bandire gli sprechi, I edizione, Guerrini e Associati, Milano

20 In particolare, in ambito sanitario, il flusso del valore è costituito dalla sequenza di attività che si susseguono dal momento in cui il paziente entra in ospedale fino al momento della sua dimissione. In ogni caso, in ciascun settore si rilevano tre processi fondamentali: 1. la definizione del prodotto: mediante una dettagliata progettazione fino ad arrivare alla realizzazione effettiva del prodotto; 2. la gestione delle informazioni: attività che comincia con la ricezione dell ordine e si conclude con la consegna del bene o servizio tramite un programma dettagliato; 3. la realizzazione pratica del bene o servizio: ossia l effettiva trasformazione della materia prima in prodotto finito giunto al cliente finale. Lo strumento utilizzato dalla logica Lean per identificare il flusso del valore è il Value Stream Mapping, ossia una mappatura grafica di tutti i processi e di tutte le attività che si susseguono fino alla realizzazione del bene o servizio; partendo, cioè, dal fornitore, attraversare tutti le fasi della catena di montaggio, per giungere alla consegna del prodotto finito. Lo strumento in questione può essere utilizzato sia per rappresentare la situazione allo stato attuale, sia per simulare la situazione futura in seguito alle modifiche proposte. È bene ancora una volta sottolineare che la condizione essenziale su cui si basa l analisi della catena del valore non è il miglioramento del singolo processo, bensì l ottimizzazione globale e continua; e che solamente attraverso la definizione dei flussi siamo in grado di comprendere l esatto funzionamento del processo produttivo in modo tale da eliminare gli sprechi III principio: far scorrere il flusso, FLOW Con questa locuzione si intende la minimizzazione degli elementi che generano spreco. È necessario operare cercando di eliminare tutte le attività non essenziali così che le attività restanti possano procedere creando un flusso continuo, senza ostacoli, barriere e interruzioni. Questo terzo principio rappresenta uno step decisamente rivoluzionario in quanto implica un totale cambiamento nell atteggiamento degli operatori coinvolti, alcune volte eccessivamente attaccati al loro metodo tradizionale di lavorare 20. La difficoltà che si incontra si sviluppa in maniera crescente con la produzione di massa, nella quale è insita l idea che, per portare a termine un processo produttivo nel modo più efficace possibile, 20 Tale concezione viene definita da Taiichi Ohno ragionamento per Batch and Queue, ossia lotti e code. Secondo l ingegnere, questo modo di pensare fu tipico dei primi agricoltori civilizzati, i quali hanno perso la saggezza del cacciatore di fare una cosa per volta e sono diventati ossessionati dal raccolto annuale e dai magazzini pieni di grano. Taiichi Ohno sosteneva che le cose funzionano meglio se si mette al centro dell attenzione il prodotto e non l azienda e le sue attrezzature. Così in T.Ohno, Workplace Management, Productivity Press, Portaland

21 ciascuna attività dello stesso debba essere catalogata per tipologia. Al contrario, operare Lean significa lavorare ininterrottamente, garantendo l efficacia del processo fin dalle prime attività 21. Anche se tale concezione dava i suoi frutti, almeno agli inizi del novecento, per la produzione di grande serie, la novità della logica Lean fu quella di adattare questa visione anche nelle piccole produzioni, abbattendo i tempi di attrezzaggio e miniaturizzando i macchinari IV principio: la logica del flusso tirato, PULL L azienda, dopo aver definito il valore, identificato il flusso di valore ed eliminato tutti gli ostacoli e barriere in modo tale da far scorrere il flusso senza interruzioni, deve consentire ai clienti di tirare il valore dell impresa : con la parola pull, infatti, si intende che nessuna azienda dovrebbe produrre a monte beni e servizi se a valle il cliente non l ha richiesto 23. La rivoluzione è insita proprio in questo passaggio; l azienda deve possedere la capacità di progettare, programmare e produrre solamente ciò che il cliente vuole e nel momento in cui lo vuole (Just in Time) 24. A tal fine, come già detto più volte, è necessario partire dalla richiesta di un prodotto avanzata da parte di un cliente e procedere a ritroso percorrendo tutti i passaggi finché non venga consegnato a quest ultimo il prodotto finito. La conversione da reparti e lotti a team di prodotto e flussi comporta l immediato vantaggio di una riduzione drastica del tempo tra la domanda del cliente e la consegna del prodotto. Per tale ragione, si afferma che sono i clienti a tirare il prodotto, anziché essere spinti verso prodotti indesiderati. La filosofia Lean definisce alcuni condizioni inziali affinché si possa ottenere con successo un flusso tirato: - la misurazione del tempo di ciascuna operazione; - la conoscenza del tempo di ciclo, ossia il tempo necessario per completare la sequenza di un lavoro di un operatore o di una macchina; 21 Il primo sostenitore di tale filosofia fu Henry Ford, che nei primi anni del novecento riuscì a ridurre del 90% il lavoro richiesto dal montaggio di una vettura convertendo a flusso continuo il montaggio finale. 22 J.P. Womack, D.T. Jones, Lean Thinking: come creare valore e bandire gli sprechi, cit.. 23 E necessario precisare che i processi, in base alla modalità di erogazione dei servizi, possono dividersi in processi con logica push e processi con logica pull: i primi si hanno quando la sequenza delle attività di un processo produttivo avviene guardando avanti, tenendo in considerazione non le richieste di mercato ma la disponibilità di risorse in magazzino; mentre i secondi si caratterizzano per la circostanza che lo svolgimento del processo avviene guardando indietro, e l organizzazione e la pianificazione avviene secondo le regole di una produzione snella, cioè in base alle reale esigenza di domanda del mercato. 24 T. Ohno, Lo spirito Toyota, Il modello Giapponese della qualità totale. E il suo prezzo, cit.. 21
22 - il concetto di Takt Time 25, ossia il ritmo di lavoro che deve essere tenuto per far fronte alla domanda esterna di prodotti; - il bilanciamento della linea per fare in modo che le fasi abbiano tutti la stessa cadenza. Nel contesto sanitario, la logica pull persegue la finalità fondamentale di evitare il verificarsi di eventuali danni per il paziente che entra nella struttura ospedaliera: è indispensabile che sia il paziente a guidare il proprio percorso, in base alle sue esigenze, all interno della struttura dal momento in cui entra al momento in cui viene dimesso; ed è indispensabile impedire che il suo cammino sia invece guidato o influenzato da logiche attinenti alla disponibilità di spazi e risorse V principio: la ricerca della perfezione, PERFECTION Eseguiti correttamente i primi quattro step, il risultato sarà la creazione di continue sinergie che pongono in essere un processo continuo di riduzione di tempi, sforzi, spazi ed errori. Il quinto step completa tutti i passaggi precedenti proponendo l implementazione di un sistema manageriale volto costantemente al miglioramento continuo 26, al potenziamento dei risultati ottenuti e alla continua attenzione all eliminazione degli sprechi. La ricerca della perfezione non deve essere considerata un utopia, ma un obiettivo realizzabile che pone come punto di riferimento costante il miglioramento sistematico, il quale deve coinvolgere tutti gli operatori aziendali in modo tale da offrire al cliente il prodotto che desidera. Solo attraverso la definizione accurata del valore, l identificazione esatta dell intero flusso di valore, e la creazione di un flusso continuo in modo da permettere ai clienti di tirare il valore dell impresa si possono raggiungere risultati eccellenti: allo scorrere sempre più velocemente del valore corrisponde la scoperta dei muda nascosti nel flusso del valore, e quanto più si tira tanto più le barriere emerse possono essere eliminate VI principio: la catena dei fornitori Autore autorevole, come Romano Bonfiglioli 27, sostiene l esistenza, accanto ai principi esposti in precedenza, di un sesto criterio snello, che riguarda la catena dei fornitori. Secondo 25 Il Takt Time consente di produrre beni e servizi richiesti quando ti servono ; così M. Rother, R. Harris, Creating Continuous Flow, Lean Enterprise Institute, Cambridge Il miglioramento continuo in giapponese è detto Kaizen, che sta ad intendere una strategia di cambiamento lento e continuo. La parola è composta da kai che significa cambiamento e da zen che significa miglioramento. 27 R. Bonfiglioli, Pensare Snello, Lean Thinking alla maniera italiana, cit.. 22
23 B., il successo del progetto Lean, una volta applicati i cinque principi precedenti, dipende anche dal coinvolgimento dei fornitori e dalla conversione di essi all approccio Lean. A tal fine, devono essere intrapresi rapporti di paternship con i fornitori, volti ad una maggiore integrazione di questi nei processi interni dell azienda ed ad un maggior coinvolgimento all impostazione Lean Thinking, in modo tale che sarà il fornitore stesso a capire che deve produrre solo ciò che serve e che deve spedirlo all azienda quando questa lo richiede. Premesso che si tratta di un passaggio abbastanza difficile perché costringe ad interagire con una realtà diversa da quella interna aziendale, esso costituisce la naturale evoluzione del progetto di ristrutturazione della produzione già intrapreso dall azienda Il Lean in sanità: le origini I principi della filosofia Lean, esclusivi fino ad un dato momento del solo ambito manifatturiero, cominciarono ad essere applicati anche in altri ambiti, come quello sanitario. L esigenza di una produzione snella, infatti, diviene un fattore fondamentale per sopravvivere ad una competitività che mai si era vista prima. Prima di qualsiasi altra considerazione sul tema, è necessario premettere che l ambito sanitario costituisce un settore senza dubbio peculiare, non confrontabile con il mondo manifatturiero, se non altro perché si tratta di avere a che fare, non con oggetti o macchine, ma con persone spesso malate; e i soggetti coinvolti non sono semplici operai, ma professionisti qualificati dotati di indipendenza, autonomia e responsabilità legate alla particolarità dell attività svolta. Intorno alla fine degli anni 80, alcuni ospedali statunitensi, come la Scuola di Medicina dell Università del Michigan, iniziarono a pensare all applicazione pratica di quei criteri che all epoca sembravano così originali. In particolare, fu Steven Spear (noto ricercatore dell Institute for Healthcare Improvement) a contribuire alla diffusione della logica Lean e a studiare l impatto di questa sul sistema ospedaliero americano, tramite molteplici pubblicazioni nelle quali analizzava come la cattiva gestione ospedaliera potesse incidere sulla riduzione dei decessi e delle infezioni. In seguito a tale studio, Steven Spear elaborò il c.d. VMPS, Virginia Mason Production System, che costituisce l esempio più interessante di come le tecniche Lean possono essere applicate sistematicamente al mondo sanitario Per un maggior approfondimento circa le tecniche Lean implementate presso il Virginia Mason Medical Center, confrontare D. Miller, J.P. Womack, Going Lean in Health Care, Institute for Healthcare Improvement, Innovation series, Cambridge
24 Al VMPS, seguirono ulteriori applicazioni del Lean in altre realtà, anche europee 29. In Italia, lo sviluppo della metodologia Lean, decisamente molto recente rispetto ad altre società, si ha a Firenze, quando nel 2007 l Azienda Unità Sanitaria Locale 10 ha elaborato il progetto OLA, Organizzazione Lean dell Assistenza, con l obiettivo di individuare i flussi di valore aziendali tramite il VSM, Value Stream Management. Ad impegnarsi nell applicazione dei principi Lean è anche l ospedale Galliera di Genova, ove l attenzione è concentrata sul miglioramento continuo delle performance nel settore chirurgico Il Lean in sanità: applicazione pratica Il Lean in sanità costituisce una metodologia volta alla semplificazione del percorso del paziente e alla riduzione degli sprechi da parte del personale. L idea di fondo che governa l applicazione Lean nel settore ospedaliero è quella di garantire un assistenza di qualità ai pazienti a fronte delle sempre minori risorse a disposizione. L obiettivo del continuo miglioramento viene costantemente perseguito avendo riguardo agli aspetti rilevanti per il paziente e per il personale; piuttosto che al raggiungimento di standard esterni o a scopi nazionali che spesso hanno poco a che fare con le aspettative e con il perfezionamento dell assistenza al paziente. Anche se il momento attuale non è dei più facili, in quanto tutti, o comunque la maggior parte dei contesti aziendali, anche mondiali, sono afflitti da problematiche di deficit finanziario, bassa soglia di efficienza e basso livello di motivazione del personale e mancanza di sicurezza, con l applicazione Lean all ambito sanitario si riesce, non solo a migliorare la qualità dell assistenza e a fornirla in modo tempestivo, ma anche a rendere tutto il contesto lavorativo meno stressante e più gratificante per il personale: ciò porterà sicuramente ad un aumento in termini di produttività ed efficienza, realizzabile anche senza investimenti ingenti, finanziamenti massicci per le infrastrutture e ristrutturazioni costose. Detto questo, la Lean Enterprise Academy ha elaborato alcuni principi cardine finalizzati al miglioramento delle performance in ambito sanitario 30. Essi sono: - prospettiva del paziente: così come il cliente rappresenta il nostro interlocutore per eccellenza, in ambito sanitario il nostro interlocutore sarà il paziente e quello che per 29 In Europa, la prima applicazione della tecnica Lean si registra in Inghilterra, grazie anche all opera di Dan Jones e della Lean Enterprise Academy. Gli ospedali, che hanno applicato la metodologia in questione (Boston Hospital NHS Trust, Wirral Hospital NHS Trust e il Caderdale and Huddersfield NHS Fundation Trust), contribuirono allo sviluppo di significativi miglioramenti nelle performance. 30 D. Jones e A. Mitchel, Lean Thinking for NHS, Lean Enterprise Academy UK, The NHS Confederation,
25 quest ultimo costituisce valore aggiunto: qualsiasi cosa che non ha valore per il paziente deve essere eliminato perché è uno spreco; - pull: i servizi offerti, in questo caso l assistenza al paziente, devono risultare in linea con la domanda. Questo implica che il percorso del paziente deve svolgersi in assenza di code e attese, perché quest ultime generano spreco: è necessario offrire i servizi nel momento esatto in cui essi vengono richiesti e fare in modo che le singole attività, le informazioni e/o materiali vengano erogati solo quando strettamente funzionali a soddisfare l aspettativa del paziente; - flusso: il metodo pull garantisce un percorso del paziente senza ritardi e interruzioni così che ad ogni step affrontato ne segue quello successivo senza ostacoli; - flusso del valore: ogni passaggio effettuato deve essere analizzato al meglio studiando gli effetti che comporta sullo step precedente e su quello successivo, in maniera tale da creare un flusso continuo di valore; - perfezione: creare processi chiari, comprensibili e standardizzati significa anche creare terreno fertile per il miglioramento continuo. Applicare questi principi nella realtà concreta non è difficile. Infatti, bisogna considerare da un lato, che una grande quantità di studio, proprio per applicare il Lean in sanità, è stato già fatto dal NHS; e dall altro che, essendo una filosofia in continua espansione, i suoi principi sono stati nel tempo affinati, testati e documentati fino ad essere accettati anche da esperti che inizialmente guardavano questa concezione con scetticismo. Tuttavia, se è vero che pensare snello comporta immediati benefici con conseguente riduzione degli sprechi in ospedale nel medio e lungo termine, l applicazione pratica del Lean non risolve tempestivamente il deficit economico, in quanto necessita comunque di tempo per radicarsi e di tutto il sostegno del personale: per questa ragione, sarebbe importante condurre lo sviluppo di tale approccio a livello locale ed evitare di legarlo a ridimensionamenti a breve termine e a tagli economici drastici. Può succedere, infatti, che la presenza di sprechi e il loro accumularsi nel tempo comporti che le attività senza valore superino quelle a valore aggiunto; e tale situazione negativa può essere causata da una molteplicità di fattori, tra i quali: responsabilità poco chiare, processi tra loro scollegati, la presenza di misure e standard non adeguati, la creazione di lavoro superfluo; fattori che sommati generano sempre più problematiche che non vengono risolte e criticità spesso celate da altri aspetti oscuri. 25
26 Insomma, le complicazioni di cui sopra possono essere risolte con la metodologia Lean, la quale basa tutte le sue idee e convinzioni ponendo come fulcro cruciale di tutto il sistema la trasformazione di un problema in un opportunità Altri concetti Lean La standardizzazione Per standardizzazione si intende la realizzazione e la concreta attuazione di una riorganizzazione degli standard operativi all interno delle unità di produzione. In altre parole, si tratta dell implementazione di una riorganizzazione precisa e sistematica dei movimenti delle persone, delle macchine, dei materiali e dei volumi di produzione, secondo principi e criteri diretti all eliminazione di eventuali sprechi descritti in precedenza. L obiettivo è quello di creare un sistema preciso e codificato, all interno del quale sarà più facile per ciascun operatore svolgere al meglio la propria attività: avere regole predeterminate, infatti, aiuta tutti gli utenti a muoversi sul campo con più semplicità e con meno probabilità di errore. Se trovare regole chiare e precise può risultare difficile in alcuni contesti 31, è anche vero che, una volta individuate, se implementate in maniera corretta, faciliteranno e velocizzeranno l intero processo produttivo Il miglioramento continuo: Kaizen Prima di analizzare il concetto di Kaizen, è doveroso premettere che il miglioramento in azienda può essere ottenuto tramite due diverse modalità: a. miglioramento discontinuo (kakushin): con tale locuzione, si intende un salto significativo delle prestazioni di un determinato processo produttivo, il quale può essere realizzato mediante la sostituzione degli impianti e attrezzature, l innovazione tecnologica e l utilizzo una tantum di risorse esterne. Esso richiede ingenti investimenti finanziari, know-how avanzato e coinvolgimento di pochi; b. miglioramento continuo 32 (kaizen): si tratta, al contrario, di un miglioramento del processo produttivo che si sviluppa nel tempo e a piccoli passi, andando ad incidere sulle sue criticità, responsabilizzando altresì l operatore. Esso richiede, al contrario del 31 A. Stancari, Lean Management, sfida all efficienza, cit., un difetto riscontrabile nei paesi occidentali è rappresentato dalla mancanza di standardizzazione; ed, in particolare, si riscontra una mancata applicazione precisa degli standard già individuati. 32 Il concetto di miglioramento continuo può essere riassunto in una frase detta Masao Nagai, professore della Tokyo University of Technology, Cambiare 100 cose dell 1% è più proficuo che cambiare 1 del 100%. 26
27 precedente, un know-how convenzionale applicato con metodo, il coinvolgimento di molti operatori, senza alcun investimento particolare. Ebbene, questa seconda modalità, incentrata sul miglioramento diffuso e graduale, è quella tipica del Lean Thinking. Tendere all ottimizzazione del risultato, obiettivo tipico del Lean, significa, non già prendere a riferimento gli standard della concorrenza o le prestazioni del leader del settore; bensì attribuire rilevanza a quelle attività in grado di apportare cambiamenti migliorativi all interno del contesto aziendale 33. A tal fine, risulta fondamentale che tale modus operandi provenga dai livelli più bassi della piramide organizzativa, in quanto modifiche così particolari e specifiche, che coinvolgono la complessità delle funzioni dell operatore, non possono essere imposte dall alto, essendo lui il maggior intenditore della sua attività ed essendo fondamentale la sua partecipazione attiva. I principi Kaizen sono 10: 1. sbarazzarsi dei concetti tradizionali, anche su metodi di produzione; 2. pensare a come il nuovo metodo funzionerà e non a come non funzionerà; 3. non accettare scuse, dire no allo status quo; 4. non ricercare la perfezione immediata: un tasso di implementazione del 60% va bene ma deve essere fatto subito; 5. correggere gli errori nel momento in cui vengono trovati; 6. non spendere molti soldi per migliorare, ma pensare con creatività prima dell investimento; 7. i problemi danno l opportunità di usare il cervello; 8. chiedersi il perché almeno cinque volte per trovare la vera causa dei problemi; 9. le idee di dieci persone sono meglio di quelle di una persona sola; 10. i miglioramenti non hanno limiti: non smettere mai di fare kaizen. Il miglioramento continuo può essere raggiunto percorrendo tre fasi di apprendimento: il primo step 34 da effettuare sarà quello di andare a individuare i problemi tramite una riflessione critica relativa al proprio lavoro; una volta capito qual è il vero problema, risulterà fondamentale un ispezione 35 sul campo in modo tale da vedere la situazione come concretamente si presenta; il terzo passaggio 36 sarà caratterizzato dall avanzamento di proposte da parte di tutti gli operatori, le quali, se accettate da tutti i soggetti in gioco, devono 33 J. Liker, The Toyota Way: 14 management principles from the world s greatest manufacturer, MC Graw Hill Professional, New York Hansei 35 Genchi Genbutsu 36 Nemawashi 27
28 essere promosse lentamente, tenendo in considerazione anche le altre opzioni e le conseguenze dei cambiamenti. Al fine di realizzare questi tre momenti, può essere realizzata all interno dell azienda la c.d. settimana Kaizen, ossia un progetto di miglioramento condotto da un gruppo di persone con la guida di un leader, che va dal lunedì al venerdì in un area ristretta di un ente 37. All interno di questo gruppo di persone, dovranno essere individuati soggetti a cui attribuire responsabilità importanti, come il KPO, Kaizen Promotion Office, ossia l ente interno che si occuperà di mappare il flusso del valore; il c.d. facilitatore, che avrà il compito di facilitare i contatti e di rimuovere le inerzie tra i membri del gruppo; e il leader, che sarà colui, che non solo guiderà il gruppo intero, ma che cercherà altresì di stimolare e diffondere le idee Kaizen e di intrattenere relazioni con i rappresentanti della direzione. La preparazione della settimana Kaizen è tipicamente suddivisa in tre fasi: a. preparazione della settimana kaizen: comprende tutte quelle operazioni che costituiscono l attività preparatoria e preliminare all intero progetto. In tale fase, che deve essere eseguita da un esperto con la collaborazione degli altri operatori del reparto, si dovrà, innanzitutto, individuare l area ove eseguire l intervento e definire gli obiettivi perseguibili con quest ultimo. Inoltre, sempre in questa fase, si assiste alla c.d. preparazione operativa, nella quale si raccoglieranno tutte le informazioni e tutto il materiale che descrivono la situazione attuale, e ciò al fine di massimizzare il risultato della settimana. In tale segmento di lavoro, si redigerà un piano dettagliato delle attività della settimana e si organizzerà una riunione finale per la presentazione del lavoro alla direzione, facendo in modo di garantire la presenza di tutti gli operatori coinvolti; b. esecuzione della settimana: questa fase costituisce il passaggio più importante in quanto si attua concretamente l attività di miglioramento. L importanza è data dalla circostanza che, da un lato, ciascun utente opera in completa autonomia, con il compito di individuare soluzioni alle problematiche riscontrate; e dall altro, ogni operatore potrà confrontarsi con gli altri valutando le opzioni proposte da altri soggetti; c. follow-up della settimana: le attività non realizzabili immediatamente devono essere realizzate in una fase successiva di follow-up. Si tratta di attività individuate durante la settimana, ma non necessarie al perseguimento degli obiettivi già definiti. In ogni caso, esse devono comunque essere analizzate e studiate e la loro implementazione dovrà 37 A. Galgano e C. Galgano, Il sistema Toyota per la sanità. Più qualità e meno sprechi, Guerrini e Associati, Milano
29 essere descritta, con precisione nei tempi e nelle responsabilità dei soggetti coinvolti, nella relazione finale della settimana presentata alla direzione Lead Time Letteralmente tradotto come tempo di attraversamento, tale termine, nel settore manifatturiero, può essere utilizzato in quattro diverse accezioni: a. il tempo che impiega un prodotto dall inizio della lavorazione alla consegna; b. il tempo che intercorre tra l arrivo delle materie prime e la consegna del prodotto finito; c. il tempo totale che il cliente attende per ricevere un prodotto che aveva già ordinato (Lead Time del cliente); d. il tempo che intercorre dal momento in cui l azienda inoltra un ordine a quando effettivamente arriva la fornitura del materiale (Lead Time di fornitura). In ambito sanitario, il Lead Time sarà costituito dal tempo che intercorre dal momento in cui il paziente accede alla struttura sanitaria, o anche al singolo reparto, fino al momento in cui ne esce. In questo contesto, data la particolarità delle risorse utilizzate e la delicatezza delle conseguenze dovute alla loro mancanza (che si potrebbe tradurre in un errore di valutazione), è fondamentale tenere in considerazione anche il Lead Time di riapprovvigionamento Just in Time Il Just in time (appena in tempo) costituisce la sintesi del principio secondo il quale la produzione deve adattarsi al cambiamento della domanda. Si tratta, cioè, di un processo volto a produrre solamente il necessario, quando esso viene richiesto e nella quantità domandata. Utilizzato dalla Toyota Production System, sta ad indicare la produzione e la rifornitura di materiali nel momento in cui la domanda la richiede. Uno strumento applicativo utilizzato per raggiungere questo obiettivo è il kanban, tradotto letteralmente in italiano come cartellino, il quale persegue anche un altra finalità, quella della c.d. sincronizzazione: si tratta, cioè, di coinvolgere non soltanto lo stabilimento di produzione, ma anche i fornitori, così da realizzare una produzione che soddisfi puntualmente i concreti bisogni del cliente finale, tramite l ottimizzazione di persone, metodi, informazioni e materiali. Il kanban è, dunque, un sistema informativo volto alla concreta realizzazione del Just in Time e al controllo dell armoniosità della produzione necessaria, nella quantità necessaria e al tempo richiesto. 29
30 Visual Management Il Visual management, ossia l amministrazione visiva, è un sistema di controllo visivo che rappresenta uno dei metodi più utilizzati dalla filosofia Lean. Esso consiste nella predisposizione chiara di tutte le attrezzature, di tutte le componenti, di tutte le attività produttive e di tutti gli indicatori prestazionali affinché l ambiente che ci circonda sia visibile a tutti a prima vista e sia possibile verificarlo dando una semplice occhiata. A tal fine, può risultare utile l uso di strumenti visivi, come cartellini, cartellonistica, strisce plastificate sul pavimento o bacheche aggiornate con progetti e proposte; l utilizzo di tali strumenti, che sono di facile comprensione e soggetti a semplici modifiche, consente agli operatori di conoscere lo stato di avanzamento dei processi, fornendo altresì la possibilità di intervenire in caso di blocco del flusso. L operatore che vede, ad esempio, un cartellino rosso, indice di un ritardo o di un blocco nel processo, deve sapere cosa fare per risolvere la problematica e poter, quindi, toglierlo. I vantaggi che comporta la gestione visiva delle informazioni sono: - trasforma le informazioni organizzative in segnali visivi difficili da ignorare; - crea un contesto lavorativo ove l operatore si sente parta attiva, contribuendo a identificare il problema e a trovare situazioni per risolverlo; - consente una panoramica chiara della situazione attuale in quanto presenta e puntualizza gli elementi chiavi sui quali si fonda l azienda; - migliora la comunicazione, favorendo anche l integrazione dei singoli processi Gli strumenti Lean Value Stream Map (VSM) Uno dei più importanti strumenti utilizzati dalla logica Lean, se non altro perché è il primo ad essere usato in ordine di tempo, è la Value Stream Map, ossia la mappatura del flusso del valore. Si tratta di una rappresentazione in 2D della catena di attività che si susseguono, specificando le risorse utilizzate, che parte direttamente dal fornitore, attraversa tutta la catena di montaggio fino alla realizzazione del prodotto finito (ciò vale anche per ogni singolo sotto-processo). La VSM si basa su una filosofia di continuo miglioramento che tende ad un Lead time talmente ridotto, tale da attivare il processo soltanto quando si ha la richiesta da parte del cliente. L analisi continua del processo permette, partendo da un progetto di miglioramento, di perfezionare nel tempo la VSM stessa e di eliminare tutto ciò che non rappresenta valore aggiunto al cliente. La riduzione del Lead time è resa possibile tramite l eliminazione delle 30
31 sole attività non a valore e degli sprechi; tuttavia, non è mai richiesta la velocizzazione delle attività a valore aggiunto. L obiettivo è quello di mettere in evidenza i punti di miglioramento del processo, per poter poi ipotizzare le contromisure possibili. L utilizzo di tale strumento, che rappresenta le fondamenta per il successo dell intero progetto, risulta fondamentale, in quanto consente di effettuare valutazioni manageriali che incidono sulla capacità del sistema, in modo tale da fornire al cliente ciò che desidera. Inoltre, la sua utilità deriva dalla circostanza che, tramite essa, viene schematizzato il tempo necessario ad ogni singolo passaggio, ad ogni livello e tra i vari livelli, evidenziando così il tempo delle attività a valore e quelle non a valore: mappare il susseguirsi delle attività, sia che siano necessarie sia che non lo siano, comporta avere una visione chiara e completa del movimento di ciascun operatore (o prodotto) all interno del sistema, attraverso i passaggi da una tappa all altra. Considerati questi vantaggi, non effettuare la mappatura del valore è sicuramente una scelta negativa che si ripercuoterà in tutto il contesto aziendale. Talvolta, l urgenza nell eliminazione degli sprechi può indurre gli operatori a non creare la mappatura del flusso o a realizzarla in maniera superficiale, perché erroneamente convinti di sapere dov è e qual è il problema. Questo approccio, purtroppo, crea non solo errori di valutazione, ma anche lo spostarsi dell attenzione verso problematiche che non sono quelle principali che determinano gli sprechi. Detto ciò, al fine di costruire la VSM, si dovrà partire dal punto di vista del cliente e si dovranno identificare tutte quelle attività, che secondo la logica di quest ultimo, creano valore. Per le aziende sanitarie, si dovrà ovviamente tenere in considerazione la visione del paziente e monitorare tutto il suo percorso, andando a selezionare, e dunque distinguere, i momenti in cui il paziente entra in contatto con un professionista della struttura (medico, infermiere od OSS che sia), dai momenti in cui il paziente si trova ad aspettare il passaggio successivo del suo percorso. Prima di scendere nel dettaglio, vengono esaminate di seguito le fasi principali per la costruzione della VSM. Esse sono: a. individuazione dell output sul quale risulterà fondamentale costruire la VSM. In genere si tratta dell output più numeroso e di quello che viene utilizzato per tutti i processi; b. descrizione della situazione del prodotto nel flusso del valore allo stato attuale. In questa fase, detta Current State Map, sarà indispensabile percorrere fisicamente il flusso dall inizio alla fine per poi disegnarlo; 31
32 c. ideazione della VSM, cioè il modo in cui si vuole vedere il prodotto all interno del flusso del valore in futuro: Future State Map; d. elaborazione del piano delle azioni necessarie per passare dalla Current State Map alla Future State Map. Per disegnare la VSM, vengono utilizzati simboli e criteri standard di facile comprensione per tutti gli operatori. Anche se talvolta può rendersi necessaria una modifica o una rivisitazione dei simboli o della legenda, l impiego di un linguaggio comune e di un team multidisciplinare che usufruisce e ben comprende lo stesso linguaggio, consente di raffigurare gli step necessari sia dell attività on-line, ossia di tutti quei passaggi che vanno dall ingresso in ospedale fino alla dimissione dallo stesso, sia le attività off-line, cioè quelle di mero supporto a tutto il percorso. In ambito ospedaliero, si mapperà il percorso relativo al c.d. paziente tipo, ossia a quella tipologia di paziente che si presenta in modo costante in un determinato reparto e che, al contempo, necessita dell attivazione di molti processi nel suo percorso di attraversamento. Come già accennato, è necessario dividere i passaggi caratterizzati dal fatto che il paziente entra in contatto con la struttura ospedaliera, da quelli in cui attende il verificarsi dello step successivo. Generalmente, i primi vengono rappresentati con dei rettangoli ed esprimono la percezione del paziente come tempo a valore; i secondi invece vengono raffigurati con dei triangoli, che stanno a significare la percezione del cliente come un tempo non a valore. Essendo i rettangoli riferiti tipicamente ad attività cliniche che non possono essere esaminate con la tecnica Lean, la nostra attenzione dovrà essere rivolta ai triangoli, che indicando le attese, individuano gli sprechi che devono essere eliminati. Fonte: Accesso del 15/01/2014 Figura 2 Legenda simboli VSM 32


33 In conclusione, la VSM permette l identificazione di ciò che costituisce valore e lo differenzia dallo spreco; cioè consente di effettuare il passaggio dalla Current State Map alla Future State Map, in modo tale da poter creare un flusso continuo di attività senza attese e senza sprechi. A questo punto, è necessario sottolineare che esistono 4 modalità per eliminare gli sprechi: semplificare: ridurre la complessità di una data attività eliminare: far venir meno l attività superflua combinare: mettere insieme due o più attività in modo da crearne una sola sequenziare: modificare la sequenza delle attività Fonte: Corso Lean di 1 livello AOUS 2013 Figura 3 Ottimizzazione flusso delle attività Tack Time Concetto collegato al VSM è quello di Tack Time, ossia il tempo di produzione di un prodotto sufficiente a coprire la richiesta proveniente dal cliente. Il Tack Time esprime la velocità produttiva con la quale deve essere fabbricato un prodotto, in quanto attribuisce la cadenza alla linea di produzione permettendo di far fronte alla domanda esterna soltanto quando è necessario 38. In ambito sanitario, rappresenta il ritmo al quale i pazienti necessitano del servizio; ossia determina la frequenza di arrivo dei pazienti in ospedale. In formula matematica, il concetto è così espresso: Tack Time = tempo lavorativo disponibile / numerosità della domanda In particolare, nel settore ospedaliero risulta utile conoscere il Tack Time perché garantisce che le attività siano svolte al tempo richiesto; tutela il bilanciamento delle capacità e serve a dimensionare lo staff. Quest ultimo vantaggio può essere espresso con la formula: Numero di persone = total work content / Tack Time ove il total work content rappresenta il tempo per lo svolgimento di un attività specifica su un paziente. 38 M. Rother e R. Harris, Creating Continuous Flow, cit.. 33
34 La Demand Map Come il takt time, anche la demand map è un concetto strettamente collegato al VSM. Si tratta di uno strumento che consente di esplicitare la domanda, andando a descriverne i flussi e la loro portata. La sua costruzione risulta utile nella fase di mappatura del processo nella situazione attuale perché consente di rappresentare la percentuale di persone o di oggetti che si spostano da una fase all altra, identificando così la domanda per le diverse attività. Di seguito viene riportato un esempio di demand map elaborata in ambito sanitario. Fonte: Making Hospitals Works 39 Figura 4 Esempio di Demand Map L A3 L A3 è uno strumento operativo utilizzato nel campo del Problem Solving, che consiste in una metodologia molto in voga nel periodo che va dalla metà degli anni 40 alla metà degli anni 60 per analizzare il problema e proporre soluzioni, così da sviluppare anche l apprendimento. Utilizzato per la prima volta da Toyota in tema di formazione dei responsabili, supervisori e manager e concepito come parte integrante di tutto il sistema di produzione, possiamo ricorrere a questo strumento in varie situazioni: sia quando si vuole fare il punto della situazione sullo stato di avanzamento di un progetto, sia quando si vuole mettere in pratica una nuova proposta, sia quando si vuole risolvere un problema. Si tratta di uno strumento pilastro del Lean Thinking e fondamentale sia nel processo di comunicazione 39 M. Baker, I. Taylor e D. Jones, Making Hospitals Work: How to improve patient care while saving everyone s time and hospitals resources, Lean Enterprise Academy Limited,
35 all interno di un progetto, sia come base di riferimento nel processo di apprendimento continuo aziendale. L A3 prende il nome dal formato classico dei fogli (420x297mm) e deve essere redatto proprio in questo spazio. Non deve essere concepito con un semplice foglio di carta, ma come uno strumento idoneo a risolvere il problema e ad apportare miglioramenti nell intero processo produttivo, esplicitando anche le priorità aziendali 40. L utente che dovrà materialmente elaborare l A3 avrà uno spazio disponibile limitato, ma ciò lo costringerà a fare una selezione sugli aspetti descrittivi del problema: ciò consentirà di arrivare al nocciolo delle problematiche presenti, facendo diventare questo strumento un esternazione di una disciplina di pensiero 41. La redazione di questo report farà diventare l operatore stesso, sottoposto a uno sforzo metodologico, una risorsa efficace perché estremamente consapevole di ciò che dice e pensa prima di comunicare le informazioni e prima di coinvolgere altri utenti 42. Di seguito vediamo un classico foglio A3: Fonte: Corso Lean di 1 livello AOUS 2013 Figura 5 Lo strumento A3 Come si evince dalla figura n.5, si tratta di un foglio suddiviso in sette parti, nelle quali verranno poi inserite le informazioni richieste. Nelle prime caselle in alto, denominate progetto, team e data, andrà inserito rispettivamente un titolo che descrive sinteticamente e in maniera accattivante l argomento trattato, i nomi degli autori materiali del report e la data di prima compilazione e dell ultimo aggiornamento. 40 M. Mogkarei, Get Kaizened, accesso del 09/12/ Così, L. Attolico, Innovazione Lean, cit.. 42 Ad esempio, avere un foglio A3 già compilato prima di una riunione convocata per risolvere un problema o per valutare lo stato di avanzamento di un progetto consente di guadagnare tempo e di avere risposte in anticipo ai quesiti che verranno posti. 35
36 Nella prima sezione in alto a sinistra, descrizione del problema, che descrive appunto la situazione attuale, andrà inserita la problematica che si vuole esaminare e risolvere. E preferibile ricorrere, se possibile, ad una descrizione quantitativa piuttosto che qualitativa. Successivamente, dovrà essere riempita la casella della situazione attuale, cioè si andranno a registrare tutte le informazioni utili ad una descrizione comprensibile a tutti della realtà come si presenta effettivamente nella pratica. Immediatamente dopo, compare prima la casella denominata analisi delle cause radice ove andranno identificate, tra tutte le cause possibili, quelle più profonde, quelle che costituiscono cioè la radice del problema; e poi la casella target nella quale andrà inserito l obiettivo che si intende raggiungere. Compilata la parte sinistra nella modalità di cui sopra, si passa alla parte destra iniziando con la redazione delle possibili contromisure, cioè eventuali soluzioni per eliminare le cause radice identificate in precedenza; per poi proseguire con l elaborazione di un piano di implementazione, ossia ciò che concretamente si intende fare, specificando chi e quando lo dovrà fare. Nell ultima sezione, follow-up e risultati, andranno puntualizzati i controlli che successivamente saranno eseguiti per verificare come sta procedendo la strada verso la soluzione del problema e quali risultati sono stati concretamente ottenuti. Così come descritto, è evidente che il metodo alla base dello strumento dell A3 è il noto ciclo PDCA (Plan, Do, Check, Act) di Deming 43. In particolare, la parte sinistra del foglio corrisponde alla fase Plan del ciclo, mentre in quella destra sono racchiuse le altre tre fasi La tecnica delle 5S La tecnica delle 5S costituisce una metodologia nata e sviluppatasi all interno della filosofia Lean e volta alla realizzazione del miglioramento continuo 44. In particolare, essa riguarda la sistemazione, la pulizia e la funzionalità dei posti di lavoro, dei magazzini e dei posti di stoccaggio del materiale, al fine di migliorare gli standard operativi e la qualità del prodotto. Data la semplicità nell utilizzo di questo strumento, molto spesso le aziende sono portate a sottovalutarne l importanza. Soprattutto nell ambito ospedaliero, invece, vista la particolarità e la delicatezza delle risorse in gioco che necessitano di un ambiente pulito e ordinato, tale metodologia, avvalendosi di regole chiare e condivise da tutti, permette di 43 W.E. Deming, L impresa di qualità, Isedi, Torino L Autore fu il primo a sottolineare il successo delle aziende giapponesi e sostenne che tale successo era dovuto dal fatto che le imprese giapponesi, a differenza di quelle americane, perseguivano l obiettivo primario di soddisfare l esigenza del cliente finale piuttosto che mirare al profitto degli azionisti o dei soci. 44 È una tecnica ideata da Hiroyuki Hirano, il quale affermava le organizzazioni in gamba si sviluppano iniziando dalle 5S; le cattive organizzazioni vanno in pezzi a partire dalle 5S. 36
37 evitare perdite di tempo per trovare le cose necessarie per il lavoro e consente di focalizzare l attenzione sulle attività che forniscono valore aggiunto al cliente-paziente finale. Questa tecnica si articola in diverse fasi, espresse da 5 parole giapponesi, le cui inziali formano la sigla 5S. Esse sono: 1. Seiri: significa separare, rimuovere, organizzare. In questa fase, si procede con la classificazione di tutto ciò che è presente nell area di intervento, per poi separare ciò che è utile da ciò che non lo è e rimuovere ciò che non serve o che si trova nel posto sbagliato. Per eseguire questo step correttamente, i criteri di selezione dovranno essere stabiliti in precedenza; e una delle tecniche più utilizzate a tal fine è quella dei c.d. cartellini rossi. Si tratta di una tecnica visiva con la quale si andranno ad attaccare cartellini rossi su tutto ciò che viene ritenuto superfluo, che verrà successivamente disposto in un area temporanea. Se gli operatori prenderanno questi oggetti, dovranno specificare perché hanno ritenuto utile quell oggetto e perché hanno deciso di usare proprio quello, e non un altro. Gli oggetti che dopo un determinato periodo di tempo, circa 3-6 mesi, conservano ancora il cartellino rosso potranno essere definitivamente eliminati. 2. Seiton: significa mettere in ordine. Gli oggetti considerati utili nella prima fase dovranno essere riordinati secondo una logica di utilizzo, e cioè posizionando quelli più utilizzati vicino all operatore che ne avrà bisogno e quelli utilizzati più raramente in seconda fila e così via. In questo modo tutti gli oggetti potranno essere disponibili nel momento in cui serviranno con il minimo dispendio di energia. 3. Seiso: significa pulire. In questa fase deve avvenire una pulizia a 360, ossia una pulizia che coinvolge, non solo l ambiente di lavoro, ma anche l ispezione di macchinari e strumenti che potrebbero richiedere interventi di manutenzione. Infatti, se le ispezioni e le operazioni di pulizia fossero eseguite sistematicamente, esse risulterebbero più rapide e meno costose, comportando così un netto risparmio di tempo. 4. Seiketsu: significa standardizzare, comunicare. Dopo le prime 3S, per poter proseguire efficacemente il percorso, è necessario assumere delle decisioni con riguardo a come, quando e con che frequenza ripetere gli step svolti. In atri termini, si dovranno approntare delle procedure che stabiliranno chi dovrà fare che cosa, in che modo e quando, in modo tale che ogni singolo utente si adatti facilmente alle nuove metodologie implementate e a perdere abitudini sbagliate. 5. Shitsuke: significa rispettare, sostenere nel tempo. Questa ultima fase implica il rispetto degli standard definiti in precedenza, in modo tale che essi diventino un nuovo modo di lavorare condiviso da tutti gli operatori. Introdurre e mantenere questo approccio 37
38 lavorativo richiede l impegno chiaro e costante dei vertici dell organizzazione che devono garantire una formazione continua del personale, la determinazione delle responsabilità di ciascun operatore nonché l individuazione di eventuali azioni correttive da apportare. A tal fine, dovrà essere istituito un sistema di monitoraggio per verificare il rispetto delle regole stabilite e per evitare il ritorno alle vecchie abitudini Kanban Il termine giapponese kanban, che in italiano significa cartellino, è uno strumento utilizzato dalla filosofia Lean per il riordino dei materiali. L obiettivo perseguito con il suo utilizzo è quello di effettuare in maniera efficiente la reintegrazione delle scorte via via che esse vengono consumate, così da evitare la sovrapproduzione e l accumularsi eccessivo di scorte che comporteranno immobilizzazione di capitale, e quindi spreco per l azienda 45. Nella pratica, si tratta di un cartellino posizionato sul contenitore sul quale viene riportato il nome dell articolo, il codice, la descrizione, il fornitore e la sua quantità. Quando il materiale inserito nel contenitore finisce, e solo in questo momento, esso dovrà essere passato al fornitore che provvederà a riempirlo: questo significa che una nuova produzione è giustificata esclusivamente dal suo effettivo e concreto utilizzo. Fondamentale per il successo di questa modalità di gestione riguarda l esatta individuazione della quantità contenuta in ciascuno dei contenitori kanban, la quale deve essere calcolata sulla base del tempo necessario al suo riapprovvigionamento, ossia al numero di giorni che vanno dall invio dell ordine all effettivo giorno di consegna del materiale richiesto. I kanban possono essere raggruppati in due grandi tipologie: i kanban di movimentazione o trasporto, che servono a spostare componenti e materiali verso un processo produttivo; e i kanban di produzione, che rappresentano veri e propri ordini di produzione mediante i quali si autorizza il processo a monte a produrre o ordinare un certo componente per un processo a valle. Anche le tipologie di kanban a cui si può ricorrere sono due: 1. Due contenitori: consiste nella predisposizione di due contenitori per ogni codice. Nel momento in cui uno dei due contenitori si esaurisce, questo dovrà essere mandato 45 T.Ohno, Toyota System Production: beyond large-scale production, Productivity Press, Portland Ohno afferma che l idea del kanban è nata osservando il funzionamento di un supermercato: gli articoli acquistati dai clienti sono registrati alla cassa del magazzino, queste informazioni saranno poi trascritte sui fogli di carta ed inviate al reparto vendite. Grazie a queste informazioni, i prodotti venduti verrebbero immediatamente rimpiazzati, e diventano così un ordine di produzione che indicherà al reparto produttivo il numero di articoli prelevati. 38
39 direttamente al fornitore con la valenza di un ordine e con le quantità stabilite dal cartellino. Utilizzato soprattutto per materiali di alta movimentazione come le minuterie delle linee di assemblaggi o le postazioni di lavoro, questa modalità, nel caso in cui si voglia suddividere ancor di più la giacenza necessaria, può essere implementata anche con ulteriori contenitori. 2. Signal kanban: il funzionamento è identico a quello precedente, con la differenza che, in questo caso, il fornitore riceverà solamente il cartellino indicante le informazioni sul prodotto e sul suo riordino, e non il contenitore. Questa metodologia è infatti utilizzata per lo più quando il lotto di produzione del fornitore è molto più grande rispetto al consumo del cliente Spaghetti Chart La spaghetti chart, o diagramma a spaghetti, prende questo particolare nome perché assume spesso la forma di un piatto di pasta, in quanto viene mappato il prodotto che viaggia da un punto all altro, poi torna indietro per poi andare di nuovo avanti, intrecciandosi così più volte anche nello stesso punto. Infatti, si tratta di una rappresentazione grafica degli spostamenti compiuti da un prodotto, o anche da un operatore, lungo il flusso del valore in un azienda di produzione. Il suo utilizzo permette di rendere visibile, non solo l intero flusso del prodotto, ma anche ogni singola distanza che la persona percorre tutti i giorni per svolgere il proprio lavoro o per consegnare il prodotto alla postazione successiva o al cliente finale. Tramite essa si potrà riorganizzare il luogo di lavoro, in modo tale che le singole operazioni siano disposte in una sequenza logica e lineare, eliminando altresì sprechi di tempo e trasporto. La costruzione del diagramma a spaghetti è un operazione molto semplice. In primo luogo, andrà presa una pianta in scala del reparto in esame, per disegnare sulla stessa tutti gli oggetti presenti al momento dell analisi. Successivamente, si partirà dall inizio del ciclo e, osservando come si muove un singolo prodotto o cosa fa una data persona, si andranno a disegnare questi movimenti nella pianta Può essere utile dotare la persona di un contapassi così da poter quantificare eventuali indicatori di processo. 39
40 CAPITOLO 2 LA REALTÀ OSPEDALIERA SENESE: IL PROGETTO NET-VISUAL DEA 2.1. Quadro generale Nel corso degli anni, la politica sanitaria italiana è stata sempre più caratterizzata da una spinta verso il decentramento. Soprattutto gli anni novanta sono stati contraddistinti da molteplici riforme, accompagnate dalla convinzione del legislatore che l attribuzione del potere decisionale, e dunque anche degli impegni finanziari conseguenti, a livello locale avrebbe potuto responsabilizzare maggiormente gli amministratori pubblici verso comportamenti di spesa virtuosi. In questo periodo, diventa sempre più impellente l esigenza di garantire a tutti i cittadini un trattamento assistenziale uniforme sull intero territorio nazionale e l obiettivo perseguito era quello di soddisfare questa esigenza con una maggiore sensibilizzazione delle Regioni sulla loro capacità di spesa sanitaria, da realizzarsi attraverso la sperimentazione di nuovi modelli organizzativi e finanziari. A tal fine, furono emanati una serie di provvedimenti 47 accompagnati, tuttavia, dall idea che gli obiettivi in gioco potevano essere raggiunti solo attraverso una regionalizzazione del sistema sanitario nel suo complesso. In questo quadro, si inserisce la riforma del titolo V della Costituzione con la quale si è provveduto a ridefinire l assetto delle competenze legislative tra governo centrale ed enti locali. La nuova formulazione dell art attribuisce alla competenza concorrente tra Stato e Regioni la materia relativa alla tutela della salute 49 : ciò significa che in tale settore, le Regioni potranno legiferare all interno di un quadro normativo di riferimento stabilito dal governo centrale, che predefinisce i principi fondamentali e gli standard e i livelli omogenei di prestazioni e servizi. Considerato questo quadro di riferimento, è doveroso puntualizzare che la difficoltà di contenere la crescita della spesa sanitaria e le rigidità organizzative dei sistemi sanitari hanno contribuito a sviluppare sempre più la necessità di affrontare con nuovi strumenti la crisi sanitaria caratterizzati dall idea di introdurre, in questo particolare settore, logiche di mercato: il punto centrale della questione è stato in tutti i paesi, indipendentemente dal 47 In particolare, si fa riferimento al d.lgs. 502/1992 e al d.lgs. 517/1993, che furono i primi provvedimenti ad introdurre meccanismi di concorrenza amministrata mediante il trasferimento di importanti competenze organizzative e finanziarie alle Regioni; nonché al d.lgs. 56/2000, c.d. riforma del federalismo fiscale, che assegna direttamente alle Regioni le risorse tributarie secondo il principio della compartecipazione al gettito delle principali imposte. 48 Il nuovo testo dell art. 117 Cost. classifica le competenze in tre tipologie: competenza esclusiva dello Stato, competenza esclusiva delle Regioni e competenza concorrente tra Stato e Regioni. 49 Il vecchio testo dell art. 117 Cost. limitava la competenza concorrente al più ristretto ambito dell assistenza sanitaria e ospedaliera. 40
41 modello sanitario adottato, quello di individuare misure adeguate e idonee alla riduzione dei costi che portassero allo stesso tempo maggiore efficienza nell erogazione delle prestazioni e minori vincoli di bilancio sul versante del finanziamento. La riforma del 2001 ha, insomma, consentito alle Regioni, da un lato di formalizzare i rispettivi modelli di gestione sanitaria, e dall altro di compiere notevoli passi in avanti nell autonomia in merito alle scelte politiche in tema di salute. Ciò premesso e tornando al Lean Thinking, l introduzione di questa filosofia nell Azienda Ospedaliera Senese si ha nell agosto 2011 quando viene approvato, un progetto sperimentale di innovazione gestionale denominato Net-Visual Dea 50 per il miglioramento del flusso del paziente tra Pronto Soccorso e Aree di Degenza. Questo progetto prevede una specifica e attenta pianificazione del percorso dei pazienti dal DEA (Dipartimento di Emergenza e di Accettazione) ai reparti di degenza, tramite l utilizzo di una serie di tecniche di operation management tipiche del sistema Lean e che, nate nel settore industriale, cominciano ad essere applicate anche in ambito sanitario. Lo scopo finale che si vuole raggiungere con questo progetto è quello di accelerare quanto più possibile il passaggio del paziente dal Pronto Soccorso alle aree di degenza, tramite la liberazione degli spazi e dei posto letto all interno della struttura e riducendo le attese per i pazienti, sia di quelli che attendono per essere visitati, sia di quelli che devono essere ricoverati o dimessi. In linea generale, i processi di miglioramento si muovono in due direzioni: sotto un primo profilo, si vogliono eliminare quelle attività non a valore aggiunto; sotto un secondo profilo si vuole migliorare l organizzazione delle attività a valore aggiunto, in modo da mettere l operatore nelle condizioni di dedicare più tempo al paziente. Premesso che il percorso di cura del paziente coinvolge una serie di compartimenti produttivi (quali il Pronto Soccorso, le aree di degenza, le sale operatorie, gli ambulatori e le aree di diagnostica), una delle complicazioni che si incontra nelle strutture sanitarie è dovuta alla mancanza di coordinamento tra i vari compartimenti: in particolare, ciascun settore si è attivato per rendere il proprio percorso più efficiente senza però tenere in considerazione il processo nella sua globalità e creando così, sebbene involontariamente, criticità nelle relazioni con gli altri compartimenti. Ecco che si inserisce il progetto Net-Visual Dea 51, che volendo recuperare margini per le attività a valore aggiunto per il paziente, persegue altresì 50 Questo progetto è stato sperimentato in quattro aziende sanitarie della Regione Toscana: Asl 10 di Firenze, 2 di Lucca, 4 di Prato e nell Azienda Ospedaliera-Universitaria di Pisa e successivamente esteso con la DGRT 117/2012 alle aziende di Pistoia, Pisa, Arezzo e all Azienda Ospedaliera di Careggi. 51 Il progetto Net-Visual Dea è stato approvato con la DGR n. 693/2011; vedi Corso di formazione Net-Visual Dea promosso da Regione Toscana, Direzione Generale Diritti di Cittadinanza e Coesione Sociale,
42 la finalità di rimuovere gli ostacoli e le parcellizzazioni che rallentano i percorsi di cura ed assorbono indebitamente risorse. Con questo progetto, insomma, vengono inseriti gli strumenti tipici del Lean Thinking nell ambito sanitario, come ad esempio il modello Visual Hospital, che, avvalendosi di pannelli, costantemente aggiornati, per descrivere l occupazione dei posti letto permette di avere una consultazione visiva delle situazioni dei singoli pazienti nelle varie aree di degenza e in tutto l ospedale. Inoltre, avendo la Regione Toscana progettato uno strumento di collaborazione sul web, il progetto Net-Visual Dea può vantare anche una community virtuale (accessibile per ora solo alle figure regionali e aziendali che partecipano al progetto) nella quale, non solo è possibile tenersi in contatto e condividere esperienze e problematiche per favorire la collaborazione tra le varie realtà aziendali, ma anche pianificare le attività, coordinare calendari ed orari, brainstorming, team building, collaborare alla stesura dei documenti e chattare con i membri on-line. L idea su cui si basa la community è la possibilità di avere continuamente un interazione collaborativa e di garantire la tracciabilità di tutto quello che si fa; in questo modo ciascun utente potrà essere sempre aggiornato su tutte le attività compiute e su quelle che si intendono realizzare: tale strumento, infatti, consentirà di venire incontro alle esigenze dei gruppi di lavoro che operano su progetti comuni per trarre valore aggiunto dalla costante collaborazione dei membri spesso facenti parte di realtà territorialmente distanti, e di oltrepassare così i limiti della comunicazione tradizionale che talvolta intralcia e rallenta il perseguimento degli obiettivi, demotivando anche le persone interessate. In ciascuna azienda aderente al progetto, sono stati individuati dei referenti che, in primo luogo, hanno partecipato ad un corso di formazione organizzato dalla Regione Toscana per poter offrire a questi soggetti sia strumenti pratici Lean sia l esperienza diretta raccontata da operatori di aziende ospedaliere regionali ove erano stati già implementate tecniche Lean Attività del Team Goals Per quanto riguarda la realtà senese, nel luglio 2012, la Direzione Aziendale 52, dando avvio al progetto sperimentale, ha costituito un gruppo di lavoro con il compito di gestire e attuare questo progetto e di implementare la logica Lean all interno dell ospedale Santa Maria alle Scotte di Siena. Questo team di persone, detto Team Goals (Gruppo Operativo Aziendale Lean Senese) era composto inizialmente da figure multidisciplinari, quali un ingegnere 52 Con delibera n. 515 del
43 gestionale (con funzioni di coordinatore del gruppo), un economista, uno statistico, un infermiere e un medico, quest ultimi per rappresentare la parte sanitaria, cioè al fine di portare all interno del gruppo le proprie conoscenze cliniche per completare quelle più propriamente organizzative e gestionali. Successivamente, il Team è stato ampliato dalla collaborazione di alcuni stagisti tra i quali io, che sono entrato a farne parte come stagista e tesista in Ingegneria Gestionale. Anche a Siena, così come nelle altre realtà ospedaliere, i membri del gruppo hanno partecipato al corso organizzato dalla Regione Toscana, seguendo sia lezioni teoriche che pratiche. In un momento successivo, e precisamente dalla metà del settembre 2012, il Team Goals ha cominciato ad eseguire le rilevazioni all interno del Pronto Soccorso, in modo da analizzare tempi e modalità di lavoro di pazienti e operatori, per poi identificare, da un lato le operazioni a valore, e dall altro quelle non a valore, ma necessarie, per poterle migliorare anche con il supporto e le proposte operative avanzate da operatori sanitari. I risultati sono stati valutati a tre mesi dall implementazione di soluzioni migliorative, e ad oggi prosegue ancora il monitoraggio nell ottica del miglioramento continuo. Successivamente, nelle Medicine Interne, è stata introdotta la tecnica del Visual Hospital al fine di monitorare costantemente la disponibilità di posti letto, instaurando pertanto una comunicazione diretta, mediante il Visual Manager, con il reparto di Osservazione e di Medicina d Urgenza; nonché del Piano per ogni paziente con lo scopo di tracciare il percorso di cura e di monitorarne lo stato di avanzamento per ogni singolo paziente. Dato che l introduzione di questi strumenti ha portato ad ottimi risultati, la Direzione Aziendale ha proposto al Team Goals di implementare queste procedure anche nelle Chirurgie 53. L identità e le finalità del Team Goals possono essere sintetizzate mediante tre slogan 54 : Vision: un ambiente di lavoro efficiente e coinvolgente Mission: un ambiente di lavoro attivamente impegnato a migliorarsi continuamente e ad eliminare gli sprechi attraverso l utilizzo di strumenti Lean da parte del personale aziendale Obiettivi: accogliere ed essere di supporto a progetti di miglioramento proposti dal personale e condurre un corso di formazione Lean su più livelli, accessibile a tutti, finalizzato ad una ricerca continua individuale verso il miglioramento aziendale. Il supporto si divide nel percorso esplorativo dei reparti con cui si viene in contatto e 53 Questi lavori sono attualmente in corso presso l AOUS. 54 I tre slogan sono tratti dal materiale didattico consegnato ai partecipanti al corso di formazione interno all azienda sul Lean, Corso Lean di 1 livello AOUS
44 l essere un riferimento per le proposte che scaturiscono dalla formazione aperta a tutti gli operatori Le attività sviluppate all interno dell aziende possono essere suddivise in tre grandi macrocategorie: A. Formazione: si tratta di effettuare un corso ai dipendenti sui principi Lean al fine di creare un azienda snella ove lavorano operatori che pensano snello. Il corso ha l obiettivo principale di spronare tutti i dipendenti all individuazione e all eliminazione degli sprechi; dipendenti che saranno motivati anche con l istituzione di un concorso interno volto a premiare annualmente il progetto più interessante e a maggiore impatto; B. Supporto: fornire un servizio di consulenza interna per tutti coloro che iniziano un progetto di miglioramento successivamente al corso Lean. Allo stesso tempo, assicurare la continuità alle aree che nel frattempo vengono coinvolte in modo diretto con la presenza attiva del Team; C. Progetti: il Team Goals, oltre a promuovere la filosofia Lean e a collaborare con gli operatori nel caso vogliano sviluppare progetti di miglioramento in modo autonomo, svolge una serie di progetti in maniera diretta, di reparto in reparto che si distinguono principalmente in Lean 360, PFEP (Plan For Every Patients) e VH (Visual Hospital) 55, razionalizzazione degli approvvigionamenti e stoccaggio materiali, Tecnica delle 5S L ambiente di riferimento A questo punto della trattazione e prima di esaminare nel dettaglio il lavoro da me svolto, sembra doveroso fornire una breve descrizione dell ambiente preso in considerazione. Il Policlinico Santa Maria alle Scotte di Siena è un complesso ospedaliero di rilevanza nazionale fortemente specializzato in termini di strutture e proposte assistenziali e un offerta incentrata sempre più su pacchetti di prestazioni e su percorsi assistenziali guidati; ed, inoltre, è un ospedale di insegnamento e ricerca fin dalla nascita dello Studio Senese della Facoltà di Medicina. Se è vero che il bacino d utenza specifico è strutturato, per le attività di base, su 17 comuni della zona senese con circa 120 mila abitanti, e per l attività specialistica su 36 comuni della provincia di Siena con circa 254 mila abitanti, è altrettanto vero che la presenza della Facoltà di Medicina dà per definizione all Azienda Ospedaliera Universitaria Senese una valenza, e quindi, un bacino d utenza nazionale e internazionale Si tratta di strumenti appartenenti al Network regionale. 56 Tratto dal sito ufficiale dell Azienda Ospedaliera Universitaria Senese accesso del 11/10/
45 Ciò premesso, verranno descritte le aree ospedaliere che hanno interessato il mio lavoro, e precisamente il DEA (Dipartimento di Emergenza e di Accettazione) e i reparti di Medicina Interna. Il DEA, inaugurato a luglio del 2011 e divenuto operativo nell aprile successivo, rappresenta uno dei reparti più all avanguardia della regione Toscana 57. Il Pronto Soccorso, che si trova al piano 4/S, è situato presso il nuovo DEA, costruito nello spazio antistante il secondo lotto. Al piano 3/S si trova il reparto di Medicina d Urgenza Osservazione breve. Al Pronto Soccorso vengono quotidianamente curate più di cento persone; e ciò ci deve far pensare a quanto il tempo sia una risorsa fondamentale, da utilizzare necessariamente in modo razionale. Nel momento in cui un cittadino arriva al Pronto Soccorso, sarà effettuata, da parte di infermieri specializzati, un immediata valutazione relativa alla gravità del caso e, su questo parametro, verrà assegnato un codice colore (fase c.d. Accettazione Triage). I codici più urgenti sono rappresentati con il colore rosso e giallo, mentre quelli meno urgenti con i colori bianco, azzurro e verde. I codici rossi, ossia i codici a più alta priorità, vengono mandati nella c.d. Shock Room, allestita come una terapia intensiva per ospitare i pazienti che necessitano di rianimazione; mentre i codici bianchi, azzurri e verdi non barellati sono ospitati nei due ambulatori. Inoltre, nell area operativa del Pronto Soccorso sono presenti due postazioni interne con otto box ciascuna destinati al trattamento dei pazienti con codice verde barellati e codici gialli, e un box pediatrico per la permanenza dei bambini. Il Pronto Soccorso dispone anche di una Radiologia dedicata. Dopo essere passati dal Pronto Soccorso, alcuni pazienti che necessitano di ulteriori cure stazioneranno presso il reparto di Medicina d Urgenza e Osservazione, il quale svolge la funzione di stabilizzare le condizioni cliniche di questi prima che essi vengano inviati presso altri reparti interni alla struttura ospedaliera o direttamente dimessi. La Medicina d Urgenza e l Osservazione, dunque, risultano come un buffer a tutti gli effetti, nel senso che si presentano come un contenitore per quei pazienti che attendono la liberazione di un posto letto. Come già detto, essi si trovano fisicamente nello stesso posto e svolgono pressoché la stessa funzione, ma si differenziano a livello amministrativo in quanto i pazienti che saranno 57 Gli studi effettuati dalla Scuola Superiore Sant Anna di Pisa hanno evidenziato che solamente due ospedali toscani avevano una valutazione superiore rispetto all Ospedale di Siena, cioè l Azienda Ospedaliero- Universitaria Pisana e l Azienda Ospedaliera Universitaria Meyer di Firenze, la quale tuttavia opera nel campo esclusivamente pediatrico. Questi dati sono tratti dal Report MES, report redatto ogni 3 mesi e che esprime la valutazione delle performance degli ospedali toscani. 45
46 ospitati nella Medicina d Urgenza, a differenza di quelli che stazioneranno presso l Osservazione, risultano ricoverati. In totale, in questo reparto sono presenti 44 posti letto. Infine, l ultimo reparto che resta da descrivere è quello delle Medicine Interne, costituito da Medicina Interna 1, Medicina Interna 2, Area Dipartimentale Medicina Interna 1 e Area Dipartimentale Medicina Interna 2, che in totale conta 76 posti letto. Nelle Medicine Interne vi si può accedere mediante il ricovero urgente o tramite il ricovero programmato. Il primo coinvolge i pazienti urgenti che arrivano dal Pronto Soccorso, come ad esempio pazienti critici con instabilità dei parametri vitali o pazienti con patologie acute non stabili e non ancora diagnosticate. Il secondo comprende da un lato, quei pazienti sui quali un medico del reparto ha effettuato una valutazione che ne indica la priorità e quei pazienti che hanno effettuato una visita ambulatoriale o sono stati segnalati dal medico di Medicina Generale; e dall altro pazienti provenienti da altre Unità Operative. Nello specifico, i pazienti che arrivano dal Pronto Soccorso sono tipicamente pazienti anziani (infatti, le Medicine Interne hanno sostituito il reparto di Geriatria) pluri-patologici: il paziente-tipo che segue questo percorso è stato identificato come il paziente affetto da dispnea (problematiche respiratorie), che rappresenta dunque il paziente più frequente e quello a cui sono dedicati un maggior numero di servizi. I pazienti c.d. programmati, nel senso sopra riportato, sono invece pazienti visitati in ambulatori e che accedono alle Medicine Interne al fine di effettuare ulteriori visite, oppure pazienti già ricoverati e dimessi, che necessitano di altri accertamenti o di valutazioni da compiere a distanza di mesi: il paziente-tipo, in questo caso, è stato identificato nel paziente cardiotrapiantato in follow-up (ossia che necessita di controlli di routine). Tra i pazienti c.d. programmati, sono compresi anche quelli che provengono da altre Unità Operative: il paziente-tipo è rappresentato dal paziente proveniente dalla Rianimazione (Terapia Intensiva), già stabilizzato ma non ancora pronto per la dimissione Gli strumenti Lean applicati nel mondo sanitario Come puntualizzato più volte, l ambiente sanitario è un contesto molto particolare, e dalla sua peculiarità deriva la conseguenza che non tutti gli strumenti Lean, nati nel mondo manifatturiero, possono essere applicati meccanicamente, senza alcuna modifica. Nel contesto ospedaliero, infatti, risulta fondamentale effettuare un attenta ponderazione degli interessi in gioco nonché un accorto ripensamento delle attività aziendali, e ciò al fine di creare un team work polifunzionale, idoneo a guidare il paziente lungo tutto il suo percorso di cura e ove le varie figure professionali possano interagire costantemente tra di loro e 46
47 spronare la crescita verso il miglioramento continuo. Proprio con tale obiettivo, la Lean Enterprise Academy ha sviluppato altri due strumenti, pensati ad hoc per il mondo sanitario, il Plan For Every Patient (PFEP) e il Visual Hospital (VH), entrambi applicati anche nella realtà ospedaliera senese. Si tratta di due strumenti la cui applicazione fornisce un supporto all attività di bed management; ed, inoltre, entrambi costituiscono una modalità operativa con la funzione di identificare eventuali problematiche legate allo scorrimento del flusso dei pazienti, che potranno in seguito essere studiate e risolte. Ciò detto, scendiamo ora nel dettaglio per il PFEP e analizzeremo il VH nel successivo paragrafo Il Plan For Every Patient Il PFEP è uno strumento di Visual Management che serve a pianificare il c.d. iter clinico di ogni paziente, dal momento in cui entra nella struttura ospedaliera fino al momento in cui viene dimesso. Si tratta di un pannello, implementato in tutti i reparti, la cui compilazione permette di rendere visual la situazione dei pazienti presenti. In particolare, l applicazione concreta del PFEP consente di: 1) conoscere ogni giorno la situazione in tempo reale del singolo paziente; 2) intraprendere azioni nel momento in cui sussiste un bisogno effettivo (just in time); 3) pianificare le attività in modo tale da evitare attese inutili; 4) rendere esplicite le criticità che effettivamente si presentano. Concretamente, nella parte sinistra del pannello in questione vengono riportati i nomi dei pazienti presenti, seguiti dalle informazioni personali relative a ciascuno di essi (sesso, allergie, presenza di malattie infettive ecc ) riportate nelle colonne verticali. A ciascun paziente sono dedicate due righe orizzontali, le quali rappresentano il tempo espresso in giorni. La compilazione è molto semplice: nel momento in cui arriva un degente in ospedale, il medico a questo assegnato avrà un giorno a disposizione per pianificare il percorso di quel paziente, in base alla problematica e alla cura per essa prevista. Per ciascun giorno di degenza, il medico dovrà compilare due righe: una, detta plan, ove descriverà quello che potrebbe essere il percorso clinico ideale, cioè espliciterà, ad esempio, esami, consulenze e terapie a cui sottoporre il paziente; e l altra, denominata actual, nella quale inserirà tutto ciò che è stato concretamente eseguito volta per volta. Da ciò discende un ulteriore finalità che si aggiunge a quelle sopra citate: ossia quella di evidenziare gli scostamenti tra le righe plan e actual con l obiettivo di ridurli al minimo R. Harris, C. Harris, E. Wilson, Making materials flow. Una guida alla gestione Lean dei materiali per i manager delle operations, Lean Enterprise Institute, Cambridge

48 Passaggio fondamentale per la compilazione del pannello è la scelta della simbologia da utilizzare: ciascuna attività presente nel piano per ogni paziente deve essere rappresentata mediante un simbolo, al quale corrisponderà l attività da eseguire, la procedura da adottare nell eventualità in cui non vengano rispettati i tempi programmati e il referente preposto a tale attività. Di seguito, si riporta un esempio di simbologia. Fonte: Team Goals Figura 6 Legenda PFEP Per quanto riguarda la realtà senese, l applicazione pratica del PEFP ha avuto inizio il 02/04/2013 nel reparto di Medicina 2 e successivamente è stata estesa anche nei reparti di Medicina Interna 1 e Medicina Multireparto (composta da Area Dip. Medicina 1, Area Dip. Medicina 2 e Pneumologia). Si è scelto di stampare il modello su un foglio in formato A0 (841mm x 1189mm) coperto da un pannello di plexiglass, così da poterlo utilizzare come una lavagna e scrivere con pennarelli delebili. Esso è stato appeso alla parete di un luogo comune in modo tale da facilitarne la visione di tutti gli operatori che hanno libero accesso, ma in modo tale che non sia visibile invece agli utenti del reparto. A tal fine, è stata selezionata una stanza apposita (come nella Medicina 2), mentre, ove questo non è stato possibile, il pannello è stato applicato nella stanza degli infermieri. 48

49 Nei vari incontri effettuati dai referenti per la stesura e per la gestione del PEFP, si è provveduto ad esplicare le varie esigenze dei reparti che si intendono soddisfare con l utilizzo dello strumento in questione. Essendo tali esigenze diverse, i pannelli costruiti risultano diversi tra loro per la quantità di colonne riportate e le legende utilizzate. Di seguito viene riportato il pannello utilizzato nella Medicina 1, sviluppato dal Team Goals. Figura 7 Pannello PFEP La compilazione del pannello avviene durante il momento briefing, cioè uno spazio di tempo creato ad hoc e che si svolge durante la mattina ad orari prestabiliti con una durata di 10/15 minuti, ove i vari professionisti del reparto (il Primario, il medico tutor, gli specializzandi, l infermiere di settore e il caposala) avranno modo di confrontarsi, pianificare la attività che devono essere svolte e aggiornare giornalmente lo stato clinico di ciascun paziente. Il momento del briefing risulta fondamentale, non solo perché consente una continua interazione tra i soggetti in gioco favorendo così anche la comunicazione, ma permette anche di velocizzare lo scambio di informazioni e di sensibilizzare ciascun operatore di turno deputato all aggiornamento del modello. Per capire cosa ne pensa il personale interessato sul momento briefing, è stato creato un questionario, dal quale è risultata molta soddisfazione e grande coinvolgimento da parte degli operatori interessati. Per riportare le informazioni sul pannello, sono stati scelti tre colori: Nero = attività pianificata Rosso = attività in ritardo Verde = attività già eseguita. Inoltre, per avere una visione globale del miglioramento delle performance del reparto, sono stati elaborati alcuni indicatori, concordemente con i vari referenti dei reparti. Tra quelli utilizzati in tutti i reparti troviamo la degenza media mensile e la percentuale di dimissioni mattutine. L implementazione pratica del PEFP ha permesso di raggiungere i seguenti risultati: a. Riduzione della degenza media di oltre un giorno nei reparti di Medicina; b. Aumento delle dimissioni mattutine: +7% in Medicina 1 e +9% in Medicina 2. 49
50 Il Visual Hospital Strumento strettamente collegato a quello precedente è il Visual Hospital, anch esso pratico strumento di Visual Management. Il suo utilizzo consente di esplicitare in maniera chiara e precisa la situazione di tutti i posti letto presenti nei vari reparti dell ospedale, così da poter evidenziare le operazione necessarie al fine di garantire lo scorrimento del flusso dei pazienti tra le varie aree (sia dal Dipartimento di Emergenza e di Accettazione verso le Linee, sia viceversa). È doveroso sottolineare che, non si tratta di un mero strumento di raccolta dati o di un semplice strumento di controllo, bensì esso costituisce uno strumento di Problem Solving strutturato, che permette di prendere scelte importanti e che necessita della presenza di un gruppo di persone che dovranno intervenire in caso di criticità. L obiettivo che si vuole raggiungere è l ottimizzazione del flusso dei pazienti in ospedale, la quale deriva dall introduzione di un sistema di bed management, che gestirà gli spostamenti interni a seconda delle esigenze riscontrabili in ciascun reparto singolarmente considerato. Come il PFEP, consiste in un pannello, che può essere sia cartaceo che informatizzato, che dovrà essere compilato in fasce orarie prestabilite dal Visual Hospital Manager, cioè dal responsabile identificato. Per quanto riguarda la realtà sanitaria senese, il VH è stato introdotto a settembre del 2013 nei reparti di Medicina Interna 1, Medicina Interna 2, nell Area Dipartimentale Medicina 1 e 2, nelle Malattie Respiratorie e Trapianto Polmonare e nel Dipartimento di Emergenza. Come detto poco sopra, essenziale è la designazione del VH Manager che dovrà sia aggiornare il modello sia coordinare le azioni da implementare. Anche in questo caso, si tratta di un pannello di plexiglass, posto in una stanza della Direzione Sanitaria, nel quale viene rappresentata la situazione dei posti letto delle varie aree coinvolte e che viene aggiornato ogni giorno, per tre volte al giorno alle ore 9:30, alle ore 12:00 e alle ore 15:00, dal VH Manager; che a tal fine utilizzerà una legenda precedentemente predefinita, la quale permetterà di evidenziare, da un lato tutte le informazioni utili relative ai posto letto, e dall altro consentirà di ricavare la domanda e l offerta di questi ultimi quotidianamente. Di seguito, si riporta la legenda utilizzata per il VH senese elaborata dal Team Goals. 50

51 Figura 8 Legenda VH Nell eventualità in cui vengono riscontrate criticità relative a dimissioni particolarmente complesse, sarà lo stesso VH Manager a decidere e mettere in atto le azioni correttive necessarie. In conclusione l applicazione concreta del VH, consentirà di eliminare, o quanto meno ridurre, i tempi non a valore che il paziente aspetta in Pronto Soccorso o nelle Aree di Degenza in attesa di essere trasferito in un reparto apposito oppure di essere dimesso, e ciò alla scopo preciso di ridurre la degenza media e agevolare il percorso del paziente. Di seguito, si riporta il pannello VH di raccordo concretamente elaborato nella realtà senese posizionato nella Direzione Sanitaria. 51

52 Figura 9 Pannello VH di raccordo Durante il periodo di tirocinio svolto presso l ufficio Lean dell AOUS, sono stato incaricato di informatizzare mediante l utilizzo del software di elaborazione Microsoft Office Excel le rilevazioni effettuate dal VH Manager. Questa procedura è particolarmente utile, in quanto permette di individuare indicatori di performance che consentono un attenta analisi della situazione attuale e delle eventuali criticità emerse. Il foglio di calcolo Excel è composto da: 22 schede, utilizzate come mere schede di calcolo; 9 schede nelle quali sono stati inseriti i risultati dei calcoli effettuati sulle schede precedenti; una scheda riportante la legenda mostrata in precedenza; e un ultima scheda contenente le note per costruire tale foglio di calcolo. Nella prima delle 9 schede sopra citate, sono state inserite, per ogni giorno e per tre volte al giorno, le rilevazioni eseguite. Nella seconda, sono stati riportati i valori della domanda e dell offerta, valori anch essi forniti dal VH Manager. La terza scheda, suddivisa in tre sezioni, contiene gli indicatori di performance accuratamente scelti per effettuare l analisi di tali rilevazioni. In particolare, nella prima sezione, sono stati inseriti i valori relativi al conteggio delle rilevazioni in cui ogni singolo posto letto è risultato libero o occupato da un paziente programmato e le volte in cui tale posto letto è risultato libero per tutto il giorno. In una seconda sezione, sono stati analizzati i cambi di stato tra due rilevazioni consecutive per 52
53 ciascun posto letto. Ad esempio, sono state contate le volte in cui una X nera, simbolo che sta ad indicare che il paziente verrà dimesso il giorno successivo, è seguita da: - una V oppure una L, identificati come casi positivi nel senso che l iter clinico sta procedendo correttamente; - qualcosa di diverso da una V o da una L, che rappresentano invece casi negativi, nel senso che sussistono ostacoli al regolare flusso dei pazienti. Ancora, è stato calcolato il numero delle volte in cui una V è seguita da qualcosa di diverso da una L o da una P e le volte in cui un simbolo MOM è seguito da una R 59, che rappresentano anch essi ipotesi negative. Nella terza sezione di questa terza scheda, sono state analizzate le possibili cause che hanno portato al verificarsi dei casi negativi sopracitati. In particolare: 1) sono state conteggiate le volte in cui si è manifestata una X verde, simbolo che rappresenta la situazione del paziente pronto ad essere dimesso ma la cui dimissione è bloccata da cause esterne, specificata da queste possibili alternative: - A: manca il posto in struttura; - B: mancano gli ausili domiciliari; - C: i familiari non sono disponibili; - D: indisponibilità dell ambulanza; 2) sono state conteggiate le volte in cui si è manifestata una V, simbolo che indica la situazione del paziente che può essere dimesso in giornata ma la cui dimissione è bloccata da cause interne, specificata da queste possibili alternative: - E: attesa risultati di esami e consulenze; - F: manca la lettera di dimissione; - G: attesa di esame o consulenza; - H: mancano i farmaci; - I: attesa Discharge; - L: attesa di trasferimento in altro reparto; - Z: dimissione programmata nel pomeriggio; 3) sono state conteggiate le volte in cui si è manifestata una NA, simbolo che rappresenta l impossibilità ad accogliere nuovi pazienti per problematiche legate alla disponibilità di posto letto, specificata da queste possibili alternative: - M: isolamento; - N: letto rotto; 59 Per il significato della simbologia, confrontare la tabella riportata in precedenza. 53
54 - O: lavori manutentivi; - P: chiusura estiva; - Q: letto riservato; - T: trasferimento temporaneo (previsto rientro). Per ciascuna lettera, è stato calcolato il numero di rilevazioni in cui essa è stata riscontrata (es. X/A); il rapporto tra il numero di rilevazioni precedenti e il numero di rilevazioni in cui è stata riscontrata la relativa macro-categoria (es. X/A : X/*); il numero di giorni in cui, per ognuna delle tre rilevazioni svolte, è stato possibile riscontrare la medesima lettera (es. giorno X/A); e infine, il numero dei giorni in cui è presente, in almeno una rilevazione, una determinata lettera (es. giorno con almeno un X/A). Nella quarta scheda, sono stati riportati gli appoggi, specificando le generalità del paziente e il reparto di appoggio, la data di ingresso e di riassorbimento. Nella quinta scheda, è stata riportata, per ognuna delle tre rilevazioni, la domanda di un posto letto in struttura pervenuta dall Osservazione e dalla Medicina d Urgenza, precisando in quale Reparto il paziente verrà ospitato. Nella sesta scheda, denominata Percorso, viene indicato l iter effettivamente percorso da ciascun paziente che richiede un posto letto; in particolare è stato preso in considerazione il giorno in cui è stata fatta l Accettazione in Pronto Soccorso, se il paziente è stato ospitato o meno in Osservazione e nelle Medicine d Urgenza, e in caso affermativo, il giorno di ingresso e di uscita dal reparto. Inoltre, sempre in questa scheda che si presenta strettamente collegata a quella precedente, è stata specificata per ciascun paziente la data in cui ha effettuato la prima richiesta e la data in cui ha potuto usufruire concretamente di un posto letto in un reparto interno alla struttura: il reparto scelto, la data in cui il paziente vi accederà e i giorni che vi stazionerà sono stati specificati in un altra sezione presente in questa scheda. Nella parte inferiore, sono stati calcolati i valori relativi alla domanda e all offerta per l Osservazione e la Medicina d Urgenza. In particolare, è stato calcolato: la domanda totale pervenuta; quella pervenuta per le Medicine Interne; la percentuale di domanda totale evasa per le Medicine Interne; la percentuale di domanda per le Medicine Interne evasa alla prima richiesta e, infine, l offerta proposta. Nella settima scheda è stato calcolato il numero degli ingressi registrati nelle Medicine Interne, comprensivo del dato relativo ai pazienti programmati. Infine, nell ottava e nella nona scheda sono stati riportati i diagrammi di Pareto relativi alle due macro-categorie di cause ostacolanti la dimissione e alla macro-categoria che invece blocca nuovi ingressi per entrambi i reparti delle Medicine Interne. 54
55 Descritto il foglio di calcolo di cui sopra, è bene sottolineare che i dati ricavati da esso hanno consentito la costruzione della Demand Map, la quale verrà utilizzata altresì per la costruzione del modello analizzato con il software Arena, illustrato nel capitolo successivo. Inoltre, i risultati ottenuti sono stati utilizzati al fine di individuare la percentuale di domanda evasa, oltre che per analizzare le possibili cause che ostacolano la regolarità del flusso dei pazienti all interno della struttura ospedaliera. Infine, sulla base di essi, ho realizzato un report fornito al Team Goals, che lo utilizzerà per l implementazione di operazioni future L A3 Nel periodo in cui ho svolto il tirocinio presso l ufficio Lean senese, è stato indetto un concorso interno, Primo Concorso Lean Senese, aperto a tutto il personale dell AOUS, da parte della Direzione Sanitaria in collaborazione con il Team Goals, al fine di incoraggiare e celebrare i progetti Lean di miglioramento che si sono sviluppati e che si svilupperanno nel corso dell anno, in seguito alla numerosa partecipazione del personale aziendale alle varie edizioni del corso Lean di 1 livello. Il Team Goals ha proposto ed elaborato il programma di questo evento, prevedendo un intera giornata volta alla celebrazione dei progetti, che si è svolta in parte all interno delle aree interessate da quest ultimi 60 e in parte nell Aula Magna del Centro Didattico. Sono stati, inoltre, previsti riconoscimenti per tutti i partecipanti e premi per i primi classificati in graduatoria, decisa da una giuria esterna composta da esperti Lean, tra cui il relatore di questa tesi, il Prof. Alessandro Agnetis. I componenti della giuria hanno valutato i progetti in base alla corretta applicazione delle tecniche Lean, ai risultati ottenuti e all originalità della proposta. Il concorso si è svolto il 10 dicembre 2013 e si è concluso con la proclamazione della classifica finale e relativa premiazione. Al concorso hanno partecipato 32 progetti, che hanno toccato un gran numero di Unità Operative; di cui cinque sono stati proclamati finalisti del concorso. Tra quest ultimi, era presente anche l A3 sviluppato dalla U.O. Cardiologia, implementato dal personale di reparto con il mio diretto coinvolgimento e collaborazione, oltre a quella degli altri componenti del Team Goals. 60 In primo luogo, è stata effettuata un attività di valutazione, detta Gemba Walk, che tradotto letteralmente significa visita sul posto reale. Questa metodologia di lavoro, basata appunto sulla verifica della situazione da condurre direttamente sul campo, è alla base di tutte le attività promosse in un azienda Lean, nella quale anche i managers passano molto tempo nella linea di produzione in modo da rendersi conto di come effettivamente si svolgono i processi. 55

56 In particolare, questo progetto mirava a eliminare, o quanto meno ridurre, l elevato numero di consulenze che i pazienti dovevano eseguire presso reparti esterni e che, invece, a causa di una mancata registrazione delle stesse, non venivano effettuate comportando un prolungamento della degenza e dunque un disservizio per il paziente. Per ovviare a tale problematica, sono stati allestiti due pannelli in plexiglass in formato A0 su cui annotare le consulenze prefissate e una Green Cross per monitorare il successivo verificarsi della problematica in questione. La scelta è ricaduta su questi strumenti, non solo perché essi sono tipici della filosofia Lean, ma anche perché, proprio in quest ottica, hanno consentito di mantenere la tracciabilità delle consulenze e di avere una visione chiara e precisa della situazione, liberamente accessibile a tutti gli addetti, e dunque, di raggiungere l obiettivo prefissato inizialmente. Nella figura n.10, si riporta l A3 sviluppato per la Cardiologia. Figura 10 L'A3 per la Cardiologia Per la compilazione di questo documento, si è fatto ricorso ad alcuni dei più importanti strumenti Lean descritti nel capitolo precedente: in particolare, nella sezione situazione 56
57 attuale è stato utilizzato lo strumento Flow-Chart 61 ; nella sezione analisi delle cause radice è stata utilizzata la tecnica dei 5 perché; e nella sezione contromisure è stata utilizzata la tecnica del Visual Management. Di seguito, si riporta la Green Cross, relativa al reparto Corsia, utilizzata in questo progetto 62. Figura 11 Green Cross per la Corsia In tale elemento sono riportati i giorni del mese, i quali verranno evidenziati qualora risultasse che le consulenze prefissate per quella data non sono state effettuate, in modo tale da rendere chiaro anche il numero effettivo di consulenze saltate. Dati i lodevoli risultati, in termini anche di coinvolgimento del personale, ottenuti tramite questa modalità, è stato deciso di allargare il progetto dell A3 anche per il reparto di Emodinamica Mappa della domanda L applicazione dei principi Lean all ambito sanitario richiede una profonda conoscenza, non solo dei processi aziendali, ma anche della richiesta di servizi da parte degli utenti. La concezione Lean, infatti, prevede che la produzione dei beni o l erogazione dei servizi 61 La Flow-Chart, o diagramma a blocchi, è lo schema grafico del processo logico che sta alla base di procedure e istruzioni operative, nonché di idee e concetti. Si tratta, dunque, di un linguaggio di modellazione, che consente di descrivere graficamente il flusso delle operazioni che compongono un determinato processo, indipendentemente dal contesto in cui è calato. Così, anche in Corso Lean 2 livello AOUS La Green Cross è stata sviluppata anche per la Paraintensiva. 57
58 avvenga esclusivamente nel momento in cui vi sono richieste da parte degli utenti: l obiettivo che vi vuole raggiungere, non è produrre quanto più possibile, ma attribuire al sistema una cadenza sul ritmo di erogazione del servizio dettato dal Takt Time. Pertanto, uno dei momenti cruciali è quello della mappatura della domanda in ingresso, che consentirà di conoscere qual è il flusso dei pazienti che richiede una prestazione ospedaliera, sia a livello generale sia a livello particolare per ciascun reparto. La conoscenza della domanda permetterà, inoltre, di fissare il ritmo del lavoro, ossia la velocità con cui il paziente deve essere curato per fare in modo che il numero dei pazienti in entrata e il numero di quelli in uscita sia pressoché identico. Ciò implica un livellamento tra domanda e offerta, nel senso che sarà il sistema, proprio sulla base della domanda, a tirare il lavoro, cioè a far scorrere il percorso del paziente per soddisfare la domanda presente a valle. La problematica centrale, allora, è quella di preannunciare la domanda. Non si tratta di un operazione banale, e ciò anche in considerazione del fatto che è molto diffusa l idea che, in ambito sanitario, sia quasi impossibile prevedere la domanda dato che essa è caratterizzata da grande volatilità. Tuttavia, la realtà si presenta in maniera diversa: la domanda è relativamente stabile e la variabilità può essere, nei limiti del possibile, diminuita e gestita 63. Ciò premesso, le analisi da me eseguite mi hanno permesso di costruire la Demand Map relativa al percorso dei pazienti identificati quali oggetto di studio. I dati che si evincono dalla figura riportata di seguito, fanno riferimento al trimestre composta dai mesi di settembre, ottobre e novembre Nel dettaglio, il Pronto Soccorso, assunto come punto di partenza dell esame condotto, offre 4 possibili opzioni di uscita del paziente, di cui una relativa alla dimissione (la quale comprende all incirca i 4/5 dei pazienti che vi fanno accesso), e le altre tre conducono, invece, all ingresso nella struttura ospedaliera. Analogo discorso vale per l Osservazione, e anche in tale ipotesi, si conta un cospicuo numero di pazienti che escono dall OBI per essere dimessi, per la precisione essi sono poco più della metà del totale, mentre il restante sarà indirizzato verso la MU, le MED e gli altri reparti della struttura. Diverso è invece la situazione riscontrata nel reparto di Medicina d Urgenza (MU), ove i rami di uscita sono tre, e quello che conduce alla dimissione comprende esattamente i 3/4 dei pazienti trattati, i restanti due rami conducono all accesso nelle Medicine Interne e negli altri reparti. 63 C. Denadai, Lean Manufacturing in Toyota. Un evoluzione continua, Convegno Unindustria, Treviso
59 Ancora differente si presenta il caso delle Medicine Interne (MED), per le quali le possibili direzioni d uscita sono soltanto due, cioè la direzione verso gli altri reparti e la dimissione che coinvolge la quasi totalità dei pazienti. Infine, per il blocco REP (ossia gli altri reparti) non sono stati posti rami di uscita in quanto non rientra nello scopo di questo lavoro la trattazione di queste strutture. Di seguito, nella figura n.12, viene riportata la Demand Map individuata. Pronto Soccorso 10% 2% Osservazione 21% 17% Medicina d Urgenza 81% 7% 58% 9% 12% 75% 8% Dimissione Medicine 94% 6% Interne Altri Reparti Figura 12 Mappa della domanda dal Pronto Soccorso all'area Medica Risulta presente una percentuale del 20% di domanda inevasa dai reparti di Osservazione e Medicina d Urgenza per un posto letto nel reparto delle Medicine Interne Analisi delle cause Costruita la Demand Map, che ci ha consentito di visualizzare in maniera chiara e precisa il Current State, sarà ora possibile analizzare le probabili cause, che hanno contribuito a creare ritardi nelle dimissioni o che non hanno consentito il verificarsi di nuovi ingressi. È necessario puntualizzare che non verranno considerati i motivi clinici perché non hanno alcuna rilevanza con gli obiettivi di questo lavoro. I dati utilizzati di seguito, che fanno riferimento ai quattro reparti delle Medicine Interne, sono stati estrapolati dalle rilevazioni eseguite tramite il Visual Hospital e successivamente elaborati con il mio lavoro attraverso il foglio Excel descritto precedentemente. Anche per questa analisi, sarà effettuata, prima, una valutazione relativa a ciascun singolo mese, e poi una valutazione aggregata sui tre mesi. 59
60 Le cause di ritardo nelle dimissioni si dividono in due macro gruppi: le cause esterne, indicate con il la lettera X, le quali a loro volta si scompongono in quattro alternative; e le cause interne, indicate con il simbolo V, che, invece, sono indicate da sette alternative. I motivi che non hanno consentito nuovi ingressi, indicati con il simbolo NA, sono costituiti da sei alternative. Nella tabella sottostante, vengono riportati i motivi di ritardo con i rispettivi valori relativi al mese di settembre 2013; successivamente, questi valori, vengono riportati in un diagramma di Pareto. Settembre 2013 Causa A B C D X- E F G H I L Z V- Valore Motivi di ritardo della dimissione settembre Z A C L G E F V- D I B X- H 120,00% 100,00% 80,00% 60,00% 40,00% 20,00% 0,00% Numero Percentuale cumulata Figura 13 Diagramma di Pareto dei motivi di ritardo della dimissione del mese di settembre 2013 Come si evince dal grafico, la quasi totalità dei ritardi è dovuta alla causa interna V-Z, cioè a quella causa relativa alla circostanza che la dimissione è stata programmata per il pomeriggio, ed alla causa esterna X-A la quale, invece, indica che il ritardo è dovuto alla mancanza di posto in una struttura esterna all ospedale idonea ad accogliere il paziente. Viene eseguita la medesima analisi per il mese di ottobre Ottobre 2013 Causa A B C D X- E F G H I L Z V- Valore
61 Motivi di ritardo della dimissione ottobre Z A E L G D I V- B C X- F H 120,00% 100,00% 80,00% 60,00% 40,00% 20,00% 0,00% Numero Percentuale cumulata Figura 14 Diagramma di Pareto dei motivi di ritardo della dimissione del mese di ottobre 2013 Per il mese di ottobre, come per quello di settembre, notiamo una forte incidenza dei ritardi definiti dal simbolo Z, mentre il restante delle cause risulta distribuito in maniera abbastanza equa. Infine, per il mese di novembre, si riscontra ancora una volta una maggioranza di cause Z, seguite, in quantità rilevanti, dai simboli A e L, dove quest ultimo indica l attesa per il trasferimento in un altro reparto. Novembre 2013 Causa A B C D X- E F G H I L Z V- Valore Pareto - motivi ritardo di dimissione novembre Z A L E C V- B D X- F G H I 120,00% 100,00% 80,00% 60,00% 40,00% 20,00% 0,00% Numero Percentuale cumulata Figura 15 Diagramma di Pareto dei motivi di ritardo della dimissione nel mese di novembre
62 Analizzando il dato aggregato per il trimestre, riportando prima i valori in tabella e poi il relativo diagramma di Pareto, risulta ancora evidente come la causa principale di ritardi di dimissioni sia una causa interna e precisamente quella indicata con la lettera Z, seguita in percentuali minori dalle A (causa esterna) e dalle L (causa interna). Trimestre settembre-novembre 2013 Causa A B C D X- E F G H I L Z V- Valore Motivi di ritardo della dimissione trimestre settembre-novembre Z A L E C G F V- I D B X- H 120,00% 100,00% 80,00% 60,00% 40,00% 20,00% 0,00% Numero Percentuale cumulata Figura 16 Diagramma di Pareto dei motivi di ritardo della dimissione nei 3 mesi Procediamo con l analisi, effettuata prima per il singolo mese e successivamente per il trimestre, delle cause che non hanno consentito nuovi ingressi, indicate con il simbolo NA, scomposte nelle sei possibili alternative. Si riportano prima le tabelle e poi i diagrammi di Pareto. Settembre 2013 Cause M N O P Q T NA- Valori Ottobre 2013 Cause M N O P Q T NA- Valori
63 Novembre 2013 Cause M N O P Q T NA- Valori Motivi di ostacolo a nuovi ingressi settembre P M Q T N O NA- 120,00% 100,00% 80,00% 60,00% 40,00% 20,00% 0,00% Numero Percentuale cumulata Figura 17 Diagramma di Pareto dei motivi di ostacolo a nuovi ingressi nel mese di settembre 2013 Motivi di ostacolo a nuovi ingressi ottobre Q M NA- T N O P 120,00% 100,00% 80,00% 60,00% 40,00% 20,00% 0,00% Numero Percentuale cumulata Figura 18 Diagramma di Pareto dei motivi di ostacolo a nuovi ingressi nel mese di ottobre
64 Motivi di ostacolo a nuovi ingressi novembre NA- M Q N O P T 120,00% 100,00% 80,00% 60,00% 40,00% 20,00% 0,00% Numero Percentuale cumulata Figura 19 Diagramma di Pareto dei motivi di ostacolo a nuovi ingressi nel mese di novembre 2013 I motivi prevalenti di un mancato ingresso in reparto sono quelli indicati con i simboli M e Q, i quali rappresentano, rispettivamente, che il letto è stato messo in isolamento e che il letto è riservato per un ingresso programmato: nel mese di settembre il valore più elevato è quello indicato con la lettera P, che indica un posto letto non utilizzabile a causa della chiusura estiva di alcune camere di degenza, mentre nel mese di novembre, risulta essere NA-, il quale non specifica quale sia l effettivo motivo. Dall analisi del dato aggregato, emerge che le cause maggiormente riscontrate sono le M e le Q: e ciò se vengono tralasciate le P, che risultano soltanto nel mese di settembre, e le NAche, invece, sono presenti solo nel mese di novembre, mentre tutte le altre cause possono essere tralasciate data la scarsità delle loro apparizioni. Trimestre settembre-novembre 2013 Causa M N O P Q T NA- Valore
65 Motivi di ostacolo a nuovi ingressi trimestre settembre-novembre 2013 P M Q NA- T N O 120,00% 100,00% 80,00% 60,00% 40,00% 20,00% 0,00% Numero Percentuale cumulata Figura 20 Diagramma di Pareto dei motivi di ostacolo a nuovi ingressi nei 3 mesi Riassumendo, tra le cause che comportano un ritardo nella dimissione, la più frequente è una causa interna che indica che il paziente può essere dimesso nel pomeriggio, seguita, ma in quantità molto inferiore, dalla causa esterna A. Dunque, si può affermare che, siccome la causa Z comporta un ritardo solo di alcune ore mentre la A può arrivare anche a ritardi di uno o più giorni, il motivo che merita maggiori sforzi di studio risulta essere quello contrassegnato dal simbolo A che raffigura la mancanza di un posto in una struttura esterna idonea ad ospitare il paziente dimissibile e bisognoso del presidio. Tra i motivi che non consentono un nuovo ingresso i più frequenti, e quindi oggetto di maggiore attenzione, risultano essere le M e le Q in uguale misura. 65
66 CAPITOLO 3 IL MODELLO DI SIMULAZIONE IN ARENA 3.1. La simulazione Con il termine simulazione si intende un processo di progettazione e creazione di un modello di un sistema preesistente al fine di analizzare gli effetti di possibili interventi o eventi in qualche modo prevedibili; o anche la creazione di un modello di un sistema ancora da progettare per valutare eventuali scelte progettuali diverse da adottare. Attraverso il modello di simulazione, che lavora utilizzando dei dati di ingresso, è possibile da un lato, effettuare delle previsioni sull andamento di un sistema reale, e dall altro valutare i diversi scenari creati dal modello al variare dei dati di ingresso: si possono, dunque, ipotizzare molteplici scenari cambiando solamente i parametri di input e modellare sistemi complessi esaminando il loro comportamento e la loro evoluzione nel tempo. Si tratta, quindi, di uno strumento fondamentale volto alla ricerca di un sistema di produzione ottimale utilizzabile in qualsiasi ambito (da quello industriale a quello sanitario), che, seppur fornendo dati meno precisi, identifica gli scenari migliori tramite i quali modificare il sistema reale, e tutto ciò al fine di migliorare l efficienza con una contestuale riduzione di costi e di tempi di attesa e maggior redditività e maggior livello qualitativo. Il punto di partenza della simulazione è rappresentato dal processo decisionale, basato a sua volta sull individuazione di una realtà critica, la quale richiede un intervento, e quindi una decisione; per giungere poi, tramite l identificazione degli elementi più rilevanti e la definizione degli obiettivi che si intendono raggiungere, alla scelta dell operazione da intraprendere e alla sua realizzazione. Fatto ciò, si può implementare il modello formale che consente di simulare, cioè riprodurre, il sistema in modo tale da esaminare e comprenderne il comportamento ed arrivare alle soluzioni di miglioramento. Fatte queste premesse, è necessario fornire quale precisazione ulteriore circa i concetti di sistema e modello. Il sistema è una rappresentazione della realtà oggetto di analisi, vista come un insieme di elementi interagenti tra loro. La scelta più importante, e allo stesso tempo più problematica, è quella che riguarda i confini del sistema, cioè la selezione degli elementi rilevanti e di quelli che invece risultano ininfluenti per la definizione dello stesso: la preferenza per determinati elementi piuttosto che altri dipende dall obiettivo prefissato nel processo decisionale. 66
67 Il modello costituisce la modalità attraverso la quale si formalizza il sistema. Considerando che esistono diversi tipi e diverse classi di modelli 64, per quel che interessa questo lavoro, mi soffermerò sui modelli di simulazione. Questi ultimi sono modelli caratterizzati dall uso del calcolatore, il quale rappresenta non soltanto uno strumento di calcolo, ma anche strumento di rappresentazione degli elementi che caratterizzano la realtà oggetto di indagine e delle relazioni intercorrenti tra essi: in particolare, ad ogni elemento del sistema corrisponde un oggetto informatico che ne svolge la funzione nel modello. I modelli di simulazione possono essere suddivisi in due principali categorie: modelli statici e modelli dinamici. Mentre i primi sono rappresentativi di sistemi in un determinato istante temporale oppure di sistemi ove la variabile tempo non assume alcuna rilevanza; i secondi, al contrario, sono rappresentativi di sistemi destinati ad evolversi nel tempo. Inoltre, i modelli di simulazione possono essere deterministici o stocastici. I modelli deterministici si risolvono in metodi esatti di analisi matematica; essi, infatti, non attribuiscono alcuna rilevanza all elemento causale e considerano solamente le condizioni iniziali. Al contrario, i modelli stocastici, attribuendo rilevanza all effetto causale e includendo anche funzioni di densità di probabilità, si risolvono in una rappresentazione del sistema tramite una relazione matematica: mediante un campionamento del sistema, anche se viene persa la relazione biunivoca esistente tra dati e storia del sistema, si possono stimare le fondamentali caratteristiche del suo funzionamento. Infine, ulteriore classificazione riguarda i modelli continui e i modelli discreti: mentre con i primi si prendono in considerazione variabili che si evolvono continuamente nel tempo; con i secondi, si descrive un sistema ove il tempo è discretizzato, cioè, si conoscono gli stati del sistema in istanti di tempo ben definiti (c.d. eventi), e tra due eventi non è definita l evoluzione del sistema. È bene sottolineare fin d ora che il modello da me costruito è un modello dinamico, stocastico e discreto. L implementazione del modello è avvenuta mediante un applicazione di tipo interattivo, il software Rockwell Arena 65, la quale consente di definire modelli, anche particolarmente complessi, in maniera chiara e precisa. 64 Ad esempio, i c.d. modelli a scala, che sono modelli fisici con i quali si rappresenta un sistema a scala ridotta; i modelli analitici, tramite i quali il sistema viene formalizzato attraverso un insieme di variabili e un insieme di relazioni matematiche che limitano e definiscono i valori che tali variabili possono assumere. 65 Altri strumenti che possono essere utilizzati per l implementazione del modello sono, ad esempio, Pascal, C, C++, oppure altre applicazioni di tipo interattivo quali Witness e Micro Saint. 67
68 Gli elementi della simulazione Gli elementi della simulazione sono: Entità: le entità sono gli oggetti base del sistema da modellare. Sono elementi del sistema che vengono considerati individualmente e del cui stato si mantiene informazione nel corso della simulazione. Ad esempio, costituisce entità il paziente in attesa al Pronto Soccorso, o un pezzo che viene lavorato in una catena di montaggio, o ancora un auto ad uno snodo stradale oggetto di analisi. Attributi: gli attributi sono elementi che caratterizzano le entità. Essi forniscono un valore di un determinato dato assegnato all entità stessa. Ad esempio, in un sistema costituito da uno sportello di una banca, le entità cliente possono essere caratterizzate da attributi come la tipologia di servizio richiesto o l ora di arrivo. Risorse: le risorse sono elementi del sistema i quali forniscono un servizio alle entità, che può necessitare di una o più unità di risorse. È necessario sottolineare che il considerare un elemento del sistema come entità o come risorsa dipende esclusivamente da come si vuole implementare il modello. Nell eventualità in cui le risorse libere non sono sufficienti per lo svolgimento dell attività da parte dell entità, quest ultima dovrà mettersi in coda in attesa che si rendano disponibili. Diverso il caso in cui la risorsa è libera: in tale ipotesi, essa viene assegnata all entità e trattenuta per il tempo necessario al suo processamento, per poi essere rilasciata. Ad esempio, in un reparto ospedaliero, il paziente può essere considerato un entità e il posto letto una risorsa: nel momento in cui il paziente ha bisogno di un posto letto, esso viene assegnato a quell entità per un tempo pari alla durata della degenza, al termine della quale viene rilasciato. Variabili: una variabile consente di modellare alcune caratteristiche del sistema, indifferentemente dal tipo e dal numero di entità presenti. A differenza degli attributi, le variabili non sono collegate ad una singola entità, bensì al sistema. Esistono due tipologie di variabili: quelle definite dall utente (come potrebbero essere il tempo di un servizio o la durata di un turno) e quelle predefinite, cioè generate in automatico all interno del programma di simulazione (come potrebbero essere il numero di entità in coda o il numero di unità di risorse occupate). Code: le code sono collegate ad una specifica attività e si generano ogni volta che l entità non può essere processata perché la risorsa risulta essere occupata e necessita, dunque, di una coda d attesa fino a quando non si libera la risorsa. Eventi: un evento è un fatto che produce un cambiamento di stato del sistema, e dunque, un cambiamento sia degli attribuiti che delle variabili. Ad esempio, la fine della degenza 68
69 di un paziente in ospedale, fa sì che il paziente esca dal sistema e che la risorsa posto letto passi dallo stato di occupata a quello di libera. Attività: ognuna delle entità presenti nel sistema svolge in ogni istante di tempo delle attività, considerando tale attività come un qualcosa che si svolge tra due eventi e corrispondente ad uno stato di una o più entità. Ad esempio, basti pensare all attività di degenza in un reparto che avviene tra l evento di inizio degenza e l evento di fine degenza, e interessa sia il posto letto in struttura, il quale svolge un ruolo attivo, sia il paziente che, invece, svolge un ruolo passivo. Processi: i processi sono sequenze di attività, e quindi, sequenze di eventi. Ad esempio, il paziente arriva in Pronto Soccorso, effettua il triage, attende in coda la chiamata, e una volta chiamato, procede verso l ambulatorio nel quale verrà visitato e curato Le fasi della simulazione Per effettuare le valutazioni dei diversi scenari che si determinano in conseguenza del mutamento di alcune variabili, e cioè al fine di effettuare un vero e proprio esperimento di simulazione, occorre seguire una procedura per la modellizzazione del sistema articolata in 8 fasi: 1) Individuazione del problema e degli obiettivi: in questo primo step si andrà ad esaminare e comprendere il problema per poter poi definire gli obiettivi dell indagine, indicando gli aspetti principali che lo caratterizzano e in particolare, le relazioni sulle quali si concentrerà l attenzione e le informazioni da fornire. 2) Analisi del sistema: la seconda fase consiste nello studio del sistema e nell identificazione del livello di dettaglio che si vuole raggiungere con la simulazione. Risulterà necessario trovare il giusto equilibrio tra il considerare un alto numero di parametri (a scapito di una maggiore complessità) e un basso numero di parametri (riducendo così le rispondenze del sistema con la realtà). 3) Raccolta e analisi dei dati: si tratta di una fase prodromica a quella precedente. I dati, che possono derivare da database aziendali o da misurazioni svolte direttamente sul campo, verranno raccolti e analizzati statisticamente, in modo da calcolare le eventuali distribuzioni di probabilità da utilizzare nel modello. 4) Costruzione del modello di simulazione: costituisce la fase più importante dell intera simulazione in quanto, attraverso un approccio concettuale, si costruisce il modello della realtà che si vuole studiare. Inoltre, dovranno essere identificate le entità e le relazioni funzionali che li legano e si dovranno definire le variabili di stato e i possibili eventi. In 69
70 particolare, nell implementazione del modello dovranno essere seguiti alcuni step fondamentali: definizione delle variabili di stato; identificazione dei possibili eventi che fanno cambiare stato al sistema; realizzazione di un registratore dello scorrere del tempo nella simulazione; realizzazione di un metodo per generare eventi casuali e identificazione delle transizioni di stato generate dagli eventi. 5) Codifica del programma al calcolatore e verifica del funzionamento: costruito il modello, lo step successivo consiste nel tradurre quest ultimo in un programma al calcolatore. A tal fine, vengono utilizzati dei linguaggi di programmazione come C o C++, o anche dei simulatori di tipo interattivo che consentano la costruzione del programma, non attraverso il ricorso a righe di codice, ma tramite funzioni di animazione grafica, come Arena, per consentire anche a persone non esperte di comprendere agevolmente l andamento della simulazione. 6) Validazione del modello: il programma, una volta creato, dovrà essere verificato, cioè dovrà essere sottoposto a controlli per riscontrare che esso traduca in modo esatto la logica del modello. Si tratta di una fase di controllo, necessaria per garantire che il programma lavori secondo il flusso voluto e senza interruzioni inaspettate, in maniera da poter evidenziare anche eventuali errori di progettazione. Gli errori possono essere semantici, cioè errori di logica, oppure di sintassi, cioè errori compiuti nella fase di scrittura del modello (ad esempio errori di ortografia o derivanti dall uso scorretto di notazioni). 7) Simulazione degli scenari ipotizzati e identificazione di eventuali colli di bottiglia : una volta convalidato il modello, il passaggio successivo consiste nell esecuzione degli esperimenti di valutazione diretti ad analizzare in che modo il programma risponde ad ogni singolo scenario possibile. Tali esperimenti sono calssificabili in due diverse tipologie a seconda dell approccio utilizzato: si parla di approccio interattivo quando si fa funzionare il modello e si osserva cosa succede; mentre si parla di approccio comparativo, quando si esaminano le reazioni del modello dopo aver modificato un parametro per poi scegliere la soluzione che maggiormente si avvicina alla realtà. 8) Analisi dei risultati: l output della simulazione fornisce stime e statistiche delle misure di prestazioni del sistema. Si deve tenere in considerazione che ciascuna misura presenta un intervallo di confidenza all interno del quale può subire variazioni. I risultati consentono di evidenziare le diverse configurazioni del sistema, destinate a essere le migliori. 70
71 3.2. Il software Rockwell Arena Arena è un software Windows con il quale è possibile creare molteplici modelli per riprodurre un sistema reale ed eseguire simulazioni dei modelli ricavati 66. In generale, il software Arena consente di: - Conoscere ed esaminare i processi aziendali attuali; - Simulare future configurazioni del sistema e identificare opportunità di miglioramento; - Visualizzare le operazioni svolte tramite un animazione grafica e dinamica; - Analizzare il sistema in tutte le configurazioni possibili per scegliere poi la soluzione migliore; - Individuare eventuali colli di bottiglia, quantificare i costi dei processi e ridurre i tempi di attraversamento. Le dinamiche per la modellizzazione sono rappresentate mediante un diagramma di flusso che utilizza blocchi collegati tra loro e aventi forma diversa per rappresentare le varie funzioni. Arena utilizza un proprio linguaggio, detto SIMAN (Simulation Modeling Analysis), grazie al quale l intero processo di reazione del modello di simulazione si presenta come grafico e visivo e non necessita l utilizzo delle righe di codice. Gli elementi basilari che costituiscono le fondamenta del software sono: 1) le entità, le quali sono oggetti che si muovono all interno del modello e che, mediante azioni, modificano lo stato del sistema (ad esempio, clienti, veicoli e pezzi); 2) gli attributi, che assegnano caratteristiche specifiche alle diverse entità (ad esempio, tipo di lavorazione e tempo di arrivo); 3) le risorse, che sono elementi caratteristici del sistema e utilizzati dalle entità (ad esempio, macchine, operatori e posti letto); 4) le variabili, le quali sono grandezze caratteristiche del sistema con la funzione di descrivere lo stesso (ad esempio, stato di una risorsa e lunghezza di una coda); 5) le code, che sono spazi in cui le entità attendono di essere processate. 66 W.D. Kelton, R.P. Sadowski, D.T. Sturrock, Simulation with Arena, IV edizione, Mc Graw Hill, New York 2006; G. Improta, Tutorial per l utilizzo del software Arena, Università degli Studi di Napoli Federico II,
72 L ambiente su cui si andrà a lavorare si presenta nel modo seguente: Figura 21 Ambiente di lavoro Arena Il primo elemento è il Menu Bar, che consiste in una barra dei menu molto simile a quella adottata dal sistema operativo Windows. Le Toolbars sono utilizzate per avere rapidamente a disposizione i comandi più frequenti. Esistono varie tipologie di toolbars, che raggruppano le opzioni presenti in una determinata voce del menu. La toolbar dei pulsanti standard include i principali pulsanti di gestione dei file (come apertura o chiusura di un file, creazione di un nuovo modello e zoom); nonché i pulsanti per eseguire, fermare, arrestare e scorrere al termine una simulazione. Inoltre, sono presenti altre toolbars relative all animazione, le quali aggiungono ulteriori funzionalità, come la toolbar draw, di animazione e di trasferimento animato. La finestra denominata Model Windows rappresenta la schermata principale su cui lavorare. Essa è divisa in due macro-aree: la Flowchart View e la Spreadsheet View. La prima, collocata nella parte superiore del foglio, rappresenta la sezione dedicata alla costruzione del diagramma di flusso che rappresenta il modello e nella quale, dunque, verranno posizionati i vari moduli con i rispettivi collegamenti. Nella seconda, posizionata nella parte inferiore, andranno inseriti i dati relativi al modello e specifici di ciascun modulo, come ad esempio le entità con i loro attributi, le risorse e le loro caratteristiche e le code e la loro politica. In qualsiasi momento del lavoro, da questa sezione è possibile modificare le caratteristiche del modello, quali i parametri dei moduli o i valori e gli attributi associati a entità, variabili e risorse. 72
73 Sul lato sinistro della schermata si trova la Project Bar, formata da vari pannelli ove sono presenti i moduli che costituiscono il modello. I vari pannelli sono catalogati in base alla funzione svolta dai moduli in essi contenuti. I moduli presenti in ogni pannello si suddividono in due categorie: 1) i moduli flowchart: che costituiscono la parte grafica del modello. A ciascuno di essi è assegnata una determinata funzione. Essi sono attraversati dal flusso di entità e si differenziano per colore e per forma. Per renderli operativi, dovranno essere trascinati nella Flowchart View. 2) i moduli data: sono moduli astratti che consentono di visualizzare e modificare gli elementi che compongono il modello. A differenza dei precedenti, non sono attraversati dal flusso di entità, ma hanno il mero scopo di settare i valori e le condizioni per l intero modello. Essi sono collocati nella Spreadsheet View. Per svolgere i mio lavoro, tra i vari pannelli presenti in Arena, ho utilizzato il Basic Process che contiene i moduli flowchart quali Create, Dispose, Decide e Process e moduli data quali Entity, Resource e Queue; e l Advanced Process che contiene i moduli flowchart quali Hold e Release e moduli data quali Failure. Infine, nella parte inferiore si trova la sezione detta Status Bar, che oltre a visualizzare una breve descrizione dell elemento evidenziato dal cursore, fornisce informazioni quali le coordinate del cursore e il tempo e il numero di replicazioni della simulazione. Si rinvia al capitolo successivo per una descrizione dettagliata dei moduli Il modello Analisi dei dati La costruzione del modello di simulazione ha richiesto una fase preliminare di fondamentale importanza, caratterizzata dal reperimento dei dati necessari. I dati in questione sono stati estrapolati, in parte dal foglio Excel relativo al lavoro sul VH, e in parte forniti dal Controllo di Gestione della struttura AOUS. I dati predetti riguardano il trimestre che va dal primo settembre 2013 al 30 novembre dello stesso anno. I dati utilizzati per formalizzare il modello appartengono a due diverse tipologie: valori temporali e valori quantitativi, quest ultimi relativi al numero di pazienti che attraversano i vari step del percorso. Valori temporali 73
74 La prima tipologia di dati può essere suddivisa in due sotto-categorie: gli interarrivi con cui i pazienti si presentano al Pronto Soccorso; e i tempi di servizio, che rappresentano le durate delle degenze dei pazienti nei vari reparti e che costituiscono il percorso oggetto d esame. Per i primi, sono stati definiti due tempi di interarrivo, diversi a seconda della fascia oraria considerata: la frequenza diurna, che va dalle 9:00 alle 21:00, e quella notturna che invece riguarda le restanti ore della giornata. Tali valori sono stati ottenuti individuando preliminarmente il numero di arrivi per ogni fascia oraria del giorno, e una volta in possesso di tali valori, è stata calcolata la frequenza di arrivo per le due sezioni della giornata. I valori ottenuti sono i seguenti: - interarrivo diurno pari a 0.12 ore, ossia un arrivo ogni 7.1 minuti; - interarrivo notturno pari a 0.34 ore, ossia un arrivo ogni 20.5 minuti. Inoltre, nel modello sono stati inseriti altri due punti di accesso, e cioè quelli relativi agli arrivi programmati e ai trasferimenti interni alla struttura, ovvero quelli riguardanti i pazienti non provenienti dal Pronto Soccorso. In particolare, i pazienti programmati vengono accolti con un interarrivo pari a 39.7 ore, ciò significa che, in media, si accetta l'arrivo di un paziente catalogato secondo tale cifratura ogni 40 ore circa. Questo dato è stato ottenuto mediante le rilevazioni fatte sul campo dal Visual Manager. Il dato relativo ai trasferimenti interni, invece, è stato stimato sulla base dell esperienza del personale aziendale direttamente coinvolto in quanto non si dispone di un dato consolidato fornito dai database della struttura. In media, avvengono una ventina di trasferimenti da reparti della struttura verso le Medicine Interne, e di conseguenza tale interarrivo è stato impostato a 36 ore. Il secondo dato è quello relativo ai tempi di servizio, intesi come tempi di degenza nei reparti. I valori fanno riferimento alle degenze nel Pronto Soccorso, nell Osservazione, nella Medicina d Urgenza e nelle Medicine Interne. In particolare, visto che i tempi di servizio variano a seconda della gravità riscontrata in fase di accettazione, i tempi relativi al Pronto Soccorso sono stati suddivisi in base al codice colore assegnato al paziente al Triage: risultano, così, cinque tempi medi di servizio. I tempi sono stati differenziati anche per le degenze nelle Medicine Interne, tenendo in debita considerazione che i tempi di degenza di un paziente proveniente dal PS o da altri reparti variano rispetto ai tempi di un paziente programmato. Per quanto attiene ai tempi di degenza, è stata individuata una distribuzione mediante il tool di Arena Input Analyzer. Questo strumento permette di individuare le distribuzioni statistiche dei dati osservati, di fornire valutazioni dei loro parametri e di valutare quanto 74
, quella che")
75 l approssimazione si avvicina ai dati reali. Al fine di ottenere le distribuzioni mediante il tool, è necessario in primo luogo caricare i dati reali in formato.txt e successivamente individuare, tra le distribuzioni considerate dall Input Analyzer (che sono: esponenziale, triangolare, Weibull, Beta, Erlang, Gamma, Lognormale, Uniforme e Normale), quella che meglio rappresenta tali valori. In alternativa, è possibile far indicare dal software quale sia la distribuzione che fitta meglio i dati mediante la funzione Fit All. Con la Fit All Summary viene fornito il valore per ognuna delle distribuzioni citate, che sono successivamente ordinate in base a valori crescenti dello Square Error, in modo tale da selezionare quella con il valore minore. Di seguito vengono riportati i risultati ottenuti tramite l Input Analyzer per ognuno dei tempi di servizio analizzati, i quali sono: Tempi di degenza in Pronto Soccorso: una distribuzione per ognuno dei cinque codici Bianco, Azzurro, Verde, Giallo e Rosso; Tempi di degenza in Osservazione; Tempi di degenza in Medicina d Urgenza; Tempi di degenza nelle Medicine Interne: l analisi attiene alla sola distribuzione dei pazienti provenienti dal Pronto Soccorso. Per i programmati, non essendo in possesso dei singoli valori, e quindi non potendo usare l Input Analyzer, è stata adottata una distribuzione esponenziale con valore medio pari a ore (valore fornito dal VH). Anche per i trasferimenti interni, riscontrando la stessa problematica, è stata usata la medesima distribuzione individuata per i pazienti provenienti dal Pronto Soccorso. Codice Bianco Figura 22 Analisi dei tempi di cura per il codice bianco 75
76 Codice Azzurro Figura 23 Analisi dei tempi di cura per il codice azzurro Codice Verde Figura 24 Analisi dei tempi di cura per il codice verde Codice Giallo Figura 25 Analisi dei tempi di cura per il codice giallo Codice Rosso Figura 26 Analisi dei tempi di cura per il codice rosso 76
77 Osservazione Figura 27 Analisi dei tempi di degenza in Osservazione Medicina d Urgenza Figura 28 Analisi dei tempi di degenza in Medicina d'urgenza Medicine Interne Figura 29 Analisi dei tempi di degenza nelle Medicine Interne Valori quantitativi La seconda tipologia di dato utilizzato riguarda il numero di pazienti che si muovono tra i vari step del percorso. Nel trimestre in esame, sono stati misurati ingressi al Pronto Soccorso di cui: catalogati come codice bianco; come azzurro; come verde; come giallo; come rosso. 77
78 Del totale dei pazienti, circa un quinto entra nella struttura ospedaliera per proseguire il percorso di cura, mentre i restanti vengono dimessi dal Pronto Soccorso. Il quinto risulta così composto: - dall 1.28% dei codice bianco; - dall 1.69% dei codice azzurro; - dall 12.69% dei codice verde; - dall 47.51% dei codice giallo; - dall 86.23% dei codice rosso. 18% Arrivi in PS 3% 4% 17% 58% Dimissioni dal PS Bianco Bianco Azzurro Verde Giallo Azzurro Verde Giallo Rosso Rosso Dimessi In struttura Figura 30 Pronto Soccorso: arrivi per codice colore Figura 31 Pronto Soccorso: dimissioni per codice colore I 2419 pazienti che necessitano di un posto letto in struttura sono stati suddivisi in base al reparto in cui dovranno accedere: all incirca il 51.5% viene indirizzato in Osservazione, l 1% in Medicina D Urgenza, il 10.5% verso le Medicine Interne e il restante 37% negli atri reparti, che non sono oggetto di studio di questo lavoro. La suddivisione prosegue per l Osservazione, il cui unico punto di accesso è il PS, dove i pazienti ospitati sono instradati per il 20.5% verso la Medicina d Urgenza, per il 9% verso le Medicine Interne, per il 12% verso gli altri reparti e il restante 58.5% vengono dimessi, in quanto hanno terminato il loro percorso di cura. I pazienti che entrano in Medicina d Urgenza, di cui il totale è di 279, comprende i pazienti che vi accedono dopo essere passati dal Pronto Soccorso e quelli che vi accedono passando dall Osservazione. Bisogna puntualizzare che, mentre i primi possono proseguire il loro percorso soltanto verso altri reparti; i secondi invece possono confluire nelle Medicine Interne (18.67%) o essere dimessi. Infine, i pazienti accolti nelle Medicine Interne hanno solo due possibili destinazioni: gli altri reparti per il 6% e la dimissione per il 94% dei casi. Riassumendo, nelle tabelle sottostanti sono riportati i valori dei degenti suddivisi per codice colore, reparto di attraversamento e valori aggregati per il trimestre settembre-novembre
79 Entità Valore Entità Valore Entità Valore Bianco 467 Osservazione 1246 Arrivi totali in PS Azzurro 2065 Medicina d Urgenza 279 Pazienti degenti 2419 Verde 7153 Medicine Int. (da PS) 415 Dimessi in PS Giallo 2292 Programmati 55 Rosso 443 Trasferimenti Interni 60 Altri reparti La sezione Flow Chart Dopo aver stabilito i parametri che formalizzeranno il modello di simulazione, si procede con la definizione dello stesso. Per la realizzazione del presente modello sono state utilizzate otto differenti tipologie di moduli, i quali sono: Create, Decide, Assign, Record, Process, Release, Hold e Dispose; il numero totale di moduli è pari a 122. Il primo passo da compiere consiste nel creare le entità, le quali rappresenteranno i pazienti che seguiranno il proprio percorso di cura all interno della struttura ospedaliera. Per fare ciò, in Arena, si utilizza il modulo Create. In questo studio, è stato deciso di utilizzare due frequenze di arrivo dei pazienti in Pronto Soccorso, una per le ore diurne che vanno dalle 9:00 alle 21:00 e una per le ore notturne 21:00-9:00. Considerato che i tempi di interarrivo tra giorno e notte risultano sensibilmente differenti, la scelta di utilizzare due diverse frequenze di arrivo è determinata dalla necessità di rendere il modello il più realistico possibile. Per tale ragione, sono stati inseriti due moduli Create, i quali sono stati impostati con i rispettivi valori mediante la funzione Edit via Dialog. La figura n.32 di sinistra rappresenta il modulo Create che appare nella Model Window, dove il numero in basso a destra rappresenta il contatore della entità create. La figura n.32 di destra è la finestra che consente di impostare il modulo. Nel campo Name è stato inserito il nome del modulo, quello che comparirà sull icona nella Model Window; nel campo Entity Type il nome che si desidera assegnare a questa tipologia di entità; nella sezione Time Between Arrivals è stata definita la tipologia di distribuzione utilizzata (in questo caso Random Exponential), il valor medio della distribuzione e l unità di misura del tempo. Infine, è stato imposto che ogni entità corrisponde ad un arrivo, non sono stati posti vincoli circa il numero massimo di arrivi consentiti ed è stato imposto che la definizione dei tempi di creazione delle entità coincida con l inizio della simulazione. 79

80 Per la creazione delle entità notturne sono stati eseguiti i medesimi passi, a differenza del nome del modulo (Arrivo Notturno), del nome delle entità (Arrivi Notturni) e del valor medio della distribuzione, il quale passa da a ore. Figura 32 Modulo Create degli arrivi diurni Tali moduli sono collegati ad altrettanti moduli Decide, i quali in base all ora della giornata selezionano se instradare l entità verso il resto del sistema o verso il modulo Dispose che ha la funzione di distruggere le entità che lo raggiungono. La scelta è ricaduta su questa procedura perché essa rappresenta una pratica modalità per indirizzare nel sistema l esatto numero di pazienti per ciascuna delle due fasce orarie individuate, mentre quelli che vengono distrutti si riferiscono a pazienti che nella realtà non esistono. Figura 33 Modulo Decide per gli arrivi diurni A sinistra, è rappresentata la figura che appare nella Model Window, nella quale i due numeri posti in corrispondenza dei rami di uscita rappresentano i contatori delle entità che rispettivamente vengono accettate per proseguire nel sistema (ramo True) e delle entità che verranno distrutte (ramo False) in quanto non superano la condizione imposta nel campo Value della figura n.33 di destra. Nel campo Name va inserito la nomenclatura che si desidera far comparire sul modulo; il campo Type consente di scegliere, oltre al numero di rami 80
 >= 9 && CalHour(TNOW) <= 20 La definizione dell espressione avviene mediante la funzione Build")
81 uscenti, anche il tipo selezione da adottare, ossia in base ad una percentuale o ad una condizione. In questo caso, è stata utilizzata una condizione definita mediante l espressione: CalHour(TNOW) >= 9 && CalHour(TNOW) <= 20 La definizione dell espressione avviene mediante la funzione Build Expression. Tale espressione indica che, se l entità viene creata nel momento in cui l ora della giornata è uguale o superiore a 9, oppure minore o uguale a 20 (si intende fino all istante 20:59:59), viene accetta e inviata nel sistema; altrimenti viene inviata al modulo Dispose per essere distrutta in quanto non ammissibile. Il secondo modulo Decide è del tutto analogo al precedente, a differenza della condizione di ammissibilità, che in questo caso risulta ribaltata. Le entità preposte ad accedere al sistema incontrano un modulo Assign il quale svolge la funzione di rinominare le entità che lo attraversano. La nomenclatura scelta per queste entità è Arrivi; infatti, tale modulo, essendo attraversato esclusivamente dal giusto numero di entità ammesse nel sistema, persegue lo scopo di tenere traccia del numero totale di tali entità. Figura 34 Modulo Assign degli arrivi accettati Nella figura accanto, è riportato l intero blocco di creazione, selezione e distruzione delle entità. Esso comprende i due moduli Create diurno e notturno, i due moduli Decide che consentono di instradare la giusta entità in base all orario della giornata, il modulo Assign e il modulo Dispose denominato Eliminazione che, appunto, elimina le entità non ammesse ad entrare nel sistema. Figura 35 Blocco degli arrivi 81

82 Continuando con la descrizione del modello, si incontra il blocco Triage, che risulta composto da un modulo Decide, impostato con criteri di selezione definiti in base a delle percentuali fisse rappresentanti il numero di pazienti associati ai diversi codici di gravità usati in Pronto Soccorso, e da cinque moduli Assign, uno per ogni codice colore-gravità, i quali hanno la funzione di associare tale codice alle entità che lo attraversano. In figura n.36, viene riportato il blocco Triage di cui sopra. Figura 36 Blocco Triage Come già detto, questo modulo Decide, a differenza dei casi precedenti, è stato impostato con le percentuali, riportate nel grafico a torta del paragrafo precedente. Tali percentuali vsono espresse con oltre dieci cifre decimali al fine di rendere la scomposizione dei paziente la più accurata possibile. I nomi associati alle entità nei diversi Assign sono: Bianco, Azzurro, Verde, Giallo e Rosso. Una volta assegnati i codici gravità-colore, le entità incontrano il primo modulo Process denominato Pronto Soccorso che simboleggia le cure ricevute presso gli ambulatori del Pronto Soccorso. Tale modulo è stato impostato come Sub-Model e pertanto consente di accedere ad un sotto-modello che risulta così composto: - sei moduli Decide, uno che instrada le entità in percorsi differenti in base al codice colore assegnatogli in precedenza e gli altri che instradano il rispettivo codice colore verso la struttura o verso la dimissione in base ad una percentuale; - cinque moduli Process; 82

83 - cinque moduli Record, uno per ogni codice colore e aventi la funzione di tenere traccia del numero di pazienti trattati per codice colore; - due Assign, che tengono memoria uno del numero di dimessi in PS e l altro invece del numero di pazienti che accedono al resto della struttura rinominandoli in PSdegenti; - un Dispose, denominato PS dimissione che accoglie le precedente frazione di pazienti dimessi. A titolo esemplificativo, si riporta in figura n.37 il modulo Record relativo al codice bianco. Per gli altri codice colore, il modulo è del tutto analogo a differenza del nome che assume ovvero quello del relativo colore. Nel campo Type, tra le varie opzioni disponibili (Count, Entity Statistics, Time Interval, Time Between e Expression), è stata selezionata la seconda in quanto raggruppa tutti i valori ottenibili mediante l uso delle altre opzioni. Figura 37 Modulo Record per il codice bianco I moduli Process sono stati tutti impostati con la funzione Delay. Essi hanno la funzione di trattenere le entità per un determinato periodo di tempo, e ciò allo scopo di simulare i tempi di cura in Pronto Soccorso, espressi mediante delle distribuzioni, una per ogni codice colore, definite con il tool Input Analyzer. Si riporta il modulo Process relativo al codice colore bianco; e come in precedenza, per gli altri colori i moduli sono del tutto analoghi a differenza del nome dello stesso e delle espressioni inserite, indicate nel precedente paragrafo. 83
84 Figura 38 Modulo Process del codice bianco Nelle successive figure, viene mostrato, prima, ciò che si visualizza nella Model Window e, successivamente, come tale sotto-modello è costituito. Figura 39 Modulo Process del Pronto Soccorso Figura 40 Blocco Pronto Soccorso Per indicare che un modulo Process è stato impostato in modalità Sub-model, il software Arena utilizza una freccia di colore nero collocata nell angolo in alto a destra del modulo stesso. È necessario precisare che per il Pronto Soccorso non sono state associate risorse, in quanto non rientra nello scopo di questo elaborato trattare tale reparto sotto questo punto di vista. 84

85 Terminato il trattamento dei pazienti in Pronto Soccorso, quelli che tra essi sono preposti ad accedere al resto del percorso incontrano un modulo Decide, definito PS Decide, il quale suddivide le entità in base a valori percentuali e le instrada, come si si evince dalla figura sottostante, rispettivamente verso gli Altri Reparti, l Osservazione, la Medicina d Urgenza o le Medicine Interne. Figura 41 Modulo d'instradamento dei pazienti in struttura Proseguendo la costruzione del modello e seguendo il ramo che porta al reparto Osservazione, si incontrano in ordine un modulo Record, un modulo Hold, un modulo Assign, un modulo Process e infine un modulo Decide. Il modulo Record denominato Count 01 PSOBI è stato impostato secondo la funzione Count e svolge la funzione di memorizzare, per poi presentare nel report, il numero di entità che percorrono tale ramo. Tale operazione risulta necessaria in quanto questo valore verrà utilizzato successivamente nella fase di validazione e di analisi dello scenario. Nel modulo Hold, che prende il nome di Hold 01 PSOBI, viene stabilita la condizione che un entità non può proseguire il suo percorso se tutte le risorse associate all Osservazione, ovvero i posti letti del reparto, sono occupate. Per ottenere tale condizione, il modulo va impostato selezionando l opzione Scan for Condition dal campo Type e inserendo nel campo Condition l espressione: ResUtil(OBI_Letti) < 30 dove per ResUtil si intende il numero di risorse occupate nel momento in cui l entità attraversa il modulo, e OBI_Letti serve a indicare a quale tipologia di risorsa si fa riferimento. In tale modulo, inoltre, vanno impostati altri parametri relativi alla coda che esso definisce; quest ultima è rappresentata dalla linea orizzontale azzurra che lo sovrasta. 85

86 Figura 42 Modulo Hold quantitativo tra PS e OBI Dunque, tale modulo Hold, essendo 30 il numero dei posti letto presenti nel reparto in questione, trattiene l entità fino a quando il numero di risorse occupate associate all Osservazione non è inferiore a questo numero. Questo modulo è stato inserito al fine di simulare l attesa che i pazienti vivono aspettando un posto letto in struttura e altresì allo scopo di evitare la situazione irreale in cui i pazienti attendono il loro turno in una ipotetica coda che verrà analizzata quando si parlerà del modulo Process associato all Osservazione. Proseguendo lungo il ramo, si incontra un modulo Assign il quale modifica il nome dell entità da PSdegenti a OBI; tale operazione non ha alcun valore al fine del proseguo della simulazione ma ha il solo scopo di indicare e registrare il numero di entità trattate nel reparto Osservazione. Successivamente, è stato inserito il modulo Process chiamato appunto Osservazione e impostato selezionando l opzione Seize Delay dal campo Action presente nella sezione Logic. Questa opzione consente di allocare le risorse (azione Seize) e di ritardarne il rilascio con lo scopo di simulare il tempo di degenza (azione Delay). Sempre nella stessa sezione ma nel campo Resources, è stata definita la tipologia di risorsa da allocare (OBI_Letti) e il numero di risorse da allocare per ogni entità, chiaramente impostato pari ad uno. Nella sezione posta in fondo alla schermata, viene definito il Delay Type, dove è stata selezionata l opzione Expression, che indica che il tempo di servizio viene definito mediante un espressione; Units rappresenta l unità di misura, impostata in ore, e Allocation per specificare se si tratta di un tempo a valore o meno, in questo caso è stata selezionato l opzione Value Added. Infine nel campo Expression è stata inserita l espressione: 159 * BETA(1.86, 5.32) definita precedentemente attraverso l Input Analyzer. 86

87 Figura 43 Modulo Process dell'osservazione Come si evince dalla figura n.43 di sinistra, sopra il modulo è presente una barra orizzontale che rappresenta le entità in coda in attesa di essere processate. Tuttavia, quest ultima rappresenta una situazione irreale, in quanto potrebbe essere vista come una fila posta al di fuori del reparto e composta da pazienti in attesa. Nella realtà ciò non avviene, pertanto è stato inserito il precedente modulo Hold che trattiene le entità fino a quando non si sia liberato un posto letto in reparto. L ultimo modulo del ramo è un Decide mediante il quale le entità vengono instradate verso le Medicine Interne, la Medicina d Urgenza, gli Altri Reparti oppure verso il modulo Dimissione. Per ognuno dei quattro rami di uscita dal modulo OBI decide è stato inserito un modulo Record con la funzione di contare le entità che lo attraversano, un modulo Hold contenente le condizioni e un modulo Release. A questo punto della simulazione, le risorse occupate dai pazienti che hanno già terminato la loro degenza non vengono ancora rilasciate, ovvero liberate per il prossimo paziente. Affinché ciò avvenga, è necessario che vengano rispettate una, due o tre condizioni, a seconda del ramo a cui si fa riferimento: la prima riguarda la disponibilità di posti letto nel successivo reparto mentre la seconda e la terza rappresentano un vincolo temporale che simula l effettiva fascia oraria e gli effettivi giorni della settimana di dimissione dal reparto. La prima condizione è stata inserita per il medesimo motivo precedente, ossia evitare situazioni irreali di attese di un posto letto in corridoio. Essa, come detto, viene modellata attraverso un modulo Hold che trattiene le entità fino a quando non si sia liberato un posto letto nel successivo reparto in cui è instradato il paziente: tale condizione è stata inserita solo in due dei quattro rami uscenti e in particolare in quello per la Medicina d Urgenza, dove 87
88 viene imposto che le risorse occupate devono essere in numero inferiore a 14 e in quello per le Medicine Interne impostato, invece, inferiore a 76. Anche la seconda e la terza condizione, ossia quelle relative al vincolo temporale, vengono imposte mediante il medesimo modulo Hold inserendo l espressione: (CalHour(TNOW)>= 11 && CalHour(TNOW)<= 17)&&(CalDayOfWeek(TNOW)<> 1) ad indicare che tale modulo rilascia le entità soltanto nella fascia oraria che va dalle 11:00:00 fino alle 17:59:59 e soltanto nei giorni della settimana diversi dalla domenica. La tre condizioni vengono riportate contemporaneamente soltanto per il modulo Hold denominato Hold 05 OBIMED, posto sul ramo congiungente l Osservazione con le Medicine Interne, e sono collegate mediante l operatore logico And in quanto si desidera che soltanto al verificarsi di tutte le condizioni l entità può essere rilasciata per proseguire il proprio percorso. L espressione riportata in questo modulo è la seguente: ( CalHour(TNOW) >= 11 && CalHour(TNOW) <= 17 ) && (CalDayOfWeek(TNOW) <> 1) && ( NR(MED_Letti) < 76 ) Il medesimo modulo è stato inserito anche nei rami che conducono ad Altri Reparti e alla dimissione, per i quali le condizioni riguardano soltanto i vincoli temporali, non viene inserita la condizione relativa alla disponibilità di risorse in quanto queste non sono presenti. Il vincolo temporale non viene aggiunto al ramo che collega l Osservazione e la Medicina d Urgenza, perché per questi nella realtà non esistono vincoli temporali. Soltanto successivamente al verificarsi delle condizioni definite nei moduli Hold, le risorse possono essere rilasciate e quindi liberate per la successiva richiesta di occupazione. Ciò viene modellato mediante il modulo Release il quale specifica quale risorsa liberare, ovvero quella precedentemente allocata attraverso la funzione Seize del modulo Process Osservazione dall entità che lo attraversa. Per impostarlo è necessario specificare il nome del modulo e la categoria di risorsa da rilasciare; in questa ipotesi sono state indicate le risorse OBI_Letti ed è stato specificato che un entità libera esattamente un posto letto. Questa tipologia di modulo è stata riportata per ciascun ramo uscente, differenziati esclusivamente dal nome assegnatogli. In figura n.44 viene riportato quello relativo al cammino Osservazione Medicine Interne. 88

89 Figura 44 Modulo Release tra OBI e MED Sul ramo congiungente i reparti di Osservazione e di Medicina d Urgenza, in coda al modulo Release, è stato inserito un modulo Assign che modificherà il nome associato alle entità da OBI a MU. Con la trattazione di quest ultimo modulo, termina la descrizione del blocco relativo all Osservazione, riportato nella figura sottostante. Figura 45 Blocco Osservazione Procedendo nella descrizione del modello, il secondo blocco che si incontra è quello relativo alla Medicina d Urgenza, il quale presenta due rami in ingresso e tre in uscita. I primi modellano i pazienti provenienti dal Pronto Soccorso e dall Osservazione, mentre i secondi modellano quelli indirizzati verso Altri Reparti, le Medicine Interne oppure la dimissione. Le entità in ingresso a questo blocco sono, dunque, di due tipologie: dal Pronto Soccorso provengono le entità PSdegenti, mentre dall Osservazione provengono le entità OBI rinominate MU mediante il precedente modulo Assign. Risulta necessario effettuare questa distinzione in quanto i pazienti provenienti dal PS potranno continuare il proprio percorso soltanto verso il blocco Altri Reparti, a differenza di quelli provenienti dell OBI che invece possono essere instradi sui restanti due rami di uscita. Pertanto, il primo dei rami in ingresso indicati è costituito da un modulo Record denominato Count 02 PSMU, da un modulo Hold denominato Hold 02 PSMU e impostato secondo il vincolo quantitativo relativo alle risorse disponibili in MU: ResUtil(MU_Letti) < 14 89

90 (non è presente il vincolo relativo alla temporizzazione data la mancanza nella realtà della condizione), mentre il secondo è il ramo in uscita dall OBI, dove il relativo vincolo temporale è stato già inserito. Questi rami sono posti in ingresso al modulo Process chiamato Medicina d Urgenza e impostato secondo la funzione Seize Delay. Inoltre, questo modulo prevede di utilizzare le risorse MU_Letti e di simulare un tempo di degenza definito dalla distribuzione espressa in ore: 1 + ERLA(41.1, 2) Successivamente sono stati inseriti due moduli Decide posti uno in uscita dall altro: il primo è stato impostato secondo l opzione di scelta basata sulla condizione di instradare sul ramo True, e quindi verso il blocco Altri Reparti, le entità PSdegenti; mentre le restanti, ossia le MU, verso il secondo modulo di decisione, dove quest ultimo le separa in base ad una percentuale tra le Medicine Interne e la dimissione. Su ciascuno dei due rami True, uno indirizzato verso il blocco Altri Reparti e l altro verso la dimissione, sono stati inseriti in serie un modulo Record, con la funzione di contare le entità; un modulo Hold, impostato secondo un vincolo temporale che permette la dimissione tra le ore e le ore e in giorni diversi dalla domenica; e infine un modulo di rilascio delle risorse MU_Letti. Sul restante ramo del secondo modulo di decisione il Release è preceduto dal modulo che impone la disponibilità di posto letto nelle Medicine Interne e il vincolo temporale appena accennato, preceduto a sua volta dal modulo contatore delle entità. Quanto detto viene riportato nella successiva figura. Figura 46 Blocco Medicina d'urgenza Nella figura n.46 i rami posti in verticale a sinistra e a destra del modulo Process rappresentano rispettivamente il percorso che collega l Osservazione con la Medicina d Urgenza e con le Medicine Interne. Discorso a parte merita il blocco che raffigura le Medicine Interne. 90
91 Tale blocco ha cinque rami in ingresso: uno proveniente dal Pronto Soccorso, uno dall Osservazione, uno dalla Medicina d Urgenza e due nuovi moduli Create rappresentanti i pazienti che accedono alla struttura ospedaliera non transitando dal Pronto Soccorso, ossia i pazienti definiti Programmati e i pazienti provenienti da reparti diversi da quelli considerati nel modello, ovvero quelli definiti come Trasferimenti Interni. Il ramo proveniente dal Pronto Soccorso è costituito da due moduli posti in serie: il primo, un modulo Record svolge la medesima operazione di conta delle entità, il secondo, invece è un modulo Hold denominato Hold 03 PSMED il impone la doppia condizione per la quale un paziente può proseguire solo se c è disponibilità di posti letto nelle Medicine Interne e che sia verificato il vincolo orario di accettazione del reparto impostato tra le 10 e le 20. Tali moduli svolgono il compito di evitare la modellizzazione di situazioni irreali come potrebbe essere l attesa in corridoio anziché nel reparto di provenienza o l ammissione in orari non realmente accettabili. Essi sono stati inoltre inseriti in serie ai due nuovi Create per i medesimi motivi. Superato il modulo Hold, il ramo con origine nel Pronto Soccorso si congiunge con i rami provenienti dall Osservazione e dalla Medicina d Urgenza ed con il ramo dei trasferimenti interni, ed insieme entrano in un modulo Assign il quale assegna alle entità la nomina di MED. Il modulo Create relativo ai Programmati denominato Arrivo Programmato non passa per il modulo Assign in quanto tale entità verranno processate in maniera diversa dal modulo Process delle Medicine Interne e tale distinzione avviene proprio sulla base del tipo di entità. Il motivo di tale scelta è dovuto al fatto che esse hanno tempi di degenza differenti dai restanti pazienti e pertanto c è la necessità di differenziarle. Tale modulo è stato impostato imponendo la distribuzione di creazione come una randomica esponenziale con valor medio pari a ore e con la nomenclatura delle entità impostata come Programmati. Le differenze tra quello appena descritto e il modulo Create relativo ai Trasferimenti Interni risiedono nel nome del modulo, nel valor medio della distribuzione, impostato adesso a 36,4 ore, e nella nomenclatura delle entità che in questo caso diventa Trasferimenti. I restanti campi sono identici ed impongono la creazione di un entità per scatto temporale, che non ci siano limiti al numero massimo di entità create e che l inizio della definizione dei tempi di creazione coincida con l inizio della simulazione. Non vengono posti limiti circa il numero massimo di entità, in quanto impostando un determinato valore di interarrivo e facendo girare la simulazione per un determinato numero di ore, consegue che il numero totale di tali entità create risulta grossomodo quello desiderato. 91
92 Il successivo modulo è il Process, denominato Medicine Interne ed impostato come Submodel. Esso comprende il modulo di decisione che separa le entità Programmati dalle MED; due moduli Process, uno per tipologia di entità; un modulo Record; un Hold impostato secondo il vincolo temporale di dimissione tra le 12:00 e le 17:00 e nei giorni della settimana che vanno dal lunedì al venerdì e un Release. Per entrambi i moduli Process Programmato e Urgente è stata scelta l opzione Seize Delay ed entrambi sfruttano le medesime risorse MED_Letti, pari a 76 posti letto. Tuttavia, mentre il primo usa una distribuzione esponenziale con un valor medio di circa 193 ore, il secondo utilizza invece una distribuzione di Weibull, con parametro di scala pari a 286 e parametro di forma pari a 1,34, sommata alla costante 6, come si evince dalle successive espressioni inserite nel modello: EXPO( ) ; 6 + WEIB(286, 1.34) Viene inoltre riportata la doppia condizione temporale inserita nel modulo Hold denominato Hold 09 MED: ( CalHour(TNOW) >= 12 && CalHour(TNOW) <= 16 ) && ( CalDayOfWeek(TNOW) > 1 && CalDayOfWeek(TNOW) < 7 ) Non vengono riportate le figure relative ai singoli moduli, in quanto ciò che le differenzia da quelle già riportate è stato appena descritto ma viene riportato l intero sotto-modello. Figura 47 Blocco sotto-modello Medicine Interne Superato il modulo Process Medicine Interne il blocco, riportato in seguito, è completato da due moduli Decide, dove il primo ha il compito di indirizzare i pazienti Programmati verso il modulo Dimissione mentre i restanti verso un secondo modulo Decide il quale, sulla base di una percentuale, valuta i pazienti che proseguiranno il proprio percorso in Altri Reparti e quelli che invece saranno dimessi. 92

93 Figura 48 Blocco Medicine Interne L ultimo blocco, mostrato nella figura n.59, che resta da descrivere è quello definito come Altri Reparti. Esso è formato da un modulo Assign, il quale cambia il precedente nome delle entità che lo attraversano in REP al fine di poterne analizzare le statistiche, e da un modulo Process. Quest ultimo viene attraversato dalle entità senza che ciò apporti nessuna modifica alle stesse: infatti, esso non dispone né di risorse e né tantomeno di espressioni che implichino un ritardo, e dunque una degenza, alle entità che processa. Figura 49 Blocco Altri Reparti Infine, termina il modello un modulo Dispose chiamato Dimissione che svolge la funzione di distruggere le entità che lo raggiungono con lo scopo di simulare la dimissione dei pazienti e dunque il loro allontanamento dalla struttura ospedaliera. Figura 50 Modulo Dispose per la dimissione La sezione Data Modules Dopo aver descritto la sezione Flow Chart che costituisce la parte visibile del modello, bisogna procedere con la compilazione della sezione Data Modules che invece risulta come 93

94 la parte celata, quella cioè che non si vede direttamente ma che risulta fondamentale per raggiungere lo scopo prefissato. In questa sezione, per l obiettivo di questo elaborato, sono tre i moduli su cui operare: Entity, Queue e Resource. Il modulo Entity contiene tutte le entità descritte nel paragrafo precedente, inoltre vengono riportate tutte le informazioni ad esse associate. Viene inserita una riga per ogni elemento definito che in questo caso risultano essere 16. La compilazione di tali parametri avviene in maniera automatica quando si procede alla loro definizione nella sezione Flow Chart, potendo però modificarli in qualsiasi momento. Ogni riga ha diversi campi da compilare, in questo caso l unica modifica è stata apportata al campo Entity Type che rappresenta il nome dell entità. Gli altri campi riguardano la figura da associare nel caso in cui si effettua l animazione, e altri parametri legati al costo associato alle diverse attività svolte dall entità. Tali parametri riguardano il costo legato alle attività con tempo a valore e non a valore e il costo per lo spostamento tra i vari moduli. Tutti questi valori sono stati impostati a zero in quanto non rientrano tra gli obiettivi di questo elaborato. Figura 51 Schermata delle entità Il secondo modulo è quello relativo alle code, il modulo Queue. In questa sezione bisogna indicare il nome della coda e la politica che essa adotta. Per tutte le 17 code definite in questo modello è stata adottata la politica FIFO (First In First Out), la quale sta a significare che il primo paziente che entra in coda è anche il primo ad uscirne. Non sono stati imposti vincoli di precedenza in base alla gravità o all urgenza del paziente in coda e questo perché durante il periodo in cui ho analizzato i flussi dei pazienti direttamente sul campo, non ho riscontrato politiche o vincoli di precedenza nell Area Medica. 94

95 Figura 52 Schermata delle code L ultimo modulo è quello relativo alla risorse introdotte nel modello. Questa sezione è l unica delle tre che necessita di essere impostata e compilata mediante tale procedura. In questo lavoro sono state utilizzate tre categorie di risorse chiamate OBI_Letti, MU_Letti e MED_Letti. Per ogni macro-gruppo è definita una riga, nella quale bisogna compilare il campo Name, il campo Type e il campo Capacity mentre resta facoltativa in base ai propositi prefissati la compilazione dei restanti campi. Il campo Type è stato impostato selezionando l opzione Fixed Capacity ad indicare che il numero delle risorse dovrà restare invariato durante l intera simulazione; in alternativa si potrebbe selezionare l altra opzione Based on Schedule che invece consente di indicare l esatto numero di risorse disponibile per ogni istante della simulazione. Il campo Capacity è stato impostato a 30, 14 e 76 rispettivamente per le risorse OBI_Letti, MU_Letti e Med_Letti. Gli altri campi sono stati lasciati con l impostazione di default la quale pone tutti i valori a zero. Figura 53 Schermata delle risorse Setup dei parametri di progetto L ultimo step da eseguire al fine di far girare il modello riguarda l impostazione dei parametri della simulazione, quali il nome che le si vuole associare, la durata, l unità di misura temporale adottata, la velocità e la data di inizio. 95
96 Per accedere a quest ultime impostazioni, si segue il percorso accessibile dalla barra di stato del software, Run Setup. Si aprirà una finestra in cui sono presenti diverse schede; quelle che tra esse che sono state utilizzate nel presente lavoro sono la Project Parameters e la Replication Parameters. Nella prima, è possibile inserire caratteristiche descrittive quali il nome del progetto, una descrizione dello stesso, l analista e gli elementi di cui si desidera collezionare le statistiche (in questo elaborato è stato deciso di tenere traccia delle statistiche relative a Entities, Resources, Queues e Processes). Nella seconda scheda, invece, vengono definite le impostazioni circa le modalità di esecuzione della simulazione. Tra queste impostazioni si trova: il numero di repliche da eseguire, la data di inizio della simulazione, la sua durata con la rispettiva unità di misura, la condizione di termine della simulazione e un periodo di Warm-up in cui la simulazione avviene con tutte le caratteristiche impostate, ma il sistema non ne raccoglie le statistiche. Quest ultima impostazione risulta particolarmente utile quando si desidera simulare un sistema la cui condizione di partenza è averlo già a regime anziché partire da una situazione in cui il sistema è completamente vuoto. Tale scheda è stata impostata imponendo: - una replica; - una data di inizio corrispondente a giovedì 1 agosto 2013; - un periodo di Warm-up pari a 31 giorni, ovvero il mese di agosto; - la lunghezza della replica pari a 122 giorni, ad indicare i giorni dei mesi di agosto, settembre, ottobre e novembre; - la durata di un giorno fissato a 24 ore (in Arena è possibile definire giorni formati da un numero diverso di ore rispetto alla realtà con lo scopo di simulare ad esempio un orario di lavoro); - infine, non è stata imposta alcuna condizione di termine della simulazione. La scelta è dovuta al fatto che è stata già impostata la lunghezza della simulazione e dunque essa determina comunque il termine della stessa. L ultimo passo eseguito è stato quello di inserire gli elementi Clock e Date, i quali riportano rispettivamente l ora e la data di avanzamento della simulazione. A questo punto il modello è interamente descritto. La figura successiva il mostra modello completo appena descritto. 96

97 Figura 54 Modello si simulazione del flusso del paziente dal Pronto Soccorso all'area Medica 97
98 CAPITOLO 4 UTILIZZO DEL MODELLO DI SIMULAZIONE E RISULTATI DELLE SIMULAZIONI 4.1. Simulazione della situazione attuale Ultimate le operazioni di costruzione del modello, come descritto nei capitoli che precedono, sono eseguite, con l impiego del software Arena, una serie di simulazioni sulla base dei parametri precedentemente individuati, allo scopo di disporre di elementi atti alla valutazione dei risultati. Per disporre di dati attendibili, sono state eseguite 10 repliche dello stesso scenario. Il set dei dati di output, riportati nel report Category Overview pubblicato dal software al termine di ogni simulazione, è stato diviso in due parti: alcuni parametri sono stati utilizzati per validare il modello, o meglio, per verificare se quanto simulato riproduceva la situazione reale; altri, invece, sono stati utilizzati per analizzare il modello. In particolare, nella prima categoria rientrano parametri quali: a) il numero totale di pazienti per ogni categoria individuata; b) il numero di pazienti che si snodano nei vari step del percorso; c) il tempo medio di degenza, ossia il tempo a valore, per ciascuna tipologia di pazienti o per reparto di appartenenza. Nella seconda categoria di parametri rientrano: d) il numero totale di pazienti ospitati per reparto; e) il tempo medio non a valore per reparto; f) il tasso di occupazione dei posti letto per reparto. Tale distinzione è stata così eseguita perché nella prima categoria rientrano i valori con i quali è stato progettato il modello, mentre la seconda categoria rappresenta l output della simulazione, questi ultimi non riguardano parametri inseriti ma costituiscono il risultato delle simulazioni effettuate. Analizziamo ora ciascuna delle sotto-categorie elencate in precedenza. Per quanto riguarda a), è stato confrontato il numero dei pazienti che sono entrati nel modello con il rispettivo valore reale (presentato nel capitolo precedente). Dal confronto sono risultati valori pressoché identici, fatta salva una variazione di trascurabile entità, in misura tale da non compromettere l esito delle simulazioni. I valori forniti dal report sono riportati nella successiva figura. 98
99 Figura 55 Pagina 5 del report Category Overview. Viene indicato il numero di pazienti per ogni tipologia definita. Nella figura n.55 è stato riportato per tipologia di paziente, oltre al numero medio anche i valori relativi al minimo e al massimo valor medio ottenuto dalle dieci repliche che costituiscono la simulazione. Inoltre è stato riportato l istogramma costruito su valori rientranti nella categoria Average. Il valore utilizzato al fine di validare il modello afferisce a quest ultima categoria. Per quanto riguarda b), attraverso l utilizzo di moduli Record, impostati con la funzione Count, sono stati ottenuti, nel modello in esame, i rispettivi valori. Il compito di tali moduli è quello di conservare traccia del numero di entità che percorrono un determinato ramo del modello, con la rispettiva categoria di appartenenza. Anche l elaborazione di questi valori, rappresenta piccole variazioni, di entità trascurabile e certamente non in grado di inficiare l andamento della simulazione. I predetti valori sono riportati nella successiva figura. Si precisa che anche in questo caso il valore utilizzato per confrontare la simulazione con la realtà è quello espresso nella colonna Average. 99
100 Figura 56 Pagina 15 del report Category Overview. Viene riportato il numero di pazienti per ogni snodo del percorso. Infine, per quanto riguarda il parametro c), si è valutato il tempo a valore trascorso nei moduli Process, confrontandolo con i reali tempi medi di degenza (il parametro di riferimento è riportato nella prima colonna). Figura 57 Pagina 7 del report Category Overview. Viene riportato il tempo a valore per ogni tipologia di trattamento. 100
101 Come si può evincere nella figura n.57, il parametro relativo alla sezione Altri Reparti è pari a zero, in quanto, l analisi dello stesso, non rientra nello scopo di questo lavoro. È necessario, inoltre, precisare che il valore fornito per le Medicine Interne è ottenuto dalla media pesata per numero di pazienti, ossia dalla media dei valori Programmato e Urgente. Per un confronto con la realtà, sono stati utilizzati questi ultimi due valori, anziché quello relativo alle Medicine Interne. In questo caso il dato di output si discosta pochissimo da quello reale, la variazione è dell ordine di alcuni minuti per cui è da ritenere che la simulazione riproduce molto fedelmente ciò che si presenta nella realtà. Alla luce di quanto appena detto si può affermare che il modello, così progettato, rispecchia quanto effettivamente accade nei mesi simulati, sia in termini di erogazione di servizi ai pazienti sia in termini di tempo trascorso nella struttura ospedaliera. Una volta validato il modello e verificata la correttezza della simulazione, si descrivono i parametri, relativi alla seconda categoria, utilizzati per l analisi del modello. A tale scopo, è stato preso in considerazione il parametro indicato alla lettera d), ossia il numero dei pazienti ospitati; per tale operazione è stato utilizzato il valore fornito dalla simulazione relativo al numero totale di risorse allocate, definito Total Number Seized. Tale valore è espresso in maniera distinta per i tre reparti analizzati. Figura 58 Pagina 14 del report Category Overview. Viene riportato il numero totale di posti letto allocati nei tre reparti. Il valore MED_Letti fa riferimento ai posti letto delle Medicine Interne; esso afferisce alle risorse e comprende i pazienti provenienti dal Pronto Soccorso, i pazienti programmati e quelli che provengono a seguito di trasferimenti interni alla struttura ospedaliera. 101
102 Per quanto riguarda la sotto-categoria e), il tempo non a valore è stato definito come il tempo trascorso in attesa da parte dei pazienti per il raggiungimento dell effettiva fascia oraria di dimissione o di accettazione, dei giorni in cui avvengono le dimissioni e il tempo trascorso in attesa che si liberi un posto letto nel reparto di destinazione (questi tempi vengono simulati mediante i moduli Hold presenti nel modello). Tale valore è stato ottenuto sommando i valori forniti da questi moduli (più precisamente, quelli che fanno riferimento al medesimo reparto) pesati con il rapporto tra i pazienti trattenuti nei moduli sul totale dei pazienti che sono entrati nel reparto. Quest ultimo valore è stato ottenuto dalla pagina 14 del report Category Overview. Figura 59 Pagina 12 del report Ctegory Overview. Viene riportato il tempo non a valore per ogni snodo del percorso. Per quanto attiene, infine a questa ultima sotto-categoria, lettera f), è stato utilizzato il valore definito dal software Arena come Instantaneous Utilization che rappresenta la percentuale di utilizzo di posti letto per reparto, indicato nella colonna Average. Nella tabella riportata nella figura n.60, sono riportati anche i valori relativi a Number Busy, che indicano il numero dei posti letto occupati mediamente e i campi relativi a Number Scheduled, che indica il totale dei letti presenti in reparto, e a Scheduled Utilization, identico al valore Instantaneous Utilization in quanto lo schedule dei posti letto ha capacità fissa. 102
103 Figura 60 Pagina 13 del report Category Overview. Viene riportato il tasso di utilizzo delle risorse Possibili azioni di miglioramento La mia collaborazione e diretta partecipazione alle attività svolte con il Team Goals presso l ufficio Lean dell AOUS mi ha permesso di constatare che, tra gli operatori professionisti e tra i pazienti trattati esiste un certo malcontento, provocato sia dall elevato numero di ore che si trascorrono in attesa che si liberi un posto letto e sia dal prolungarsi della degenza a causa di ritardi nelle operazioni di dimissione dei degenti. Ed è proprio questa presenza sul campo che mi ha consentito di individuare azioni dirette a ridurre i disservizi predetti e a valutare comportamenti che potrebbero apportare vantaggi per tutti gli stakeholders. Si ritiene necessario sottolineare fin d ora che tali azioni non solo non comportano un maggior dispendio di risorse, intese in termini di costi gestionali e di personale, ma, al contrario, si presentano come proposte, tipiche dell ottica Lean, dirette al miglioramento della qualità dei servizi erogati. L obiettivo consiste nel contenere i tempi non a valore, 103
104 mediante un miglior utilizzo delle risorse a disposizione, eliminando altresì gli sprechi presenti in azienda. Come diffusamente detto nel primo capitolo, i pilastri della filosofia Lean sono costituiti dalla individuazione degli spechi e dalla loro conseguente eliminazione, nonché dall impiego ottimale di risorse finalizzato alla regolarizzazione del flusso dei pazienti dell Area Medica e alla rimozione degli ostacoli rilevati. Proposta A La prima proposta riguarda la possibilità di dimettere i pazienti, oltre che durante la settimana, come avviene attualmente, anche durante il fine settimana. In particolare, per l Osservazione e per la Medicina d Urgenza la proposta prevede la dimissione dai reparti anche la domenica; mentre per le Medicine Interne si propone le dimissione anche nei giorni di sabato e domenica, in ogni caso, nel rispetto delle attuali fasce orarie. Al fine di apportare tali modifiche al modello, si è lavorato sulle condizioni definite in alcuni moduli Hold, ed in particolare, si è eliminata la condizione che prevede di trattenere le entità (ossia i pazienti e quindi l occupazione dei relativi posti letto) nel fine settimana. Per i reparti di Osservazione e Medicina d Urgenza è stata eliminata la condizione: CalDayOfWeek(TNOW) <> 1 dove con l espressione <> 1 si indica che la dimissione avviene in giorni diversi dalla domenica (indicata con il valore 1). Per le Medicine interne è stata eliminata la condizione: CalDayOfWeek(TNOW) > 1 && CalDayOfWeek(TNOW) < 7 che indica la possibilità di poter dimettere nei giorni compresi tra la domenica e il sabato (indicato con il valore 7). La mancanza dell operatore di uguale indica che i giorni di domenica e di sabato sono esclusi dalla precedente espressione. Proposta B La seconda proposta prevede l effettuazione di un doppio turno di dimissione. Attualmente, infatti, vige una singola fascia oraria di dimissione, che va dalle ore alle ore per le Medicine Interne, dalle ore alle ore per l Osservazione e dalle ore alle ore per la Medicina d Urgenza. Il doppio turno di dimissione che si vuole proporre non richiede un maggior numero di ore dedicate alla visita dei paziente da parte dei medici e propone di sincronizzare le dimissioni, 104
105 e quindi la turnazione dei singoli posti letto, attraverso la loro riorganizzazione nei tre reparti considerati. Questo doppio turno si svolge dalle ore alle ore e dalle ore alle ore La proposta nasce dalle necessità evidenziate durante lo stage presso l ufficio Lean, di effettuare, anche al mattino, le dimissioni dei pazienti in maniera tale da consentire l accesso in reparto di nuovi pazienti in questa parte della giornata. Nel modello, si è agito ancora una volta sui moduli Hold e precisamente, sono state inserite le fasce orarie desiderate. L espressione che consente di fare quanto detto è la seguente: ( CalHour(TNOW) >= 8 && CalHour(TNOW) <= 11 ) ( CalHour(TNOW) >= 15 && CalHour(TNOW) <= 18 ) che indica la dimissione nella prima fascia oraria oppure (impostato con l operatore logico or rappresentato dal simbolo ) nella seconda. Proposta C La terza proposta, a differenza delle precedenti, non riguarda le modalità di dimissione bensì incide sull organizzazione della degenza dei pazienti programmati. Questa proposta è detta Week Hospital, in quanto prevede di accettare i pazienti programmati ogni lunedì mattina alle ore al fine di consentire l erogazione dei servizi, in maniera ottimale, durante l arco della settimana. A tal proposito la degenza media è portata a 144 ore e il numero di accessi settimanali è stabilito in quattro unità. Lo scenario si presenta in alternativa all attuale situazione nella quale, i pazienti programmati si accettano in base alla disponibilità di posti letto e il loro ingresso può avvenire in qualsiasi giorno della settimana. Lo scopo del Week Hospital è quello di standardizzare il processo di cura dei pazienti programmati. Nel modello, si è intervenuto sul modulo Create afferente ai pazienti presi in considerazione, definendo un interarrivo costante di quattro pazienti pari a sette giorni e modificando la prima creazione di tali entità portandola, nella simulazione, al primo lunedì mattina alle ore Quanto appena descritto viene riportato nella successiva figura. 105

106 Figura 61 Schermata di impostazione dei parametri del modulo Arrivo Programmato Proposta D La quarta proposta prevede la simulazione di un obiettivo aziendale che consiste nel portare la degenza media dei pazienti delle Medicine Interne a 10 giorni anziché degli attuali 11 giorni. A tal fine, è stata calcolata, sulla base della distribuzione attuale delle degenze, una nuova distribuzione con valor medio di 10 giorni: tale distribuzione è una distribuzione di Weibull definita dall espressione 3 + WEIB (254, 1.17) ed è stata inserita nel modulo Process denominato Urgente. Tale espressione è stata ottenuta mediante il tool Input Analyzer di Arena, mentre i singoli valori rappresentati dalla precedente distribuzione sono stati ottenuti sottraendo un fattore comune a tutti i casi di degenza utilizzati per la definizione della distribuzione della situazione attuale. Il fattore sottratto ha consentito di ottenere una degenza media di dieci giorni Confronto degli scenari Gli scenari confrontati sono rappresentati dal modello raffigurante la situazione attuale e dai quattro modelli raffiguranti le altrettanti proposte di miglioramento, definite in precedenza, mentre i criteri utilizzati sono costituiti: dal numero medio di ore di attesa per ingresso e uscita da ciascun reparto per il generico paziente, indicate con il simbolo H; dal numero di pazienti serviti per ciascun reparto, indicate con il simbolo N; dal tasso di utilizzo dei posti letto per ciascun reparto, indicati con il simbolo S. 106

107 I valori H sono stati ottenuti sommando le ore trascorse in attesa per ciascuno dei possibili rami in entrata o in uscita dal reparto, pesate dal rapporto tra i pazienti che percorrono il ramo fratto il totale dei pazienti che hanno fatto accesso al reparto. A titolo esemplificativo viene indicato in quale modo è stato calcolato il valore H per lo scenario attuale riguardante le Medicine Interne riportato nel riquadro in giallo, della figura n.62, nella riga MED, pari a ore. Figura 62 Screenshot del foglio Excel utilizzato per la determinazione dei valori dei criteri usati. La figura precedente mostra lo screenshot del foglio di Excel in cui sono indicati i valori necessari a definire i tre elementi H, N e S per lo scenario denominato Scenario Attuale. I valori nel campo Total Number Seized definiscono i tre parametri N di ciascun reparto, mentre i relativi parametri S sono ottenuti moltiplicando per un fattore cento i valori presenti nel campo Instantaneous Utilization. Si riportano di seguito i valori ottenuti in ciascuno dei reparti analizzati per ciascun criterio e per ogni scenario individuato. Figura 63 Tabella riassuntiva contenete i valori dei tre criteri per lo scenario attuale e le quattro proposte individuate. Dalla figura n.63, si evince chiaramente che tutti gli scenari proposti sono idonei ad apportare miglioramenti allo scenario attuale. Si nota, infatti, che gli scenari i quali prevedono una diversa modalità di dimissione apportano sensibili riduzioni del parametro H per ciascuno dei reparti considerati, in modo 107
108 particolare tali riduzioni risultano più accentuate nello scenario che prevede la dimissione durante l intera settimana. Ciò comporta, altresì, la riduzione del tasso di occupazione (espresso dal parametro S): questa riduzione trae motivazione dalla circostanza che, essendo inferiore il tempo non a valore trascorso in attesa della dimissione, risulterà inferiore anche il lasso di tempo in cui il posto letto è occupato. Anche per il parametro N, indicante il numero di pazienti serviti, si osservano valori migliori rispetto a quanto riportato per lo scenario attuale. Quest ultima affermazione deriva dal fatto che il minor tempo trascorso in attesa di essere dimessi genera una più celere liberazione della risorsa che si traduce in un minor tempo trascorso in attesa di un posto letto libero e in un incremento dei pazienti serviti. Quando appena detto non sembra valere con riferimento al parametro N per il reparto di Medicina d Urgenza, riguardante lo scenario che prevede la dimissione anche nel fine settimana. Per gli altri scenari, sia quello che prevede la standardizzazione degli ingressi programmati sia quello in cui è ridotta la degenza media nelle Medicine Interne, i parametri assumono valori più performanti rispetto allo scenario attuale, anche se tale miglioramento risulta meno evidente rispetto agli scenari commentati in precedenza. Ciò in quanto, le proposte riguardano esclusivamente il reparto delle Medicine Interne, per il quale si notano importanti risultati, ed è, dunque, la migliore gestione del reparto MED che trascina l intero flusso consentendo di ottenere miglioramenti anche nei restanti reparti, in maniera più accentuata per lo scenario a degenza ridotta. Nello specifico analizzando il parametro H nello scenario WH emerge come questo sia leggermente inferiore al relativo parametro dello scenario MED 10gg. Ciò è dovuto alla riduzione dell attesa dei pazienti programmati all accesso nella struttura ospedaliera. Al contrario, tra questi due scenari, il parametro S assume valori preferibili per lo scenario con MED 10gg, in quanto la degenza risulta ridotta di un giorno. Dall analisi congiunta dei cinque scenari, si nota come la dimissione anche nel fine settimana comporti la più elevata riduzione del parametro H in ogni reparto e del parametro S, fatta eccezione del reparto di Medicine Interne per il quale, invece, prevale lo scenario caratterizzato da un minor tempo medio di degenza. Infine, il parametro N assume valori maggiori, e quindi preferibili, per tutti i reparti nello scenario caratterizzato dal doppio turno di dimissione. Nel presente lavoro, sono sati valutati i suddetti parametri anche in scenari caratterizzati da combinazioni a due e a tre delle proposte individuate. Si analizzerà prima il caso con la doppia combinazione e successivamente quello con la tripla combinazione. 108

109 In tabella sono riportati gli scenari costituiti dalla combinazione di due proposte e lo scenario attuale. Figura 64 Tabella riassuntiva contenete i valori dei tre criteri per lo scenario attuale e per le combinazioni a coppia delle quattro proposte. Anche in questo caso le proposte individuate sembrano tutte apportare vantaggi al flusso del paziente rispetto allo scenario attuale. Per quanto concerne il parametro relativo al tempo non a valore, si evince dalla precedente figura come questi assuma misure preferibili nello scenario costituito dalla combinazione delle modalità di dimissione con una riduzione del 92%, 74% e 73%, rispettivamente per i reparti di Osservazione, Medicina d Urgenza e Medicine Interne, rispetto allo scenario attuale. Discorso completamente inverso vale per lo scenario caratterizzato dalla combinazione della proposta Week Hospital e della proposta di riduzione della degenza media nelle Medicine Interne, per le quali, al contrario, si annota la minore riduzione. Per tutte le altre combinazioni H assume valori intermedi ai precedenti due scenari, con valori preferibili per quelli in cui è consentita la dimissione anche nel fine settimana (ad eccezione dello scenario 7/7 - WH relativo alla Medicina d Urgenza). Il parametro relativo al numero di pazienti serviti risulta incrementato negli scenari combinati rispetto allo scenario attuale e quindi preferibile. A differenza di quanto avvenuto per il parametro H, per tale criterio lo scenario che apporta maggiori benefici risulta quello caratterizzato dalla dimissione anche nel fine settimana e da una gestione dei pazienti programmati in modalità Week Hospital. Tuttavia, non è possibile individuare uno scenario comune per i tre reparti che apporti nel contempo valori migliori rispetto allo scenario attuale e valori in misura preferibile rispetto a tutti agli altri scenari combinati. Dall analisi svolta sul parametro S risulta che esso assume valori preferibili per tutti i reparti in tutti gli scenari combinati rispetto al medesimo valore pervenuto per lo scenario attuale. In particolare, si nota che S assume: nelle Medicine Interne il valore migliore per lo scenario WH - MED 10gg mentre il peggiore negli scenari contraddistinti dalla combinazione di una delle modalità di dimissione e di WH (lo scarto tra i due scenari è di 0.03 punti percentuali). Nella Medicina d Urgenza e nell Osservazione, invece, si registra il valore migliore in 109

110 corrispondenza dello scenario con la doppia modalità di dimissione e il peggiore nello scenario caratterizzato dalle proposte che attengono prettamente a modifiche nella gestione delle Medicine Interne. Si può notare ancora una volta che la riduzione della degenza media nelle Medicine Interne e l introduzione del Week Hospital apporta benefici anche ai reparti di Osservazione e Medicina d Urgenza, seppure in maniera contenuta rispetto agli scenari caratterizzati da almeno una modifica delle modalità di dimissione dei pazienti. Si procede ora con l analisi degli scenari caratterizzati dalla compresenza di tre delle quattro proposte individuate raffrontandoli con lo scenario attuale. Figura 65 Tabella riassuntiva contenete i valori dei tre criteri per lo scenario attuale e per le combinazioni a tre delle quattro proposte. Ancora una volta i nuovi scenari risultano migliorativi rispetto a quello attuale. Il parametro H assume valori preferibili nello scenario costituito da entrambe le nuove modalità di dimissione e dal WH per l Osservazione e la Medicina d Urgenza, mentre per le Medicine Interne dallo scenario caratterizzato da entrambe le modalità di dimissione e dalla riduzione delle degenza media. In particolare, per l Osservazione la riduzione si attesta al 91%, per la Medicina d Urgenza al 68% e per le Medicine Interne al 77%. La minima riduzione del tempo non a valore, invece, si registra nello scenario che prevede la standardizzazione degli ingressi dei pazienti programmati, la riduzione della degenza media nelle Medicine Interne e il doppio turno di dimissione. Come si può notare dalla figura n.65, i valori di tale criterio sono per quest ultimo scenario leggermente superiori rispetto a quelli del medesimo scenario nel quale però il doppio turno viene sostituito dalla dimissione anche nel fine settimana. La ragione di tale variazione è certamente da associare alla diversa modalità di dimissione. Per quanto concerne il criterio N gli scenari più performanti sono: per le Medicine Interne e per la Medicina d Urgenza il primo tra le combinazioni riportate in figura e per l Osservazione lo scenario 7/7 - WH - MED 10gg. Si rileva che la combinazione di tre proposte rispetto a quella di due comporta un minor scarto tra il valore massimo e minimo dei pazienti serviti in Medicina d Urgenza, determinando una certa congruenza su tale criterio. 110

111 Per il parametro S, infine, si osserva come gli scenari caratterizzati dalla coesistenza delle proposte WH e MED 10gg apportino maggiori vantaggi per le Medicine Interne e, nel contempo, minori vantaggi per gli altri due reparti. Ancora una volta si evince che queste proposte consentono di ottenere valori preferibili circa il tasso di occupazione dei posti letto anche nell Osservazione e nella Medicina d Urgenza rispetto allo scenario attuale. Come ultima analisi si confrontano tutti gli scenari sopra riportati con l aggiunta di un ulteriore scenario costituito dall insieme di tutte le proposte individuate. Si riportano nella successiva figura i valori dei tre criteri per tutti i reparti e per tutti gli scenari considerati. Figura 66 Tabella riassuntiva contenete i valori dei tre criteri per tutti gli scenari considerati. Dalla figura n.66 appare chiaro che la coesistenza di tutte e quattro le proposte apporti vantaggi in tutti i criteri soltanto nel reparto delle Medicine Interne, potendo trascurare il lieve scarto peggiorativo di quattro pazienti per il criterio N rispetto al miglior valore registrato per tale reparto. Per l Osservazione e per la Medicina d Urgenza, anche se i parametri assumono valori molto performanti, si può constatare che la coesistenza delle quattro proposte non rappresenta lo scenario migliore individuabile. Alla luce di quanto detto fino ad ora risulta impossibile, mediante una mera analisi comparata dei valori riportati, definire uno scenario preferibile a tutti gli altri, che valga altresì per tutti i reparti. Per tale ragione, sono state utilizzate due tecniche di analisi, che saranno descritte nel successivo paragrafo, che consentiranno di individuare in maniera chiara quale sia lo scenario migliore. 111
112 4.4. Individuazione dello scenario migliore Tecniche di analisi Per affrontare e risolvere decisioni multicriterio, è necessario far ricorso all analisi multicriterio per scopo decisionale (Multi Criteria Decision Analysis, MCDA), ossia a quella disciplina diretta a supportare il decisore qualora questi sia chiamato ad effettuare valutazioni conflittuali, comunque finalizzate all individuazione di una chiara soluzione di compromesso. Premesso che nelle attività complesse bisogna assumere decisioni, per cui si ritiene opportuno puntualizzare che con il termine decisione si intende la scelta di intraprendere un'azione, tra più alternative disponibili (opzioni), da parte di un individuo o di un gruppo (decisore). Le decisioni possono essere semplici, quando coinvolgono un numero limitato di alternative e di criteri; oppure complesse, se sono caratterizzate dalla presenza di più criteri anche contrastanti tra loro. In quest ultima ipotesi, sarà fondamentale il ricorso a strumenti capaci di aiutare il decisore ad effettuare una scelta informata. Infatti, la circostanza che vi siano criteri in contrasto tra loro comporta l immediata conseguenza che non si è in presenza di un unica alternativa da poter considerare migliore delle altre qualsiasi sia il punto di vista adottato; inoltre, non sempre è possibile quantificare numericamente il valore di uno scenario rispetto a un determinato criterio, in quanto si tratta spesso di valutazioni soggettive e non esprimibili numericamente da parte del decisore. Ciò premesso, il processo decisionale è scandito da varie fasi: dopo la formulazione di alternative o scenari, saranno valutate le alternative, cioè le conseguenze e l impatto che esse hanno sul futuro; per poi effettuare la scelta, ossia la selezione di un opzione, tra quelle prese in considerazione, in base all esito della valutazione effettuata. I metodi di analisi multicriterio, insomma, supportano il decisore nella fase di organizzazione e sintesi di informazioni complesse e spesso di natura eterogenea. Tale metodologia permette al decisore di analizzare e valutare diverse alternative, monitorandone l impatto sui differenti attori del processo decisionale. Nelle decisioni multicriterio, le caratteristiche del problema sono la presenza di un singolo decisore, m alternative o scenari, e n criteri o attributi. In particolare, si cercherà di stabilire quale sia lo scenario migliore tra un insieme finito di possibili alternative secondo un insieme finito di criteri. Gli scenari verranno elencati esplicitamente con i simboli A1, A2,, Am; mentre il punteggio assunto da uno scenario quando valutato secondo un determinato aspetto verrà indicato con cij, che potrà anche contenere valutazioni qualitative e non necessariamente quantitative. Il problema di stabilire lo scenario migliore si può formulare 112
113 e rappresentare con una matrice, c.d. matrice m x n delle decisioni [cij], che raccoglie al suo interno, per ogni elemento, il punteggio che assume un certo scenario rispetto al determinato criterio, ossia valuta gli m scenari secondo gli n criteri. In letteratura, sono stati proposti molti metodi e modelli diversi per cercare di risolvere il problema di stabilire la scelta migliore o quantomeno di aiutare il decisore a prendere una scelta ben informata. Uno di questi modelli, caratterizzato dal fatto di essere creato appositamente al fine di fornire un supporto all attività decisionale multicriterio in particolare per quelle situazioni nate nell ambito della gestione dei sistemi complessi, è l AHP 67, acronimo di Analythic Hierarchy Process L Analythic Hierarchy Process - AHP L AHP è un metodo molto utilizzato, introdotto nel 1980 da parte di Thomas Saaty 68, che vanta al momento centinaia di applicazioni, tant è che una ricerca condotta da parte del sito (sito che raccoglie migliaia di articoli scientifici) ha individuato quasi articoli pubblicati su giornali scientifici internazionali in merito a tale metodologia. L AHP consente prevalentemente di assegnare una priorità ad una serie di alternative decisionali (stimoli) o di mettere in relazione criteri caratterizzati da valutazioni qualitative e quantitative e quindi non direttamente confrontabili, combinando scale multidimensionali di misure in una singola scala di priorità 69. Il metodo si basa su una serie di confronti a coppie fra i criteri attribuendo ad essi un punteggio di importanza relativa e termina con l assegnazione di un peso percentuale. Naturalmente la somma di tutti i pesi percentuali deve essere pari al 100%. I punteggi da utilizzare ad ogni confronto sono, in linea di massima, arbitrari e corrispondono generalmente al numero di livelli qualitativi da considerare durante i confronti a coppie. L idea di fondo sul quale si base l AHP, dunque, è quella di attribuire, tra un insieme di criteri e un insieme si scenari tra cui dover effettuare la decisione, un peso per rappresentare l importanza di ogni criterio e di ogni scenario: ogni scenario è valutato rispetto a tutti i criteri di valutazione e ogni valutazione è sempre effettuata prendendo due criteri o scenari 67 Un altro metodo elaborato in letteratura è l ELECTRE, che come l AHP consiste in un approccio da poter utilizzare in presenza di decisioni multicriterio, con obiettivi in contrasto tra loro e con aspetti sia quantitativi che qualitativi. Tuttavia, il ricorso a tale metodo comporta che il decisore ha poco controllo sul metodo e che quest ultimo dipende dalla scelta di due parametri di soglia difficilmente identificabili. 68 T.L. Saaty, The Analytic Hierarchy Process, McGraw-Hill, New York J. Figueira, S. Greco, M. Ehrgott, Multiple Criteria Decision Analysis: State of the Art Surveys, International Series in Operations Research and Management Science, vol. 78, Springer-Verlag, Boston
114 per poi chiedere al decisore di stabilire qualitativamente chi dei due è migliore e di quanto lo sia, in modo tale che, proprio partendo dalle valutazioni sugli obiettivi e sugli scenari forniti dal decisore, il metodo produce una graduatoria degli scenari. Pertanto, è evidente come il processo decisionale sia sostanzialmente guidato dalle valutazioni del decisore 70. L AHP, dunque, si presenta, non solo come un metodo particolarmente efficace perché idoneo a ridurre problemi complessi per i quali non è possibile stabilire immediatamente quale sia l alternativa migliore tra una serie di valutazione opposte; ma è anche un metodo estremamente semplice dato che considera due sole alternative alla volta e quindi si riesce a valutare quale delle due è la migliore sotto un singolo aspetto. Le valutazioni a coppia che ne sono scaturite, saranno tradotte in una graduatoria che tiene conto della relativa importanza (sia qualitative che quantitative) dei diversi criteri. Ma non solo: la semplicità è data altresì dalla circostanza che esso non richiede lo sviluppo di software di un sistema di decisioni complesse che includa automaticamente tutte le conoscenze e le valutazioni dei decisori. Entrando ancora di più nel dettaglio nella descrizione di tale modello, risulta doveroso precisare che si tratta di un metodo analitico, in quanto riesce a convertire le valutazioni e le convinzioni dei decisori in numeri; di un metodo gerarchico, nel senso che le decisioni complesse sono ridotte a una serie di mere valutazioni tra coppie; ed infine si traduce in un processo decisionale, perché idoneo a raggiungere una conclusione seguendo una serie di passi prefissati. L implementazione dell AHP richiede il susseguirsi di quattro diverse fasi: 1. calcolo del vettore dei pesi degli obiettivi; 2. calcolo dei punteggi degli scenari; 3. graduatoria degli scenari; 4. controllo della consistenza, ossia la verifica della congruenza delle scelte effettuate dal decisore. Nella prima fase, viene costruita la matrice dei paragoni dei criteri A, di dimensione n x n, costituita dagli elementi ajk i quali rappresentano l importanza del criterio j rispetto al criterio k. Quindi, viene chiesto al decisore di stabilire l importanza relativa tra due criteri, imponendo che il prodotto tra due importanze relative di criteri sia uguale a uno; ciò significa che: a) ogni elemento ajk rappresenta l importanza del criterio j rispetto al criterio k: 70 M. Pranzo, Problemi Decisionali Multicriterio, Master GINTS, Università degli Studi di Siena,
115 se ajk > 1, j è più importante di k; se ajk < 1, j è meno importante di k; se ajk = 1, j e k hanno la stessa importanza; b) e deve valere che ajk * akj = 1. L importanza relativa dei due criteri è misurata su una scala numerica, riportata nella tabella sottostante, la quale traduce il giudizio umano in valori numerici. Valore Interpretazione 1 j e k sono ugualmente importanti 3 j è leggermente più importante di k 5 j è mediamente più importante di k 7 j è fortemente più importante di k 9 j è assolutamente più importante di k 1/3 j è poco meno importante di k 1/5 j è abbastanza meno importante di k 1/7 j è decisamente meno importante di k 1/9 j è assolutamente meno importante di k Chiaramente, se j è leggermente più importante di k allora ajk =3 e akj =1/3. Nell ipotesi in cui sia necessaria maggior precisione, è possibile assegnare anche valori intermedi non presentati nella tabella (ad esempio 2, 4, 6, 8, 1/2, 1/4, ecc ). Sempre in questo primo step, si devono eseguire due distinte operazioni riguardanti la normalizzazione dei valori delle colonne e la mediazione dei valori sulle righe, attraverso le quali è possibile passare da una matrice ad un vettore, che rappresenta l importanza relativa dei vari criteri. In particolare, la matrice dei paragoni degli obiettivi normalizzati Anorm si ottiene rendendo uguali ad uno le somme dei valori su ogni colonna; mentre il vettore dei pesi degli obiettivi w si ottiene mediando i valori di ogni riga di Anorm. Effettuata la prima fase, si procede con la seconda, nella quale si ottiene la matrice dei punteggi degli scenari congiungendo una serie di vettori, uno per ogni criterio. Nel dettaglio, si calcola in primo luogo la matrice dei punteggi degli scenari S di dimensioni m x n, considerando che ogni elemento sij rappresenta l importanza dello scenario i rispetto al criterio j. In secondo luogo, dovrà essere costruita una matrice di paragoni a coppia Bj per ogni criterio j, considerando che ogni elemento b j ih rappresenta la valutazione del DM (Decision Maker) dello scenario i comparato allo scenario h rispetto al criterio j. È necessario puntualizzare che i vettori di valutazione degli scenari secondo i criteri sono ottenuti 115
116 generando una matrice di paragoni a coppia per ogni criterio e che il decisore deve rispondere ai paragoni di due scenari secondo un criterio, utilizzando la scala sopra riportata. Da ogni matrice Bj si ottiene un vettore di punteggi s j applicando la stessa procedura del primo step; quindi la matrice dei punteggi S è ottenuta unendo le colonne sj dei vettori dei punteggi. Il terzo step prevede la determinazione del vettore dei punteggi v, il quale si ottiene dal vettore dei pesi w e dalla matrice dei punteggi S: pertanto, risulta v = S * w. L elemento vi rappresenta il punteggio assegnato allo scenario i. Infine, gli scenari devono essere ordinati in modo decrescente, in modo tale da ottenere la graduatoria degli stessi. L ultima fase consiste nel calcolo dell indice di consistenza CI (Consistency Index), che misura il grado di inconsistenza delle scelte del DM, in quanto le sue valutazioni potrebbero essere soggette a piccole incongruenze; pertanto l indice di consistenza è volto a valutare il valore delle inconsistenze tollerando piccoli valori (al di sotto di una soglia) e considerando che un decisore perfetto ottiene CI = 0. Tale indice si calcola individuando prima il valore x definito come il rapporto tra l elemento j di A * w e l elemento wj del vettore w, e successivamente sottraendo a tale valore x il numero n rappresentante la dimensione della matrice, il tutto diviso per n 1. A questo punto, si definisce il Random Consistency Index RI, secondo la seguente tabella, dove alla dimensione della matrice A è associato il relativo valore di RI: RI n Infine, si determina il rapporto di consistenza (Consistency Ratio, CR): CR = CI/RI. Per poter considerare la matrice A consistente, viene posto come vincolo CR < 0.1 (10%). Oltre a presentarsi come un modello particolarmente efficace, semplice e attendibile come sopra anticipato, l AHP si presenta come un modello estremamente flessibile, in grado di perseguire obiettivi multipli e contrastanti, orientato a prendere decisioni sia qualitative che quantitative; nonché, come un modello particolarmente robusto, perché comprende aspetti soggettivi e oggettivi e controlla la consistenza delle scelte. Ulteriori vantaggi sono espressi dalla circostanza che si tratta di un processo guidato dal DM nel quale le decisioni complesse sono ridotte a paragoni e i calcoli (ovvero poche operazioni matriciali non eccessivamente complesse da implementare) sono guidati dai giudizi del DM. 116
117 L indice I È stato utilizzato, nel presente lavoro, anche un secondo metodo di analisi delle simulazioni che prevede l utilizzo di un indice da me proposto, che prende in considerazione i tre criteri precedenti e che utilizza i valori riportati nella figura n.66. Tale indice I è pari a: I = N H S L indice I è stato immaginato in maniera da assumere un valore superiore per uno scenario preferibile ad un altro, perciò è stato posto: il valore N al numeratore, la maggiore dimensione di questo parametro indica un più elevato numero di ingressi determinato da una maggiore turnazione dei posti letto; il valore H al denominatore in quanto è preferibile disporre di un sistema con un basso numero di ore trascorse in attesa, e quindi di un basso parametro per il tempo non a valore; il valore S al denominatore, anche se può sembrare un controsenso ma, disporre di tale valore in misura bassa, a parità di pazienti serviti, si traduce in un minore tempo non a valore trascorso in reparto. Nel successivo paragrafo verranno presentati gli esiti delle precedenti tecniche esposte Lo scenario migliore Le tecniche appena descritte hanno portato alla formulazione di particolari conclusioni e soprattutto all individuazione dello scenario migliore, cioè di quello scenario idoneo ad apportare i più significativi miglioramenti alla realtà attuale nell ottica di ottimizzare quanto più possibile il flusso del paziente dell Area Medica. A tale scopo, la tecnica AHP è stata applicata per cinque volte. In particolare, per ognuna di esse, lo scenario attuale è stato confrontato con: a) i quattro scenari relativi a una singola proposta; b) i sei scenari composti da combinazioni di due delle quattro proposte; c) i quattro scenari composti da combinazioni di tre delle quattro proposte; d) i tre scenari migliori individuati in a), b) e c) con lo scenario composto da tutte e quattro le proposte; E bene precisare che tutti i confronti sono avvenuti per ciascuno dei reparti singolarmente considerati, e successivamente il punteggio associato a ognuno di essi è stato mediato con il 117

118 punteggio del medesimo scenario relativo agli altri reparti, in maniera tale da fornire un ranking che consideri lo scenario per l intero percorso. I valori afferenti all importanza relativa dei criteri sono stati forniti dal responsabile dell ufficio Lean dell AOUS, il quale ha valutato che il criterio N ha una importanza pari a 1/7 rispetto al criterio H e pari a 1/5 rispetto al criterio S, mentre il criterio H ha una importanza pari 3 rispetto al criterio S. Questo porta ad avere un peso pari a 0.073, e rispettivamente per il criterio N, H e S. Per il confronto a coppia degli scenari sulla base del parametro N sono stati definiti, sempre da parte del medesimo responsabile, i seguenti fattori di importanza: per l Osservazione il passaggio da un fattore di importanza al successivo avviene con un incremento di 8 unità, per la Medicina d Urgenza l incremento avviene superate le 2.5 unità e infine per le Medicine Interne pari a 5 unità. Per il confronto in base al parametro H sono state utilizzate le soglie 8, 5 e 3.5 ore rispettivamente per OBI, MU e MED mentre in base al parametro S sono stati definiti come valore di soglia una diminuzione del tasso di utilizzo di 1.8, 2 e 1.5 punti rispettivamente per OBI, MU e MED. E necessario precisare che, per tutti i confronti svolti, il Consistency Ratio CR assume valori inferiori di un decimo rispetto al limite individuato in 0.1, pertanto tutte le decisioni prese risultano consistenti e dunque accettabili. Per quanto riguarda a), nella figura n.67 sono riportati i ranking degli scenari ottenuti per ciascun reparto, comprensivi del valore percentuale assunto per ciascuno scenario. Nell ultimo riquadro della figura è riportato il ranking ottenuto mediando le precedenti percentuali. Figura 67 Ranking degli scenari composti da una singola proposta ottenuto mediante la tecnica AHP. La tecnica AHP identifica lo scenario più vantaggioso in quello che prevede le dimissioni anche il fine settimana. È facile notare che, seppure la riduzione della degenza media a 10 giorni nelle Medicine Interne apporti dei miglioramenti rispetto alla situazione attuale (anche in termini di stress e sopportazione emotiva da parte dei pazienti), il beneficio risulta inferiore rispetto a quelli eventualmente apportati intervenendo sulle modalità di dimissione. Il risultato ottenuto con l applicazione della tecnica che prevede l utilizzo dell indice I è concorde con quello scaturito dalla tecnica AHP. Ciò avvalora la conclusione secondo la 118

119 quale è necessario modificare le modalità di dimissioni al fine di apportare concreti miglioramenti alle attività dei professionisti, nonché alla soddisfazione dei pazienti e dei vertici aziendali. La figura successiva sintetizza quanto appena detto. Figura 68 Ranking degli scenari composti da una singola proposta ottenuto mediante l indice I. Per quanto concerne b), sia la tecnica AHP sia la tecnica che prevede l utilizzo dell indice I identificano lo scenario composto dalla doppia modalità di dimissione come lo scenario migliore. Le figure successive mostrano prima il ranking individuato con l AHP e poi quello individuato con l indice I. Figura 69 Ranking degli scenari composti dalla combinazione di due proposte ottenuto mediante la tecnica AHP. Figura 70 Ranking degli scenari composti dalla combinazione di due proposte ottenuto mediante l'indice I. Dalle precedenti figure si può notare come la riduzione della degenza media nelle Medicine Interne, seppure apporti modifiche prettamente al reparto di riferimento, genera di conseguenza un miglioramento per l intero flusso del paziente. Anche per il confronto c) l esito delle due tecniche è concorde nell individuare lo scenario caratterizzato da entrambe le modalità di dimissione combinate con la proposta Week Hospital come lo scenario che apporta maggiori vantaggi al flusso del paziente. Quanto detto è riportato nelle successive figure. 119

120 Figura 71 Ranking degli scenari composti dalla combinazione di tre proposte ottenuto mediante la tecnica AHP. Figura 72 Ranking degli scenari composti dalla combinazione di tre proposte ottenuto mediante l'indice I. L ultimo confronto, contrassegnato dalla lettera d), riguarda: lo scenario attuale, i tre scenari migliori individuati nei precedenti confronti e lo scenario caratterizzato dalla contestuale presenza delle quattro proposte. Quest ultimo confronto decreterà lo scenario migliore individuabile per ottimizzare l intero flusso del paziente dell Area Medica che riguarda i reparti di Osservazione, Medicina d Urgenza e Medicine Interne comprendendo sia pazienti definiti urgenti, in quanto provenienti dal Pronto Soccorso oppure da altri reparti interni alla struttura, che pazienti definiti programmati. È stata adottata la procedura che prevede di utilizzare più volte la tecnica AHP in quanto questa consente il confronto di un numero massimo di dieci scenari mantenendo valori accettabili del Consistency Index CI e del Consistency Ratio CR. Sono riportati nella figura n.73 i valori dei tre criteri per lo scenario composto dalle quattro proposte individuate. Figura 73 Tabella riassuntiva contenete i valori dei tre criteri per lo scenario composto dalle quattro proposte. Risulta immediatamente evidente come tale scenario apporti sensibili miglioramenti per tutti i criteri e per tutti i reparti. Tuttavia non è possibile decretare uno scenario migliore tra quelli considerati attraverso una mera analisi dei dati. Si ritiene necessario ancora una volta l utilizzo delle tecniche di analisi individuate. Come riportato nella successiva figura lo scenario migliore risulta essere quello composto da tutte le proposte individuate. 120

121 Figura 74 Lo scenario migliore individuato mediante la tecnica dell'ahp. Attraverso la tecnica che prevede l utilizzo dell indice I lo scenario migliore risulta essere quello contraddistinto dalla combinazione di solo due proposte, nello specifico quelle che prevedono la riorganizzazione delle modalità di dimissione. Figura 75 Lo scenario migliore individuato mediante l'indice I. Tale disuguaglianza deriva probabilmente dal fatto che per l AHP è stato assegnato un peso ad ogni criterio stabilito pari a per N, per H e per S a differenza dell indice I, e dal fatto che per l AHP a differenza dell indice I l assegnazione dei punteggi finali è determinato in misura percentuale. Ad ogni modo, è doveroso puntualizzare che l AHP, come l indice I, identificano per l Osservazione quale scenario migliore quello composto dalle sole due combinazioni di modalità di dimissione. È altresì vero, che tale scenario anche per la Medicina d Urgenza ottiene punteggi di elevata rilevanza, e che addirittura mediante l indice I risulta il migliore anche per tale reparto. Alla luce di quanto detto fino ad ora, lo scenario che apporta maggiori vantaggi all intero flusso del paziente risulta essere quello composto dalle quattro proposte individuante: lo scenario che prevede la dimissione per tutti i giorni della settimana con il doppio turno di dimissione, la standardizzazione degli accessi dei pazienti programmati e la riduzione della degenza media nelle Medicine Interne per i pazienti urgenti portata a dieci giorni. Nella figura n.76 è riportato il ranking composto da tutti gli scenari considerati. 121

122 Figura 76 Lo scenario migliore individuato con l'indice I Ulteriori considerazioni L ultimo step del presente lavoro consiste nel verificare quali vantaggi apporterebbe l utilizzo congiunto delle quattro proposte presentate. A tal fine, lo scenario contraddistinto dalla coesistenza delle quattro proposte è stato messo a confronto con uno scenario che prevede l utilizzo di risorse maggiorate del 7% (questa operazione consegue l effetto di disporre di due posti letto aggiuntivi in Osservazione, uno in Medicina d Urgenza e cinque nelle Medicine Interne), con lo scenario attuale e con uno scenario che prevede l utilizzo congiunto delle quattro proposte, ma condizionato da un incremento del 5% di pazienti provenienti dal Pronto Soccorso e da trasferimenti interni e del 25% per i pazienti programmati. Si ritiene doveroso precisare che quest ultimo scenario è stato considerato allo scopo di valutare se il suo utilizzo consente di diminuire la percentuale di domanda inevasa alla prima richiesta dai reparti di Osservazione e Medicina d Urgenza per un posto letto nel reparto delle Medicine Interne. L importanza relativa assegnata ai diversi parametri utilizzati con l AHP è la medesima descritta in precedenza e ancora una volta il Consistency Ratio CR dimostra la consistenza delle scelte fatte. 122
123 Nelle successive figure sono riportati prima i valori ottenuti per i tre nei criteri nei diversi reparti e successivamente i ranking individuati mediante la tecnica AHP e l indice I per i nuovi scenari considerati. Figura 77 Tabella riassuntiva contenete i valori dei tre criteri per i nuovi scenari. Dall analisi dei valori riportati nella figura n.77 risulta in maniera chiara come l incremento delle risorse apporti i maggiori vantaggi per i parametri H e S, a differenza del parametro N il quale risulta in linea con i relativi valori dello scenario attuale (ad eccezione dell Osservazione). Nel secondo scenario considerato si nota come i valori dei parametri non risultano particolarmente condizionati dall incremento degli arrivi. Figura 78 Ranking individuati mediante la tecnica AHP Figura 79 Ranking individuati mediante l'indice I Con entrambe le tecniche appare evidente quanto sia più efficiente lo scenario costituito dalle quattro proposte rispetto ad altre; inoltre, se utilizzato in maniera ottimale, sarebbe certamente in grado di gestire, senza particolari difficoltà anche l incremento percentuale del numero degli arrivi. L eventuale utilizzo di una maggiore quantità di risorse, oltre che contraria alla filosofia Lean in quanto richiederebbe un maggiore esborso economico per la realizzazione, comporterebbe vantaggi inferiori di quelli che apporterebbe lo scenario migliore anche se condizionato dall incremento degli arrivi. 123
124 Conclusioni Nel presente elaborato si è cercato di dimostrare come la filosofia Lean, tipica del mondo manifatturiero, sia estendibile e facilmente applicabile anche all interno della realtà sanitaria. In particolare, dopo aver descritto le caratteristiche peculiari e i pilastri su cui si basa questa filosofia nonché la sua concreta applicazione da parte dell Azienda Ospedaliera Universitaria Senese, è stato implementato un modello simulativo grazie al quale è stato possibile individuare alcune delle criticità emerse in tale contesto e proporre, quindi, azioni correttive per risolverle. Il Lean Thinking, che si traduce in una lotta continua contro gli sprechi, è entrato a far parte della realtà senese con il Progetto Net-Visual Dea, il quale costituisce solo il punto di partenza di un progetto molto più ampio e ambizioso che si cercherà di estendere in tutto l ospedale, dato che già dalle sue prime applicazioni ha consentito il raggiungimento di eccellenti risultati. Il fine che si vuole raggiungere con l adozione di tale filosofia è quello di creare un azienda snella ove lavorano operatori che pensano snello: ciascun soggetto, qualunque sia la qualifica o la mansione attribuita, deve essere in grado da un lato di individuare ciò che crea valore e di ottimizzarlo quanto più possibile, e dall altro di identificare gli sprechi e quindi procedere allo loro eliminazione. Questa impostazione consentirà a tutto il contesto aziendale di ragionare nell ottica del miglioramento continuo: la filosofia Lean, insomma, non è affatto un ideale astratto, ma si presenta, al contrario, come un ideologia capace di trasformare un problema in un opportunità. Vale la pena citare almeno due delle tecniche concretamente adottate dall AOUS, se non altro perché hanno visto il mio diretto coinvolgimento durante il periodo di tirocinio svolto nell ufficio Lean: l A3 e il Visual Hospital. L adozione del primo strumento, introdotto dopo l attivazione di un corso aperto a tutti i dipendenti dell azienda, ha dimostrato come una tecnica estremamente semplice sia in grado di apportare significativi miglioramenti al lavoro quotidianamente svolto, e di eseguirlo con particolare interesse ed entusiasmo proprio perché ciascun operatore sarà in grado di proporre proprie azioni di miglioramento e creare, dunque, notevoli cambiamenti su aspetti importanti in tema di qualità di servizi erogati al paziente. Il secondo strumento, introdotto in un primo momento nelle Medicine Interne e dato i notevoli risultati è in fase di attuazione anche per l Area Chirurgica. Esso si presenta come uno strumento di problem solving strutturato che consente di monitorare costantemente la disponibilità di posti letto presenti in una struttura così da poter rendere immediatamente evidenti le operazioni correttive da implementare. 124
125 Gli ultimi capitoli della presente tesi sono stati focalizzati sulle simulazioni e sui relativi risultati, eseguite tramite il software Arena, le quali risultano finalizzate a garantire la regolarità del percorso di cura, e cioè all ottimizzazione del flusso del paziente nell Area Medica. La partecipazione e collaborazione con il Team Goals e l esperienza diretta sul campo mi hanno permesso di constatare alcune problematiche che creano malcontento nei pazienti che accedono alla struttura sanitaria, e che dunque possono tradursi in un disservizio. Gli esiti delle simulazioni hanno mostrato come dei semplici ripensamenti, in termini di modalità di organizzazione, siano sufficientemente idonei ad apportare miglioramenti all interno del contesto aziendale. Tali miglioramenti, che non necessitano né di esborsi economici né di particolari cambiamenti, possono considerarsi in linea con la filosofia Lean: essi, infatti, sono caratterizzati dall impiego ottimale delle risorse già esistenti e da una standardizzazione delle procedure. 125
126 APPENDICE A Sono riportati i report delle simulazione per le proposte individuate. Proposta A 126
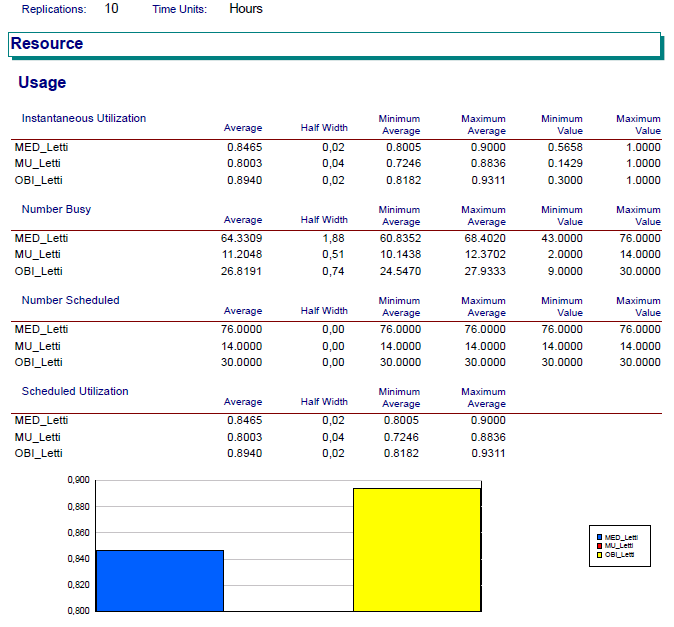
127 127
128 128
129 Proposta B 129
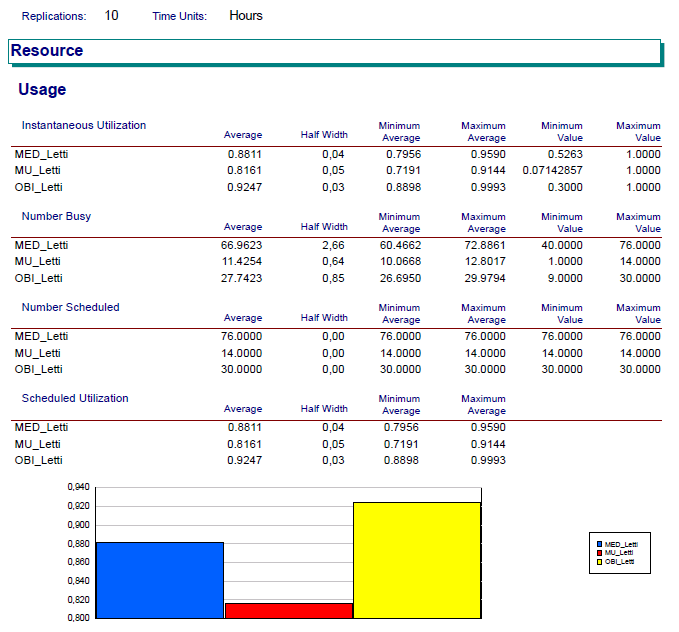
130 130
131 131
132 Proposta C 132
133 133
134 134
135 Proposta D 135
136 136
137 137
138 Lo scenario migliore 138
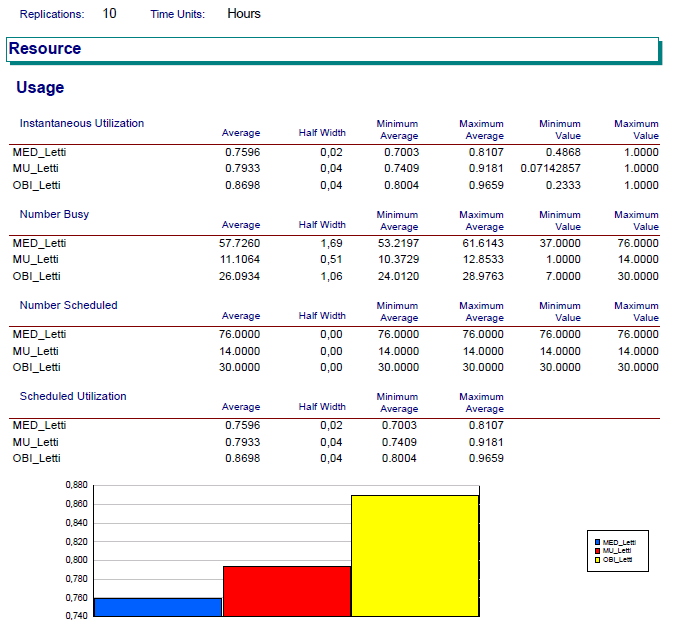
139 139
140 140
141 APPENDICE B Tecnica AHP applicata per reparto allo scenario con proposte singole. 141
142 142

143 APPENDICE C È riportato lo screeshot dell animazione per lo scenario attuale all ora
LA LEAN MANUFACTURING E TOYOTA. QualitiAmo La Qualità gratis sul web
 LA LEAN MANUFACTURING E TOYOTA GLI SPRECHI DA EVITARE Quali erano gli sprechi che Toyota voleva evitare, applicando la Produzione snella? Essenzialmente 3: le perdite di tempo legate alle rilavorazioni
LA LEAN MANUFACTURING E TOYOTA GLI SPRECHI DA EVITARE Quali erano gli sprechi che Toyota voleva evitare, applicando la Produzione snella? Essenzialmente 3: le perdite di tempo legate alle rilavorazioni
Principi del Lean Thinking per la sostenibilità in ambito sanitario
 Principi del Lean Thinking per la sostenibilità in ambito sanitario Dott. Ing. Paolo Abundo Dott. Ing. Luca Armisi Servizio di Ingegneria Medica Fondazione PTV Policlinico Tor Vergata di Roma Napoli, 12/04/2013
Principi del Lean Thinking per la sostenibilità in ambito sanitario Dott. Ing. Paolo Abundo Dott. Ing. Luca Armisi Servizio di Ingegneria Medica Fondazione PTV Policlinico Tor Vergata di Roma Napoli, 12/04/2013
La riorganizzazione della Supply Chain secondo i principi lean :
 Consulenza di Direzione Management Consulting Formazione Manageriale HR & Training Esperienza e Innovazione La riorganizzazione della Supply Chain secondo i principi lean : un passo chiave nel percorso
Consulenza di Direzione Management Consulting Formazione Manageriale HR & Training Esperienza e Innovazione La riorganizzazione della Supply Chain secondo i principi lean : un passo chiave nel percorso
IN COLLABORAZIONE CON OPTA SRL
 PROGRAMMARE LA PRODUZIONE IN MODO SEMPLICE ED EFFICACE IN COLLABORAZIONE CON OPTA SRL SOMMARIO 1. L AZIENDA E IL PRODOTTO 2. IL PROBLEMA 3. DATI DI INPUT 4. VERIFICA CARICO DI LAVORO SETTIMANALE 5. VERIFICA
PROGRAMMARE LA PRODUZIONE IN MODO SEMPLICE ED EFFICACE IN COLLABORAZIONE CON OPTA SRL SOMMARIO 1. L AZIENDA E IL PRODOTTO 2. IL PROBLEMA 3. DATI DI INPUT 4. VERIFICA CARICO DI LAVORO SETTIMANALE 5. VERIFICA
03. Il Modello Gestionale per Processi
 03. Il Modello Gestionale per Processi Gli aspetti strutturali (vale a dire l organigramma e la descrizione delle funzioni, ruoli e responsabilità) da soli non bastano per gestire la performance; l organigramma
03. Il Modello Gestionale per Processi Gli aspetti strutturali (vale a dire l organigramma e la descrizione delle funzioni, ruoli e responsabilità) da soli non bastano per gestire la performance; l organigramma
Approccio Sistemico all innovazione: il Sistema Lean Ripensare la sterilizzazione dei DM. Sfide organizzative e soluzioni innovative
 Approccio Sistemico all innovazione: il Sistema Lean Ripensare la sterilizzazione dei DM. Sfide organizzative e soluzioni innovative Pisa, 6 febbraio 2015 Una filosofia industriale ispirata al Toyota Production
Approccio Sistemico all innovazione: il Sistema Lean Ripensare la sterilizzazione dei DM. Sfide organizzative e soluzioni innovative Pisa, 6 febbraio 2015 Una filosofia industriale ispirata al Toyota Production
MANUALE DELLA QUALITÀ Pag. 1 di 6
 MANUALE DELLA QUALITÀ Pag. 1 di 6 INDICE GESTIONE DELLE RISORSE Messa a disposizione delle risorse Competenza, consapevolezza, addestramento Infrastrutture Ambiente di lavoro MANUALE DELLA QUALITÀ Pag.
MANUALE DELLA QUALITÀ Pag. 1 di 6 INDICE GESTIONE DELLE RISORSE Messa a disposizione delle risorse Competenza, consapevolezza, addestramento Infrastrutture Ambiente di lavoro MANUALE DELLA QUALITÀ Pag.
Lean Organization EXCELLENCE CONSULTING OUTSOURCING STRATEGIES ACCOUNTABILITY TRAINING TO CHANGE
 Lean Organization EXCELLENCE CONSULTING OUTSOURCING STRATEGIES ACCOUNTABILITY TRAINING TO CHANGE Indice 1 VISION E OBIETTIVI DELL INIZIATIVA 2 LE MOTIVAZIONI 3 I PRINCIPI DELL ORGANIZAZIONE SNELLA 4 GLI
Lean Organization EXCELLENCE CONSULTING OUTSOURCING STRATEGIES ACCOUNTABILITY TRAINING TO CHANGE Indice 1 VISION E OBIETTIVI DELL INIZIATIVA 2 LE MOTIVAZIONI 3 I PRINCIPI DELL ORGANIZAZIONE SNELLA 4 GLI
GESTIONE AVANZATA DEI MATERIALI
 GESTIONE AVANZATA DEI MATERIALI Divulgazione Implementazione/Modifica Software SW0003784 Creazione 23/01/2014 Revisione del 25/06/2014 Numero 1 Una gestione avanzata dei materiali strategici e delle materie
GESTIONE AVANZATA DEI MATERIALI Divulgazione Implementazione/Modifica Software SW0003784 Creazione 23/01/2014 Revisione del 25/06/2014 Numero 1 Una gestione avanzata dei materiali strategici e delle materie
L approccio Lean. Investire sulle persone chiave individuare i champions e gli agenti del cambiamento
 Cosa si intende per L approccio Lean Investire sulle persone chiave individuare i champions e gli agenti del cambiamento Ottenere e usare il contributo di tutti a tutti i livelli Facciamolo e basta con
Cosa si intende per L approccio Lean Investire sulle persone chiave individuare i champions e gli agenti del cambiamento Ottenere e usare il contributo di tutti a tutti i livelli Facciamolo e basta con
DIMINUIRE I COSTI CON IL SISTEMA QUALITA
 DIMINUIRE I COSTI CON IL SISTEMA QUALITA Lo so che è un argomento impopolare; la mia tesi è che si puo' usare un sistema qualità per abbassare i costi invece che fabbricare carte false. L idea mi è venuta
DIMINUIRE I COSTI CON IL SISTEMA QUALITA Lo so che è un argomento impopolare; la mia tesi è che si puo' usare un sistema qualità per abbassare i costi invece che fabbricare carte false. L idea mi è venuta
Comune di San Martino Buon Albergo
 Comune di San Martino Buon Albergo Provincia di Verona - C.A.P. 37036 SISTEMA DI VALUTAZIONE DELLE POSIZIONI DIRIGENZIALI Approvato dalla Giunta Comunale il 31.07.2012 INDICE PREMESSA A) LA VALUTAZIONE
Comune di San Martino Buon Albergo Provincia di Verona - C.A.P. 37036 SISTEMA DI VALUTAZIONE DELLE POSIZIONI DIRIGENZIALI Approvato dalla Giunta Comunale il 31.07.2012 INDICE PREMESSA A) LA VALUTAZIONE
EVOLUZIONE DELLE INIZIATIVE PER LA QUALITA : L APPROCCIO SIX SIGMA
 http://www.sinedi.com ARTICOLO 3 LUGLIO 2006 EVOLUZIONE DELLE INIZIATIVE PER LA QUALITA : L APPROCCIO SIX SIGMA A partire dal 1980 sono state sviluppate diverse metodologie per la gestione della qualità
http://www.sinedi.com ARTICOLO 3 LUGLIO 2006 EVOLUZIONE DELLE INIZIATIVE PER LA QUALITA : L APPROCCIO SIX SIGMA A partire dal 1980 sono state sviluppate diverse metodologie per la gestione della qualità
LEAN ORGANIZATION: Introduzione ai Principi e Metodi dell Organizzazione Snella
 Introduzione ai Principi e Metodi dell Organizzazione Snella by Per avere ulteriori informazioni: Visita il nostro sito WWW.LEANNOVATOR.COM Contattaci a INFO@LEANNOVATOR.COM 1. Introduzione Il termine
Introduzione ai Principi e Metodi dell Organizzazione Snella by Per avere ulteriori informazioni: Visita il nostro sito WWW.LEANNOVATOR.COM Contattaci a INFO@LEANNOVATOR.COM 1. Introduzione Il termine
ILSISTEMA INTEGRATO DI PRODUZIONE E MANUTENZIONE
 ILSISTEMA INTEGRATO DI PRODUZIONE E MANUTENZIONE L approccio al processo di manutenzione Per Sistema Integrato di Produzione e Manutenzione si intende un approccio operativo finalizzato al cambiamento
ILSISTEMA INTEGRATO DI PRODUZIONE E MANUTENZIONE L approccio al processo di manutenzione Per Sistema Integrato di Produzione e Manutenzione si intende un approccio operativo finalizzato al cambiamento
CAPITOLO 11 Innovazione cam i amen o
 CAPITOLO 11 Innovazione e cambiamento Agenda Ruolo strategico del cambiamento Cambiamento efficace Cambiamento tecnologico Cambiamento di prodotti e servizi i Cambiamento strategico e strutturale Cambiamento
CAPITOLO 11 Innovazione e cambiamento Agenda Ruolo strategico del cambiamento Cambiamento efficace Cambiamento tecnologico Cambiamento di prodotti e servizi i Cambiamento strategico e strutturale Cambiamento
Il Lean Thinking in Sanità
 INCONTRO TRA NARRAZIONI E EVIDENZE PER UNA SANITÀ DA TRASFORMARE Il Lean Thinking in Sanità Milano 28 ottobre 2011 Carlo Magni Da qualche anno si parla di LEAN THINKING negli Ospedali: Alcuni articoli
INCONTRO TRA NARRAZIONI E EVIDENZE PER UNA SANITÀ DA TRASFORMARE Il Lean Thinking in Sanità Milano 28 ottobre 2011 Carlo Magni Da qualche anno si parla di LEAN THINKING negli Ospedali: Alcuni articoli
Efficienza Produttiva. Il Piano d azione dell efficienza
 Efficienza Produttiva Il Piano d azione dell efficienza Nino Guidetti Direttore Commerciale Grandi Clienti Schneider Electric per eliminare le inefficienze La Lean Manufacturing è una strategia operativa,
Efficienza Produttiva Il Piano d azione dell efficienza Nino Guidetti Direttore Commerciale Grandi Clienti Schneider Electric per eliminare le inefficienze La Lean Manufacturing è una strategia operativa,
GESTIONE AVANZATA DEI MATERIALI
 GESTIONE AVANZATA DEI MATERIALI Divulgazione Implementazione/Modifica Software SW0003784 Creazione 23/01/2014 Revisione del 27/06/2014 Numero 1 Una gestione avanzata dei materiali strategici e delle materie
GESTIONE AVANZATA DEI MATERIALI Divulgazione Implementazione/Modifica Software SW0003784 Creazione 23/01/2014 Revisione del 27/06/2014 Numero 1 Una gestione avanzata dei materiali strategici e delle materie
Diventa fondamentale che si verifichi una vera e propria rivoluzione copernicana, al fine di porre al centro il cliente e la sua piena soddisfazione.
 ISO 9001 Con la sigla ISO 9001 si intende lo standard di riferimento internazionalmente riconosciuto per la Gestione della Qualità, che rappresenta quindi un precetto universale applicabile all interno
ISO 9001 Con la sigla ISO 9001 si intende lo standard di riferimento internazionalmente riconosciuto per la Gestione della Qualità, che rappresenta quindi un precetto universale applicabile all interno
PROJECT MANAGEMENT SERVIZI DI PROJECT MANAGEMENT DI ELEVATA PROFESSIONALITÀ
 PROJECT MANAGEMENT SERVIZI DI PROJECT MANAGEMENT DI ELEVATA PROFESSIONALITÀ SERVIZI DI PROJECT MANAGEMENT CENTRATE I VOSTRI OBIETTIVI LA MISSIONE In qualità di clienti Rockwell Automation, potete contare
PROJECT MANAGEMENT SERVIZI DI PROJECT MANAGEMENT DI ELEVATA PROFESSIONALITÀ SERVIZI DI PROJECT MANAGEMENT CENTRATE I VOSTRI OBIETTIVI LA MISSIONE In qualità di clienti Rockwell Automation, potete contare
PROGETTO TECNICO SISTEMA DI GESTIONE QUALITA IN CONFORMITÀ ALLA NORMA. UNI EN ISO 9001 (ed. 2008) n. 03 del 31/01/09 Salvatore Ragusa
 n. 03 del 31/01/09 Salvatore Ragusa") PROGETTO TECNICO SISTEMA DI GESTIONE QUALITA IN CONFORMITÀ ALLA NORMA UNI EN ISO 9001 (ed. 2008) Revisione Approvazione n. 03 del 31/01/09 Salvatore Ragusa PROGETTO TECNICO SISTEMA QUALITA Il nostro progetto
PROGETTO TECNICO SISTEMA DI GESTIONE QUALITA IN CONFORMITÀ ALLA NORMA UNI EN ISO 9001 (ed. 2008) Revisione Approvazione n. 03 del 31/01/09 Salvatore Ragusa PROGETTO TECNICO SISTEMA QUALITA Il nostro progetto
LA RESPONSABILITÀ SOCIALE DELLE IMPRESE CORPORATE SOCIAL RESPONSABILITY
 Attenzione: la Guida che state stampando è aggiornata al 10/10/2007. I file allegati con estensione.doc,.xls,.pdf,.rtf, etc. non verranno stampati automaticamente; per averne copia cartacea è necessario
Attenzione: la Guida che state stampando è aggiornata al 10/10/2007. I file allegati con estensione.doc,.xls,.pdf,.rtf, etc. non verranno stampati automaticamente; per averne copia cartacea è necessario
LA LOGISTICA INTEGRATA
 dell Università degli Studi di Parma LA LOGISTICA INTEGRATA Obiettivo: rispondere ad alcuni interrogativi di fondo Come si è sviluppata la logistica in questi ultimi anni? Quali ulteriori sviluppi sono
dell Università degli Studi di Parma LA LOGISTICA INTEGRATA Obiettivo: rispondere ad alcuni interrogativi di fondo Come si è sviluppata la logistica in questi ultimi anni? Quali ulteriori sviluppi sono
L integrazione dell Operatore Socio Sanitario nel processo assistenziale Ruolo dell O.S.S nell ambito del piano assistenziale
 L integrazione dell Operatore Socio Sanitario nel processo assistenziale Ruolo dell O.S.S nell ambito del piano assistenziale Vito Petrara Principi di riferimento per l assistenza I principi di riferimento
L integrazione dell Operatore Socio Sanitario nel processo assistenziale Ruolo dell O.S.S nell ambito del piano assistenziale Vito Petrara Principi di riferimento per l assistenza I principi di riferimento
Lean in Sanità. Luciano Attolico
 : strategie per valorizzare persone, prodotti e processi in campo sanitario e socio assistenziale Luciano Attolico Pisa 4 luglio 2013 Questo documento è destinato esclusivamente ad uso interno della Vostra
: strategie per valorizzare persone, prodotti e processi in campo sanitario e socio assistenziale Luciano Attolico Pisa 4 luglio 2013 Questo documento è destinato esclusivamente ad uso interno della Vostra
Otto Principi sulla Gestione per la Qualità previsti dalla ISO 9000:2005
 Questionario di Autovalutazione di un Sistema di Gestione per la Qualità verso: Otto Principi sulla Gestione per la Qualità previsti dalla ISO 9000:2005 newsletter TECSE N. 02- Febbraio 2012 (Allegato
Questionario di Autovalutazione di un Sistema di Gestione per la Qualità verso: Otto Principi sulla Gestione per la Qualità previsti dalla ISO 9000:2005 newsletter TECSE N. 02- Febbraio 2012 (Allegato
IL MARKETING E QUELLA FUNZIONE D IMPRESA CHE:
 IL MARKETING E QUELLA FUNZIONE D IMPRESA CHE:! definisce i bisogni e i desideri insoddisfatti! ne definisce l ampiezza! determina quali mercati obiettivo l impresa può meglio servire! definisce i prodotti
IL MARKETING E QUELLA FUNZIONE D IMPRESA CHE:! definisce i bisogni e i desideri insoddisfatti! ne definisce l ampiezza! determina quali mercati obiettivo l impresa può meglio servire! definisce i prodotti
L ANALISI ABC PER LA GESTIONE DEL MAGAZZINO
 L ANALISI ABC PER LA GESTIONE DEL MAGAZZINO È noto che la gestione del magazzino è uno dei costi nascosti più difficili da analizzare e, soprattutto, da contenere. Le nuove tecniche hanno, però, permesso
L ANALISI ABC PER LA GESTIONE DEL MAGAZZINO È noto che la gestione del magazzino è uno dei costi nascosti più difficili da analizzare e, soprattutto, da contenere. Le nuove tecniche hanno, però, permesso
Lean Value Stream Analysis
 Articolo a firma di: Valentina Palazzo Inspearit Consultant Lean Value Stream Analysis Complessità, rilavorazioni, variabilità delle attività, sovrallocazioni, colli di bottiglia e debito tecnico rappresentano
Articolo a firma di: Valentina Palazzo Inspearit Consultant Lean Value Stream Analysis Complessità, rilavorazioni, variabilità delle attività, sovrallocazioni, colli di bottiglia e debito tecnico rappresentano
EasyPLAST. Siamo riusciti a trasferire in EasyPLAST tutte le informazioni e le procedure che prima erano gestite con fogli excel
 Abbiamo completamente eliminato i costi di personalizzazione e di continuo sviluppo per cercare di adattare un prodotto software orizzontale e generalista alle problematiche del nostro settore Un software
Abbiamo completamente eliminato i costi di personalizzazione e di continuo sviluppo per cercare di adattare un prodotto software orizzontale e generalista alle problematiche del nostro settore Un software
FOMIR. Linee di montaggio Fly-System
 FOMIR FOMIR srl Via Torricelli, 237 I-40059 Fossatone di Medicina (BO) T+39 051 782444 / Fax +39 051 6960514 fomir.it easysae.it Linee di montaggio Fly-System Linee di montaggio Fly-System Realizzare delle
FOMIR FOMIR srl Via Torricelli, 237 I-40059 Fossatone di Medicina (BO) T+39 051 782444 / Fax +39 051 6960514 fomir.it easysae.it Linee di montaggio Fly-System Linee di montaggio Fly-System Realizzare delle
NUOVI APPROCCI PER UN MANAGER ALLENATORE : IL PROCESSO DI COACHING
 gno Inserto di Missione Impresa dedicato allo sviluppo pratico di progetti finalizzati ad aumentare la competitività delle imprese. NUOVI APPROCCI PER UN MANAGER ALLENATORE : IL PROCESSO DI COACHING COSA
gno Inserto di Missione Impresa dedicato allo sviluppo pratico di progetti finalizzati ad aumentare la competitività delle imprese. NUOVI APPROCCI PER UN MANAGER ALLENATORE : IL PROCESSO DI COACHING COSA
QUALITÀ E SICUREZZA PER I NOSTRI PAZIENTI
 QUALITÀ E SICUREZZA PER I NOSTRI PAZIENTI L ACCREDITAMENTO INTERNAZIONALE ALL ECCELLENZA Fondazione Poliambulanza ha ricevuto nel dicembre 2013 l accreditamento internazionale all eccellenza da parte di
QUALITÀ E SICUREZZA PER I NOSTRI PAZIENTI L ACCREDITAMENTO INTERNAZIONALE ALL ECCELLENZA Fondazione Poliambulanza ha ricevuto nel dicembre 2013 l accreditamento internazionale all eccellenza da parte di
executive master course www.cspmi.it Production Manager Modena, aprile - dicembre 2014 Sempre un passo avanti
 executive master course www.cspmi.it Production Manager Modena, aprile - dicembre 20 Sempre un passo avanti EXECUTIVE MASTER COURSE Production Manager OBIETTIVI Il corso mette in condizione i partecipanti
executive master course www.cspmi.it Production Manager Modena, aprile - dicembre 20 Sempre un passo avanti EXECUTIVE MASTER COURSE Production Manager OBIETTIVI Il corso mette in condizione i partecipanti
Indice di rischio globale
 Indice di rischio globale Di Pietro Bottani Dottore Commercialista in Prato Introduzione Con tale studio abbiamo cercato di creare un indice generale capace di valutare il rischio economico-finanziario
Indice di rischio globale Di Pietro Bottani Dottore Commercialista in Prato Introduzione Con tale studio abbiamo cercato di creare un indice generale capace di valutare il rischio economico-finanziario
INTRODUZIONE PRATICA AL LEAN MANAGEMENT
 INTRODUZIONE PRATICA AL LEAN MANAGEMENT Come ottenere più risultati con meno sforzo Immagina di conoscere quella metodologia aziendale che ti permette di: 1. 2. 3. 4. 5. 6. 7. 8. riconoscere e ridurre
INTRODUZIONE PRATICA AL LEAN MANAGEMENT Come ottenere più risultati con meno sforzo Immagina di conoscere quella metodologia aziendale che ti permette di: 1. 2. 3. 4. 5. 6. 7. 8. riconoscere e ridurre
STORE MANAGER.. LE COMPETENZE CARATTERISTICHE E I BISOGNI DI FORMAZIONE
 STORE MANAGER.. LE COMPETENZE CARATTERISTICHE E I BISOGNI DI FORMAZIONE 1 Indice 1. Premessa 2. Obiettivo 3. Le competenze del profilo ideale Competenze 3.1. Età ed esperienza 3.2. Le reali competenze
STORE MANAGER.. LE COMPETENZE CARATTERISTICHE E I BISOGNI DI FORMAZIONE 1 Indice 1. Premessa 2. Obiettivo 3. Le competenze del profilo ideale Competenze 3.1. Età ed esperienza 3.2. Le reali competenze
COMUNE DI RAVENNA GUIDA ALLA VALUTAZIONE DELLE POSIZIONI (FAMIGLIE, FATTORI, LIVELLI)
") COMUNE DI RAVENNA Il sistema di valutazione delle posizioni del personale dirigente GUIDA ALLA VALUTAZIONE DELLE POSIZIONI (FAMIGLIE, FATTORI, LIVELLI) Ravenna, Settembre 2004 SCHEMA DI SINTESI PER LA
COMUNE DI RAVENNA Il sistema di valutazione delle posizioni del personale dirigente GUIDA ALLA VALUTAZIONE DELLE POSIZIONI (FAMIGLIE, FATTORI, LIVELLI) Ravenna, Settembre 2004 SCHEMA DI SINTESI PER LA
DEPLOY YOUR BUSINESS
 DEPLOY YOUR BUSINESS COS É ARROCCO? E uno strumento online per lo sviluppo del Piano Economico-Finanziario del Business Plan. Arrocco è uno strumento online appositamente progettato per lo sviluppo di
DEPLOY YOUR BUSINESS COS É ARROCCO? E uno strumento online per lo sviluppo del Piano Economico-Finanziario del Business Plan. Arrocco è uno strumento online appositamente progettato per lo sviluppo di
ORGANIZZAZIONE SNELLA
 presenta ORGANIZZAZIONE SNELLA interventi semplici e rapidi -> maggior efficienza dei processi -> riduzione dei costi Pollenzo, 21 maggio 2014 Albergo dell Agenzia GIANLUCA BARALE Consulente in organizzazione
presenta ORGANIZZAZIONE SNELLA interventi semplici e rapidi -> maggior efficienza dei processi -> riduzione dei costi Pollenzo, 21 maggio 2014 Albergo dell Agenzia GIANLUCA BARALE Consulente in organizzazione
GUIDA - Business Plan Piano d impresa a 3/5 anni
 GUIDA - Business Plan Piano d impresa a 3/5 anni 1 Executive summary...2 2 Business idea...2 3 Analisi di mercato...2 4 Analisi dell ambiente competitivo...2 5 Strategia di marketing...3 5.1 SWOT Analysis...3
GUIDA - Business Plan Piano d impresa a 3/5 anni 1 Executive summary...2 2 Business idea...2 3 Analisi di mercato...2 4 Analisi dell ambiente competitivo...2 5 Strategia di marketing...3 5.1 SWOT Analysis...3
SysAround S.r.l. L'efficacia delle vendite è l elemento centrale per favorire la crescita complessiva dell azienda.
 Scheda Il CRM per la Gestione delle Vendite Le organizzazioni di vendita sono costantemente alla ricerca delle modalità migliori per aumentare i ricavi aziendali e ridurre i costi operativi. Oggi il personale
Scheda Il CRM per la Gestione delle Vendite Le organizzazioni di vendita sono costantemente alla ricerca delle modalità migliori per aumentare i ricavi aziendali e ridurre i costi operativi. Oggi il personale
L infermiere al Controllo di Gestione
 L infermiere al Controllo di Gestione Una definizione da manuale del Controllo di gestione, lo delinea come l insieme delle attività attraverso le quali i manager guidano il processo di allocazione e di
L infermiere al Controllo di Gestione Una definizione da manuale del Controllo di gestione, lo delinea come l insieme delle attività attraverso le quali i manager guidano il processo di allocazione e di
L ORGANIZZAZIONE AZIENDALE
 L ORGANIZZAZIONE AZIENDALE CONCETTO: L ORGANIZZAZIONE SI PONE COME OBIETTIVO LO STUDIO DELLE COMPOSIZIONI PIU CONVENIENTI DELLE FORZE PERSONALI, MATERIALI E IMMATERIALI OPERANTI NEL SISTEMA AZIENDALE.
L ORGANIZZAZIONE AZIENDALE CONCETTO: L ORGANIZZAZIONE SI PONE COME OBIETTIVO LO STUDIO DELLE COMPOSIZIONI PIU CONVENIENTI DELLE FORZE PERSONALI, MATERIALI E IMMATERIALI OPERANTI NEL SISTEMA AZIENDALE.
Organizzazione, marketing interno e cultura del servizio
 Organizzazione, marketing interno e cultura del servizio Principi organizzativi La piramide rovesciata Il marketing interno La cultura del servizio Roberta Bocconcelli a.a. 2011/2012 DESP Dipartimento
Organizzazione, marketing interno e cultura del servizio Principi organizzativi La piramide rovesciata Il marketing interno La cultura del servizio Roberta Bocconcelli a.a. 2011/2012 DESP Dipartimento
PROGRAMMA DI CERTIFICAZIONE PER AGENTI DEL CAMBIAMENTO LEAN: IMPARARE A TRASFORMARE LA SANITÀ ATTRAVERSO IL TOYOTA MANAGEMENT SYSTEM.
 PROGRAMMA DI CERTIFICAZIONE PER AGENTI DEL CAMBIAMENTO LEAN: IMPARARE A TRASFORMARE LA SANITÀ ATTRAVERSO IL TOYOTA MANAGEMENT SYSTEM. 26-29 SETTEMBRE 2013 LAGO DI GARDA CREDITI ECM LEAN HEALTHCARE MANAGEMENT
PROGRAMMA DI CERTIFICAZIONE PER AGENTI DEL CAMBIAMENTO LEAN: IMPARARE A TRASFORMARE LA SANITÀ ATTRAVERSO IL TOYOTA MANAGEMENT SYSTEM. 26-29 SETTEMBRE 2013 LAGO DI GARDA CREDITI ECM LEAN HEALTHCARE MANAGEMENT
FIRESHOP.NET. Gestione del taglia e colore. www.firesoft.it
 FIRESHOP.NET Gestione del taglia e colore www.firesoft.it Sommario SOMMARIO Introduzione... 3 Configurazione iniziale... 5 Gestione delle varianti... 6 Raggruppamento delle varianti... 8 Gestire le varianti
FIRESHOP.NET Gestione del taglia e colore www.firesoft.it Sommario SOMMARIO Introduzione... 3 Configurazione iniziale... 5 Gestione delle varianti... 6 Raggruppamento delle varianti... 8 Gestire le varianti
Management Game 2011
 Management Game 2011 La Mobilé Inc 1 Introduzione 1.1 La Mobilé Inc in breve Mobilé Inc è un azienda produttrice di telefonini che ha sede negli Stati Uniti che si è concentrata sulla produzione di telefonini
Management Game 2011 La Mobilé Inc 1 Introduzione 1.1 La Mobilé Inc in breve Mobilé Inc è un azienda produttrice di telefonini che ha sede negli Stati Uniti che si è concentrata sulla produzione di telefonini
Fabrizio Bianchi-Università Carlo Cattaneo LIUC. di più con meno
 Fabrizio Bianchi-Università Carlo Cattaneo LIUC di più con meno Lean Lean Manufacturing Lean Production Lean Factory Fabbrica Snella Produzione Snella Fabbrica Integrata.. Toyota Production System (TPS)
Fabrizio Bianchi-Università Carlo Cattaneo LIUC di più con meno Lean Lean Manufacturing Lean Production Lean Factory Fabbrica Snella Produzione Snella Fabbrica Integrata.. Toyota Production System (TPS)
QUESTIONARIO 3: MATURITA ORGANIZZATIVA
 QUESTIONARIO 3: MATURITA ORGANIZZATIVA Caratteristiche generali 0 I R M 1 Leadership e coerenza degli obiettivi 2. Orientamento ai risultati I manager elaborano e formulano una chiara mission. Es.: I manager
QUESTIONARIO 3: MATURITA ORGANIZZATIVA Caratteristiche generali 0 I R M 1 Leadership e coerenza degli obiettivi 2. Orientamento ai risultati I manager elaborano e formulano una chiara mission. Es.: I manager
Percorso Executive Migliorare le Performance Produttive
 Percorso Executive Migliorare le Performance Produttive Ridurre gli sprechi e contenere i costi FINANZIABILE DA: Nell ambito delle opportunità formative messe a disposizione da Fondirigenti e Fondimpresa,
Percorso Executive Migliorare le Performance Produttive Ridurre gli sprechi e contenere i costi FINANZIABILE DA: Nell ambito delle opportunità formative messe a disposizione da Fondirigenti e Fondimpresa,
Capitolo XIV. La gestione della produzione
 Capitolo XIV La gestione della produzione La funzione di produzione Approvvigionamenti La funzione di produzione riguarda il processo di trasformazione dei beni, ossia l insieme l di operazioni mediante
Capitolo XIV La gestione della produzione La funzione di produzione Approvvigionamenti La funzione di produzione riguarda il processo di trasformazione dei beni, ossia l insieme l di operazioni mediante
Le effettive esigenze della Direzione del Personale nella gestione delle risorse umane in azienda. Andamento dal 2005 ad oggi
 Le effettive esigenze della Direzione del Personale nella gestione delle risorse umane in azienda. Andamento dal 2005 ad oggi Indagine ottenuta grazie alla somministrazione di questionario ad oltre 260
Le effettive esigenze della Direzione del Personale nella gestione delle risorse umane in azienda. Andamento dal 2005 ad oggi Indagine ottenuta grazie alla somministrazione di questionario ad oltre 260
PROCEDURE - GENERALITA
 PROCEDURE - GENERALITA Le PROCEDURE sono regole scritte, utili strumenti di buona qualità organizzativa, con le quali lo svolgimento delle attività viene reso il più possibile oggettivo, sistematico, verificabile,
PROCEDURE - GENERALITA Le PROCEDURE sono regole scritte, utili strumenti di buona qualità organizzativa, con le quali lo svolgimento delle attività viene reso il più possibile oggettivo, sistematico, verificabile,
PROCESSI PRODUTTIVI E LOGISTICA I.T.S.T J.F. KENNEDY - PN
 PROCESSI PRODUTTIVI E LOGISTICA I.T.S.T J.F. KENNEDY - PN A.S. 2014/15 Innovazione e ciclo di vita di un prodotto La progettazione di un prodotto e di conseguenza il suo processo produttivo dipende dalla
PROCESSI PRODUTTIVI E LOGISTICA I.T.S.T J.F. KENNEDY - PN A.S. 2014/15 Innovazione e ciclo di vita di un prodotto La progettazione di un prodotto e di conseguenza il suo processo produttivo dipende dalla
Manuale di Gestione Integrata POLITICA AZIENDALE. 4.2 Politica Aziendale 2. Verifica RSGI Approvazione Direzione Emissione RSGI
 Pag.1 di 5 SOMMARIO 4.2 Politica Aziendale 2 Verifica RSGI Approvazione Direzione Emissione RSGI. Pag.2 di 5 4.2 Politica Aziendale La Direzione della FOMET SpA adotta e diffonde ad ogni livello della
Pag.1 di 5 SOMMARIO 4.2 Politica Aziendale 2 Verifica RSGI Approvazione Direzione Emissione RSGI. Pag.2 di 5 4.2 Politica Aziendale La Direzione della FOMET SpA adotta e diffonde ad ogni livello della
UTILIZZATORI A VALLE: COME RENDERE NOTI GLI USI AI FORNITORI
 UTILIZZATORI A VALLE: COME RENDERE NOTI GLI USI AI FORNITORI Un utilizzatore a valle di sostanze chimiche dovrebbe informare i propri fornitori riguardo al suo utilizzo delle sostanze (come tali o all
UTILIZZATORI A VALLE: COME RENDERE NOTI GLI USI AI FORNITORI Un utilizzatore a valle di sostanze chimiche dovrebbe informare i propri fornitori riguardo al suo utilizzo delle sostanze (come tali o all
Manuale della qualità. Procedure. Istruzioni operative
 Unione Industriale 19 di 94 4.2 SISTEMA QUALITÀ 4.2.1 Generalità Un Sistema qualità è costituito dalla struttura organizzata, dalle responsabilità definite, dalle procedure, dai procedimenti di lavoro
Unione Industriale 19 di 94 4.2 SISTEMA QUALITÀ 4.2.1 Generalità Un Sistema qualità è costituito dalla struttura organizzata, dalle responsabilità definite, dalle procedure, dai procedimenti di lavoro
ALLINEARSI: IL DRIVER PER UNA INNOVAZIONE DI SUCCESSO!
 ALLINEARSI: IL DRIVER PER UNA INNOVAZIONE DI SUCCESSO! L allineamento del team esecutivo è definibile come l accordo dei membri del team in merito a: 1. Allineamento personale -consapevolezza dell impatto
ALLINEARSI: IL DRIVER PER UNA INNOVAZIONE DI SUCCESSO! L allineamento del team esecutivo è definibile come l accordo dei membri del team in merito a: 1. Allineamento personale -consapevolezza dell impatto
EasyMACHINERY ERPGestionaleCRM. partner
 ERPGestionaleCRM partner La soluzione software per le aziende di produzione di macchine Abbiamo trovato un software e un partner che conoscono e integrano le particolarità del nostro settore. Questo ci
ERPGestionaleCRM partner La soluzione software per le aziende di produzione di macchine Abbiamo trovato un software e un partner che conoscono e integrano le particolarità del nostro settore. Questo ci
Sistemi di misurazione e valutazione delle performance
 Sistemi di misurazione e valutazione delle performance 1 SVILUPPO DELL'INTERVENTO Cos è la misurazione e valutazione delle performance e a cosa serve? Efficienza Efficacia Outcome Requisiti minimi Indicatori
Sistemi di misurazione e valutazione delle performance 1 SVILUPPO DELL'INTERVENTO Cos è la misurazione e valutazione delle performance e a cosa serve? Efficienza Efficacia Outcome Requisiti minimi Indicatori
manifatturiera e per i servizi
 CAPITOLO 7 Tecnologie per la produzione manifatturiera e per i servizi Agenda Tecnologia e core technology Processi core ed ausiliari Tecnologia e struttura organizzativa Tecnologia core manifatturiera
CAPITOLO 7 Tecnologie per la produzione manifatturiera e per i servizi Agenda Tecnologia e core technology Processi core ed ausiliari Tecnologia e struttura organizzativa Tecnologia core manifatturiera
Indice. Prefazione PARTE PRIMA LE FONDAZIONI DI PARTECIPAZIONE NELLE STRATEGIE COLLABORATIVE TRA AMMINISTRAZIONI PUBBLICHE ED IMPRESE
 Indice Prefazione XI PARTE PRIMA LE FONDAZIONI DI PARTECIPAZIONE NELLE STRATEGIE COLLABORATIVE TRA AMMINISTRAZIONI PUBBLICHE ED IMPRESE Capitolo 1 Le partnership pubblico-privato nei nuovi modelli di gestione
Indice Prefazione XI PARTE PRIMA LE FONDAZIONI DI PARTECIPAZIONE NELLE STRATEGIE COLLABORATIVE TRA AMMINISTRAZIONI PUBBLICHE ED IMPRESE Capitolo 1 Le partnership pubblico-privato nei nuovi modelli di gestione
2.0 Gli archivi. 2.1 Inserire gli archivi. 2.2 Archivio Clienti, Fornitori, Materiali, Noleggi ed Altri Costi. Impresa Edile Guida all uso
 2.0 Gli archivi All interno della sezione archivi sono inserite le anagrafiche. In pratica si stratta di tutti quei dati che ricorreranno costantemente all interno dei documenti. 2.1 Inserire gli archivi
2.0 Gli archivi All interno della sezione archivi sono inserite le anagrafiche. In pratica si stratta di tutti quei dati che ricorreranno costantemente all interno dei documenti. 2.1 Inserire gli archivi
Guida Compilazione Piani di Studio on-line
 Guida Compilazione Piani di Studio on-line SIA (Sistemi Informativi d Ateneo) Visualizzazione e presentazione piani di studio ordinamento 509 e 270 Università della Calabria (Unità organizzativa complessa-
Guida Compilazione Piani di Studio on-line SIA (Sistemi Informativi d Ateneo) Visualizzazione e presentazione piani di studio ordinamento 509 e 270 Università della Calabria (Unità organizzativa complessa-
INCREMENTARE LE QUOTE DI MERCATO E LA REDDITIVITÀ
 INCREMENTARE LE QUOTE DI MERCATO E LA REDDITIVITÀ L ANALISI DELLA CONCORRENZA E IL CUSTOMER VALUE MANAGEMENT 1. [ GLI OBIETTIVI ] PERCHÉ ADOTTARE UN PROCESSO DI CUSTOMER VALUE MANAGEMENT? La prestazione
INCREMENTARE LE QUOTE DI MERCATO E LA REDDITIVITÀ L ANALISI DELLA CONCORRENZA E IL CUSTOMER VALUE MANAGEMENT 1. [ GLI OBIETTIVI ] PERCHÉ ADOTTARE UN PROCESSO DI CUSTOMER VALUE MANAGEMENT? La prestazione
I SISTEMI DI GESTIONE DELLA SALUTE E SICUREZZA SUL LAVORO: OHSAS 18001 AV2/07/11 ARTEMIDE.
 I SISTEMI DI GESTIONE DELLA SALUTE E SICUREZZA SUL LAVORO: OHSAS 18001 AV2/07/11 ARTEMIDE. 1 Nel panorama legislativo italiano la Salute e la Sicurezza sul Lavoro sono regolamentate da un gran numero di
I SISTEMI DI GESTIONE DELLA SALUTE E SICUREZZA SUL LAVORO: OHSAS 18001 AV2/07/11 ARTEMIDE. 1 Nel panorama legislativo italiano la Salute e la Sicurezza sul Lavoro sono regolamentate da un gran numero di
Project Cycle Management La programmazione della fase di progettazione esecutiva. La condivisione dell idea progettuale.
 Project Cycle Management La programmazione della fase di progettazione esecutiva. La condivisione dell idea progettuale. Il presente materiale didattico costituisce parte integrante del percorso formativo
Project Cycle Management La programmazione della fase di progettazione esecutiva. La condivisione dell idea progettuale. Il presente materiale didattico costituisce parte integrante del percorso formativo
UNIS&F a fianco delle aziende per sviluppare la competitività. Il progetto Lean in Della Toffola S.p.A.
 UNIS&F a fianco delle aziende per sviluppare la competitività. Il progetto Lean in Della Toffola S.p.A. Una breve presentazione dell'azienda Della Toffola S.p.A., società fondata nel 1961, ha come business
UNIS&F a fianco delle aziende per sviluppare la competitività. Il progetto Lean in Della Toffola S.p.A. Una breve presentazione dell'azienda Della Toffola S.p.A., società fondata nel 1961, ha come business
COMUNE DI PERUGIA AREA DEL PERSONALE DEL COMPARTO DELLE POSIZIONI ORGANIZZATIVE E DELLE ALTE PROFESSIONALITA
 COMUNE DI PERUGIA AREA DEL PERSONALE DEL COMPARTO DELLE POSIZIONI ORGANIZZATIVE E DELLE ALTE PROFESSIONALITA METODOLOGIA DI VALUTAZIONE DELLA PERFORMANCE Approvato con atto G.C. n. 492 del 07.12.2011 1
COMUNE DI PERUGIA AREA DEL PERSONALE DEL COMPARTO DELLE POSIZIONI ORGANIZZATIVE E DELLE ALTE PROFESSIONALITA METODOLOGIA DI VALUTAZIONE DELLA PERFORMANCE Approvato con atto G.C. n. 492 del 07.12.2011 1
Il modello veneto di Bilancio Sociale Avis
 Il modello veneto di Bilancio Sociale Avis Le organizzazioni di volontariato ritengono essenziale la legalità e la trasparenza in tutta la loro attività e particolarmente nella raccolta e nell uso corretto
Il modello veneto di Bilancio Sociale Avis Le organizzazioni di volontariato ritengono essenziale la legalità e la trasparenza in tutta la loro attività e particolarmente nella raccolta e nell uso corretto
Just-In-Time (JIT) eliminate tutte le motivazioni che costringono un sistema produttivo alla costituzione di scorte di materiali
 eliminate tutte le motivazioni che costringono un sistema produttivo alla costituzione di scorte di materiali") Just-In-Time (JIT) Filosofia produttiva nata presso l azienda giapponese Toyota negli anni 70. Ha l obiettivo di soddisfare la domanda del cliente in termini di cosa e quanto produrre, configurando l intero
Just-In-Time (JIT) Filosofia produttiva nata presso l azienda giapponese Toyota negli anni 70. Ha l obiettivo di soddisfare la domanda del cliente in termini di cosa e quanto produrre, configurando l intero
Città di Montalto Uffugo (Provincia di Cosenza) SISTEMA DI MISURAZIONE E VALUTAZIONE DELLA PERFORMANCE
 SISTEMA DI MISURAZIONE E VALUTAZIONE DELLA PERFORMANCE") Città di Montalto Uffugo (Provincia di Cosenza) SISTEMA DI MISURAZIONE E VALUTAZIONE DELLA PERFORMANCE Allegato Delibera Giunta Comunale n. 110 del 19 maggio 2014 1) Caratteristiche generali del sistema
Città di Montalto Uffugo (Provincia di Cosenza) SISTEMA DI MISURAZIONE E VALUTAZIONE DELLA PERFORMANCE Allegato Delibera Giunta Comunale n. 110 del 19 maggio 2014 1) Caratteristiche generali del sistema
La valutazione dell efficienza aziendale ECONOMIA E GESTIONE DELLE IMPRESE
 La valutazione dell efficienza aziendale EFFICIENZA E LA CAPACITA DI RENDIMENTO O L ATTITUDINE A SVOLGERE UNA DETERMINATA FUNZIONE. E MISURATA DAL RAPPORTO TRA I RISULTATI CONSEGUITI E LE RISORSE IMPIEGATE
La valutazione dell efficienza aziendale EFFICIENZA E LA CAPACITA DI RENDIMENTO O L ATTITUDINE A SVOLGERE UNA DETERMINATA FUNZIONE. E MISURATA DAL RAPPORTO TRA I RISULTATI CONSEGUITI E LE RISORSE IMPIEGATE
Che volontari cerchiamo? Daniela Caretto Lecce, 27-28 aprile
 Che volontari cerchiamo? Daniela Caretto Lecce, 27-28 aprile Premessa All arrivo di un nuovo volontario l intero sistema dell associazione viene in qualche modo toccato. Le relazioni si strutturano diversamente
Che volontari cerchiamo? Daniela Caretto Lecce, 27-28 aprile Premessa All arrivo di un nuovo volontario l intero sistema dell associazione viene in qualche modo toccato. Le relazioni si strutturano diversamente
Capitolo II. La forma del valore. 7. La duplice forma in cui si presenta la merce: naturale e di valore.
 Capitolo II La forma del valore 7. La duplice forma in cui si presenta la merce: naturale e di valore. I beni nascono come valori d uso: nel loro divenire merci acquisiscono anche un valore (di scambio).
Capitolo II La forma del valore 7. La duplice forma in cui si presenta la merce: naturale e di valore. I beni nascono come valori d uso: nel loro divenire merci acquisiscono anche un valore (di scambio).
Le fattispecie di riuso
 Le fattispecie di riuso Indice 1. PREMESSA...3 2. RIUSO IN CESSIONE SEMPLICE...4 3. RIUSO CON GESTIONE A CARICO DEL CEDENTE...5 4. RIUSO IN FACILITY MANAGEMENT...6 5. RIUSO IN ASP...7 1. Premessa Poiché
Le fattispecie di riuso Indice 1. PREMESSA...3 2. RIUSO IN CESSIONE SEMPLICE...4 3. RIUSO CON GESTIONE A CARICO DEL CEDENTE...5 4. RIUSO IN FACILITY MANAGEMENT...6 5. RIUSO IN ASP...7 1. Premessa Poiché
Evidenziare le modalità con le quali l azienda agrituristica produce valore per i clienti attraverso la gestione dei propri processi.
 5. Processi Evidenziare le modalità con le quali l azienda agrituristica produce valore per i clienti attraverso la gestione dei propri processi. Il criterio vuole approfondire come l azienda agrituristica
5. Processi Evidenziare le modalità con le quali l azienda agrituristica produce valore per i clienti attraverso la gestione dei propri processi. Il criterio vuole approfondire come l azienda agrituristica
LE STRATEGIE DI COPING
 Il concetto di coping, che può essere tradotto con fronteggiamento, gestione attiva, risposta efficace, capacità di risolvere i problemi, indica l insieme di strategie mentali e comportamentali che sono
Il concetto di coping, che può essere tradotto con fronteggiamento, gestione attiva, risposta efficace, capacità di risolvere i problemi, indica l insieme di strategie mentali e comportamentali che sono
Lean Production. e approccio Just In Time CORSO DI GESTIONE DELLA PRODUZIONE INDUSTRIALE. Lean Production. Value stream e lotta agli sprechi
 Lean Production CORSO DI GESTIONE DELLA PRODUZIONE INDUSTRIALE Lean Production e approccio Just In Time! Insieme di attività integrate progettato per ottenere alti volumi produttivi pur utilizzando scorte
Lean Production CORSO DI GESTIONE DELLA PRODUZIONE INDUSTRIALE Lean Production e approccio Just In Time! Insieme di attività integrate progettato per ottenere alti volumi produttivi pur utilizzando scorte
Information summary: Il marketing
 Information summary: Il marketing - Copia ad esclusivo uso personale dell acquirente - Olympos Group srl Vietata ogni riproduzione, distribuzione e/o diffusione sia totale che parziale in qualsiasi forma
Information summary: Il marketing - Copia ad esclusivo uso personale dell acquirente - Olympos Group srl Vietata ogni riproduzione, distribuzione e/o diffusione sia totale che parziale in qualsiasi forma
RUOLO CENTRALE DEL DS NELL ACCOGLIENZA DEGLI ALUNNI DISABILI COME SENSIBILIZZARE E RESPONSABILIZZARE I DIRIGENTI
 INTEGRAZIONE, ORIENTAMENTO E BUONE PRASSI RUOLO CENTRALE DEL DS NELL ACCOGLIENZA DEGLI ALUNNI DISABILI COME SENSIBILIZZARE E RESPONSABILIZZARE I DIRIGENTI L iscrizione degli alunni con certificazione L.104
INTEGRAZIONE, ORIENTAMENTO E BUONE PRASSI RUOLO CENTRALE DEL DS NELL ACCOGLIENZA DEGLI ALUNNI DISABILI COME SENSIBILIZZARE E RESPONSABILIZZARE I DIRIGENTI L iscrizione degli alunni con certificazione L.104
Norme per l organizzazione - ISO serie 9000
 Norme per l organizzazione - ISO serie 9000 Le norme cosiddette organizzative definiscono le caratteristiche ed i requisiti che sono stati definiti come necessari e qualificanti per le organizzazioni al
Norme per l organizzazione - ISO serie 9000 Le norme cosiddette organizzative definiscono le caratteristiche ed i requisiti che sono stati definiti come necessari e qualificanti per le organizzazioni al
GUIDA AL CALCOLO DEI COSTI DELLE ATTIVITA DI RICERCA DOCUMENTALE
 GUIDA AL CALCOLO DEI COSTI DELLE ATTIVITA DI RICERCA DOCUMENTALE L applicazione elaborata da Nordest Informatica e disponibile all interno del sito è finalizzata a fornirvi un ipotesi dell impatto economico
GUIDA AL CALCOLO DEI COSTI DELLE ATTIVITA DI RICERCA DOCUMENTALE L applicazione elaborata da Nordest Informatica e disponibile all interno del sito è finalizzata a fornirvi un ipotesi dell impatto economico
Provincia di Reggio Calabria
 Provincia di Reggio Calabria Sett.1 AA.GG, Giunta, URP, Segr./Direz. Generale, Contratti- -Assistenza Giuridico Amm.va ai Comuni, Controllo Strategico/Direzionale, Pari Opportunità, Consigliera di parità
Provincia di Reggio Calabria Sett.1 AA.GG, Giunta, URP, Segr./Direz. Generale, Contratti- -Assistenza Giuridico Amm.va ai Comuni, Controllo Strategico/Direzionale, Pari Opportunità, Consigliera di parità
1- Corso di IT Strategy
 Descrizione dei Corsi del Master Universitario di 1 livello in IT Governance & Compliance INPDAP Certificated III Edizione A. A. 2011/12 1- Corso di IT Strategy Gli analisti di settore riportano spesso
Descrizione dei Corsi del Master Universitario di 1 livello in IT Governance & Compliance INPDAP Certificated III Edizione A. A. 2011/12 1- Corso di IT Strategy Gli analisti di settore riportano spesso
L uso della Balanced Scorecard nel processo di Business Planning
 L uso della Balanced Scorecard nel processo di Business Planning di Marcello Sabatini www.msconsulting.it Introduzione Il business plan è uno strumento che permette ad un imprenditore di descrivere la
L uso della Balanced Scorecard nel processo di Business Planning di Marcello Sabatini www.msconsulting.it Introduzione Il business plan è uno strumento che permette ad un imprenditore di descrivere la
Alla c.a. Sindaco/Presidente Segretario Generale Dirigente competente
 Alla c.a. Sindaco/Presidente Segretario Generale Dirigente competente Controllo di Gestione e Misurazione delle Performance: l integrazione delle competenze, la valorizzazione delle differenze e la tecnologia
Alla c.a. Sindaco/Presidente Segretario Generale Dirigente competente Controllo di Gestione e Misurazione delle Performance: l integrazione delle competenze, la valorizzazione delle differenze e la tecnologia
La reingegnerizzazione dei processi nella Pubblica Amministrazione
 La reingegnerizzazione dei processi nella Pubblica Amministrazione Dott.ssa Teresa Caltabiano Area della Ricerca Catania, 15 luglio 2011 Agenda Il contesto di riferimento Le organizzazioni I processi Il
La reingegnerizzazione dei processi nella Pubblica Amministrazione Dott.ssa Teresa Caltabiano Area della Ricerca Catania, 15 luglio 2011 Agenda Il contesto di riferimento Le organizzazioni I processi Il
Appendice III. Competenza e definizione della competenza
 Appendice III. Competenza e definizione della competenza Competenze degli psicologi Lo scopo complessivo dell esercizio della professione di psicologo è di sviluppare e applicare i principi, le conoscenze,
Appendice III. Competenza e definizione della competenza Competenze degli psicologi Lo scopo complessivo dell esercizio della professione di psicologo è di sviluppare e applicare i principi, le conoscenze,
L azienda e la sua gestione P R O F. S A R T I R A N A
 L azienda e la sua gestione P R O F. S A R T I R A N A L azienda può essere considerata come: Un insieme organizzato di beni e persone che svolgono attività economiche stabili e coordinate allo scopo di
L azienda e la sua gestione P R O F. S A R T I R A N A L azienda può essere considerata come: Un insieme organizzato di beni e persone che svolgono attività economiche stabili e coordinate allo scopo di
PROCEDURA OPERATIVA DI VALUTAZIONE DEI DIPENDENTI
 PROCEDURA OPERATIVA DI VALUTAZIONE DEI DIPENDENTI A fini dell erogazione della produttività individuale e di gruppo ( art 17 comma 1 lettera a) dell Accordo nazionale e ai fini della progressione economica
PROCEDURA OPERATIVA DI VALUTAZIONE DEI DIPENDENTI A fini dell erogazione della produttività individuale e di gruppo ( art 17 comma 1 lettera a) dell Accordo nazionale e ai fini della progressione economica
SISTEMA di GESTIONE QUALITÀ Non Conformità ed Efficacia delle Azioni Correttive Preventive
 SISTEMA di GESTIONE QUALITÀ Non Conformità ed Efficacia delle Azioni Correttive Preventive Il sistema di gestione della qualità a cui mi riferisco è quello relativo alla norma ISO-9001:2000. Prima di entrare
SISTEMA di GESTIONE QUALITÀ Non Conformità ed Efficacia delle Azioni Correttive Preventive Il sistema di gestione della qualità a cui mi riferisco è quello relativo alla norma ISO-9001:2000. Prima di entrare
PerCorsi Lean Production Training per diventare snelli
 PerCorsi Lean Production Training per diventare snelli I N D I C E Introduzione pag. 3 Lean Production pag. 4 Percorsi pag. 5 Zoom pag. 6 Contatti pag. 7 La formazione a firma Bosch TEC Bosch Training
PerCorsi Lean Production Training per diventare snelli I N D I C E Introduzione pag. 3 Lean Production pag. 4 Percorsi pag. 5 Zoom pag. 6 Contatti pag. 7 La formazione a firma Bosch TEC Bosch Training
Capitolo 13: L offerta dell impresa e il surplus del produttore
 Capitolo 13: L offerta dell impresa e il surplus del produttore 13.1: Introduzione L analisi dei due capitoli precedenti ha fornito tutti i concetti necessari per affrontare l argomento di questo capitolo:
Capitolo 13: L offerta dell impresa e il surplus del produttore 13.1: Introduzione L analisi dei due capitoli precedenti ha fornito tutti i concetti necessari per affrontare l argomento di questo capitolo:
RIDURRE I COSTI ENERGETICI!
 Otto sono le azioni indipendenti per raggiungere un unico obiettivo: RIDURRE I COSTI ENERGETICI! www.consulenzaenergetica.it 1 Controllo fatture Per gli utenti che sono o meno nel mercato libero il controllo
Otto sono le azioni indipendenti per raggiungere un unico obiettivo: RIDURRE I COSTI ENERGETICI! www.consulenzaenergetica.it 1 Controllo fatture Per gli utenti che sono o meno nel mercato libero il controllo
PO 01 Rev. 0. Azienda S.p.A.
 INDICE 1 GENERALITA... 2 2 RESPONSABILITA... 2 3 MODALITA DI GESTIONE DELLA... 2 3.1 DEI NEOASSUNTI... 3 3.2 MANSIONI SPECIFICHE... 4 3.3 PREPOSTI... 4 3.4 ALTRI INTERVENTI FORMATIVI... 4 3.5 DOCUMENTAZIONE
INDICE 1 GENERALITA... 2 2 RESPONSABILITA... 2 3 MODALITA DI GESTIONE DELLA... 2 3.1 DEI NEOASSUNTI... 3 3.2 MANSIONI SPECIFICHE... 4 3.3 PREPOSTI... 4 3.4 ALTRI INTERVENTI FORMATIVI... 4 3.5 DOCUMENTAZIONE
La Qualità il Controllo ed il Collaudo della macchina utensile. Dr. Giacomo Gelmi
 La Qualità il Controllo ed il Collaudo della macchina utensile Dr. Giacomo Gelmi Che cosa è una macchina utensile? E uno spazio fisico in cui si collocano, sostenuti da adeguate strutture ed in posizioni
La Qualità il Controllo ed il Collaudo della macchina utensile Dr. Giacomo Gelmi Che cosa è una macchina utensile? E uno spazio fisico in cui si collocano, sostenuti da adeguate strutture ed in posizioni
Customer satisfaction quale ruolo nel ciclo di programmazione e controllo
 Customer satisfaction quale ruolo nel ciclo di programmazione e controllo Hobbes, Locke,Rousseau: Il patto sociale su cui è basato lo Stato moderno implica che i Governi che si succedono soddisfino i bisogni
Customer satisfaction quale ruolo nel ciclo di programmazione e controllo Hobbes, Locke,Rousseau: Il patto sociale su cui è basato lo Stato moderno implica che i Governi che si succedono soddisfino i bisogni