Business Process Improvement
|
|
|
- Cornelia Bianchini
- 10 anni fa
- Visualizzazioni
Transcript
1 Process Management Business Process Improvement Marco Raimondi LIUC - UNIVERSITA CARLO CATTANEO

2 Kaizen Il termine Kaizen è derivata da due parole giapponesi: "Kai" significa "Cambiamento Zen" significa Bene approssimativamente tradotto, Kaizen significa dunque "cambiare per il meglio Kaizen è un termine che identifica la filosofia che ha avuto la sua giusta popolarità a seguito della grande esplosione e moda della Lean Manufacturing nel tardo

3 Miglioramento continuo L approccio dei continui miglioramenti incrementali è un concetto di gestione aziendale di origine giapponese che propugna un cambiamento (miglioramento) per passaggi incrementali (graduale e continuo)) Kaizen è in realtà una filosofia di vita che attinge la sua origine dal presupposto che ogni aspetto della nostra vita merita di essere costantemente migliorato e l uomo giusto tende naturalmente a tale miglioramento La filosofia Kaizen si trova dietro a molti concetti di gestione industriale giapponesi come il Total Quality Control, il Just in Time, i Circoli della Qualità Gli elementi chiave che sostengono la filosofia Kaizen sono la qualità, l impegno, il coinvolgimento di tutti i dipendenti, la disponibilità al cambiamento e la comunicazione 3

4 Reengineering Il Reengineering, per contro, abbiamo visto essere la riprogettazione radicale dei processi di un'organizzazione, in particolare dei suoi processi di business se trattasi di azienda Piuttosto che organizzare un azienda in funzioni (come la produzione, la contabilità, il marketing), guardando i compiti che ciascuna funzione esegue, dovremmo, secondo la teoria reengineering, identificare i processi da completare per l'acquisizione dei materiali, la produzione del bene, la sua commercializzazione e distribuzione. L'impresa deve essere re-ingegnerizzati dal punto di vista dei processi

5 La filosofia del Reengineering L'obiettivo del BPR è un cambiamento radicale nella performance di una organizzazione, piuttosto che una serie di modifiche incrementali come invece professail BPI Il Re-engineering è la base di molti recenti sviluppi nella gestione aziendale che in certi ambiti ha soppiantato il BPI La ragione di ciò è la grande turbolenza in cui spesso le aziende snon coinvolte, turbolenaza che non lascia il tempo materiale per innescare filosopfie BPI Inoltre, negli ultimi tempi, lo sviluppo della gestione dei sistemi informativi consente di integrare un gran numero di funzioni aziendali, molto di più di quanto non fosse in grado di fare prima. Esempi notevoli sono il proliferare di sistemi ERP (Enterprise Resource Planning), SCM (Supply Chain Management), HR Management Systems, sistemi di Customer Relationship Management tutti un debito con la teoria BPR. 5

6 KAIZEN LIUC - UNIVERSITA CARLO CATTANEO

7 7

8 8

9 9

10 Rivoluzionare la cultura aziendale Cultura occidentale: Grandi lotti a basso costo Buona qualità ad alto prezzo Lavoratori muscolosi ed "ignoranti" Cultura Kaizen: Piccoli lotti di buona qualità Buona qualità a basso costo Un lavoratore pensante è un lavoratore produttivo 10

11 Kaizen L attività Kaizen deve essere svolta dal singolo gruppo di lavoro ed essere all'interno della suo ambito decisionale, da attuare con il minimo supporto dall esterno Il singolo team deve avere l autonomia necessaria L attività kaizen dovrebbe poter essere pensata, elaborata ed attuata nel corso di un solo turno. Questo è il livello di miglioramento continuo a piccoli passi Toyota afferma che tale attività restituisce un dieci per cento di riduzione ogni anno dei costi di gestione dei processi interni 11

12 Jishuken Il livello successivo di attività di miglioramento è noto come attività Jishuken Succede quando un gruppo di lavoro incontra un problema che non è in grado di superare come collettivo Tale problema aumentarà nel tempo e diventerà fonte questa preoccupazione attraverso il problema quotidiano e sistema di contromisure, in cui un membro di supporto esterno verrà assegnato a coordinare l'attività Jishuken significa 'occhi freschi' e l'approccio è quello di coniugare il personale al di fuori del gruppo di lavoro con il team interno di dare una prospettiva diversa sul problema e anche per portare le conoscenze specialistiche 12

13 Kaikaku Il livello finale di miglioramento è il Kaikaku che letteralmente significa grande passo del cambiamento. Questo tipo di intervento è più raro e si concentra su un progetto importante come ad esempio il re-layout di una cella di produzione o l'installazione di un nuovi beni strumentali necessitanti un investimento notevole Ancora una volta viene assegnato un coordinatore per garantire che il programma previsto venga rispettato, non aumentare le preoccupazioni ed assicurare una rapida soluzione. Tutte le attività di miglioramento di cui sopra sono controllate e documentate: la situazione viene annotata prima dell'inizio dell attività e poi alla fine ed il risparmio ottenuto viene poi utilizzato come misura del successo del progetto 13

14 Il Kaizen nei processi interfunzionali: QCS Line functions Quality Cost Scheduling (time & service) 14

15 Toyota Toyota è stata la prima azienda al mondo ad introdurre la gestione interfunzionale (1962) motivandola con il fatto che per gestire gli obiettivi strategici su una vasta organizzazione era necessario introdurre un nuovo sistema di coordinamento tra le divisioni Due elementi alla base dell introduzione del Kaizen: Il management interfunzionale, ovvero un approccio per processi da parte del management di funzione Il policy deployment, ovvero l introduzione di procedure e regole che consentano all organizzazione di ragionare e muoversi per processi Il management interfunzionale: i casi Toyota e Komatsu 15

16 La gestione interfunzionale Toyota Ha individuato i seguenti compiti per il comitato di gestione interfunzionale: Definizione degli obiettivi Modi per raggiungere gli obiettivi Pianificazione (nuovi prodotti, impianti, produzione, vendita,...) Altri elementi strategici E la seguente politica per la gestione delle decisioni: Le decisioni strategiche CdA Strategia budget annuale Top management Strategia interfunzionale Comitato di gestione interfunzionale Gestione operativa Direttori di divisione/di Line Singole Attività Supervisors 16

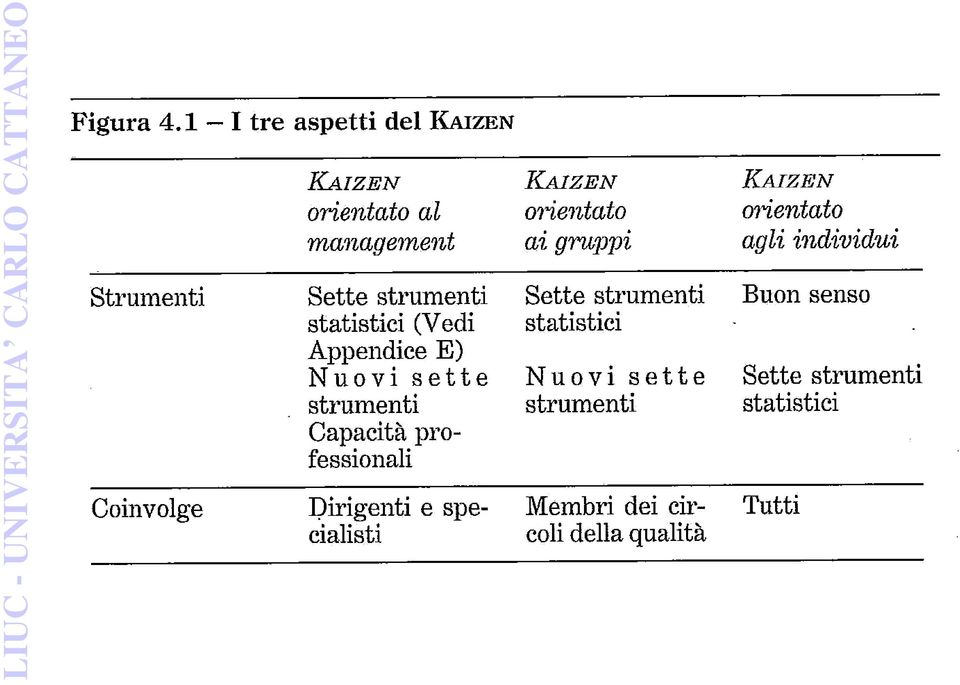
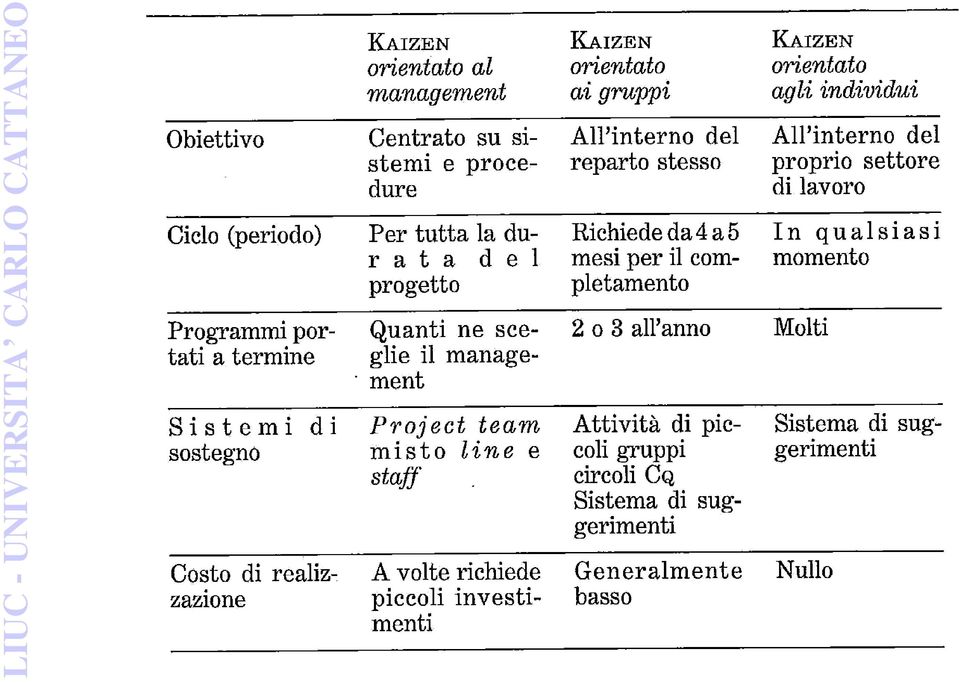
17 Approcci al Kaizen Esistono diverse modalità di approccio al Kaizen. Un programma può essere strutturato in base alla volontà di privilegiare 3 diversi aspetti: 1. Kaizen orientato al management 2. Kaizen orientato ai gruppi di lavoro 3. Kaizen orientato al personale 17

18
19
20

21 1. Kaizen orientato al management Stabilimenti e strutture Pianificazione delle performance Cambiamenti del Layout Cambiamenti dei processi Nuovo sistema di delega Organizzazione: il Just in time Riduzione del tempo di ciclo Riduzione delle attività no value RIduzione degli stock Identificazione dei problemi Il caso dello stabilimento Toyota di Motomachi 21
22 2. Kaizen orientato ai gruppi di lavoro Coinvolgimento e spirito di squadra Comunicazione e cooperazione Miglioramento delie relazioni lavoratori-dipendentimanagers Miglioramento delle competenze Attenzione alla sicurezza e approccio al miglioramento dell ambiente 22
23 3. Kaizen orientato alle persone Obiettivo di miglioramento individuale Razionalizzazione e risparmio delle energie Miglioramento dell ambiente di lavoro Miglioramento dei processi Crescente qualità di prodotto Nuove idee di sviluppo del prodotto Sviluppo di tecnologie e strumenti 23
24 Programma di introduzione del Kaizen Kaizen si basa su diversi approcci per modificare la situazione: Muda (spreco): ovvero evitare difetti, concentrandosi sulla riduzione degli sprechi, dei rifiuti e dei disservizi Muri (eccesso): ovvero respingere l eccesso, il sovraccarico, concentrandosi sulle procedure e sull introduzione di uno standard Mura (irregolarità): ovvero evitare ciò che non è regolare, concentrarsi sulla rimozione delle differenze, delle non conformità e della discontinuità 24
25 MUDA (Spreco) Indica un'attività dispendiosa e che quindi non aggiunge valore, oppure un'attività non produttiva. È un concetto chiave nel Toyota Production System (TPS): la riduzione degli sprechi è un modo efficace per aumentare la redditività. Un processo aggiunge valore producendo beni o servizi per cui un cliente è disposto a pagare. Un processo consuma risorse e lo spreco si manifesta quando vengono utilizzate più risorse di quelle richieste per produrre i beni o i servizi che il cliente effettivamente vuole. Le attitudini e gli strumenti forniti dal TPS aumentano la consapevolezza e forniscono nuove prospettive su come identificare gli sprechi e di conseguenza anche opportunità mai sfruttate. A Muda è stata data molta più attenzione di Muri e Mura in quanto più facile da cogliere 25
26 Implementare un approccio Muda Il MUDA è di solito il primo approccio alla Lean Manufacturing Il Management fa dei Brainstorming per identificare il project leader e fissare gli obiettivi Comunica il piano e la visione all organizzazione Chiede se ci sono volontari per formare il team che implementerà il progetto (5-7 persone, tutte da reparti diversi) Nomina i componenti Addestra la Squadra. E utile allo scopo l esperienza di altre aziende non concorrenti che hanno già implementato la Lean manufacturing Sceglie un Progetto Pilota Porta avanti il progetto pilota per 2-3 mesi - valuta, rivede e impara dai propri errori Estende il progetto ad altre aree dello stabilimento Valuta i risultati, chiede il feedback Stabilizza i risultati positivi insegnando ai supervisori come addestrare ai nuovi standards sviluppati 26
27 MURI (Eccesso) Muri indica l eccesso, il sovraccarico, l'irragionevole, l'assurdità ed è divenuto popolare essendo un concetto chiave del Toyota Production System. La riduzione dell eccesso è un modo efficace per aumentare la redditività Muri si può evitare attraverso il lavoro standardizzato. Per arrivare a questo è necessario definire una condizione o una produzione standard per assicurare un efficace giudizio della qualità. Ogni processo e ogni funzione devono essere ridotti ai loro elementi più semplici per essere esaminati e successivamente ricomposti. Il processo deve essere standardizzato per arrivare alla condizione standard. Questo viene fatto prendendo semplici elementi lavorativi e combinandoli tra di loro uno per uno nelle sequenze di lavoro standardizzato. Nella produzione, questi includono: Il Flusso di Lavoro, o direzioni logiche da prendere; Le Fasi ripetibili di un processo o di processi relativi ai macchinari; Il Takt time, oppure ragionevoli periodi di tempo permessi per un processo. Quando tutti conoscono la condizione standard, e le sequenze di lavoro standardizzato, i risultati osservati di solito includono: L aumento del morale dei dipendenti; L aumento della qualità; Il miglioramento della produttività; La riduzione dei costi 27
28 Implementare un approccio MURI Risolvere più problemi possibili relativi alla qualità visiva, insieme alle pause ed altri problemi di instabilità. Far si che lo scarto interno venga riconosciuto e iniziare a gestirlo. Rendere il flusso dei pezzi per il processo il più scorrevole possibile usando workcells precise ed ubicazioni segnalate, dove possibile, ed evitare variazioni nel ciclo lavorativo dell'operatore. Introdurre il lavoro standardizzato e stabilizzare il ritmo del lavoro per il sistema Iniziare ad utilizzare strumenti "pull" per far avanzare la produzione, rivedere la schedulazione della produzione e andare verso ordini giornalieri con carte Kanban Bilanciare il flusso della produzione riducendo la dimensione dei lotti; aumentare la frequenza di consegna interna e, se possibile, esterna; bilanciare la domanda interna. Migliorare i problemi di qualità portati alla luce usando gli strumenti a disposizione. Ridurre il personale di conseguenza e ripartire dall'inizio, senza stancarsi 28
29 MURA (Irregolarità) Mura è la mancanza di coerenza nella materia o nella condizione spirituale dell'uomo. E un concetto chiave nel Toyota Production System Toyota ha volutamente ripreso queste tre parole con il prefisso MU, che ogni giapponese conosce, come programma di miglioramento del prodotto e del processo Mura è evitata da sistemi Just In Time che si basano su nessuna (o poca) scorta, alimentando il processo di produzione al momento giusto, nella giusta quantità, e con una logica first in + first out del flusso Just in Time significa creare sistemi "pull" in cui ogni sotto-processo ritira l input necessario dal precedente sub-processo ed, infine, da un fornitore esterno Questo tipo di sistema è progettato per massimizzare la produttività, riducendo al minimo il sovraccarico di scorta (e di memoria) Esempio: La catena di montaggio "fa una richiesta a" o "tira" il reparto verniciatura, che a sua volta estrae dalla saldatura. Allo stesso tempo, le richieste stanno uscendo a fornitori di parti specifiche, per i veicoli che sono stati ordinati dai clienti. I piccoli quotidiani imprevisti possono essere gestite da buffer minimi permettendo la continuità del flusso 29
30 Implementare un approccio MURA Il livellamento della produzione, chiamato anche Heijunka, e le frequenti consegne al cliente sono la chiave per identificare ed eliminare il Mura L'uso di diversi tipi di Kanban per il controllo delle scorte nei diversi stadi del processo sono fondamentali per garantire che un sistema "pull" sta governando i sotto-processi Il livellamento, anche quando prodotti diversi vengono prodotti nello stesso sistema, sarà di aiuto nella pianificazione del lavoro in modo standard che incoraggi la riduzione dei costi E inoltre possibile regolare il flusso di lavoro avendo un operatore che lavora su macchine diverse in un processo piuttosto che diversi operatori: avere in un certo senso una pluralità di sub-processi sotto un unico operatore. Il fatto che ci sia un operatore unico assicura una certa fluidità (velocità) attraverso le operazioni perché il pezzo scorre con l'operatore stesso Questo accorgimento si chiama "manipolazione multi-processo" nel Toyota Production System. 30
31 Limiti alla manipolazione multi-processo Alcuni processi hanno un notevole lead time e costi particolarmente elevati per attesa o tempi di inattività Quando ciò accade, è spesso desiderabile cercare di prevedere la domanda imminente di un sotto-processo prima che esso venga effettivamente tirato Si può regolare il processo, il più accuratamente possibile con un accurata analisi di precedenti esperienze storiche se il momento economico lo permette (assenza di turbative) Altri processi sono invece asimmetrici per natura: in tali situazioni, può essere meglio sostenere un costo più elevato che commettere un errore ad esempio per quanto riguarda l attività dei call center ove è più efficace avere molti operatori a basso costo pur rischiando di commettere qualche errore ma captare i clienti che rischiare di perdere questi ultimi facendoli aspettare. Dati questi costi asimmetrici degli errori può essere prudente avere apparentemente un surplus di operatori di call center - apparentemente "sprecare " tempo di chiamata operatore - ma non commettere l'errore più grande di perdere il valore del cliente 31
32 Lean Manufacturing I Sette Sprechi sono un passo chiave nella Produzione Snella (Lean Manufacturing), in quanto consentono l'identificazione di quali attività aggiungono valore e quali non lo fanno La classificazione di tutte le attività del processo in queste due categorie rende infatti possibile iniziare le azioni per migliorare la prima ed eliminare la seconda Lo spreco può quindi essere suddiviso in "ciò che deve essere fatto ma non aggiunge valore" e spreco puro La chiara identificazione del "lavoro di non-valore aggiunto", come distinto da spreco o lavoro, è fondamentale per identificare le premesse esistenti che dovranno essere confrontate e sfidate nel futuro La frase "Imparando a vedere" viene dal continuo sviluppo della competenza di poter vedere lo spreco dove non è stato percepito prima di allora. Shigeo Shingo osserva che è solo l'ultimo giro del bullone che lo blocca - il resto è solo movimento. Il suo livello raffinato di "vedere" lo spreco gli ha permesso di ridurre il tempo di cambio stampa del telaio di una macchina a meno del 3% della sua durata negli anni
33 I 5 elementi alla base del Kaizen 1. Circoli della qualità: sono i gruppi che si incontrano per discutere i livelli di qualità riguardanti tutti gli aspetti del processo che la possono determinare 2. Miglioramento del morale individuale: alti valori, un morale alto e la determinazione della forza lavoro sono elementi fondamentale per raggiungere l'efficienza a lungo termine e la produttività. Il kaizen pone come compito fondamentale di ogni manager il mantenere un contatto costante con il morale dei suoi dipendenti 3. Lavoro di squadra: un organizzazione forte è una società unita che mette insieme ogni passo dei suoi membri per un cammino comune. Il kaizen si propone di aiutare i dipendenti a vedere sempre se stessi come membri di una squadra, guardare all eccellenza interna piuttosto che ai concorrenti 4. Auto disciplina personale: una squadra non può avere successo senza che ogni membro della squadra sia forte e sicuro di sé. Un impegno per l auto disciplina personale da parte di ciascun dipendente assicura che la squadra rimarrà forte nel tempo 5. Proposte di miglioramento: con la richiesta di feedback da parte ogni membro del team, la gestione garantisce che tutti i problemi appaiano immediatamente e siano affrontati e risolti prima che diventino significativi. 33
34 Le regole del Kaizen: le 5 S Oltre agli elementi fondanti vi sono 5 regole di base per creare il giusto ambiente in cui far crescere il Kaizen, insieme alla standardizzazione ed alla rimozione delle inefficienze Il nome deriva dall iniziale giapponese delle parole: Seiri Seiton Seiso Seiketsu Shitsuke 34
35 Le 5 S 1. Seiri: scegliere e separare. Mettere ordine nel senso di classificare e dare priorità, selezionare: gli obiettivi, I bisogni. La pratica di analizzare tutti gli strumenti e i materiali presenti nell'area del lavoro e di mantenere solo quelli essenziali. Tutto il resto è immagazzinato o eliminato. Questo porta a meno rischi e meno ingombri che possono interferire con il lavoro 2. Seiton: sistemare e organizzare. Mettere ordine nel senso di standardizzare e procedurare: le azioni, i componenti, I prodotti. Focalizza sulla necessità di avere un posto di lavoro ordinato. "Ordinato" significa organizzare la linea per favorire il flusso del lavoro. Strumenti ed attrezzi devono essere tenuti dove saranno utilizzati ed il processo deve essere ordinato per eliminare i movimenti non necessari 3. Seiso: controllare l'ordine e la pulizia. Tenere tutto ben pulito: il luogo di lavoro, i dati, le persone. Indica la necessità di mantenere il posto di lavoro pulito e ordinato. E' un'attività che deve essere fatta giorno per giorno. Alla fine di ogni turno l'area di lavoro viene pulita e tutto è rimesso al proprio posto. Mantenere la pulizia e l'ordine deve essere parte del lavoro normale, non una cosa occasionale da fare quando tutto diventa troppo disordinato. 35
36 Le 5 S 4. Seiketsu: standardizzare e migliorare. Condividere e comunicare: le informazioni, le idee, le conoscenze, i risultati. Standardizzare le pratiche lavorative. E' più di una pulizia standardizzata: significa operare in un modo consistente e standardizzato. Ognuno sa quali sono le proprie responsabilità. Le procedure della Produzione devono essere sempre uguali cosi se cambia qualcosa sarà ovvio. E' qui che i controlli visivi come Kanban e Andon sono utili 5. Shitsuke: sostenere la disciplina e mantenere gli standards. Una volta che le prime 4 S sono state implementate diventano il nuovo modo per operare. Bisogna mantenere il focus sul nuovo modo di operare e non permettere un declino graduale verso i vecchi modi di lavorare. 36
37 Le 5 S in chiave occidentale Spesso in occidente vengono usati termini diversi per le 5 S che diventano le 5C: Classificare: eliminare ciò che non serve più. Etichettare oggetti che forse serviranno ed immagazzinarli fuori dal posto di lavoro. Configurare: prevedere un posto specifico per ciascuna cosa Un posto per tutto e tutto a posto. Controllare: controllare che tutto sia pulito, identificare le zone da pulire, stabilire programmi di pulizia. Conformare: consolidare gli ultimi 3C standardizzando i nuovi processi e usando "la Gestione Visiva" (Visual Management) Costume e pratica: validare continuamente i processi. Fare ulteriori miglioramenti usando il ciclo PDCA, conosciuto anche come ciclo di Deming 37
38 I 7 sprechi 1. Difetti: I difetti presenti nel bene prodotto spingono il cliente a rifiutarlo. Lo sforzo impiegato per creare questi difetti è uno spreco. Nuovi processi per la gestione dello spreco devono essere aggiunti per recuperare una parte del valore dal prodotto, che rischia di essere scartato al 100% 2. Sovra-produzione: E la produzione o l'acquisizione di un oggetto prima che esso sia veramente richiesto. E' lo spreco più pericoloso per l'azienda perché nasconde i problemi della produzione. La sovra-produzione deve essere immagazzinata, gestita e protetta 3. Trasporto: Ogni volta che un prodotto viene sottoposto ad un movimento rischia di essere danneggiato, perso, ecc, oltre ad essere un'attività di non-valore aggiunto. Il trasporto non comporta alcuna trasformazione al prodotto che il cliente sia disposto a pagare 4. Attesa: si riferisce sia al tempo trascorso dagli operatori aspettando che arrivino le risorse, sia il tempo che passa mentre aspettano che il prodotto venga portato via, sia il capitale investito in beni e servizi che non sono stati ancora consegnati al cliente 38
39 I 7 sprechi 5. Scorte: che siano sotto forma di materie prime, di materiale in lavorazione (WIP), o di prodotti finiti, rappresentano comunque un capitale che deve ancora produrre un guadagno sia per il produttore che per il cliente. Ciascuna di queste tre voci che non sia ancora elaborata per poter produrre valore è uno spreco 6. Movimento: A differenza del trasporto, il movimento si riferisce ai macchinari o agli operai in quanto anche questi possono subire usure, danneggiamenti o avere problemi relativi alla sicurezza. Include anche gli investimenti e i costi del processo produttivo 7. Sovra-processare: ovvero usare risorse più costose del necessario per le attività produttive o inserire funzioni aggiuntive oltre a quelle che aveva inizialmente richiesto il cliente produce solo sprechi. Gli operatori che possiedono una qualifica superiore a quella richiesta per realizzare determinate attività, generano dei costi per mantenere le proprie competenze che vanno persi nell'esecuzione di attività che richiedono una qualifica minore. 39
40 Poka-Yoke Significa "a prova di errore" E' una costrizione sul comportamento, o un metodo per prevenire gli errori imponendo dei limiti su come un'operazione può essere effettuata per forzare il completamento corretto dell'operazione. Il concetto di questa parola è infatti quello di evitare (yokeru) gli errori di distrazione (poka) Nasce nel settore automobilistico giapponese: la terminologia fu creata da Shigeo Shingo come un aspetto del Toyota Production System. L'espressione originaria era Baka-yoke ("a prova di idiota"). Un esempio di questo nell'esperienza odierna è l'impossibilità di togliere la chiave della macchina dal blocchetto dell'avviamento finché il veicolo è acceso. 40
41 Poka-Yoke Esistono tre tipi di Poka-Yoke: 1. Il metodo del contatto (contact method): le caratteristiche fisiche di un oggetto (la sua forma, il suo colore,...) permettono di distinguere la posizione corretta o impediscono di connettere tra loro degli oggetti evitando i malfunzionamenti causati da un errato contatto 2. Il metodo del valore fisso (fixed-value method) controlla se è stato compiuto un certo numero di operazioni 3. Il metodo delle fasi di lavoro (motion-step method) controlla se sono stati eseguite, nel loro ordine corretto, tutte le fasi di un determinato processo. Poka-yoke dà degli avvertimenti, o può ostacolare, oppure controllare, l'azione sbagliata. E' suggerito che la scelta tra questi due sia basata sui comportamenti nel processo; errori occasionali possono meritare avvertimenti mentre errori frequenti, o quelli che non possono essere rettificati, possono meritare un poka-yoke di controllo. 41
42 Takt Time Takt Time può essere definito come il tempo massimo permesso per produrre un prodotto in modo da soddisfare la domanda Deriva dalla parola tedesca Taktzeit, traducibile come "il tempo dell'orologio Takt Time setta il ritmo delle linee della produzione industriale. Nella produzione di autoveicoli, ad esempio, le auto vengono assemblate su una linea, e vengono spostate alla successiva stazione dopo un certo tempo, il Takt Time Quindi, il tempo necessario a completare il lavoro in ogni stazione deve essere minore del Takt Time, in modo che il prodotto sia completato entro il tempo permesso. 42
43 Calcolo del Takt Time Takt Time può essere definito con la seguente formula: T = Ta / Td Dove: T = Takt time [minuti lavorativi / unità di merce prodotte] Ta = Tempo Netto di lavoro [minuti lavorativi / giorno] Td = Domanda (merce richiesta dal cliente) [unità di merce richieste / giorno] Il Tempo Netto Disponibile è l'ammontare di tempo disponibile per ultimare il lavoro. Bisogna tenere conto delle pause e altri momenti in cui il lavoro è fermo (ad esempio: lavori di manutenzione, riunioni, ). Esempio: Se si ha un totale di 8 ore (cioè 480 minuti) in un turno di lavoro (tempo lordo) a cui si sottraggono 30 minuti per la pausa pranzo, 30 minuti per le pause (2 pause da 15 minuti ciascuna), 10 minuti per la riunione e 10 minuti per la manutenzione, allora il Tempo Netto Disponibile per lavorare sarà: = 400 minuti Se il cliente aveva richiesto, ad esempio, 400 unità di merce al giorno, allora sarà necessario impiegare al massimo un minuto per ultimare ogni unità di merce, in modo da riuscire a stare al passo con la Domanda del Cliente In realtà, le persone e i macchinari non mantengono mai un'efficienza del 100% e ci potranno essere delle pause per altre ragioni al di fuori di quelle già viste, quindi in questo caso bisognerà tener conto di queste circostanze e perciò si dovrà attrezzare la propria linea produttiva per lavorare ad un ritmo più veloce. 43
44 SMED Single Minute Exchange of Die (SMED) è uno dei molti strumenti della Produzione Snella per ridurre gli sprechi in un processo manufatturiero Fornisce un modo rapido ed efficiente di convertire un processo manufatturiero dal gestire il prodotto corrente al gestire il prodotto successivo. Questa rapida conversione è la chiave per ridurre i carichi di produzione e in tal modo aumentarne il flusso (Mura). L'espressione "single minute" non significa che tutte le conversioni e gli avviamenti dovrebbero richiedere soltanto un minuto, ma che essi dovrebbero richiedere meno di 10 minuti (in altre parole, "single digit minute") Il concetto di OTED (One-Touch Exchange of Die), più severo, dice che le variazioni possono e dovrebbero richiedere meno di 100 secondi. 44
45 Implementazione di SMED Otto tecniche devono essere prese in considerazione: 1. Dividere le operazioni di attrezzaggio in Interne ed Esterne 2. Convertire quelle Interne in Esterne 3. Standardizzare la funzione, non la forma 4. Usare chiusure funzionali o eliminarle completamente 5. Usare chiusure intermedie 6. Adottare operazioni parallele 7. Eliminare modifiche 8. Meccanizzazione I miglioramenti SMED dovrebbero passare per 4 stadi concettuali: 1. Assicurarsi che le azioni esterne di attrezzaggio siano effettuate mentre la macchina è ancora in funzione; 2. Separare le azioni di attrezzaggio in esterne e interne e convertire il più possibile le azioni interne in esterne; 3. Implementare modi efficienti per trasportare lo stampo, le attrezzature ed altre parti; 4. Migliorare tutte le azioni di attrezzaggio. 45
46 Work cell Una Work Cell è una disposizione di risorse in un'ambiente manifatturiero per migliorare la qualità, la velocità ed il costo del processo Le Work cells sono disegnati per migliorare il processo tramite il miglioramento del flusso e l'eliminazione dello spreco Gli approcci classici affermano che i costi vengono ridotti dividendo il processo in fasi, e assicurando che ciascuna di queste fasi minimizzi i costi e massimizzi l'efficienza: questo approccio promuove la separazione delle macchine l'una dall'altra per massimizzare l'efficienza di ciascuna di esse La contabilità tradizionale basa l'ammortamento delle macchine sul numero di pezzi prodotti, e questo rafforza l'idea di abbassare il costo di ciascuna macchina facendole produrre più pezzi possibili. Però, aumentando il numero di pezzi, si aggiunge uno spreco nelle aree come Inventario e Trasporto Grandi quantità di scorte in eccesso si accumuleranno ora tra ciascuna macchina nel processo. Inoltre pezzi dovranno essere trasportati tra le macchine. Con la contrazione dei lotti di produzione tale assetto può diventare esplosivo 46
47 Work cell Uno degli obiettivi primari della Produzione Snella (Lean Manufacturing) è di eliminare questo tipo di spreco, in particolare i costi di Inventario e Trasporto. Lean significa focalizzarsi sul processo per creare un prodotto finito al costo più basso invece che abbassare il costo di ogni fase. L'applicazione di questo approccio è ciò che viene appunto chiamato Work cell. I vari macchinari usati per produrre un prodotto sono posizionati vicini tra di loro per minimizzare il trasporto di materiali e persone (la scrivania in forma di L con degli scaffali sopra è un buon esempio in un ufficio, che permette all'impiegato di avere la maggior parte dei suoi strumenti a portata di mano) Questo minimizzerà lo spreco sia nel trasporto che nell'immagazzinamento delle scorte in eccesso. L'implementazione di Workcell può ridurre i costi fino al 90% e dà un grosso vantaggio in termini di costi 47
48 Kaizen: la check list Employees Know how Timing Plant and machinery Tooling and devices Row materials Production volumes Stocks Environment Culture 48
49 Kaizen: le domande Who? What? Where? When? How? Why? 49 LIUC - UNIVERSITA CARLO CATTANEO
50 Kaizen: le 7 tecniche per identificare I problemi ed analizzare la situazione Per assicurare un corretto approccio analitico sulle aree di miglioramento è opportuno basarsi sulle seguenti 5 tecniche statistiche: 1. Raccolta dati 2. Istogramma 3. Diagramma di Ishikava 4. Diagramma di Pareto 5. Analisi di stratificazione 6. Correlazione 7. Carte di controllo 50
51 Ogni proposta di modifica di processo deve partire da un analisi dei dati corretti. Per raccoglierli è necessario pianificare una forma adeguata e rigorosa Criteri: 1. Raccolta dati Scegliere i dati giusti Utilizzare un modulo facile da compilare A prova di errore Facile da leggere 51
52 example airport 1. Raccolta dati shop with new best-seller on sale check and identification of customer profile: Female Age: family status: not relevant Data: 25 Sett. Località: aeroporto di xxx Orario: Sesso Soli? Età M F Si No > 60 / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / 52
53 2. Istogramma L'istogramma è la rappresentazione grafica di una distribuzione in classi di un carattere continuo. È costituito da rettangoli adiacenti le cui basi sono allineate su un asse orientato e dotato di unità di misura E essenziale farsi un idea della distribuzione dei dati. Come costruire un istogramma : Misurare la dispersione dei dati tra valore minimo e massimo Definire gli intervalli di accorpamento Analizzare i dati Realizzare l istogramma 53
54 2. Istogramma L'adiacenza dei rettangoli dà conto della continuità del carattere. Ogni rettangolo ha base di lunghezza pari all'ampiezza della corrispondente classe; l'altezza invece è calcolata come densità di frequenza, ovvero essa è pari al rapporto fra la frequenza (assoluta) associata alla classe e l'ampiezza della classe. L'area della superficie di ogni rettangolo coincide con la frequenza associata alla classe cui il rettangolo si riferisce. La somma delle aree dei rettangoli è uguale alla somma delle frequenze dei valori appartenenti alle varie classi. Volendo si può scegliere di rappresentare nell istogramma le frequenze relative (anziché le semplici frequenze assolute) delle varie classi. Dividendo le frequenze relative di un istogramma per l'ampiezza di ciascuna classe si attuerà un processo di normalizzazione dell istogramma ottenendo così un istogramma di densità la cui somma delle aree delle ampiezze di ciascuna classe rappresentata sarà uguale ad 1. Si costruisce partendo dalla massima escursione tra i dati dividendola per gli intervalli desiderati. 54
55 2. Istogramma E la rappresentazione grafica della distribuzione dei dati Gli intervalli di accorpamento devono essere uguali tra loro Ogni misura è rappresentata da una colonna <
56 3. Diagramma di Ishikawa Sostanzialmente si tratta di una rappresentazione grafica di tutte le possibili cause relative ad un problema. La rappresentazione grafica assume la forma di una lisca di pesce. Nel corso di una o più sessioni di brainstorming si esaminano i problemi e le loro possibili cause. Entrambe si rappresentano in uno o più diagrammi in quattro macrogruppi: Macchine, Manodopera, Metodi, Materiali Ogni causa può essere a sua volta effetto di altre cause il guasto delle macchine può essere effetto di una carente progettazione la manodopera poco efficiente può essere effetto di una cattiva gestione delle risorse umane i metodi non sufficientemente qualificati possono essere effetto di una carente qualità della progettazione, delle specifiche o della Norma tecnica di riferimento. i materiali possono essere effetto di carenti controlli della qualità, difetti, o lotti di materiali non conformi 56
57 inactivity Physical cond. relaxation pleasure sleep engagement rules 3. Diagramma di Ishikawa theory.. weater Strategy fat study quantity experience calories food encouragement abnegation evaluation analysis team diligence State of mind perseverance concentration skill cooperazione funzione power speed Technique encouragement.. abnegation pride aggressiv eness calm self confidence quantity counseling program quality model repetition moderation training Match failure [H. Kume : Metodi statistici per il miglioramento della qualità] 57
58 4. Diagramma di Pareto È possibile analizzare un insieme di dati, ad esempio offerto da un diagramma di Ishikawa, in modo da determinare le poche variabili (fra le tante in esame) che influenzano in modo significativo i risultati finali di un determinato fenomeno (analisi di Pareto) Uno strumento utile a tale scopo è il diagramma di Pareto che consiste in un istogramma della distribuzione percentuale di un fenomeno, ordinato in senso decrescente, affiancato al grafico delle frequenze cumulate (curva di Lorenz) Il grafico può aiutare a stabilire quali sono i maggiori fattori che hanno influenza su un dato fenomeno, ed è quindi un utile strumento nelle analisi, nei processi decisionali, nella gestione della qualità ed in altri settori 58
59 4. Esempio di diagramma di Pareto I primi tre fattori (difetti) hanno una incidenza dell'80% sul totale degli effetti (reclami) Si noti che la variabile in ordinata è continua, mentre la variabile in ascissa è discreta Per la variabile in ascissa si calcola la numerosità relativa e si riporta nel grafico. Si noti che per questa variabile è improprio parlare di frequenza relativa, in quanto essa è "indifferenziata": ad esempio non si considera quanti difetti, ma quante tipologie di difetti. Contrariamente per l'ordinata non si considerano, ad esempio, le tipologie dei reclami e se a certi difetti sono associati certi reclami, ma un numero di reclami complessivo. 59
60 4. Analisi ABC Il diagramma di Pareto può essere suddiviso in tre classi di analisi: settore A in corrispondenza di una frequenza cumulata dell'80% (cui corrisponde in ascissa un valore intorno al 20%, secondo appunto la legge di Pareto) altri due settori con progressivamente minore incidenza, in genere secondo una tabella analoga alla seguente, che rappresenta - a titolo di esempio - il valore economico e la numerosità degli articoli presenti in un magazzino Valore / Numerosità Valore 80 % Numerosità 20 % AValore 15 % Numerosità 30 % BValore 5 % Numerosità 50 % Classe A B C 60
61 Questa tecnica viene utilizzata quando il processo è troppo complicato e d il diagramma di Ishikava non può fornire informazioni complete. In questi casi sarebbe meglio analizzare i diversi elementi separatamente Ex: 5. Analisi multilivello Dopo più reclami dei clienti, il primo approccio è verificare che lo stesso servizio è fornito da 5 diversi operatori e quindi analizzare il comportamento di questi. La verifica dei crediti per ogni operatore mostra una cattiva qualità fornita dall operatore D A A input B C D E Service failure B C D E 61
62 6. Diagramma di correlazione Il diagramma di correlazione è un grafico a due dimensioni che permette di studiare i rapporti tra due variabili. L identificazione di una potenziale correlazione tra due variabili permette di monitorare una caratteristica qualitativa attraverso l altra. Ciò rappresenta un vantaggio non indifferente in sistemi produttivi complessi. Condizione precedente all utilizzo del diagramma di correlazione è l individuazione delle caratteristiche delle quali si voglia individuare la relazione; a questo scopo, è necessario far riferimento al diagramma causa-effetto. Passi fondamentali per la costruzione dello strumento: 1) Individuare le due variabili x e y che si vogliono analizzare e raccogliere i dati relativi alle coppie di osservazioni (x, y). La raccolta dei dati da riportare nel diagramma deve essere effettuata su di un campione sufficientemente ampio 2) Per facilitare la costruzione e la realizzazione del diagramma, identificare il valore massimo e minimo per x e y e decidere le unità di misura sugli assi in modo che la loro lunghezza sia più o meno pari 3) Disegnare il diagramma riportando i valori delle n coppie (xi, yi) sul piano (i = 1,,n) 4) Inserire tutte le informazioni necessarie per identificare il diagramma (titolo del grafico, variabili analizzate, numero di campioni, nominativo operatore ) 62
63 6. Interpretazione del diagramma di correlazione Una volta che il diagramma è stato costruito si può riscontrare se: non vi sia correlazione tra x e y ad un aumento della x vi sia una diminuzione della y (forte correlazione) ad un aumento della x vi sia una tendenza alla diminuzione della y (ma potrebbero concorrere anche altre variabili) ad un aumento della x vi sia un incremento della y (forte correlazione) ad un aumento della x vi sia una tendenza all incremento della y (ma potrebbero concorrere anche altre variabili) E importante anche studiare eventuali punti anomali. Una eventuale relazione tra due variabili può essere formalizzata attraverso l indice di correlazione r. Il coefficiente r varia nell intervallo 1 r 1, quindi un valore assoluto di r maggiore dell unità significa che è stato commesso un errore In generale si definisce che: se r tende a 1 vi è forte correlazione positiva se r tende a 1 vi è forte correlazione negativa se r tende a 0 vi è debole correlazione 63
64 6. Diagramma di correlazione CORRELAZIONE NESSUNA CORRELAZIONE CORRELAZIONE 64
65 16 12 Fissando i limiti superiori ed inferiori dei valori ammessi per la nostra variabile, questo strumento ci consente di vedere velocemente se il processo è sotto controllo oppure no Carte di controllo Standard situation Upper level Average value Lower level Critical situation 65
66 7. Carte di controllo Quella mostrata è una tipica carta di controllo (Carta di Shewhart delle medie); in questa carta vengono riportate le medie delle misurazioni fatte durante il processo di produzione. Questa carta ha una linea centrale (Central Line) che rappresenta il valore attorno al quale le misurazioni della caratteristica che si vuole analizzare dovrebbero trovarsi se nel processo fosse presente solo una variabilità naturale. In un processo sono infatti presenti due tipi di variabilità: La variabilità naturale o fisiologica che indica l effetto cumulato di un gran numero di piccole cause inevitabili ed incontrollabili La variabilità sistematica che indica distorsioni nel processo che possono essere dovute a macchine non regolari, materie prime difettose, errori degli operatori, L obiettivo è quello di individuare la presenza nel processo di variabilità sistematica poiché la presenza della variabilità naturale è impossibile da eliminare e non influenza particolarmente la produzione ed infatti se all interno di un processo di produzione è presente solo una variabilità naturale il processo si dice in controllo, mentre in presenza di variabilità sistematica il processo è detto fuori controllo. Oltre alla linea centrale nella carta sono presenti due limiti, uno inferiore (Lower Control Limit) ed uno superiore (Upper Control Limit) che sono determinati tramite varie considerazioni statistiche; se all interno del processo è presente una variabilità sistematica, e quindi qualcosa che determina errori nella produzione, uno o più punti cadranno all esterno dell area delimitata dai limiti di controllo. CIò permetterà di scoprire la causa dell errore e rimuoverla velocemente dal processo La bontà degli strumenti utilizzati si misurerà anche in base alla velocità con cui questi saranno in grado di individuare i cambiamenti di stato (da in-controllo a fuori-controllo) in modo da permettere di intervenire velocemente nell individuazione delle cause ed attivarsi per la correzione 66
67 Un caso reale Introduzione dell approccio Kaizen Progetto affidato al circolo della qualità Processo di assistenza clienti presso una banca Applicazione delle 7 tecniche 67
68 L ombrello Kaizen Kaizen è la filosofia che come un ombrello raccoglie le seguenti linee di azione: Approccio orientato al cliente Forte disciplina Qualità da parte di piccole squadre Rapporti industriali soft Zero errori Atteggiamento "Counselling Automazione Sviluppo di nuovi prodotti 68
Analisi e diagramma di Pareto
 Analisi e diagramma di Pareto L'analisi di Pareto è una metodologia statistica utilizzata per individuare i problemi più rilevanti nella situazione in esame e quindi le priorità di intervento. L'obiettivo
Analisi e diagramma di Pareto L'analisi di Pareto è una metodologia statistica utilizzata per individuare i problemi più rilevanti nella situazione in esame e quindi le priorità di intervento. L'obiettivo
LA LEAN MANUFACTURING E TOYOTA. QualitiAmo La Qualità gratis sul web
 LA LEAN MANUFACTURING E TOYOTA GLI SPRECHI DA EVITARE Quali erano gli sprechi che Toyota voleva evitare, applicando la Produzione snella? Essenzialmente 3: le perdite di tempo legate alle rilavorazioni
LA LEAN MANUFACTURING E TOYOTA GLI SPRECHI DA EVITARE Quali erano gli sprechi che Toyota voleva evitare, applicando la Produzione snella? Essenzialmente 3: le perdite di tempo legate alle rilavorazioni
Lean Production. e approccio Just In Time CORSO DI GESTIONE DELLA PRODUZIONE INDUSTRIALE. Lean Production. Value stream e lotta agli sprechi
 Lean Production CORSO DI GESTIONE DELLA PRODUZIONE INDUSTRIALE Lean Production e approccio Just In Time! Insieme di attività integrate progettato per ottenere alti volumi produttivi pur utilizzando scorte
Lean Production CORSO DI GESTIONE DELLA PRODUZIONE INDUSTRIALE Lean Production e approccio Just In Time! Insieme di attività integrate progettato per ottenere alti volumi produttivi pur utilizzando scorte
DIMINUIRE I COSTI CON IL SISTEMA QUALITA
 DIMINUIRE I COSTI CON IL SISTEMA QUALITA Lo so che è un argomento impopolare; la mia tesi è che si puo' usare un sistema qualità per abbassare i costi invece che fabbricare carte false. L idea mi è venuta
DIMINUIRE I COSTI CON IL SISTEMA QUALITA Lo so che è un argomento impopolare; la mia tesi è che si puo' usare un sistema qualità per abbassare i costi invece che fabbricare carte false. L idea mi è venuta
Capitolo 13: L offerta dell impresa e il surplus del produttore
 Capitolo 13: L offerta dell impresa e il surplus del produttore 13.1: Introduzione L analisi dei due capitoli precedenti ha fornito tutti i concetti necessari per affrontare l argomento di questo capitolo:
Capitolo 13: L offerta dell impresa e il surplus del produttore 13.1: Introduzione L analisi dei due capitoli precedenti ha fornito tutti i concetti necessari per affrontare l argomento di questo capitolo:
Project Management. Modulo: Introduzione. prof. ing. Guido Guizzi
 Project Management Modulo: Introduzione prof. ing. Guido Guizzi Definizione di Project Management Processo unico consistente in un insieme di attività coordinate con scadenze iniziali e finali, intraprese
Project Management Modulo: Introduzione prof. ing. Guido Guizzi Definizione di Project Management Processo unico consistente in un insieme di attività coordinate con scadenze iniziali e finali, intraprese
Norme per l organizzazione - ISO serie 9000
 Norme per l organizzazione - ISO serie 9000 Le norme cosiddette organizzative definiscono le caratteristiche ed i requisiti che sono stati definiti come necessari e qualificanti per le organizzazioni al
Norme per l organizzazione - ISO serie 9000 Le norme cosiddette organizzative definiscono le caratteristiche ed i requisiti che sono stati definiti come necessari e qualificanti per le organizzazioni al
L ANALISI ABC PER LA GESTIONE DEL MAGAZZINO
 L ANALISI ABC PER LA GESTIONE DEL MAGAZZINO È noto che la gestione del magazzino è uno dei costi nascosti più difficili da analizzare e, soprattutto, da contenere. Le nuove tecniche hanno, però, permesso
L ANALISI ABC PER LA GESTIONE DEL MAGAZZINO È noto che la gestione del magazzino è uno dei costi nascosti più difficili da analizzare e, soprattutto, da contenere. Le nuove tecniche hanno, però, permesso
Corso di. Dott.ssa Donatella Cocca
 Corso di Statistica medica e applicata Dott.ssa Donatella Cocca 1 a Lezione Cos'è la statistica? Come in tutta la ricerca scientifica sperimentale, anche nelle scienze mediche e biologiche è indispensabile
Corso di Statistica medica e applicata Dott.ssa Donatella Cocca 1 a Lezione Cos'è la statistica? Come in tutta la ricerca scientifica sperimentale, anche nelle scienze mediche e biologiche è indispensabile
ILSISTEMA INTEGRATO DI PRODUZIONE E MANUTENZIONE
 ILSISTEMA INTEGRATO DI PRODUZIONE E MANUTENZIONE L approccio al processo di manutenzione Per Sistema Integrato di Produzione e Manutenzione si intende un approccio operativo finalizzato al cambiamento
ILSISTEMA INTEGRATO DI PRODUZIONE E MANUTENZIONE L approccio al processo di manutenzione Per Sistema Integrato di Produzione e Manutenzione si intende un approccio operativo finalizzato al cambiamento
EasyMACHINERY ERPGestionaleCRM. partner
 ERPGestionaleCRM partner La soluzione software per le aziende di produzione di macchine Abbiamo trovato un software e un partner che conoscono e integrano le particolarità del nostro settore. Questo ci
ERPGestionaleCRM partner La soluzione software per le aziende di produzione di macchine Abbiamo trovato un software e un partner che conoscono e integrano le particolarità del nostro settore. Questo ci
liste di liste di controllo per il manager liste di controllo per il manager liste di controllo per i
 liste di controllo per il manager r il manager liste di controllo per il manager di contr liste di liste di controllo per il manager i controllo trollo per il man liste di il man liste di controllo per
liste di controllo per il manager r il manager liste di controllo per il manager di contr liste di liste di controllo per il manager i controllo trollo per il man liste di il man liste di controllo per
La riorganizzazione della Supply Chain secondo i principi lean :
 Consulenza di Direzione Management Consulting Formazione Manageriale HR & Training Esperienza e Innovazione La riorganizzazione della Supply Chain secondo i principi lean : un passo chiave nel percorso
Consulenza di Direzione Management Consulting Formazione Manageriale HR & Training Esperienza e Innovazione La riorganizzazione della Supply Chain secondo i principi lean : un passo chiave nel percorso
EVOLUZIONE DELLE INIZIATIVE PER LA QUALITA : L APPROCCIO SIX SIGMA
 http://www.sinedi.com ARTICOLO 3 LUGLIO 2006 EVOLUZIONE DELLE INIZIATIVE PER LA QUALITA : L APPROCCIO SIX SIGMA A partire dal 1980 sono state sviluppate diverse metodologie per la gestione della qualità
http://www.sinedi.com ARTICOLO 3 LUGLIO 2006 EVOLUZIONE DELLE INIZIATIVE PER LA QUALITA : L APPROCCIO SIX SIGMA A partire dal 1980 sono state sviluppate diverse metodologie per la gestione della qualità
ALLINEARSI: IL DRIVER PER UNA INNOVAZIONE DI SUCCESSO!
 ALLINEARSI: IL DRIVER PER UNA INNOVAZIONE DI SUCCESSO! L allineamento del team esecutivo è definibile come l accordo dei membri del team in merito a: 1. Allineamento personale -consapevolezza dell impatto
ALLINEARSI: IL DRIVER PER UNA INNOVAZIONE DI SUCCESSO! L allineamento del team esecutivo è definibile come l accordo dei membri del team in merito a: 1. Allineamento personale -consapevolezza dell impatto
SISTEMA di GESTIONE QUALITÀ Non Conformità ed Efficacia delle Azioni Correttive Preventive
 SISTEMA di GESTIONE QUALITÀ Non Conformità ed Efficacia delle Azioni Correttive Preventive Il sistema di gestione della qualità a cui mi riferisco è quello relativo alla norma ISO-9001:2000. Prima di entrare
SISTEMA di GESTIONE QUALITÀ Non Conformità ed Efficacia delle Azioni Correttive Preventive Il sistema di gestione della qualità a cui mi riferisco è quello relativo alla norma ISO-9001:2000. Prima di entrare
Il miglioramento, il problem solving e gli strumenti per il lavoro di gruppo
 Il miglioramento, il problem solving e gli strumenti per il lavoro di gruppo UNIVERSITA DI PISA Università di Pisa Miglioramento continuo e Problem Solving 1 Indice Il miglioramento: i diversi approcci
Il miglioramento, il problem solving e gli strumenti per il lavoro di gruppo UNIVERSITA DI PISA Università di Pisa Miglioramento continuo e Problem Solving 1 Indice Il miglioramento: i diversi approcci
Il concetto di valore medio in generale
 Il concetto di valore medio in generale Nella statistica descrittiva si distinguono solitamente due tipi di medie: - le medie analitiche, che soddisfano ad una condizione di invarianza e si calcolano tenendo
Il concetto di valore medio in generale Nella statistica descrittiva si distinguono solitamente due tipi di medie: - le medie analitiche, che soddisfano ad una condizione di invarianza e si calcolano tenendo
03. Il Modello Gestionale per Processi
 03. Il Modello Gestionale per Processi Gli aspetti strutturali (vale a dire l organigramma e la descrizione delle funzioni, ruoli e responsabilità) da soli non bastano per gestire la performance; l organigramma
03. Il Modello Gestionale per Processi Gli aspetti strutturali (vale a dire l organigramma e la descrizione delle funzioni, ruoli e responsabilità) da soli non bastano per gestire la performance; l organigramma
Lean Organization EXCELLENCE CONSULTING OUTSOURCING STRATEGIES ACCOUNTABILITY TRAINING TO CHANGE
 Lean Organization EXCELLENCE CONSULTING OUTSOURCING STRATEGIES ACCOUNTABILITY TRAINING TO CHANGE Indice 1 VISION E OBIETTIVI DELL INIZIATIVA 2 LE MOTIVAZIONI 3 I PRINCIPI DELL ORGANIZAZIONE SNELLA 4 GLI
Lean Organization EXCELLENCE CONSULTING OUTSOURCING STRATEGIES ACCOUNTABILITY TRAINING TO CHANGE Indice 1 VISION E OBIETTIVI DELL INIZIATIVA 2 LE MOTIVAZIONI 3 I PRINCIPI DELL ORGANIZAZIONE SNELLA 4 GLI
C) DIAGRAMMA A SETTORI
 DIAGRAMMA A SETTORI") C) DIAGRAMMA A SETTORI Procedura: Determinare la percentuale per ciascuna categoria Convertire i valori percentuali in gradi d angolo Disegnare un cerchio e tracciare i settori Contrassegnare i settori
C) DIAGRAMMA A SETTORI Procedura: Determinare la percentuale per ciascuna categoria Convertire i valori percentuali in gradi d angolo Disegnare un cerchio e tracciare i settori Contrassegnare i settori
UNIS&F a fianco delle aziende per sviluppare la competitività. Il progetto Lean in Della Toffola S.p.A.
 UNIS&F a fianco delle aziende per sviluppare la competitività. Il progetto Lean in Della Toffola S.p.A. Una breve presentazione dell'azienda Della Toffola S.p.A., società fondata nel 1961, ha come business
UNIS&F a fianco delle aziende per sviluppare la competitività. Il progetto Lean in Della Toffola S.p.A. Una breve presentazione dell'azienda Della Toffola S.p.A., società fondata nel 1961, ha come business
PROCESSI PRODUTTIVI E LOGISTICA I.T.S.T J.F. KENNEDY - PN
 PROCESSI PRODUTTIVI E LOGISTICA I.T.S.T J.F. KENNEDY - PN A.S. 2014/15 Innovazione e ciclo di vita di un prodotto La progettazione di un prodotto e di conseguenza il suo processo produttivo dipende dalla
PROCESSI PRODUTTIVI E LOGISTICA I.T.S.T J.F. KENNEDY - PN A.S. 2014/15 Innovazione e ciclo di vita di un prodotto La progettazione di un prodotto e di conseguenza il suo processo produttivo dipende dalla
Efficienza Produttiva. Il Piano d azione dell efficienza
 Efficienza Produttiva Il Piano d azione dell efficienza Nino Guidetti Direttore Commerciale Grandi Clienti Schneider Electric per eliminare le inefficienze La Lean Manufacturing è una strategia operativa,
Efficienza Produttiva Il Piano d azione dell efficienza Nino Guidetti Direttore Commerciale Grandi Clienti Schneider Electric per eliminare le inefficienze La Lean Manufacturing è una strategia operativa,
CAPACITÀ DI PROCESSO (PROCESS CAPABILITY)
") CICLO DI LEZIONI per Progetto e Gestione della Qualità Facoltà di Ingegneria CAPACITÀ DI PROCESSO (PROCESS CAPABILITY) Carlo Noè Università Carlo Cattaneo e-mail: [email protected] 1 CAPACITÀ DI PROCESSO Il
CICLO DI LEZIONI per Progetto e Gestione della Qualità Facoltà di Ingegneria CAPACITÀ DI PROCESSO (PROCESS CAPABILITY) Carlo Noè Università Carlo Cattaneo e-mail: [email protected] 1 CAPACITÀ DI PROCESSO Il
Capitolo 4 - Teoria della manutenzione: la gestione del personale
 Capitolo 4 - Teoria della manutenzione: la gestione del personale Con il presente capitolo si chiude la presentazione delle basi teoriche della manutenzione. Si vogliono qui evidenziare alcune problematiche
Capitolo 4 - Teoria della manutenzione: la gestione del personale Con il presente capitolo si chiude la presentazione delle basi teoriche della manutenzione. Si vogliono qui evidenziare alcune problematiche
Contabilità generale e contabilità analitica
 1/5 Contabilità generale e contabilità analitica La sfida della contabilità analitica è di produrre informazioni sia preventive che consuntive. Inoltre questi dati devono riferirsi a vari oggetti (prodotti,
1/5 Contabilità generale e contabilità analitica La sfida della contabilità analitica è di produrre informazioni sia preventive che consuntive. Inoltre questi dati devono riferirsi a vari oggetti (prodotti,
IL MARKETING E QUELLA FUNZIONE D IMPRESA CHE:
 IL MARKETING E QUELLA FUNZIONE D IMPRESA CHE:! definisce i bisogni e i desideri insoddisfatti! ne definisce l ampiezza! determina quali mercati obiettivo l impresa può meglio servire! definisce i prodotti
IL MARKETING E QUELLA FUNZIONE D IMPRESA CHE:! definisce i bisogni e i desideri insoddisfatti! ne definisce l ampiezza! determina quali mercati obiettivo l impresa può meglio servire! definisce i prodotti
Analisi della catena logistica. Analisi della catena logistica 1
 Analisi della catena logistica Analisi della catena logistica 1 La visione tradizionale della logistica nel settore manifatturiero Utile 4% Costi della Logistica 21% Utile Costi logistici Costi del Marketing
Analisi della catena logistica Analisi della catena logistica 1 La visione tradizionale della logistica nel settore manifatturiero Utile 4% Costi della Logistica 21% Utile Costi logistici Costi del Marketing
Il Lean Thinking in Sanità
 INCONTRO TRA NARRAZIONI E EVIDENZE PER UNA SANITÀ DA TRASFORMARE Il Lean Thinking in Sanità Milano 28 ottobre 2011 Carlo Magni Da qualche anno si parla di LEAN THINKING negli Ospedali: Alcuni articoli
INCONTRO TRA NARRAZIONI E EVIDENZE PER UNA SANITÀ DA TRASFORMARE Il Lean Thinking in Sanità Milano 28 ottobre 2011 Carlo Magni Da qualche anno si parla di LEAN THINKING negli Ospedali: Alcuni articoli
Lezione 4. Controllo di gestione. Il controllo direzionale
 Lezione 4 Il controllo direzionale Sistema di pianificazione e controllo PIANIFICAZIONE STRATEGICA PIANO 1 2 OBIETTIVI OBIETTIVI ATTIVITA 3 DI LUNGO PERIODO DI BREVE PERIODO OPERATIVA 5 BUDGET FEED-BACK
Lezione 4 Il controllo direzionale Sistema di pianificazione e controllo PIANIFICAZIONE STRATEGICA PIANO 1 2 OBIETTIVI OBIETTIVI ATTIVITA 3 DI LUNGO PERIODO DI BREVE PERIODO OPERATIVA 5 BUDGET FEED-BACK
READY-TO-GO PRODUZIONE
 READY-TO-GO PRODUZIONE Modulo Standard QlikView OBIETTIVO Le aziende che fabbricano prodotti hanno la necessità di avere un controllo efficiente delle loro attività produttive e di assemblaggio. Questo,
READY-TO-GO PRODUZIONE Modulo Standard QlikView OBIETTIVO Le aziende che fabbricano prodotti hanno la necessità di avere un controllo efficiente delle loro attività produttive e di assemblaggio. Questo,
25/11/14 ORGANIZZAZIONE AZIENDALE. Tecnologie dell informazione e controllo
 ORGANIZZAZIONE AZIENDALE 1 Tecnologie dell informazione e controllo 2 Evoluzione dell IT IT, processo decisionale e controllo Sistemi di supporto al processo decisionale IT e coordinamento esterno IT e
ORGANIZZAZIONE AZIENDALE 1 Tecnologie dell informazione e controllo 2 Evoluzione dell IT IT, processo decisionale e controllo Sistemi di supporto al processo decisionale IT e coordinamento esterno IT e
LE CARTE DI CONTROLLO (4)
") LE CARTE DI CONTROLLO (4) Tipo di carta di controllo Frazione difettosa Carta p Numero di difettosi Carta np Dimensione campione Variabile, solitamente >= 50 costante, solitamente >= 50 Linea centrale
LE CARTE DI CONTROLLO (4) Tipo di carta di controllo Frazione difettosa Carta p Numero di difettosi Carta np Dimensione campione Variabile, solitamente >= 50 costante, solitamente >= 50 Linea centrale
Ogni azienda ha la necessità di conoscere il proprio sistema dei costi sia per controllare la situazione esistente che per verificare il
 Ogni azienda ha la necessità di conoscere il proprio sistema dei costi sia per controllare la situazione esistente che per verificare il raggiungimento degli obiettivi avendo come fine il mantenimento
Ogni azienda ha la necessità di conoscere il proprio sistema dei costi sia per controllare la situazione esistente che per verificare il raggiungimento degli obiettivi avendo come fine il mantenimento
FOMIR. Linee di montaggio Fly-System
 FOMIR FOMIR srl Via Torricelli, 237 I-40059 Fossatone di Medicina (BO) T+39 051 782444 / Fax +39 051 6960514 fomir.it easysae.it Linee di montaggio Fly-System Linee di montaggio Fly-System Realizzare delle
FOMIR FOMIR srl Via Torricelli, 237 I-40059 Fossatone di Medicina (BO) T+39 051 782444 / Fax +39 051 6960514 fomir.it easysae.it Linee di montaggio Fly-System Linee di montaggio Fly-System Realizzare delle
MANUALE DELLA QUALITÀ Pag. 1 di 6
 MANUALE DELLA QUALITÀ Pag. 1 di 6 INDICE GESTIONE DELLE RISORSE Messa a disposizione delle risorse Competenza, consapevolezza, addestramento Infrastrutture Ambiente di lavoro MANUALE DELLA QUALITÀ Pag.
MANUALE DELLA QUALITÀ Pag. 1 di 6 INDICE GESTIONE DELLE RISORSE Messa a disposizione delle risorse Competenza, consapevolezza, addestramento Infrastrutture Ambiente di lavoro MANUALE DELLA QUALITÀ Pag.
MODELLO PER LO SVILUPPO DEL PRODOTTO
 MODELLO PER LO SVILUPPO DEL PRODOTTO 34 Funzioni aziendali coinvolte nello sviluppo prodotto LE PRINCIPALI FUNZIONI AZIENDALI PROTAGONISTE NELLO SVIPUPPO PRODOTTI SONO: Progettazione e sviluppo prodotto
MODELLO PER LO SVILUPPO DEL PRODOTTO 34 Funzioni aziendali coinvolte nello sviluppo prodotto LE PRINCIPALI FUNZIONI AZIENDALI PROTAGONISTE NELLO SVIPUPPO PRODOTTI SONO: Progettazione e sviluppo prodotto
Project Cycle Management
 Project Cycle Management Tre momenti centrali della fase di analisi: analisi dei problemi, analisi degli obiettivi e identificazione degli ambiti di intervento Il presente materiale didattico costituisce
Project Cycle Management Tre momenti centrali della fase di analisi: analisi dei problemi, analisi degli obiettivi e identificazione degli ambiti di intervento Il presente materiale didattico costituisce
leaders in engineering excellence
 leaders in engineering excellence engineering excellence Il mondo di oggi, in rapida trasformazione, impone alle imprese di dotarsi di impianti e macchinari più affidabili e sicuri, e di più lunga durata.
leaders in engineering excellence engineering excellence Il mondo di oggi, in rapida trasformazione, impone alle imprese di dotarsi di impianti e macchinari più affidabili e sicuri, e di più lunga durata.
SPC e distribuzione normale con Access
 SPC e distribuzione normale con Access In questo articolo esamineremo una applicazione Access per il calcolo e la rappresentazione grafica della distribuzione normale, collegata con tabelle di Clienti,
SPC e distribuzione normale con Access In questo articolo esamineremo una applicazione Access per il calcolo e la rappresentazione grafica della distribuzione normale, collegata con tabelle di Clienti,
ISO/IEC 2700:2013. Principali modifiche e piano di transizione alla nuova edizione. DNV Business Assurance. All rights reserved.
 ISO/IEC 2700:2013 Principali modifiche e piano di transizione alla nuova edizione ISO/IEC 27001 La norma ISO/IEC 27001, Information technology - Security techniques - Information security management systems
ISO/IEC 2700:2013 Principali modifiche e piano di transizione alla nuova edizione ISO/IEC 27001 La norma ISO/IEC 27001, Information technology - Security techniques - Information security management systems
La visualizzazione del progetto contribuisce ad un miglioramento complessivo dell efficienza del project management
 La visualizzazione di progetto come base per una gestione più efficiente Assumere la leadership Organizzare le risorse per il cambiamento Definire la struttura ideale Identificare le necessità di agire
La visualizzazione di progetto come base per una gestione più efficiente Assumere la leadership Organizzare le risorse per il cambiamento Definire la struttura ideale Identificare le necessità di agire
CAPITOLO 11 Innovazione cam i amen o
 CAPITOLO 11 Innovazione e cambiamento Agenda Ruolo strategico del cambiamento Cambiamento efficace Cambiamento tecnologico Cambiamento di prodotti e servizi i Cambiamento strategico e strutturale Cambiamento
CAPITOLO 11 Innovazione e cambiamento Agenda Ruolo strategico del cambiamento Cambiamento efficace Cambiamento tecnologico Cambiamento di prodotti e servizi i Cambiamento strategico e strutturale Cambiamento
CAPITOLO CAPIT Tecnologie dell ecnologie dell info inf rmazione e controllo
 CAPITOLO 8 Tecnologie dell informazione e controllo Agenda Evoluzione dell IT IT, processo decisionale e controllo Sistemi di supporto al processo decisionale Sistemi di controllo a feedback IT e coordinamento
CAPITOLO 8 Tecnologie dell informazione e controllo Agenda Evoluzione dell IT IT, processo decisionale e controllo Sistemi di supporto al processo decisionale Sistemi di controllo a feedback IT e coordinamento
QUESTIONARIO 3: MATURITA ORGANIZZATIVA
 QUESTIONARIO 3: MATURITA ORGANIZZATIVA Caratteristiche generali 0 I R M 1 Leadership e coerenza degli obiettivi 2. Orientamento ai risultati I manager elaborano e formulano una chiara mission. Es.: I manager
QUESTIONARIO 3: MATURITA ORGANIZZATIVA Caratteristiche generali 0 I R M 1 Leadership e coerenza degli obiettivi 2. Orientamento ai risultati I manager elaborano e formulano una chiara mission. Es.: I manager
GESTIONE AVANZATA DEI MATERIALI
 GESTIONE AVANZATA DEI MATERIALI Divulgazione Implementazione/Modifica Software SW0003784 Creazione 23/01/2014 Revisione del 27/06/2014 Numero 1 Una gestione avanzata dei materiali strategici e delle materie
GESTIONE AVANZATA DEI MATERIALI Divulgazione Implementazione/Modifica Software SW0003784 Creazione 23/01/2014 Revisione del 27/06/2014 Numero 1 Una gestione avanzata dei materiali strategici e delle materie
INTRODUZIONE PRATICA AL LEAN MANAGEMENT
 INTRODUZIONE PRATICA AL LEAN MANAGEMENT Come ottenere più risultati con meno sforzo Immagina di conoscere quella metodologia aziendale che ti permette di: 1. 2. 3. 4. 5. 6. 7. 8. riconoscere e ridurre
INTRODUZIONE PRATICA AL LEAN MANAGEMENT Come ottenere più risultati con meno sforzo Immagina di conoscere quella metodologia aziendale che ti permette di: 1. 2. 3. 4. 5. 6. 7. 8. riconoscere e ridurre
Evidenziare le modalità con le quali l azienda agrituristica produce valore per i clienti attraverso la gestione dei propri processi.
 5. Processi Evidenziare le modalità con le quali l azienda agrituristica produce valore per i clienti attraverso la gestione dei propri processi. Il criterio vuole approfondire come l azienda agrituristica
5. Processi Evidenziare le modalità con le quali l azienda agrituristica produce valore per i clienti attraverso la gestione dei propri processi. Il criterio vuole approfondire come l azienda agrituristica
Calcolo del Valore Attuale Netto (VAN)
") Calcolo del Valore Attuale Netto (VAN) Il calcolo del valore attuale netto (VAN) serve per determinare la redditività di un investimento. Si tratta di utilizzare un procedimento che può consentirci di
Calcolo del Valore Attuale Netto (VAN) Il calcolo del valore attuale netto (VAN) serve per determinare la redditività di un investimento. Si tratta di utilizzare un procedimento che può consentirci di
IN COLLABORAZIONE CON OPTA SRL
 PROGRAMMARE LA PRODUZIONE IN MODO SEMPLICE ED EFFICACE IN COLLABORAZIONE CON OPTA SRL SOMMARIO 1. L AZIENDA E IL PRODOTTO 2. IL PROBLEMA 3. DATI DI INPUT 4. VERIFICA CARICO DI LAVORO SETTIMANALE 5. VERIFICA
PROGRAMMARE LA PRODUZIONE IN MODO SEMPLICE ED EFFICACE IN COLLABORAZIONE CON OPTA SRL SOMMARIO 1. L AZIENDA E IL PRODOTTO 2. IL PROBLEMA 3. DATI DI INPUT 4. VERIFICA CARICO DI LAVORO SETTIMANALE 5. VERIFICA
Il noleggio crea ricchezza ed aiuta le vendite. Il noleggio dei beni strumentali.
 Il noleggio crea ricchezza ed aiuta le vendite. Il noleggio dei beni strumentali. Franco De Michelis - Direttore Generale Assodimi Assonolo Il noleggio dei beni strumentali. Una nuova opportunità di business,
Il noleggio crea ricchezza ed aiuta le vendite. Il noleggio dei beni strumentali. Franco De Michelis - Direttore Generale Assodimi Assonolo Il noleggio dei beni strumentali. Una nuova opportunità di business,
Il presente documento viene redatto da Career Counseling con lo scopo finale di avere una visione dell andamento del MdL, in modo da poter
 1 Il presente documento viene redatto da Career Counseling con lo scopo finale di avere una visione dell andamento del MdL, in modo da poter predisporre, in tempo reale, azioni correttive e migliorative
1 Il presente documento viene redatto da Career Counseling con lo scopo finale di avere una visione dell andamento del MdL, in modo da poter predisporre, in tempo reale, azioni correttive e migliorative
1 La politica aziendale
 1 La Direzione Aziendale dell Impresa Pizzarotti & C. S.p.A. al livello più elevato promuove la cultura della Qualità, poiché crede che la qualità delle realizzazioni dell Impresa sia raggiungibile solo
1 La Direzione Aziendale dell Impresa Pizzarotti & C. S.p.A. al livello più elevato promuove la cultura della Qualità, poiché crede che la qualità delle realizzazioni dell Impresa sia raggiungibile solo
Capitolo 2 - Teoria della manutenzione: classificazione ABC e analisi di Pareto
 Capitolo 2 - Teoria della manutenzione: classificazione ABC e analisi di Pareto Il presente capitolo continua nell esposizione di alcune basi teoriche della manutenzione. In particolare si tratteranno
Capitolo 2 - Teoria della manutenzione: classificazione ABC e analisi di Pareto Il presente capitolo continua nell esposizione di alcune basi teoriche della manutenzione. In particolare si tratteranno
PROGETTO TECNICO SISTEMA DI GESTIONE QUALITA IN CONFORMITÀ ALLA NORMA. UNI EN ISO 9001 (ed. 2008) n. 03 del 31/01/09 Salvatore Ragusa
 n. 03 del 31/01/09 Salvatore Ragusa") PROGETTO TECNICO SISTEMA DI GESTIONE QUALITA IN CONFORMITÀ ALLA NORMA UNI EN ISO 9001 (ed. 2008) Revisione Approvazione n. 03 del 31/01/09 Salvatore Ragusa PROGETTO TECNICO SISTEMA QUALITA Il nostro progetto
PROGETTO TECNICO SISTEMA DI GESTIONE QUALITA IN CONFORMITÀ ALLA NORMA UNI EN ISO 9001 (ed. 2008) Revisione Approvazione n. 03 del 31/01/09 Salvatore Ragusa PROGETTO TECNICO SISTEMA QUALITA Il nostro progetto
Risultati. Competenze. Soluzioni. Catalogo Formazione
 Risultati Competenze Soluzioni Catalogo Formazione Benvenuti! Mauro Nardon, Consulente di Direzione e di Organizzazione Aziendale, Manager e tecnico di azienda, dopo aver acquisito negli anni adeguate
Risultati Competenze Soluzioni Catalogo Formazione Benvenuti! Mauro Nardon, Consulente di Direzione e di Organizzazione Aziendale, Manager e tecnico di azienda, dopo aver acquisito negli anni adeguate
I SISTEMI DI GESTIONE DELLA SICUREZZA
 I SISTEMI DI GESTIONE DELLA SICUREZZA ing. Davide Musiani Modena- Mercoledì 8 Ottobre 2008 L art. 30 del D.Lgs 81/08 suggerisce due modelli organizzativi e di controllo considerati idonei ad avere efficacia
I SISTEMI DI GESTIONE DELLA SICUREZZA ing. Davide Musiani Modena- Mercoledì 8 Ottobre 2008 L art. 30 del D.Lgs 81/08 suggerisce due modelli organizzativi e di controllo considerati idonei ad avere efficacia
Grazie a Ipanema, Coopservice assicura le prestazioni delle applicazioni SAP & HR, aumentando la produttivita del 12%
 Grazie a Ipanema, Coopservice assicura le prestazioni delle applicazioni SAP & HR, aumentando la produttivita del 12% CASE STUDY TM ( Re ) discover Simplicity to Guarantee Application Performance 1 Gli
Grazie a Ipanema, Coopservice assicura le prestazioni delle applicazioni SAP & HR, aumentando la produttivita del 12% CASE STUDY TM ( Re ) discover Simplicity to Guarantee Application Performance 1 Gli
LEAN ORGANIZATION: Introduzione ai Principi e Metodi dell Organizzazione Snella
 Introduzione ai Principi e Metodi dell Organizzazione Snella by Per avere ulteriori informazioni: Visita il nostro sito WWW.LEANNOVATOR.COM Contattaci a [email protected] 1. Introduzione Il termine
Introduzione ai Principi e Metodi dell Organizzazione Snella by Per avere ulteriori informazioni: Visita il nostro sito WWW.LEANNOVATOR.COM Contattaci a [email protected] 1. Introduzione Il termine
GESTIONE AVANZATA DEI MATERIALI
 GESTIONE AVANZATA DEI MATERIALI Divulgazione Implementazione/Modifica Software SW0003784 Creazione 23/01/2014 Revisione del 25/06/2014 Numero 1 Una gestione avanzata dei materiali strategici e delle materie
GESTIONE AVANZATA DEI MATERIALI Divulgazione Implementazione/Modifica Software SW0003784 Creazione 23/01/2014 Revisione del 25/06/2014 Numero 1 Una gestione avanzata dei materiali strategici e delle materie
La distribuzione Normale. La distribuzione Normale
 La Distribuzione Normale o Gaussiana è la distribuzione più importante ed utilizzata in tutta la statistica La curva delle frequenze della distribuzione Normale ha una forma caratteristica, simile ad una
La Distribuzione Normale o Gaussiana è la distribuzione più importante ed utilizzata in tutta la statistica La curva delle frequenze della distribuzione Normale ha una forma caratteristica, simile ad una
Domande a scelta multipla 1
 Domande a scelta multipla Domande a scelta multipla 1 Rispondete alle domande seguenti, scegliendo tra le alternative proposte. Cercate di consultare i suggerimenti solo in caso di difficoltà. Dopo l elenco
Domande a scelta multipla Domande a scelta multipla 1 Rispondete alle domande seguenti, scegliendo tra le alternative proposte. Cercate di consultare i suggerimenti solo in caso di difficoltà. Dopo l elenco
La Leadership efficace
 La Leadership efficace 1 La Leadership: definizione e principi 3 2 Le pre-condizioni della Leadership 3 3 Le qualità del Leader 4 3.1 Comunicazione... 4 3.1.1 Visione... 4 3.1.2 Relazione... 4 pagina 2
La Leadership efficace 1 La Leadership: definizione e principi 3 2 Le pre-condizioni della Leadership 3 3 Le qualità del Leader 4 3.1 Comunicazione... 4 3.1.1 Visione... 4 3.1.2 Relazione... 4 pagina 2
L approccio Lean. Investire sulle persone chiave individuare i champions e gli agenti del cambiamento
 Cosa si intende per L approccio Lean Investire sulle persone chiave individuare i champions e gli agenti del cambiamento Ottenere e usare il contributo di tutti a tutti i livelli Facciamolo e basta con
Cosa si intende per L approccio Lean Investire sulle persone chiave individuare i champions e gli agenti del cambiamento Ottenere e usare il contributo di tutti a tutti i livelli Facciamolo e basta con
ALBERT. copyright hventiquattro
 ALBERT ALBERT MONETIZZARE LE SCORTE Il tuo magazzino: da deposito a risorsa Albert agisce sulle fonti di finanziamento interno. Non tanto in termini di puro taglio dei costi, quanto di recupero di flussi
ALBERT ALBERT MONETIZZARE LE SCORTE Il tuo magazzino: da deposito a risorsa Albert agisce sulle fonti di finanziamento interno. Non tanto in termini di puro taglio dei costi, quanto di recupero di flussi
La manutenzione come elemento di garanzia della sicurezza di macchine e impianti
 La manutenzione come elemento di garanzia della sicurezza di macchine e impianti Alessandro Mazzeranghi, Rossano Rossetti MECQ S.r.l. Quanto è importante la manutenzione negli ambienti di lavoro? E cosa
La manutenzione come elemento di garanzia della sicurezza di macchine e impianti Alessandro Mazzeranghi, Rossano Rossetti MECQ S.r.l. Quanto è importante la manutenzione negli ambienti di lavoro? E cosa
I margini lordi nelle aziende che producono su commessa Il caso Sicilyelectronic srl
 I margini lordi nelle aziende che producono su commessa Il caso Sicilyelectronic srl Corso di Economia Aziendale (esercitazioni) Università degli Studi di Palermo Agenda Caratteristiche delle aziende che
I margini lordi nelle aziende che producono su commessa Il caso Sicilyelectronic srl Corso di Economia Aziendale (esercitazioni) Università degli Studi di Palermo Agenda Caratteristiche delle aziende che
L uso della Balanced Scorecard nel processo di Business Planning
 L uso della Balanced Scorecard nel processo di Business Planning di Marcello Sabatini www.msconsulting.it Introduzione Il business plan è uno strumento che permette ad un imprenditore di descrivere la
L uso della Balanced Scorecard nel processo di Business Planning di Marcello Sabatini www.msconsulting.it Introduzione Il business plan è uno strumento che permette ad un imprenditore di descrivere la
UN ESEMPIO DI VALUTAZIONE
 UN ESEMPIO DI VALUTAZIONE Processo di Performance Review (PR) Luisa Macciocca 1 Che cos è una PR? La PR è un sistema formale di gestione della performance La gestione della performance è: un processo a
UN ESEMPIO DI VALUTAZIONE Processo di Performance Review (PR) Luisa Macciocca 1 Che cos è una PR? La PR è un sistema formale di gestione della performance La gestione della performance è: un processo a
della manutenzione, includa i requisiti relativi ai sottosistemi strutturali all interno del loro contesto operativo.
 L 320/8 Gazzetta ufficiale dell Unione europea IT 17.11.2012 REGOLAMENTO (UE) N. 1078/2012 DELLA COMMISSIONE del 16 novembre 2012 relativo a un metodo di sicurezza comune per il monitoraggio che devono
L 320/8 Gazzetta ufficiale dell Unione europea IT 17.11.2012 REGOLAMENTO (UE) N. 1078/2012 DELLA COMMISSIONE del 16 novembre 2012 relativo a un metodo di sicurezza comune per il monitoraggio che devono
Just-In-Time (JIT) eliminate tutte le motivazioni che costringono un sistema produttivo alla costituzione di scorte di materiali
 eliminate tutte le motivazioni che costringono un sistema produttivo alla costituzione di scorte di materiali") Just-In-Time (JIT) Filosofia produttiva nata presso l azienda giapponese Toyota negli anni 70. Ha l obiettivo di soddisfare la domanda del cliente in termini di cosa e quanto produrre, configurando l intero
Just-In-Time (JIT) Filosofia produttiva nata presso l azienda giapponese Toyota negli anni 70. Ha l obiettivo di soddisfare la domanda del cliente in termini di cosa e quanto produrre, configurando l intero
Manuale di Gestione Integrata POLITICA AZIENDALE. 4.2 Politica Aziendale 2. Verifica RSGI Approvazione Direzione Emissione RSGI
 Pag.1 di 5 SOMMARIO 4.2 Politica Aziendale 2 Verifica RSGI Approvazione Direzione Emissione RSGI. Pag.2 di 5 4.2 Politica Aziendale La Direzione della FOMET SpA adotta e diffonde ad ogni livello della
Pag.1 di 5 SOMMARIO 4.2 Politica Aziendale 2 Verifica RSGI Approvazione Direzione Emissione RSGI. Pag.2 di 5 4.2 Politica Aziendale La Direzione della FOMET SpA adotta e diffonde ad ogni livello della
Elementi di Psicometria con Laboratorio di SPSS 1
 Elementi di Psicometria con Laboratorio di SPSS 1 29-Analisi della potenza statistica vers. 1.0 (12 dicembre 2014) Germano Rossi 1 [email protected] 1 Dipartimento di Psicologia, Università di Milano-Bicocca
Elementi di Psicometria con Laboratorio di SPSS 1 29-Analisi della potenza statistica vers. 1.0 (12 dicembre 2014) Germano Rossi 1 [email protected] 1 Dipartimento di Psicologia, Università di Milano-Bicocca
STORE MANAGER.. LE COMPETENZE CARATTERISTICHE E I BISOGNI DI FORMAZIONE
 STORE MANAGER.. LE COMPETENZE CARATTERISTICHE E I BISOGNI DI FORMAZIONE 1 Indice 1. Premessa 2. Obiettivo 3. Le competenze del profilo ideale Competenze 3.1. Età ed esperienza 3.2. Le reali competenze
STORE MANAGER.. LE COMPETENZE CARATTERISTICHE E I BISOGNI DI FORMAZIONE 1 Indice 1. Premessa 2. Obiettivo 3. Le competenze del profilo ideale Competenze 3.1. Età ed esperienza 3.2. Le reali competenze
Indice. pagina 2 di 10
 LEZIONE PROGETTAZIONE ORGANIZZATIVA DOTT.SSA ROSAMARIA D AMORE Indice PROGETTAZIONE ORGANIZZATIVA---------------------------------------------------------------------------------------- 3 LA STRUTTURA
LEZIONE PROGETTAZIONE ORGANIZZATIVA DOTT.SSA ROSAMARIA D AMORE Indice PROGETTAZIONE ORGANIZZATIVA---------------------------------------------------------------------------------------- 3 LA STRUTTURA
VALORE DELLE MERCI SEQUESTRATE
 La contraffazione in cifre: NUOVA METODOLOGIA PER LA STIMA DEL VALORE DELLE MERCI SEQUESTRATE Roma, Giugno 2013 Giugno 2013-1 Il valore economico dei sequestri In questo Focus si approfondiscono alcune
La contraffazione in cifre: NUOVA METODOLOGIA PER LA STIMA DEL VALORE DELLE MERCI SEQUESTRATE Roma, Giugno 2013 Giugno 2013-1 Il valore economico dei sequestri In questo Focus si approfondiscono alcune
1. Distribuzioni campionarie
 Università degli Studi di Basilicata Facoltà di Economia Corso di Laurea in Economia Aziendale - a.a. 2012/2013 lezioni di statistica del 3 e 6 giugno 2013 - di Massimo Cristallo - 1. Distribuzioni campionarie
Università degli Studi di Basilicata Facoltà di Economia Corso di Laurea in Economia Aziendale - a.a. 2012/2013 lezioni di statistica del 3 e 6 giugno 2013 - di Massimo Cristallo - 1. Distribuzioni campionarie
Concetti di base di ingegneria del software
 Concetti di base di ingegneria del software [Dalle dispense del corso «Ingegneria del software» del prof. A. Furfaro (UNICAL)] Principali qualità del software Correttezza Affidabilità Robustezza Efficienza
Concetti di base di ingegneria del software [Dalle dispense del corso «Ingegneria del software» del prof. A. Furfaro (UNICAL)] Principali qualità del software Correttezza Affidabilità Robustezza Efficienza
I modelli normativi. I modelli per l eccellenza. I modelli di gestione per la qualità. ! I modelli normativi. ! I modelli per l eccellenza
 1 I modelli di gestione per la qualità I modelli normativi I modelli per l eccellenza Entrambi i modelli si basano sull applicazione degli otto principi del TQM 2 I modelli normativi I modelli normativi
1 I modelli di gestione per la qualità I modelli normativi I modelli per l eccellenza Entrambi i modelli si basano sull applicazione degli otto principi del TQM 2 I modelli normativi I modelli normativi
LA PIANIFICAZIONE DELLE ATTIVITÀ AZIENDALI E.R.P. (ENTERPRISE RESOURCE PLANNING)
") LA PIANIFICAZIONE DELLE ATTIVITÀ AZIENDALI E.R.P. (ENTERPRISE RESOURCE PLANNING) L IMPATTO SULLA GESTIONE LA MISURAZIONE DELL IMPATTO IL SUPPORTO ALLA CREAZIONE DEL VALORE L INTEGRAZIONE ESIGENZE DEL BUSINESS
LA PIANIFICAZIONE DELLE ATTIVITÀ AZIENDALI E.R.P. (ENTERPRISE RESOURCE PLANNING) L IMPATTO SULLA GESTIONE LA MISURAZIONE DELL IMPATTO IL SUPPORTO ALLA CREAZIONE DEL VALORE L INTEGRAZIONE ESIGENZE DEL BUSINESS
INDICOD-ECR Istituto per le imprese di beni di consumo
 INDICOD-ECR Istituto per le imprese di beni di consumo GLOBAL SCORECARD Uno strumento di autovalutazione, linguaggio e concetti comuni Versione base - Entry Level Introduzione Introduzione La Global Scorecard
INDICOD-ECR Istituto per le imprese di beni di consumo GLOBAL SCORECARD Uno strumento di autovalutazione, linguaggio e concetti comuni Versione base - Entry Level Introduzione Introduzione La Global Scorecard
Il modello di ottimizzazione SAM
 Il modello di ottimizzazione control, optimize, grow Il modello di ottimizzazione Il modello di ottimizzazione è allineato con il modello di ottimizzazione dell infrastruttura e fornisce un framework per
Il modello di ottimizzazione control, optimize, grow Il modello di ottimizzazione Il modello di ottimizzazione è allineato con il modello di ottimizzazione dell infrastruttura e fornisce un framework per
C. Parla con i collaboratori e poi stabilisce degli obiettivi. D. Lascia al gruppo la completa responsabilità della situazione.
 QUESTIONARIO SULL EFFICACIA E FLESSIBILITA DELLA LEADERSHIP Di Paul Hersey e Kenneth Blanchard ISTRUZIONI Si presume che Lei sia coinvolto in ognuna delle seguenti 12 situazioni. Legga attentamente ogni
QUESTIONARIO SULL EFFICACIA E FLESSIBILITA DELLA LEADERSHIP Di Paul Hersey e Kenneth Blanchard ISTRUZIONI Si presume che Lei sia coinvolto in ognuna delle seguenti 12 situazioni. Legga attentamente ogni
LA REVISIONE LEGALE DEI CONTI La comprensione
 LA REVISIONE LEGALE DEI CONTI La comprensione dell impresa e del suo contesto e la valutazione dei rischi di errori significativi Ottobre 2013 Indice 1. La comprensione dell impresa e del suo contesto
LA REVISIONE LEGALE DEI CONTI La comprensione dell impresa e del suo contesto e la valutazione dei rischi di errori significativi Ottobre 2013 Indice 1. La comprensione dell impresa e del suo contesto
Il Kaizen è un intervento organizzativo in un area predefinita di un azienda
 LC lean Consulting Il Kaizen è un intervento organizzativo in un area predefinita di un azienda Produttiva Servizio / uffici Service / logistica È preceduta da una fase di addestramento breve Una fase
LC lean Consulting Il Kaizen è un intervento organizzativo in un area predefinita di un azienda Produttiva Servizio / uffici Service / logistica È preceduta da una fase di addestramento breve Una fase
Ridurre i rischi. Ridurre i costi. Migliorare i risultati.
 Ridurre i rischi. Ridurre i costi. Migliorare i risultati. Servizi di approvvigionamento professionale. Essere più informati, fare scelte migliori. Supplier Management System delle Communities (CSMS) Prequalifiche
Ridurre i rischi. Ridurre i costi. Migliorare i risultati. Servizi di approvvigionamento professionale. Essere più informati, fare scelte migliori. Supplier Management System delle Communities (CSMS) Prequalifiche
Raccomandazione del Parlamento europeo 18/12/2006 CLASSE PRIMA COMPETENZE ABILITÀ CONOSCENZE. Operare con i numeri
 COMPETENZA CHIAVE MATEMATICA Fonte di legittimazione Raccomandazione del Parlamento europeo 18/12/2006 CLASSE PRIMA COMPETENZE ABILITÀ CONOSCENZE L alunno utilizza il calcolo scritto e mentale con i numeri
COMPETENZA CHIAVE MATEMATICA Fonte di legittimazione Raccomandazione del Parlamento europeo 18/12/2006 CLASSE PRIMA COMPETENZE ABILITÀ CONOSCENZE L alunno utilizza il calcolo scritto e mentale con i numeri
Il sistema informativo aziendale
 Il sistema informativo aziendale insieme delle attività connesse alla raccolta, analisi e rappresentazione delle informazioni interne ed esterne all'azienda dati indispensabili per poter valutare lo stato
Il sistema informativo aziendale insieme delle attività connesse alla raccolta, analisi e rappresentazione delle informazioni interne ed esterne all'azienda dati indispensabili per poter valutare lo stato
Automazione Industriale (scheduling+mms) scheduling+mms. [email protected]
 scheduling+mms. adacher@dia.uniroma3.it") Automazione Industriale (scheduling+mms) scheduling+mms [email protected] Introduzione Sistemi e Modelli Lo studio e l analisi di sistemi tramite una rappresentazione astratta o una sua formalizzazione
Automazione Industriale (scheduling+mms) scheduling+mms [email protected] Introduzione Sistemi e Modelli Lo studio e l analisi di sistemi tramite una rappresentazione astratta o una sua formalizzazione
executive master course www.cspmi.it Production Manager Modena, aprile - dicembre 2014 Sempre un passo avanti
 executive master course www.cspmi.it Production Manager Modena, aprile - dicembre 20 Sempre un passo avanti EXECUTIVE MASTER COURSE Production Manager OBIETTIVI Il corso mette in condizione i partecipanti
executive master course www.cspmi.it Production Manager Modena, aprile - dicembre 20 Sempre un passo avanti EXECUTIVE MASTER COURSE Production Manager OBIETTIVI Il corso mette in condizione i partecipanti
Il modello generale di commercio internazionale
 Capitolo 6 Il modello generale di commercio internazionale [a.a. 2013/14] adattamento italiano di Novella Bottini (ulteriore adattamento di Giovanni Anania) 6-1 Struttura della presentazione Domanda e
Capitolo 6 Il modello generale di commercio internazionale [a.a. 2013/14] adattamento italiano di Novella Bottini (ulteriore adattamento di Giovanni Anania) 6-1 Struttura della presentazione Domanda e
Lean in Sanità. Luciano Attolico
 : strategie per valorizzare persone, prodotti e processi in campo sanitario e socio assistenziale Luciano Attolico Pisa 4 luglio 2013 Questo documento è destinato esclusivamente ad uso interno della Vostra
: strategie per valorizzare persone, prodotti e processi in campo sanitario e socio assistenziale Luciano Attolico Pisa 4 luglio 2013 Questo documento è destinato esclusivamente ad uso interno della Vostra
Area Marketing. Approfondimento
 Area Marketing Approfondimento CUSTOMER SATISFACTION COME RILEVARE IL LIVELLO DI SODDISFAZIONE DEI CLIENTI (CUSTOMER SATISFACTION) Rilevare la soddisfazione dei clienti non è difficile se si dispone di
Area Marketing Approfondimento CUSTOMER SATISFACTION COME RILEVARE IL LIVELLO DI SODDISFAZIONE DEI CLIENTI (CUSTOMER SATISFACTION) Rilevare la soddisfazione dei clienti non è difficile se si dispone di
Analisi sensitività. Strumenti per il supporto alle decisioni nel processo di Valutazione d azienda
 Analisi sensitività. Strumenti per il supporto alle decisioni nel processo di Valutazione d azienda Premessa Con l analisi di sensitività il perito valutatore elabora un range di valori invece di un dato
Analisi sensitività. Strumenti per il supporto alle decisioni nel processo di Valutazione d azienda Premessa Con l analisi di sensitività il perito valutatore elabora un range di valori invece di un dato
Otto Principi sulla Gestione per la Qualità previsti dalla ISO 9000:2005
 Questionario di Autovalutazione di un Sistema di Gestione per la Qualità verso: Otto Principi sulla Gestione per la Qualità previsti dalla ISO 9000:2005 newsletter TECSE N. 02- Febbraio 2012 (Allegato
Questionario di Autovalutazione di un Sistema di Gestione per la Qualità verso: Otto Principi sulla Gestione per la Qualità previsti dalla ISO 9000:2005 newsletter TECSE N. 02- Febbraio 2012 (Allegato
L ergonomia dei sistemi informativi
 Strumenti non convenzionali per l evoluzione d Impresa: L ergonomia dei sistemi informativi di Pier Alberto Guidotti 1 L ergonomia dei sistemi informativi CHI SONO Pier Alberto Guidotti Fondatore e direttore
Strumenti non convenzionali per l evoluzione d Impresa: L ergonomia dei sistemi informativi di Pier Alberto Guidotti 1 L ergonomia dei sistemi informativi CHI SONO Pier Alberto Guidotti Fondatore e direttore
CRM: IL FUTURO DEL MARKETING ATTRAVERSO LA CONOSCENZA DEL CLIENTE
 UNIVERSITÁ DEGLI STUDI DI UDINE FACOLTÁ DI ECONOMIA Corso di Laurea in Economia Aziendale Esame di Laurea CRM: IL FUTURO DEL MARKETING ATTRAVERSO LA CONOSCENZA DEL CLIENTE Tutore: Prof. Maria Chiarvesio
UNIVERSITÁ DEGLI STUDI DI UDINE FACOLTÁ DI ECONOMIA Corso di Laurea in Economia Aziendale Esame di Laurea CRM: IL FUTURO DEL MARKETING ATTRAVERSO LA CONOSCENZA DEL CLIENTE Tutore: Prof. Maria Chiarvesio
Guida Compilazione Piani di Studio on-line
 Guida Compilazione Piani di Studio on-line SIA (Sistemi Informativi d Ateneo) Visualizzazione e presentazione piani di studio ordinamento 509 e 270 Università della Calabria (Unità organizzativa complessa-
Guida Compilazione Piani di Studio on-line SIA (Sistemi Informativi d Ateneo) Visualizzazione e presentazione piani di studio ordinamento 509 e 270 Università della Calabria (Unità organizzativa complessa-